1.本发明电磁泵技术领域,具体地说,特别涉及一种电磁驱动的液态金属喷流装置及其操作方法。
背景技术:
2.电磁泵是印制电路板上进行电子零件软钎焊中用于泵送液态金属钎料的重要装置。通常使用的感应电磁泵是通过移动的电磁场产生感应电磁力,电磁力非接触地作用于液态金属对其产生推力,从而使得液态金属通过喷嘴喷流到待焊的零部件上去。这种感应电磁泵的移动磁场产生部一般是在铁芯上缠绕三相的激励线圈,凭借三相线圈产生三相交变电流从而产生移动磁场。
3.然而,现有的感应电磁泵由于焊料的腐蚀性,容易导致铁素体不锈钢管道的腐蚀,从而导致铁素体不锈钢内的焊料泄露,影响其安全性且环保性能差,维护更换十分复杂,大大降低了其工作效率。
技术实现要素:
4.本发明所要解决的技术问题在于针对上述现有技术中的不足,公开了一种电磁驱动的液态金属喷流装置及其操作方法,其结构紧凑,安装维护十分方便,内筒体更换方便,不会造成焊料的泄露,安全环保。
5.本发明解决其技术问题所采用的技术方案是:一种电磁驱动的液态金属喷流装置,包括槽体、腔体管道、第一加热器、保温层、螺母、内筒体、铁芯、外筒体、顶盖、第二加热器、线圈、喷口和第三加热器,所述腔体管道固定安装在槽体内壁顶面上,所述喷口固定安装在腔体管道右侧顶面上,多个所述第一加热器横向布置安装在槽体内,所述外筒体下端固定安装在槽体左侧顶面安装孔里,所述槽体外侧壁上安装有保温层,所述螺母固定安装在腔体管道左侧安装孔上,所述内筒体下端固定安装在螺母上,所述铁芯底部固定安装在槽体左侧顶面上,所述铁芯为七齿梳状,六组所述线圈安装在铁芯上的凹槽里,所述顶盖固定安装在外筒体的顶面上,所述内筒体顶端固定安装在顶盖上,所述第二加热器顶端安装在顶盖上,多个所述第三加热器纵向布置在槽体内。
6.作为本发明的一种优选实施方式,所述槽体左侧顶面上安装有8组铁芯且铁芯上的线圈为圆环状。
7.作为本发明的一种优选实施方式,所述外筒体采用奥氏体不锈钢制作而成且内筒体采用铁素体不锈钢制作而成。
8.作为本发明的一种优选实施方式,所述内筒体上沿圆周方向均匀分布有多个过流孔。
9.作为本发明的一种优选实施方式,所述过流孔高度位置低于喷口处液面位置3~6mm。
10.作为本发明的一种优选实施方式,所述内筒体和外筒体之间的距离为2~10mm。
11.作为本发明的一种优选实施方式,所述槽体、腔体管道和螺母都是采用奥氏体不锈钢材料制作而成。
12.作为本发明的一种优选实施方式,所述第一加热器、第二加热器和第三加热器外都安装有加热管套管且加热管套管采用奥氏体不锈钢材料制作而成。
13.一种电磁驱动的液态金属喷流装置的操作方法,其特征在于:包括以下步骤:
14.步骤一:槽体内的焊料经由多个第一加热器和多个第三加热器加热后,熔融的焊料经由内筒体底部进入到内筒体内,内筒体上端安装有第二加热器,以防内筒体顶端焊料冷却结块;
15.步骤二:内筒体内的焊料经由过流孔进入到内筒体和外筒体之间,6组线圈中1和4串联,2和5串联,3和6串联,并按星形接法连接在三相交流电上,通过电磁力驱动内筒体和外筒体之间的焊料向下运动;
16.步骤三:内筒体和外筒体之间的焊料经由腔体管道左侧进口进入到腔体管道左侧,焊料经由腔体管道进入到喷口处,喷口与腔体管道右侧顶端通过法兰连接,喷口有多种型号可以更换。
17.本发明电磁系统由8组铁芯和6组线圈组成,铁芯为7齿梳状,线圈为圆环状;线圈按顺序,分别为1/2/3/4/5/6,其中1和4串联,2和5串联,3和6串联,按星型接法连接三相交流电;内筒体与外筒体同心,外筒体为奥氏体不锈钢,内筒体为铁素体不锈钢;外筒体焊接在槽体左侧的顶面上,内筒体与腔体管道左侧的下内壁螺旋连接,腔体管道的下内壁焊接有螺母;槽体内中央位置上的腔体管道,可以是方形或圆形,槽体内焊接有加热器套管,便于第一电热管、第二加热管和第三加热管的安装;槽体、腔体管道、加热器套管材料为奥氏体不锈钢;腔体管道构成电磁泵的动力通道,喷口与腔体管道用法兰连接,喷口有多种型号,可以更换。
18.本发明与现有技术相比具有以下优点:
19.(1)结构紧凑,电磁驱动部件安装在槽体的左上方,便于安装维护,拆卸维护十分方便,大大提高了其操作效率;
20.(2)作为磁场回路的铁素体不锈钢(内筒体)在装置的内部,即使被无铅焊锡腐蚀,也不会造成焊料的泄露,并且更换方便。
附图说明
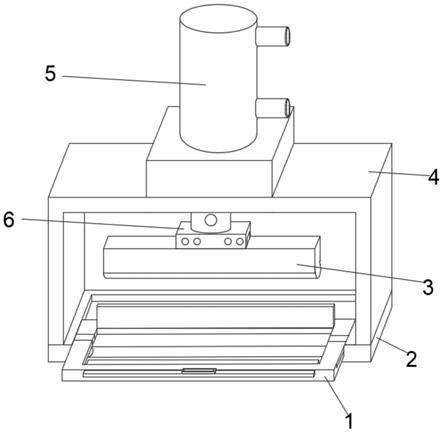
21.图1为本发明的结构示意图;
22.图2为本发明的a-a结构剖视图。
23.附图标记说明:
24.1:槽体,2:腔体管道,3:第一加热器,4:保温层,5:螺母,6:内筒体,7:铁芯,8:外筒体,9:顶盖,10:第二加热器,11:线圈,12:喷口,13:第三加热器。
具体实施方式
25.下面结合附图及实施例描述本发明具体实施方式:
26.需要说明的是,本说明书所附图中示意的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定
条件,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。
27.同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
28.实施例一:
29.如图1和2所示,其示出了本发明的具体实施方式,如图所示,本发明公开的一种电磁驱动的液态金属喷流装置,包括槽体1、腔体管道2、第一加热器3、保温层4、螺母5、内筒体6、铁芯7、外筒体8、顶盖9、第二加热器10、线圈11、喷口12和第三加热器13,所述腔体管道2固定安装在槽体1内壁顶面上,所述喷口12固定安装在腔体管道2右侧顶面上,多个所述第一加热器3横向布置安装在槽体1内,所述外筒体8下端固定安装在槽体1左侧顶面安装孔里,所述槽体1外侧壁上安装有保温层4,所述螺母5固定安装在腔体管道2左侧安装孔上,所述内筒体6下端固定安装在螺母5上,所述铁芯7底部固定安装在槽体1左侧顶面上,所述铁芯7为七齿梳状,六组所述线圈11安装在铁芯7上的凹槽里,所述顶盖9固定安装在外筒体8的顶面上,所述内筒体6顶端固定安装在顶盖9上,所述第二加热器10顶端安装在顶盖9上,多个所述第三加热器13纵向布置在槽体1内。
30.优选的,所述槽体1左侧顶面上安装有八组铁芯7且铁芯7上的线圈11为圆环状。
31.优选的,所述外筒体8采用奥氏体不锈钢制作而成且内筒体6采用铁素体不锈钢制作而成。
32.优选的,所述内筒体6上沿圆周方向均匀分布有多个过流孔。
33.优选的,所述内筒体6上的过流孔高度位置低于喷口12处液面位置3~6mm。
34.优选的,所述内筒体6和外筒体8之间的距离为2~10mm。
35.优选的,所述槽体1、腔体管道2和螺母5都是采用奥氏体不锈钢材料制作而成。
36.优选的,所述第一加热器3、第二加热器10和第三加热器13外都安装有加热管套管且加热管套管采用奥氏体不锈钢材料制作而成。
37.实施例二:
38.一种电磁驱动的液态金属喷流装置的操作方法,其特征在于:包括以下步骤:
39.步骤一:槽体1内的焊料经由多个第一加热器3和多个第三加热器13加热后,熔融的焊料经由内筒体6底部进入到内筒体6内,内筒体6上端安装有第二加热器10,以防内筒体6顶端焊料冷却结块;
40.步骤二:内筒体6内的焊料经由过流孔进入到内筒体6和外筒体8之间,6组线圈中1和4串联,2和5串联,3和6串联,并按星形接法连接在三相交流电上,通过电磁力驱动内筒体6和外筒体8之间的焊料向下运动;
41.步骤三:内筒体6和外筒体8之间的焊料经由腔体管道2左侧进口进入到腔体管道2左侧,焊料经由腔体管道2进入到喷口12处,喷口12与腔体管道2右侧顶端通过法兰连接,喷口12有多种型号可以更换。
42.本发明电磁系统由8组铁芯7和6组线圈11组成,铁芯7为7齿梳状,线圈11为圆环状;线圈11按顺序,分别为1/2/3/4/5/6,其中1和4串联,2和5串联,3和6串联,按星型接法连接三相交流电;内筒体6与外筒体8同心,外筒体8为奥氏体不锈钢,内筒体6为铁素体不锈
钢;外筒体8焊接在槽体1左侧的顶面上,内筒体6与腔体管道2左侧的下内壁螺旋连接,腔体管道2的下内壁焊接有螺母5;槽体1内中央位置上的腔体管道2,可以是方形或圆形,槽体1内焊接有加热器套管,便于第一电热管3、第二加热管10和第三加热管13的安装;槽体1、腔体管道2、加热器套管材料为奥氏体不锈钢;腔体管道2构成电磁泵的动力通道,喷口12与腔体管道2用法兰连接,喷口12有多种型号,可以更换。
43.上面结合附图对本发明优选实施方式作了详细说明,但是本发明不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下做出各种变化。
44.不脱离本发明的构思和范围可以做出许多其他改变和改型。应当理解,本发明不限于特定的实施方式,本发明的范围由所附权利要求限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。