1.本发明涉及印刷布线板的制造方法。
背景技术:
2.近年来,在印刷布线板中,堆叠(build-up)层被多层化,要求布线的微细化和高密度化。堆叠层通过将绝缘层和导体层交替重叠的堆叠(增层)方式而形成,在利用堆叠方式的制造方法中,绝缘层一般通过使树脂组合物热固化而形成。
3.适于内层电路基板的绝缘层形成的树脂组合物的提案,例如,包括专利文献1中记载的树脂组合物在内已经提出了数量众多的方案。
4.现有技术文献专利文献专利文献1:日本特开2017-59779号公报。
技术实现要素:
5.发明要解决的课题另外,在制造印刷布线板时,有时在绝缘层形成通孔。“通孔”通常表示贯通绝缘层的孔。作为形成通孔的方法,考虑了使用激光的方法。
6.通过激光形成通孔时,通孔中可能形成被称为沾污(smear)的树脂残渣。为了除去该沾污,在用激光形成通孔后,通常进行使用药液除去沾污的去沾污处理。本发明人发现,在照射激光时产生热,该热传递到绝缘层和内层电路基板的基底金属从而产生晕圈(haloing)现象。晕圈现象是指在通孔周围的绝缘层与内层电路基板之间发生剥离。这样的晕圈现象通常在通孔周围的树脂由于热而劣化、该劣化的部分被粗糙化液等药液侵蚀而产生。应予说明,前述劣化的部分通常作为变色部被观察到。
7.此外,虽然考虑了使用喷砂(sandblast)处理来抑制晕圈现象的方法,但通过喷砂处理难以形成小直径的通孔,此外,通孔的加工速度有时也慢。
8.本发明是鉴于上述情况而完成的发明,提供能够形成小直径的通孔、沾污除去性优异、晕圈现象的发生得到抑制的印刷布线板的制造方法。
9.用于解决课题的手段本发明人为了解决前述课题而进行了深入研究,结果发现,在用激光形成开口部后,通过喷砂处理形成通孔,由此沾污除去性优异,能够抑制晕圈现象,从而完成了本发明。
10.即,本发明包含下述内容;[1]印刷布线板的制造方法,其依序包括:(a)通过激光在包含树脂组合物的固化物的绝缘层形成开口部的工序、以及(b)使用磨粒对开口部进行喷砂处理,形成通孔的工序;[2]根据[1]所述的印刷布线板的制造方法,其中,磨粒的平均粒径为10μm以下;[3]根据[1]或[2]所述的印刷布线板的制造方法,其中,开口部的深度为绝缘层的
厚度的50%以上且95%以下;[4]根据[1]~[3]中任一项所述的印刷布线板的制造方法,其中,(b)工序是透过掩膜使磨粒与开口部的底面碰撞来形成通孔的工序,掩膜的厚度和开口部的深度的合计值与通孔的开口直径之比(合计值/开口直径)为3以下;[5]根据[1]~[4]中任一项所述的印刷布线板的制造方法,其中,绝缘层的23℃时的弹性模量为0.1gpa以上;[6]根据[1]~[5]中任一项所述的印刷布线板的制造方法,其中,树脂组合物包含无机填充材料;[7]根据[6]所述的印刷布线板的制造方法,其中,将树脂组合物中的不挥发成分设为100质量%时,无机填充材料的含量为20质量%以上;[8]根据[1]~[7]中任一项所述的印刷布线板的制造方法,其中,树脂组合物包含固化性树脂;[9]根据[8]所述的印刷布线板的制造方法,其中,将树脂组合物中的不挥发成分设为100质量%时,固化性树脂的含量为10质量%以上;[10]根据[8]或[9]所述的印刷布线板的制造方法,其中,固化性树脂包含环氧树脂及固化剂;[11]根据[10]所述的印刷布线板的制造方法,其中,固化剂为选自酚系树脂(phenolic-type resin)、活性酯系树脂、及氰酸酯系树脂中的一种以上;[12]根据[1]~[11]中任一项所述的印刷布线板的制造方法,其中,激光为co2激光或者uv-yag激光。
[0011]
发明效果根据本发明可以提供:能够形成小直径的通孔、沾污除去性优异、晕圈现象的发生得到抑制的印刷布线板的制造方法。
附图说明
[0012]
图1:图1是示出在内层电路基板的主表面上形成了绝缘层和支承体的模样的一例的示意截面图;图2:图2是示出进行工序(a)后的模样的一例的示意截面图;图3:图3是示出进行工序(b)后的模样的一例的示意截面图;图4:图4是示意性地示出以往利用激光加工形成通孔的印刷布线板的即将形成导体层前的绝缘层的俯视图;图5:图5是示意性地示出以往利用激光加工形成通孔的印刷布线板的即将形成导体层前的绝缘层的截面图;图6:图6是示出在内层电路基板的主表面上形成了绝缘层和金属箔的模样的一例的示意截面图;图7:图7是示出对金属箔进行图案蚀刻处理后的模样的一例的示意截面图;图8:图8是示出进行工序(a)后的模样的一例的示意截面图;图9:图9是示出进行工序(b)后的模样的一例的示意截面图;
c1”;等。
[0018]
作为(a)成分的比表面积,优选为1m2/g以上、更优选为2m2/g以上、特别优选为3m2/g以上。上限没有特别限制,优选为60m2/g以下、50m2/g以下或40m2/g以下。比表面积可以依照bet法,使用比表面积测定装置(mountech公司制macsorb hm-1210),使氮气吸附于试样表面,使用bet多点法算出比表面积而得到。
[0019]
从显著获得本发明的期望效果的观点出发,(a)成分的平均粒径优选为0.01μm以上、更优选为0.05μm以上、进一步优选为0.1μm以上,优选为5μm以下、更优选为2μm以下、进一步优选为1μm以下。
[0020]
(a)成分的平均粒径可以通过基于米氏(mie)散射理论的激光衍射-散射法来测定。具体地,可以通过激光衍射散射式粒径分布测定装置,以体积为基准制作无机填充材料的粒径分布,将其中值直径设为平均粒径,从而来测定。测定样品可以使用将无机填充材料100mg、甲乙酮10g称取至小瓶中以超声波分散10分钟而得的样品。对测定样品使用激光衍射式粒径分布测定装置,将使用光源波长设为蓝色和红色,以流动池(flow cell)方式测定(a)成分的体积基准的粒径分布,由所得的粒径分布可以算出作为中值直径的平均粒径。作为激光衍射式粒径分布测定装置,可举出例如株式会社堀场制作所制“la-960”等。
[0021]
从提高耐湿性和分散性的观点出发,(a)成分优选用表面处理剂进行处理。作为表面处理剂,可举出例如,乙烯基硅烷系偶联剂、(甲基)丙烯酸系偶联剂、含氟硅烷偶联剂、氨基硅烷系偶联剂、环氧硅烷系偶联剂、巯基硅烷系偶联剂、硅烷系偶联剂、烷氧基硅烷、有机硅氮烷化合物、钛酸酯系偶联剂等。其中,从显著获得本发明的效果的观点出发,优选乙烯基硅烷系偶联剂、(甲基)丙烯酸系偶联剂、氨基硅烷系偶联剂,更优选氨基硅烷系偶联剂。此外,表面处理剂可以单独使用1种,也可以将2种以上任意组合使用。
[0022]
作为表面处理剂的市售品,可举出例如,信越化学工业公司制“kbm1003”(乙烯基三乙氧基硅烷)、信越化学工业公司制“kbm503”(3-甲基丙烯酰氧基丙基三乙氧基硅烷)、信越化学工业公司制“kbm403”(3-环氧丙氧基丙基三甲氧基硅烷)、信越化学工业公司制“kbm803”(3-巯基丙基三甲氧基硅烷)、信越化学工业公司制“kbe903”(3-氨丙基三乙氧基硅烷)、信越化学工业公司制“kbm573”(n-苯基-3-氨基丙基三甲氧基硅烷)、信越化学工业公司制“sz-31”(六甲基二硅氮烷)、信越化学工业公司制“kbm103”(苯基三甲氧基硅烷)、信越化学工业公司制“kbm-4803”(长链环氧型硅烷偶联剂)、信越化学工业公司制“kbm-7103”(3,3,3-三氟丙基三甲氧基硅烷)等。
[0023]
利用表面处理剂的表面处理的程度,从提高无机填充材料的分散性的观点出发,优选控制在规定的范围内。具体地,无机填充材料100质量份优选用0.2质量份~5质量份的表面处理剂进行表面处理,优选用0.2质量份~3质量份进行表面处理,优选用0.3质量份~2质量份进行表面处理。
[0024]
利用表面处理剂的表面处理的程度可以通过无机填充材料的每单位表面积的碳量来评价。无机填充材料的每单位表面积的碳量,从提高无机填充材料的分散性的观点出发,优选为0.02mg/m2以上、更优选为0.1mg/m2以上、进一步优选为0.2mg/m2以上。另一方面,从抑制树脂清漆的熔融粘度和片材形态下的熔融粘度的上升的观点出发,优选为1mg/m2以下、更优选为0.8mg/m2以下、进一步优选为0.5mg/m2以下。
[0025]
无机填充材料的每单位表面积的碳量可以在将表面处理后的无机填充材料用溶
剂(例如,甲乙酮(mek))洗涤处理后进行测定。具体地,将作为溶剂的充分量的mek加入至用表面处理剂进行了表面处理的无机填充材料中,在25℃下进行5分钟超声波洗涤。除去上清液,将固体成分干燥后,可以使用碳分析计测定无机填充材料的每单位表面积的碳量。作为碳分析计,可以使用株式会社堀场制作所制“emia-320v”等。
[0026]
从显著获得本发明的效果的观点出发,将树脂组合物中的不挥发成分设为100质量%时,(a)成分的含量(质量%)优选为20质量%以上、更优选为30质量%以上、进一步优选为40质量%以上、50质量%以上,优选为95质量%以下、更优选为90质量%以下、进一步优选为85质量%以下、80质量%以下。应予说明,本发明中,树脂组合物中的各成分的含量若无另外说明,则是将树脂组合物中的不挥发成分设为100质量%时的值。
[0027]
从显著获得本发明的效果的观点出发,将树脂组合物中的不挥发成分设为100体积%时,(a)成分的含量(体积%)优选为10体积%以上,更优选为30体积%以上、进一步优选为50体积%以上,优选为90体积%以下、更优选为85体积%以下、进一步优选为80体积%以下。
[0028]
<(b)固化性树脂>树脂组合物可以含有(b)固化性树脂。作为(b)固化性树脂,可以使用在形成印刷布线板的绝缘层时能够使用的固化性树脂,优选为热固性树脂。
[0029]
作为热固性树脂,可举出例如,环氧树脂、苯酚系树脂、萘酚系树脂、苯并噁嗪系树脂、活性酯系树脂、氰酸酯系树脂、碳二亚胺系树脂、胺系树脂、酸酐系树脂等。(b)成分可以单独使用1种,也可以以任意的比率组合2种以上使用。以下,有时将如苯酚系树脂、萘酚系树脂、苯并噁嗪系树脂、活性酯系树脂、氰酸酯系树脂、碳二亚胺系树脂、胺系树脂、酸酐系树脂那样能够与环氧树脂反应而使树脂组合物固化的树脂统称为“固化剂”。作为树脂组合物,从降低介电损耗角正切的观点出发,作为(b)成分,优选包含环氧树脂和固化剂。
[0030]
作为(b)成分的环氧树脂,可举出例如,联二甲酚(bixylenol)型环氧树脂、双酚a型环氧树脂、双酚f型环氧树脂、双酚s型环氧树脂、双酚af型环氧树脂、双环戊二烯型环氧树脂、三酚型环氧树脂、萘酚酚醛清漆(naphthol novolac)型环氧树脂、苯酚酚醛清漆(phenol novolac)型环氧树脂、叔丁基邻苯二酚型环氧树脂、萘型环氧树脂、萘酚型环氧树脂、蒽型环氧树脂、缩水甘油胺型环氧树脂、缩水甘油酯型环氧树脂、缩水甘油基环己烷型环氧树脂、甲酚酚醛清漆(cresol novolac)型环氧树脂、联苯型环氧树脂、线性脂肪族环氧树脂、具有丁二烯结构的环氧树脂、脂环族环氧树脂、杂环式环氧树脂、含螺环的环氧树脂、环己烷型环氧树脂、环己烷二甲醇型环氧树脂、萘醚型环氧树脂、三羟甲基型环氧树脂、四苯基乙烷型环氧树脂、苯酚苯并吡咯酮(phenolphthalimidine)型环氧树脂等。环氧树脂可以单独使用1种,也可以组合2种以上使用。
[0031]
树脂组合物优选包含1分子中具有2个以上环氧基的环氧树脂作为(b)成分。从显著获得本发明的期望效果的观点出发,相对于(b)成分的不挥发成分100质量%,1分子中具有2个以上环氧基的环氧树脂的比例优选为50质量%以上、更优选为60质量%以上、特别优选为70质量%以上。
[0032]
环氧树脂有温度20℃下为液状的环氧树脂(以下有时称为“液状环氧树脂”)和温度20℃下为固体状的环氧树脂(以下有时称为“固体状环氧树脂”)。树脂组合物中,作为(b)成分,可以仅包含液状环氧树脂,也可以仅包含固体状环氧树脂,还可以组合包含液状环氧
树脂与固体状环氧树脂。
[0033]
作为液状环氧树脂,优选为1分子中具有2个以上环氧基的液状环氧树脂。
[0034]
作为液状环氧树脂,优选为双酚a型环氧树脂、双酚f型环氧树脂、双酚af型环氧树脂、萘型环氧树脂、缩水甘油酯型环氧树脂、缩水甘油胺型环氧树脂、苯酚酚醛清漆型环氧树脂、具有酯骨架的脂环族环氧树脂、环己烷型环氧树脂、环己烷二甲醇型环氧树脂、缩水甘油胺型环氧树脂、和具有丁二烯结构的环氧树脂、缩水甘油基环己烷型环氧树脂、苯酚苯并吡咯酮型环氧树脂,更优选为双酚a型环氧树脂、缩水甘油基环己烷型环氧树脂、苯酚苯并吡咯酮型环氧树脂。
[0035]
作为液状环氧树脂的具体例,可举出:dic公司制的“hp4032”、“hp4032d”、“hp4032ss”(萘型环氧树脂);三菱化学公司制的“828us”、“jer828el”、“825”、“epikote 828el”(双酚a型环氧树脂);三菱化学公司制的“jer807”、“1750”(双酚f型环氧树脂);三菱化学公司制的“jer152”(苯酚酚醛清漆型环氧树脂);三菱化学公司制的“630”、“630lsd”(缩水甘油胺型环氧树脂);日铁化学材料公司制的“zx1059”(双酚a型环氧树脂和双酚f型环氧树脂的混合品);nagase chemtex公司制的“ex-721”(缩水甘油酯型环氧树脂);大赛璐公司制的“celloxide 2021p”(具有酯骨架的脂环族环氧树脂);大赛璐公司制的“pb-3600”(具有丁二烯结构的环氧树脂);日铁化学材料公司制的“zx1658”、“zx1658gs”(液状1,4-缩水甘油基环己烷型环氧树脂)等。它们可以单独使用1种,也可以组合2种以上使用。
[0036]
作为固体状环氧树脂,优选为1分子中具有3个以上环氧基的固体状环氧树脂,更优选为1分子中具有3个以上环氧基的芳香族系的固体状环氧树脂。
[0037]
作为固体状环氧树脂,优选为联二甲酚型环氧树脂、萘型环氧树脂、萘型四官能环氧树脂、甲酚酚醛清漆型环氧树脂、双环戊二烯型环氧树脂、三酚型环氧树脂、萘酚型环氧树脂、联苯型环氧树脂、萘醚型环氧树脂、蒽型环氧树脂、双酚a型环氧树脂、双酚af型环氧树脂、四苯基乙烷型环氧树脂,更优选为联苯型环氧树脂、联二甲酚型环氧树脂、四苯基乙烷型环氧树脂、萘型环氧树脂、萘醚型环氧树脂。
[0038]
作为固体状环氧树脂,优选为萘型四官能环氧树脂、甲酚酚醛清漆型环氧树脂、双环戊二烯型环氧树脂、三酚型环氧树脂、萘酚型环氧树脂、联苯型环氧树脂、萘醚型环氧树脂、蒽型环氧树脂、双酚a型环氧树脂、四苯基乙烷型环氧树脂,更优选为萘型四官能环氧树脂、萘酚型环氧树脂、及联苯型环氧树脂。作为固体状环氧树脂的具体例,可举出:dic公司制的“hp4032h”(萘型环氧树脂)、“hp-4700”、“hp-4710”(萘型四官能环氧树脂)、“n-690”(甲酚酚醛清漆型环氧树脂)、“n-695”(甲酚酚醛清漆型环氧树脂)、“hp-7200”、“hp-7200hh”、“hp-7200h”(双环戊二烯型环氧树脂)、“exa-7311”、“exa-7311-g3”、“exa-7311-g4”、“exa-7311-g4s”、“hp6000”(萘醚型环氧树脂);日本化药公司制的“eppn-502h”(三酚型环氧树脂)、“nc7000l”(萘酚酚醛清漆型环氧树脂)、“nc3000h”、“nc3000”、“nc3000l”、“nc3100”(联苯型环氧树脂);日铁化学材料公司制的“esn475v”(萘型环氧树脂)、“esn485”(萘酚酚醛清漆型环氧树脂);三菱化学公司制的“yx4000h”、“yl6121”(联苯型环氧树脂)、“yx4000hk”(联二甲酚型环氧树脂)、“yx8800”(蒽型环氧树脂);大阪燃气化学公司制的“pg-100”、“cg-500”、三菱化学公司制的“yl7760”(双酚af型环氧树脂)、“yl7800”(芴型环氧树脂)、“jer1010”(固体状双酚a型环氧树脂)、“jer1031s”(四苯基乙烷型环氧树脂);日本化药公司制的“whr-991s”(苯酚苯并吡咯酮型环氧树脂)等。它们可以单独使用1种,也可
以组合2种以上使用。
[0039]
作为(b)成分而组合使用液状环氧树脂与固体状环氧树脂时,它们的量比(液状环氧树脂:固体状环氧树脂)以质量比计优选为1:0.1~1:20、更优选为1:0.3~1:10、特别优选为1:0.5~1:5。通过使液状环氧树脂与固体状环氧树脂的量比在该范围,可以获得本发明的期望效果。进一步,以带支承体的树脂片材的形态使用时,通常还提供适度的粘附性。此外,以带支承体的树脂片材的形态使用时,通常还可得到充分的挠性,且处理性提高。进一步,通常还可以得到具有充分的断裂强度的固化物。
[0040]
作为(b)成分的环氧树脂的环氧当量优选为50g/eq.~5000g/eq.、更优选为50g/eq.~3000g/eq.、进一步优选为80g/eq.~2000g/eq.、进一步更优选为110g/eq.~1000g/eq.。通过为该范围,可以提供树脂组合物的固化物的交联密度充分的固化体。环氧当量是包含1当量的环氧基的环氧树脂的质量。该环氧当量可依照jis k7236来测定。
[0041]
作为(b)成分的环氧树脂的重均分子量(mw),从显著获得本发明的期望效果的观点出发,优选为100~5000、更优选为250~3000、进一步优选为400~1500。环氧树脂的重均分子量是通过凝胶渗透色谱(gpc)法测定的聚苯乙烯换算的重均分子量。
[0042]
从获得显示良好的机械强度、绝缘可靠性的固化体的观点出发,将树脂组合物中的不挥发成分设为100质量%时,作为(b)成分的环氧树脂的含量优选为1质量%以上、更优选为3质量%以上、进一步优选为5质量%以上。环氧树脂的含量的上限,从显著获得本发明的期望效果的观点出发,优选为50质量%以下、更优选为45质量%以下、特别优选为40质量%以下。
[0043]
作为(b)成分的活性酯系树脂可以使用1分子中具有1个以上活性酯基的树脂。其中,作为活性酯系树脂,优选为酚酯类、硫酚酯类、n-羟基胺酯类、杂环羟基化合物的酯类等在1分子中具有2个以上反应活性高的酯基的树脂。该活性酯系树脂优选为通过羧酸化合物和/或硫代羧酸化合物与羟基化合物和/或硫醇化合物的缩合反应得到的活性酯系固化剂。特别是从提高耐热性的观点出发,优选为由羧酸化合物与羟基化合物得到的活性酯系树脂,更优选为由羧酸化合物与苯酚化合物和/或萘酚化合物得到的活性酯系树脂。
[0044]
作为羧酸化合物,可举出例如,苯甲酸、乙酸、琥珀酸、马来酸、衣康酸、邻苯二甲酸、间苯二甲酸、对苯二甲酸、均苯四酸等。
[0045]
作为苯酚化合物或萘酚化合物,可举出例如,对苯二酚、间苯二酚、双酚a、双酚f、双酚s、酚酞啉、甲基化双酚a、甲基化双酚f、甲基化双酚s、苯酚、邻甲酚、间甲酚、对甲酚、邻苯二酚、α-萘酚、β-萘酚、1,5-二羟基萘、1,6-二羟基萘、2,6-二羟基萘、二羟基二苯甲酮、三羟基二苯甲酮、四羟基二苯甲酮、间苯三酚、三羟基苯、双环戊二烯型二苯酚化合物、线型酚醛树脂(phenol novolac)等。此处,“双环戊二烯型二苯酚化合物”是指苯酚2分子与双环戊二烯1分子缩合得到的二苯酚化合物。
[0046]
作为活性酯系树脂的优选具体例,可举出包含双环戊二烯型二苯酚结构的活性酯系树脂、包含萘结构的活性酯系树脂、包含线型酚醛树脂的乙酰化物的活性酯系树脂、包含线型酚醛树脂的苯甲酰化物的活性酯系树脂。其中,更优选包含萘结构的活性酯系树脂、包含双环戊二烯型二苯酚结构的活性酯系树脂。“双环戊二烯型二苯酚结构”表示包含亚苯基-双环戊烯(
ジシクロペンチレン
)-亚苯基的2价的结构单元。
[0047]
作为活性酯系树脂的市售品,包含双环戊二烯型二苯酚结构的活性酯系树脂可举
出“exb9451”、“exb9460”、“exb9460s”、“hpc-8000-65t”、“hpc-8000h-65tm”、“exb-8000l-65tm”(dic公司制);包含萘结构的活性酯系树脂可举出“exb9416-70bk”、“exb-8150-65t”(dic公司制);包含线型酚醛树脂的乙酰化物的活性酯系树脂可举出“dc808”(三菱化学公司制);包含线型酚醛树脂的苯甲酰化物的活性酯系树脂可举出“ylh1026”(三菱化学公司制);作为线型酚醛树脂的乙酰化物的活性酯系树脂可举出“dc808”(三菱化学公司制);作为线型酚醛树脂的苯甲酰化物的活性酯系树脂可举出“ylh1026”(三菱化学公司制)、“ylh1030”(三菱化学公司制)、“ylh1048”(三菱化学公司制);等。
[0048]
从耐热性和耐水性的观点出发,作为(b)成分的苯酚系树脂和萘酚系树脂优选具有酚醛结构(novolac structure)。此外,从与导体层的密合性的观点出发,优选含氮的酚系固化剂,更优选含三嗪骨架的酚系树脂。
[0049]
作为苯酚系树脂和萘酚系树脂的具体例,可举出例如,明和化成公司制的“meh-7700”、“meh-7810”、“meh-7851”、日本化药公司制的“nhn”、“cbn”、“gph”、日铁化学材料公司制的“sn170”、“sn180”、“sn190”、“sn475”、“sn485”、“sn495”、“sn-495v”“sn375”、“sn395”、dic公司制的“td-2090”、“la-7052”、“la-7054”、“la-1356”、“la-3018-50p”、“exb-9500”等。
[0050]
作为(b)成分的苯并噁嗪系树脂的具体例,可举出:jfe化工公司制的“jbz-od100”(苯并噁嗪环当量218)、“jbz-op100d”(苯并噁嗪环当量218)、“oda-boz”(苯并噁嗪环当量218);四国化成工业公司制的“p-d”(苯并噁嗪环当量217)、“f-a”(苯并噁嗪环当量217);昭和高分子公司制的“hfb2006m”(苯并噁嗪环当量432)等。
[0051]
作为(b)成分的氰酸酯系树脂,可举出例如,双酚a二氰酸酯、多酚氰酸酯、低聚(3-亚甲基-1,5-亚苯基氰酸酯)、4,4'-亚甲基双(2,6-二甲基苯基氰酸酯)、4,4'-亚乙基二苯基二氰酸酯、六氟双酚a二氰酸酯、2,2-双(4-氰酸酯)苯基丙烷、1,1-双(4-氰酸酯苯基甲烷)、双(4-氰酸酯-3,5-二甲基苯基)甲烷、1,3-双(4-氰酸酯苯基-1-(甲基亚乙基))苯、双(4-氰酸酯苯基)硫醚、和双(4-氰酸酯苯基)醚等二官能氰酸酯树脂、由苯酚酚醛清漆树脂和甲酚酚醛清漆树脂等衍生的多官能氰酸酯树脂、这些氰酸酯树脂一部分三嗪化的预聚物等。作为氰酸酯系树脂的具体例,可举出lonza日本公司制的“pt30”、“pt30s”和“pt60”(苯酚酚醛清漆型多官能氰酸酯树脂)、“ull-950s”(多官能氰酸酯树脂)、“ba230”、“ba230s75”(双酚a二氰酸酯的一部分或全部三嗪化而成为三聚体的预聚物)、“badcy”(双酚a二氰酸酯)等。
[0052]
作为(b)成分的碳二亚胺系树脂的具体例,可举出:日清纺化学公司制的carbodilite(注册商标)v-03(碳二亚胺基当量:216)、v-05(碳二亚胺基当量:216)、v-07(碳二亚胺基当量:200);v-09(碳二亚胺基当量:200);rhein-chemie公司制的stabaxol(注册商标)p(碳二亚胺基当量:302)。
[0053]
作为(b)成分的胺系树脂,可举出在1分子中具有1个以上氨基的树脂,可举出例如,脂肪族胺类、聚醚胺类、脂环族胺类、芳香族胺类等,其中,从实现本发明所期望的效果的观点出发,优选为芳香族胺类。胺系树脂优选为伯胺或仲胺,更优选为伯胺。作为胺系固化剂的具体例,可举出4,4'-亚甲基双(2,6-二甲基苯胺)、二苯基二氨基砜、4,4'-二氨基二苯基甲烷、4,4'-二氨基二苯基砜、3,3'-二氨基二苯基砜、间苯二胺、间二甲苯二胺、二乙基甲苯二胺、4,4'-二氨基二苯基醚、3,3'-二甲基-4,4'-二氨基联苯、2,2'-二甲基-4,4'-二
氨基联苯、3,3'-二羟基联苯胺、2,2-双(3-氨基-4-羟基苯基)丙烷、3,3-二甲基-5,5-二乙基-4,4-二苯基甲烷二胺、2,2-双(4-氨基苯基)丙烷、2,2-双(4-(4-氨基苯氧基)苯基)丙烷、1,3-双(3-氨基苯氧基)苯、1,3-双(4-氨基苯氧基)苯、1,4-双(4-氨基苯氧基)苯、4,4'-双(4-氨基苯氧基)联苯、双(4-(4-氨基苯氧基)苯基)砜、双(4-(3-氨基苯氧基)苯基)砜等。胺系树脂可以使用市售品,可举出例如,日本化药公司制的“kayabond c-200s”、“kayabond c-100”、“kayahard a-a”、“kayahard a-b”、“kayahard a-s”、三菱化学公司制的“epicure w”等。
[0054]
作为(b)成分的酸酐系树脂可举出在1分子中具有1个以上酸酐基的树脂。作为酸酐系树脂的具体例,可举出邻苯二甲酸酐、四氢邻苯二甲酸酐、六氢邻苯二甲酸酐、甲基四氢邻苯二甲酸酐、甲基六氢邻苯二甲酸酐、甲基纳迪克酸酐、氢化甲基纳迪克酸酐、三烷基四氢邻苯二甲酸酐、十二烯基琥珀酸酐、5-(2,5-二氧代四氢-3-呋喃基)-3-甲基-3-环己烯-1,2-二甲酸酐、偏苯三酸酐、均苯四酸酐、二苯甲酮四甲酸二酐、联苯四甲酸二酐、萘四甲酸二酐、氧双邻苯二甲酸二酐、3,3'-4,4'-二苯基砜四甲酸二酐、1,3,3a,4,5,9b-六氢-5-(四氢-2,5-二氧代-3-呋喃基)-萘并[1,2-c]呋喃-1,3-二酮、乙二醇双(脱水偏苯三酸酯)、苯乙烯和马来酸共聚而成的苯乙烯-马来酸树脂等聚合物型的酸酐等。
[0055]
作为(b)成分的固化剂,优选为苯酚系树脂、萘酚系树脂、苯并噁嗪系树脂、活性酯系树脂、氰酸酯系树脂、碳二亚胺系树脂、胺系树脂和酸酐系树脂中的任一者,优选为活性酯系树脂、苯酚系树脂、碳二亚胺系树脂和萘酚系树脂中的任一者,更优选为选自酚系树脂、活性酯系树脂和氰酸酯系树脂中的一种以上。
[0056]
含有环氧树脂和固化剂作为(b)成分时,环氧树脂与全部固化剂的量比,以[环氧树脂的环氧基的总计数]:[固化剂的反应基的总计数]的比率计,优选为1:0.01~1:5的范围、更优选为1:0.1~1:3、进一步优选为1:0.3~1:2。此处,“环氧树脂的环氧基数目”是指将树脂组合物中存在的环氧树脂的不挥发成分的质量除以环氧当量而得的值全部合计得到的值。此外,“固化剂的活性基数目”是指将树脂组合物中存在的固化剂的不挥发成分的质量除以活性基当量而得的值全部合计得到的值。作为(b)成分,通过使环氧树脂与固化剂的量比为上述范围内,可以得到柔软性优异的固化体。
[0057]
从得到柔软性优异的固化体的观点出发,相对于树脂组合物中的不挥发成分100质量%,作为(b)成分的固化剂的含量优选为1质量%以上、更优选为3质量%以上、进一步优选为5质量%以上,优选为40质量%以下、更优选为30质量%以下、进一步优选为20质量%以下。
[0058]
从显著获得本发明的效果的观点出发,相对于树脂组合物中的不挥发成分100质量%,(b)成分的含量优选为10质量%以上、更优选为13质量%以上、进一步优选为15质量%以上,优选为50质量%以下、更优选为45质量%以下、进一步优选为40质量%以下。
[0059]
<(c)固化促进剂>树脂组合物可以含有(c)固化促进剂作为任选成分。作为固化促进剂,可举出例如,磷系固化促进剂、胺系固化促进剂、咪唑系固化促进剂、胍系固化促进剂、金属系固化促进剂等,优选为胺系固化促进剂、咪唑系固化促进剂,更优选为胺系固化促进剂。固化促进剂可以单独使用1种,也可以组合2种以上使用。
[0060]
作为磷系固化促进剂,可举出例如,三苯基膦、鏻硼酸盐化合物、四苯基鏻四苯基
硼酸盐、正丁基鏻四苯基硼酸盐、四丁基鏻癸酸盐、(4-甲基苯基)三苯基鏻硫氰酸盐、四苯基鏻硫氰酸盐、丁基三苯基鏻硫氰酸盐等,优选为三苯基膦、四丁基鏻癸酸盐。
[0061]
作为胺系固化促进剂,可举出例如,三乙基胺、三丁基胺等三烷基胺、4-二甲基氨基吡啶、苄基二甲基胺、2,4,6-三(二甲基氨基甲基)苯酚、1,8-二氮杂双环(5,4,0)-十一碳烯等,优选为4-二甲基氨基吡啶、1,8-二氮杂双环(5,4,0)-十一碳烯。
[0062]
作为咪唑系固化促进剂,可举出例如,2-甲基咪唑、2-十一烷基咪唑、2-十七烷基咪唑、1,2-二甲基咪唑、2-乙基-4-甲基咪唑、1,2-二甲基咪唑、2-乙基-4-甲基咪唑、2-苯基咪唑、2-苯基-4-甲基咪唑、1-苄基-2-甲基咪唑、1-苄基-2-苯基咪唑、1-氰基乙基-2-甲基咪唑、1-氰基乙基-2-十一烷基咪唑、1-氰基乙基-2-乙基-4-甲基咪唑、1-氰基乙基-2-苯基咪唑、1-氰基乙基-2-十一烷基咪唑鎓偏苯三酸盐、1-氰基乙基-2-苯基咪唑鎓偏苯三酸盐、2,4-二氨基-6-[2'-甲基咪唑基-(1')]-乙基-均三嗪、2,4-二氨基-6-[2'-十一烷基咪唑基-(1')]-乙基-均三嗪、2,4-二氨基-6-[2'-乙基-4'-甲基咪唑基-(1')]-乙基-均三嗪、2,4-二氨基-6-[2'-甲基咪唑基-(1')]-乙基-均三嗪异氰脲酸加合物、2-苯基咪唑异氰脲酸加合物、2-苯基-4,5-二羟基甲基咪唑、2-苯基-4-甲基-5-羟基甲基咪唑、2,3-二氢-1h-吡咯并[1,2-a]苯并咪唑、1-十二烷基-2-甲基-3-苄基咪唑鎓氯化物、2-甲基咪唑啉、2-苯基咪唑啉等咪唑化合物和咪唑化合物与环氧树脂的加合物,优选为2-乙基-4-甲基咪唑、1-苄基-2-苯基咪唑。
[0063]
作为咪唑系固化促进剂,可以使用市售品,可举出例如,三菱化学公司制的“p200-h50”等。
[0064]
作为胍系固化促进剂,可举出例如,双氰胺、1-甲基胍、1-乙基胍、1-环己基胍、1-苯基胍、1-(邻甲苯基)胍、二甲基胍、二苯基胍、三甲基胍、四甲基胍、五甲基胍、1,5,7-三氮杂双环[4.4.0]癸-5-烯、7-甲基-1,5,7-三氮杂双环[4.4.0]癸-5-烯、1-甲基双胍、1-乙基双胍、1-正丁基双胍、1-正十八烷基双胍、1,1-二甲基双胍、1,1-二乙基双胍、1-环己基双胍、1-烯丙基双胍、1-苯基双胍、1-(邻甲苯基)双胍等,优选为双氰胺、1,5,7-三氮杂双环[4.4.0]癸-5-烯。
[0065]
作为金属系固化促进剂,可举出例如,钴、铜、锌、铁、镍、锰、锡等金属的有机金属络合物或有机金属盐。作为有机金属络合物的具体例,可举出乙酰丙酮钴(ii)、乙酰丙酮钴(iii)等有机钴络合物、乙酰丙酮铜(ii)等有机铜络合物、乙酰丙酮锌(ii)等有机锌络合物、乙酰丙酮铁(iii)等有机铁络合物、乙酰丙酮镍(ii)等有机镍络合物、乙酰丙酮锰(ii)等有机锰络合物等。作为有机金属盐,可举出例如,辛酸锌、辛酸锡、环烷酸锌、环烷酸钴、硬脂酸锡、硬脂酸锌等。
[0066]
将树脂组合物中的不挥发成分设为100质量%时,(c)固化促进剂的含量优选为0.01质量%以上、更优选为0.02质量%以上、特别优选为0.03质量%以上,优选为3质量%以下、更优选为1质量%以下、特别优选为0.5质量%以下。
[0067]
应予说明,在不含作为(b)成分的固化剂的情况中,(c)固化促进剂的含量在将树脂组合物中的不挥发成分设为100质量%时优选为0.01质量%以上、更优选为0.02质量%以上、特别优选为0.03质量%以上,优选为3质量%以下、更优选为1质量%以下、特别优选为0.5质量%以下。
[0068]
<(d)热塑性树脂>
树脂组合物可以含有(d)热塑性树脂作为任选成分。作为(d)热塑性树脂,可举出例如,苯氧树脂、聚乙烯醇缩醛树脂、聚烯烃树脂、聚酰亚胺树脂、聚酰胺酰亚胺树脂、聚醚酰亚胺树脂、聚砜树脂、聚醚砜树脂、聚苯醚树脂、聚醚醚酮树脂、聚酯树脂等,优选为苯氧树脂。热塑性树脂可以单独使用1种、或者也可以组合2种以上使用。
[0069]
(d)热塑性树脂的聚苯乙烯换算的重均分子量优选为10000以上、更优选为15000以上、进一步优选为20000以上。上限优选为100000以下、更优选为70000以下、进一步优选为60000以下。(d)热塑性树脂的聚苯乙烯换算的重均分子量通过凝胶渗透色谱(gpc)法来测定。具体地,(d)热塑性树脂的聚苯乙烯换算的重均分子量可以使用岛津制作所公司制lc-9a/rid-6a作为测定装置,使用昭和电工公司制shodex k-800p/k-804l/k-804l作为柱,使用氯仿等作为流动相,在柱温40℃下测定,使用标准聚苯乙烯的标准曲线算出。
[0070]
作为苯氧树脂,可举出例如具有选自双酚a骨架、双酚f骨架、双酚s骨架、双酚苯乙酮骨架、酚醛骨架、联苯骨架、芴骨架、双环戊二烯骨架、降冰片烯骨架、萘骨架、蒽骨架、金刚烷骨架、萜烯骨架和三甲基环己烷骨架中的1种以上的骨架的苯氧树脂。苯氧树脂的末端可以具有酚式羟基、环氧基等的任一官能团。苯氧树脂可以单独使用1种、也可以组合2种以上使用。作为苯氧树脂的具体例,可举出三菱化学公司制的“1256”和“4250”(均为含双酚a骨架的苯氧树脂)、“yx8100”(含双酚s骨架的苯氧树脂)、和“yx6954”(含双酚苯乙酮骨架的苯氧树脂),另外还可举出日铁化学材料公司制的“fx280”和“fx293”、三菱化学公司制的“yl7500bh30”、“yx6954bh30”、“yx7553”、“yx7553bh30”、“yl7553bh30”、“yl7769bh30”、“yl6794”、“yl7213”、“yl7290”和“yl7482”等。
[0071]
作为聚乙烯醇缩醛树脂,可举出例如,聚乙烯醇缩甲醛树脂、聚乙烯醇缩丁醛树脂,优选为聚乙烯醇缩丁醛树脂。作为聚乙烯醇缩醛树脂的具体例,可举出例如,电气化学工业公司制的“电化缩丁醛4000-2”、“电化缩丁醛5000-a”、“电化缩丁醛6000-c”、“电化缩丁醛6000-ep”、积水化学工业公司制的s-lec bh系列、bx系列(例如bx-5z)、ks系列(例如ks-1)、bl系列、bm系列等。
[0072]
作为聚酰亚胺树脂的具体例,可举出新日本理化公司制的“rikacoat sn20”和“rikacoat pn20”。作为聚酰亚胺树脂的具体例,还可以举出使二官能性羟基末端聚丁二烯、二异氰酸酯化合物和四元酸酐反应而得的线性聚酰亚胺(日本特开2006-37083号公报记载的聚酰亚胺)、含聚硅氧烷骨架的聚酰亚胺(日本特开2002-12667号公报和日本特开2000-319386号公报等中记载的聚酰亚胺)等改性聚酰亚胺。
[0073]
作为聚酰胺酰亚胺树脂的具体例,可举出东洋纺公司制的“vylomax hr11nn”和“vylomax hr16nn”。作为聚酰胺酰亚胺树脂的具体例,还可举出日立化成工业公司制的“ks9100”、“ks9300”(含聚硅氧烷骨架的聚酰胺酰亚胺)等改性聚酰胺酰亚胺。
[0074]
作为聚醚砜树脂的具体例,可举出住友化学公司制的“pes5003p”等。作为聚苯醚树脂的具体例,可举出三菱瓦斯化学公司制的低聚苯醚-苯乙烯树脂“ope-2st 1200”等。作为聚醚醚酮树脂的具体例,可举出住友化学公司制的“sumiploy k”等。作为聚醚酰亚胺树脂的具体例,可举出ge公司制的“ultem”等。
[0075]
作为聚砜树脂的具体例,可举出solvay advanced polymers公司制的聚砜“p1700”、“p3500”等。
[0076]
作为聚烯烃树脂,可举出例如低密度聚乙烯、超低密度聚乙烯、高密度聚乙烯、乙
烯-乙酸乙烯酯共聚物、乙烯-丙烯酸乙酯共聚物、乙烯-丙烯酸甲酯共聚物等乙烯系共聚树脂;聚丙烯、乙烯-丙烯嵌段共聚物等聚烯烃系弹性体等。
[0077]
作为聚酯树脂,可举出例如聚对苯二甲酸乙二醇酯树脂、聚萘二甲酸乙二醇酯树脂、聚对苯二甲酸丁二醇酯树脂、聚萘二甲酸丁二醇酯树脂、聚对苯二甲酸丙二醇酯树脂、聚萘二甲酸丙二醇酯树脂、聚对苯二甲酸环己烷二甲酯树脂等。
[0078]
其中,作为(d)热塑性树脂,优选为苯氧树脂、聚乙烯醇缩醛树脂。因此在适宜的一个实施方式中,热塑性树脂包含选自苯氧树脂和聚乙烯醇缩醛树脂中的一种以上。其中,作为热塑性树脂,优选为苯氧树脂,特别优选重均分子量为10,000以上的苯氧树脂。
[0079]
将树脂组合物中的不挥发成分设为100质量%时,(d)热塑性树脂的含量优选为0.1质量%以上、更优选为0.3质量%以上、进一步优选为0.5质量%以上。上限优选为5质量%以下、更优选为4质量%以下、进一步优选为3质量%以下。
[0080]
<(e)弹性体>除了上述成分之外,树脂组合物还可以使用(e)弹性体作为任选的成分。(e)成分可以单独使用1种,也可以并用2种以上。
[0081]
作为(e)成分,优选为在分子内具有选自聚丁二烯结构、聚硅氧烷结构、聚(甲基)丙烯酸酯结构、聚亚烷基结构、聚亚烷基氧基结构、聚异戊二烯结构、聚异丁烯结构、聚酯结构和聚碳酸酯结构中的一种以上结构的树脂,更优选为在分子内具有选自聚丁二烯结构、聚(甲基)丙烯酸酯结构、聚亚烷基氧基结构、聚异戊二烯结构、聚酯结构或聚碳酸酯结构中的1种或2种以上结构的树脂,进一步优选为在分子内具有聚丁二烯结构、聚酯结构和聚碳酸酯结构中的任一者的树脂。应予说明,“(甲基)丙烯酸酯”是包括甲基丙烯酸酯和丙烯酸酯以及它们的组合的术语。这些结构可以包含在弹性体分子的主链中,也可以包含在侧链中。
[0082]
从显著获得本发明的效果的观点出发,(e)成分优选为高分子量。(e)成分的数均分子量(mn)优选为1,000以上、更优选为1500以上、进一步优选为3000以上、5000以上。上限优选为1,000,000以下、更优选为900,000以下。数均分子量(mn)是使用gpc(凝胶渗透色谱)测定的聚苯乙烯换算的数均分子量。
[0083]
从显著获得本发明的效果的观点出发,(e)成分优选玻璃化转变温度(tg)低。(e)成分的玻璃化转变温度(tg)优选为30℃以下、更优选为20℃以下、进一步优选为10℃以下。优选为-60℃以上、更优选为-50℃以上、进一步优选为-45℃以上。
[0084]
从与作为(b)成分的环氧树脂反应而使树脂组合物固化以提高剥离强度的观点出发,(e)成分优选具有能够与作为(b)成分的环氧树脂反应的官能团。应予说明,作为能够与环氧树脂反应的官能团,也包括因加热而出现的官能团。
[0085]
在适宜的一个实施方式中,能够与作为(b)成分的环氧树脂反应的官能团是选自羟基、羧基、酸酐基、酚式羟基、环氧基、异氰酸酯基和氨基甲酸酯基中的一种以上的官能团。其中,作为该官能团,优选为羟基、酸酐基、酚式羟基、环氧基、异氰酸酯基和氨基甲酸酯基,更优选为羟基、酸酐基、酚式羟基、环氧基,特别优选为酚式羟基。其中,在包含环氧基作为官能团时,(e)成分的重均分子量(mw)优选为5,000以上。
[0086]
(e)成分的适宜的实施方式是含有聚丁二烯结构的树脂,聚丁二烯结构可以包含于主链,也可以包含于侧链。应予说明,聚丁二烯结构可以部分或全部氢化。将含有聚丁二
073t”(苯乙烯-异丁烯-苯乙烯三嵌段共聚物)、“sibstar-042d”(苯乙烯-异丁烯二嵌段共聚物)等。
[0094]
(e)成分的适宜的实施方式是含有聚酯结构的树脂。将含有聚酯结构的树脂称为聚酯树脂。作为聚酯树脂,可举出东洋纺公司制的“vylon 600”、“vylon 560”、“vylon 230”、“vylon gk-360”、“vylon bx-1001”、三菱化学公司制的“lp-035”、“lp-011”、“tp-220”、“tp-249”、“sp-185”等。
[0095]
从显著获得本发明的效果的观点出发,将树脂组合物中的不挥发成分设为100质量%时,(e)弹性体的含量优选为5质量%以上、更优选为10质量%以上、进一步优选为15质量%以上。上限优选为50质量%以下、更优选为45质量%以下、进一步优选为40质量%以下。
[0096]
<(f)其它添加剂>除了上述成分之外,树脂组合物还可以进一步含有其它添加剂作为任选的成分。作为这样的添加剂,可举出例如,阻燃剂;有机填充材料;有机铜化合物、有机锌化合物和有机钴化合物等有机金属化合物;增稠剂;消泡剂;流平剂;密合性赋予剂;着色剂等树脂添加剂。这些添加剂可以单独使用1种,也可以以任意的比率组合2种以上使用。
[0097]
作为阻燃剂,例如,磷腈化合物、有机磷系阻燃剂、有机系含氮磷化合物、氮化合物、有机硅系阻燃剂、金属氢氧化物等,优选为磷腈化合物。阻燃剂可以单独使用1种、或者也可以并用2种以上。
[0098]
磷腈化合物只要是以氮和磷为构成元素的环状化合物则没有特别限定,磷腈化合物优选为具有酚式羟基的磷腈化合物。
[0099]
作为磷腈化合物的具体例,可举出例如,大塚化学公司制的“sph-100”、“sps-100”、“spb-100”“spe-100”、株式会社伏见制药所制的“fp-100”、“fp-110”、“fp-300”、“fp-400”等,优选为大塚化学公司制的“sph-100”。
[0100]
作为磷腈化合物之外的阻燃剂,可以使用市售品,可举出例如,三光公司制的“hca-hq”、大八化学工业公司制的“px-200”等。作为阻燃剂,优选难水解的那些,可举出例如,10-(2,5-二羟基苯基)-10-氢-9-氧杂-10-磷杂菲-10-氧化物等。
[0101]
将树脂组合物中的不挥发成分设为100质量%时,阻燃剂的含量优选为0.1质量%以上、更优选为0.2质量%以上、进一步优选为0.3质量%以上。上限优选为15质量%以下、更优选为10质量%以下、进一步优选为5质量%以下。
[0102]
作为有机填充材料,可以使用在形成印刷布线板的绝缘层时能够使用的任意有机填充材料,可举出例如,橡胶粒子、聚酰胺微粒、有机硅粒子等。作为橡胶粒子,可以使用市售品,可举出例如,陶氏化学日本公司制的“exl2655”、aica工业公司制的“ac3401n”、“ac3816n”等。有机填充材料可以单独使用1种、或者也可以并用2种以上。
[0103]
将树脂组合物中的不挥发成分设为100质量%时,有机填充材料的含量优选为0.1质量%以上、更优选为0.15质量%以上、进一步优选为0.2质量%以上。上限优选为10质量%以下、更优选为5质量%以下、进一步优选为3质量%以下。
[0104]
树脂组合物的制备方法没有特别限定,可举出例如,将配合成分根据需要与溶剂等一起用旋转混合器等进行混合、分散的方法等。
[0105]
[带支承体的树脂片材]
带支承体的树脂片材包含支承体和设置于该支承体上的由树脂组合物形成的树脂组合物层。树脂组合物如[树脂组合物]栏中所说明。
[0106]
从印刷布线板的薄型化、以及即使该树脂组合物的固化物是薄膜也可提供绝缘性优异的固化物的观点出发,树脂组合物层的厚度优选为150μm以下、更优选为100μm以下、进一步优选为50μm以下。树脂组合物层的厚度的下限没有特别限定,通常可以设为1μm以上、5μm以上等。
[0107]
作为支承体,可举出例如,由塑料材料形成的膜、金属箔、脱模纸,优选为由塑料材料形成的膜、金属箔。
[0108]
使用由塑料材料形成的膜作为支承体时,作为塑料材料,可举出例如,聚对苯二甲酸乙二醇酯(以下有时简称为“pet”)、聚萘二甲酸乙二醇酯(以下有时简称为“pen”)等聚酯、聚碳酸酯(以下有时简称为“pc”)、聚甲基丙烯酸甲酯(pmma)等丙烯酸类聚合物、环状聚烯烃、三乙酰纤维素(tac)、聚醚硫化物(pes)、聚醚酮、聚酰亚胺等。其中,优选为聚对苯二甲酸乙二醇酯、聚萘二甲酸乙二醇酯,特别优选为廉价的聚对苯二甲酸乙二醇酯。
[0109]
使用金属箔作为支承体时,作为金属箔,可举出例如铜箔、铝箔等,优选为铜箔。作为铜箔,可以使用由铜的单金属构成的箔,也可以使用由铜与其它金属(例如锡、铬、银、镁、镍、锆、硅、钛等)的合金构成的箔。
[0110]
可以对支承体的与树脂组合物层接合的面实施消光处理、电晕处理、防静电处理。
[0111]
此外,作为支承体,可以使用在与树脂组合物层接合的面上具有脱模层的带脱模层的支承体。作为带脱模层的支承体的脱模层中使用的脱模剂,可举出例如选自醇酸树脂、聚烯烃树脂、聚氨酯树脂和有机硅树脂中的1种以上的脱模剂。带脱模层的支承体可以使用市售品,可举出例如,琳得科公司制的“sk-1”、“al-5”、“al-7”、东丽公司制的“lumirror t60”、帝人公司制的“purex”、unitika公司制的“unipeel”等具有以醇酸树脂系脱模剂为主要成分的脱模层的pet膜;dupont film公司制的“u2-nr1”;等。
[0112]
支承体的厚度没有特别限定,优选为5μm~75μm的范围、更优选为10μm~60μm的范围。应予说明,使用带脱模层的支承体时,优选带脱模层的支承体整体的厚度为上述范围。
[0113]
一个实施方式中,带支承体的树脂片材可以进一步根据需要包含其它层。作为所述其它层,可举出例如,在树脂组合物层的未与支承体接合的面(即,与支承体相反一侧的面)设置的基于支承体选用的保护膜等。保护膜的厚度并无特别限定,例如为1μm~40μm。通过层叠保护膜,可以抑制树脂组合物层的表面上的灰尘等的附着或产生伤痕。
[0114]
带支承体的树脂片材例如可以通过在有机溶剂中溶解树脂组合物而制备树脂清漆,将该树脂清漆使用口模式涂布机等涂布于支承体上,进而进行干燥形成树脂组合物层来制造。
[0115]
作为有机溶剂,可举出例如,丙酮、甲乙酮(mek)和环己酮等酮类;乙酸乙酯、乙酸丁酯、乙酸溶纤剂、丙二醇单甲醚乙酸酯和卡必醇乙酸酯等乙酸酯类;溶纤剂和丁基卡必醇等卡必醇类;甲苯和二甲苯等芳香族烃类;二甲基甲酰胺、二甲基乙酰胺(dmac)和n-甲基吡咯烷酮等酰胺系溶剂等。有机溶剂可以单独使用1种,也可以组合2种以上使用。
[0116]
干燥可以通过加热、吹热风等公知的方法来实施。干燥条件没有特别限定,以树脂组合物层中的有机溶剂的含量达到10质量%以下、优选为5质量%以下的方式进行干燥。也根据树脂清漆中的有机溶剂的沸点而有所不同,例如在使用包含30质量%~60质量%的有
机溶剂的树脂清漆时,可以通过在50℃~150℃下干燥3分钟~10分钟而形成树脂组合物层。
[0117]
带支承体的树脂片材可以卷成卷状来保存。带支承体的树脂片材具有保护膜时,可以通过剥离保护膜来使用。
[0118]
[印刷布线板的制造方法]本发明的印刷布线板的制造方法依序包括:(a)通过激光在包含树脂组合物的固化物的绝缘层形成开口部的工序、以及(b)对开口部进行使用磨粒的喷砂处理,形成通孔的工序。
[0119]
如上所述,作为在绝缘层形成通孔的方法,考虑使用激光的方法。若仅使用激光形成通孔,则有时会因照射激光所产生的热而产生晕圈现象。此外,除了使用激光形成通孔的方法之外,还有通过喷砂处理形成通孔的方法。若仅通过喷砂处理形成通孔,虽然可以抑制晕圈现象的产生,但难以形成小直径的通孔,此外,通孔的加工速度有时也慢。
[0120]
本发明中,首先,通过激光在绝缘层上形成开口部,接着通过喷砂处理使磨粒与开口部的底面碰撞而形成通孔,由此可以形成小直径的通孔,沾污除去性优异,可以抑制晕圈现象的产生。此外,由于利用激光形成作为通孔的一部分的开口部而不形成通孔的整体,因此可以减少激光的发射(shot)数。此外,由于在利用激光形成的开口部通过喷砂处理形成通孔,因此可以抑制通孔的底部周边的树脂的劣化,因此可以抑制晕圈现象的产生,还可以缩短加工时间(通孔加工性)。
[0121]
进行工序(a)前,印刷布线板的制造方法可以包括:(1)准备内层电路基板的工序、和(3)在内层电路基板的主表面上形成绝缘层的工序;此外,为了用于前述工序(3)中的绝缘层的形成,印刷布线板的制造方法可进一步包括:(2)准备带支承体的树脂片材的工序,该带支承体的树脂片材包含支承体和设置于该支承体上的由树脂组合物形成的树脂组合物层。以下,对印刷布线板的制造方法的各工序进行说明。
[0122]
<工序(1)>工序(1)是准备内层电路基板的工序。内层电路基板通常具有支承基板和设置于支承基板的表面上的金属层。金属层露出于内层电路基板的主表面,在该金属层存在的区域形成通孔。因此,在内层电路基板的主表面上形成通孔的区域由金属层形成。
[0123]
作为支承基板的材料,可举出例如,玻璃环氧基板、金属基板、聚酯基板、聚酰亚胺基板、bt树脂基板、热固化型聚苯醚基板等。作为金属层的材料,可举出铜箔、带载体的铜箔、后述导体层的材料等,优选为铜箔。
[0124]
作为内层电路基板的主表面的算术平均粗糙度(ra),优选为500nm以下、更优选为450nm以下、进一步优选为400nm以下、350nm以下。通过使内层电路基板的主表面的算术平均粗糙度(ra)为500nm以下,可以抑制在主表面上形成的绝缘层进入到内层电路基板的深处,可以提高通孔的加工性。下限没有特别限定,优选为10nm以上、更优选为50nm以上、进一步优选为100nm以上。主表面的算术平均粗糙度(ra)是依照iso 25178测定得到的值,可以使用非接触型表面粗糙度计来测定。内层电路基板的主表面表示设置有绝缘层的内层电路
基板的表面。
[0125]
此外,前述算术平均粗糙度(ra)在主表面上并非恒定时,在形成有金属层的区域的主表面的算术平均粗糙度(ra)只要在前述的范围即可,优选在形成有通孔的区域的主表面的算术平均粗糙度(ra)在前述范围内。
[0126]
作为内层电路基板的主表面的十点平均粗糙度(rz),优选为5000nm以下,更优选为4500nm以下、进一步优选为4000nm以下。通过使内层电路基板的主表面的十点平均粗糙度(rz)为5000nm以下,可以抑制在主表面上形成的绝缘层进入到内层电路基板的深处,可以提高绝缘可靠性。下限没有特别限定,优选为50nm以上、更优选为100nm以上、进一步优选为1000nm以上。主表面的十点平均粗糙度(rz)是依照iso 25178测定得到的值,可以使用非接触型表面粗糙度计来测定。
[0127]
此外,主表面上的前述十点平均粗糙度(rz)并非恒定时,优选在形成有金属层的区域的主表面的十点平均粗糙度(rz)在前述范围内,更优选在形成有通孔的区域的主表面的十点平均粗糙度(rz)在前述范围内。
[0128]
内层电路基板的主表面通过进行例如蚀刻处理、研磨,可以将算术平均粗糙度(ra)和十点平均粗糙度(rz)调整至前述范围。
[0129]
<工序(2)>工序(2)是准备带支承体的树脂片材的工序,该带支承体的树脂片材包含支承体和设置于该支承体上的由树脂组合物形成的树脂组合物层。对于带支承体的树脂片材,如上述说明所述。
[0130]
<工序(3)>工序(3)是在内层电路基板的主表面上形成绝缘层的工序。工序(3)中,例如,在内层电路基板的主表面上层叠带支承体的树脂片材的树脂组合物层,通过使树脂组合物层热固化而形成绝缘层。
[0131]
如图1示出的一例那样,内层电路基板10具有支承基板11和设置于支承基板11的表面的金属层12。工序(3)中,在内层电路基板10的主表面10a上层叠带支承体的树脂片材(未图示),通过使树脂组合物层热固化而形成绝缘层22。通常,由于在金属层12的表面上设置有绝缘层22,因此金属层12的与支承基板11侧的表面相反一侧的表面为主表面10a。应予说明,图1中金属层12设置在支承基板11的一个表面上,但也可以设置在支承基板11的两个表面上。
[0132]
内层电路基板与带支承体的树脂片材的层叠可以通过例如从支承体侧将带支承体的树脂片材加热压接于内层电路基板来进行。作为将带支承体的树脂片材加热压接于内层电路基板上的构件(以下,也称为“加热压接构件”),可举出例如,经加热的金属板(sus端板等)或金属辊(sus辊)等。应予说明,并非将加热压接构件直接压在带支承体的树脂片材上,而是优选经由耐热橡胶等弹性材料进行压制,以使带支承体的树脂片材充分追随内层电路基板的表面凹凸。
[0133]
内层电路基板与带支承体的树脂片材的层叠可以通过真空层合法来实施。真空层合法中,加热压接温度优选为60℃~160℃、更优选为80℃~140℃的范围,加热压接压力优选为0.098mpa~1.77mpa、更优选为0.29mpa~1.47mpa的范围,加热压接时间优选为20秒钟~400秒钟、更优选为30秒钟~300秒钟的范围。层叠优选在压力26.7hpa以下的减压条件下
实施。
[0134]
层叠可以通过市售的真空层合机来进行。作为市售的真空层合机,可举出例如,名机制作所公司制的真空加压式层合机、nikko-materials公司制的真空敷料器、间歇式真空加压层合机等。
[0135]
在层叠后,通过在常压下(大气压下)例如从支承体侧对加热压接构件进行压制,由此可以进行经层叠的带支承体的树脂片材的平滑化处理。平滑化处理的压制条件可以设为与上述层叠的加热压接条件相同的条件。平滑化处理可以通过市售的层合机来进行。应予说明,层叠和平滑化处理可以使用上述市售的真空层合机连续地进行。
[0136]
将带支承体的树脂片材层叠于内层电路基板后,将树脂组合物层热固化而形成绝缘层。树脂组合物层的热固化条件没有特别限定,可以使用在形成印刷布线板的绝缘层时通常所采用的条件。
[0137]
例如,树脂组合物层的热固化条件根据树脂组合物的种类等而有所不同,固化温度优选为120℃~240℃、更优选为150℃~220℃、进一步优选为170℃~210℃。固化时间可以设为优选5分钟~120分钟、更优选10分钟~100分钟、进一步优选15分钟~100分钟。
[0138]
在将树脂组合物层热固化之前,可以将树脂组合物层在比固化温度低的温度下进行预加热。例如,在将树脂组合物层热固化之前,可以在50℃以上且小于120℃(优选为60℃以上115℃以下、更优选为70℃以上110℃以下)的温度下,将树脂组合物层预加热5分钟以上(优选为5分钟~150分钟、更优选为15分钟~120分钟、进一步优选为15分钟~100分钟)。
[0139]
从形成小直径的通孔的观点出发,绝缘层的厚度为25μm以下,优选为20μm以下、更优选为15μm以下、进一步优选为10μm以下。绝缘层的厚度的下限没有特别限定,通常可以设为1μm以上、5μm以上等。
[0140]
应予说明,在工序(3)中,也可以替代使用树脂片材的方法,而在内层电路基板的主表面上直接涂布树脂组合物来形成绝缘层。此时形成绝缘层的条件与使用带支承体的树脂片材形成绝缘层的条件相同。
[0141]
从提高通孔加工性的观点出发,将树脂组合物层在200℃固化90分钟而成的绝缘层的23℃时的弹性模量优选为0.1gpa以上、更优选为1gpa以上、更优选为3gpa以上,优选为30gpa以下、更优选为25gpa以下、进一步优选为20gpa以下。弹性模量可以通过后述实施例中记载的方法来测定。
[0142]
支承体可以在将带支承体的树脂片材层叠后且热固化前除去,也可以在工序(a)结束后除去,还可以将带支承体的树脂片材在层叠后且热固化后除去,还可以在工序(b)的喷砂处理中作为掩膜使用后除去。
[0143]
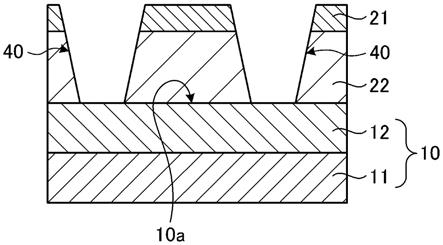
<步骤(a)>工序(a)是通过激光在包含树脂组合物的固化物的绝缘层形成开口部的工序。作为工序(a)的一个实施方式,如图2示出的一例那样,对在内层电路基板10的主表面10a上形成的绝缘层22照射激光,形成开口部30。
[0144]
激光的照射优选在绝缘层22上设置了喷砂处理用掩膜的状态下进行。所以,工序(a)也可以在激光的照射之前包含在绝缘层22上形成掩膜的工序。作为掩膜,可举出例如,干膜、金属箔和它们的组合等。这些掩膜例如可以通过在剥离支承体后,将干膜和金属箔中的任一者层合于绝缘层上,从而设置于绝缘层22上。
[0145]
作为干膜,优选为通过曝光和显影得到图案干膜的那些,若为对后述工序(b)中的喷砂处理具有耐受性的膜则更优选。此外,作为干膜,可以使用由光致抗蚀剂组合物形成的感光性干膜。作为这样的干膜,可以使用例如通过酚醛清漆树脂、丙烯酸类树脂等树脂形成的干膜。
[0146]
作为金属箔,可举出例如铜箔、铝箔等,优选为铜箔。作为铜箔,可以使用由铜的单金属构成的箔,也可以使用由铜与其它金属(例如锡、铬、银、镁、镍、锆、硅、钛等)的合金构成的箔。
[0147]
作为干膜的掩膜的厚度,从提高通孔的加工性的观点出发,优选为10μm以上、更优选为15μm以上、进一步优选为20μm以上,优选为100μm以下、更优选为70μm以下、进一步优选为50μm以下。
[0148]
作为金属箔等掩膜的厚度,从提高通孔的加工性的观点出发,优选为1μm以上、更优选为2μm以上、进一步优选为3μm以上,优选为40μm以下、更优选为20μm以下、进一步优选为15μm以下。
[0149]
此外,作为掩膜,可以使用支承体21。使用支承体21作为掩膜时,可以省略设置与支承体21不同的掩膜的工序,因此可以使制造方法简单。本实施方式中,如图2所示,示出将支承体21用作掩膜的实例进行说明。
[0150]
作为开口部的深度a,从显著获得本发明的效果的观点出发,优选为绝缘层的厚度的50%以上、更优选为60%以上、进一步优选为70%以上。作为上限,优选为绝缘层的厚度的95%以下、更优选为90%以下、进一步优选为85%以下。开口部的深度是指从绝缘层的与掩膜接触一侧的表面(图2中的支承体21)到开口部的底部的距离。开口部的深度可以通过对绝缘层的非加工部与加工部的最深部分之差进行截面观察并计算而求出。
[0151]
开口部的开口直径b可以是通孔的开口直径(通孔直径)。作为开口直径b,从形成小直径的通孔的观点出发,优选为100μm以下、更优选为75μm以下、进一步优选为55μm以下,优选为5μm以上、更优选为10μm以上、进一步优选为15μm以上。应予说明,如图2所示,开口直径b表示绝缘层22的上端处的直径。
[0152]
作为开口部的深度a与开口部的开口直径b之比(开口部的深度a/开口部的开口直径b),从显著获得本发明的效果的观点出发,优选为0.1以上、更优选为0.3以上、进一步优选为0.5以上,优选为3以下、更优选为1以下、进一步优选为0.7以下。
[0153]
作为开口部的形成中能够使用的激光光源,可举出例如,co2激光(二氧化碳激光)、uv-yag激光、uv激光、yag激光、准分子激光等。其中,从加工速度、成本的观点出发,优选为co2激光或uv-yag激光。
[0154]
照射co2激光时,作为发射数,从提高通孔加工性的观点出发,优选为2以下、更优选为1。为了使发射数为上述范围内,优选使co2激光的能量和脉冲宽度为一定值以上。co2激光的能量优选为0.3w以上、更优选为0.5w以上、进一步优选为1.0w以上,优选为30w以下、更优选为20w以下、进一步优选为15w以下。此外,co2激光的脉冲宽度优选为3μsec以上、更优选为5μsec以上、进一步优选为8μsec以上,优选为40μsec以下、更优选为30μsec以下、进一步优选为20μsec以下。
[0155]
照射uv-yag激光时,作为发射数,从提高通孔加工性的观点出发,优选为20以下、更优选为15。为了使发射数为上述范围内,优选使uv-yag激光的能量和脉冲宽度为一定值
以上。uv-yag激光的能量优选为0.05w以上、更优选为0.10w以上、进一步优选为0.15w以上,优选为20w以下、更优选为10w以下、进一步优选为5w以下。
[0156]
通孔的形成可以使用市售的激光装置来实施。作为市售的二氧化碳激光装置,可举出例如,日立维亚机械公司制“lc-2e21b/1c”、三菱电机公司制“ml605gtwii”、panasonic welding systems公司制的基板开孔激光加工机。此外,作为uv-yag激光装置,可举出例如,维亚机械公司制“lu-2l212/m50l”等。
[0157]
工序(a)中,如上所述,优选对设置有支承体21等掩膜的绝缘层22照射激光而形成开口部30。因此,优选开口部30不仅与绝缘层22而且与掩膜也连通地形成。因此,如图2所示的实例那样,在使用支承体21作为掩膜时,开口部30能够与绝缘层22和支承体21连续地形成。此时,从显著获得本发明的效果的观点出发,掩膜的厚度(图2中的支承体21的厚度)和开口部的深度a的合计值c与由工序(b)形成的通孔的开口直径之比(合计值c/开口直径)优选为3以下、更优选为2.5以下、进一步优选为2以下,优选为0.1以上、更优选为0.3以上、进一步优选为0.5以上。此处,掩膜的厚度是指在进行工序(b)前的掩膜的厚度。
[0158]
此外,从显著获得本发明的效果的观点出发,掩膜的厚度和开口部的深度a的合计值c与工序(b)之前的开口部30的开口直径b之比(合计值c/开口直径b)优选为3以下、更优选为2.5以下、进一步优选为2以下,优选为0.1以上、更优选为0.3以上、进一步优选为0.5以上。
[0159]
作为掩膜的厚度和开口部的深度的合计值c,从显著获得本发明的效果的观点出发,优选为掩膜与绝缘层的合计厚度的50%以上、更优选为60%以上、进一步优选为70%以上。作为上限,优选为掩膜与绝缘层的合计厚度的95%以下、更优选为90%以下、进一步优选为80%以下。
[0160]
<工序(b)>工序(b)是在开口部进行使用磨粒的喷砂处理而形成通孔的工序。作为工序(b)的详细的一个实施方式,透过掩膜使磨粒与开口部的底面碰撞来形成通孔。作为掩膜,优选为通过工序(a)而开口的支承体、干膜和金属箔中的至少任一者,更优选为支承体。
[0161]
工序(b)中,进行喷砂处理,并使磨粒与如图2所示那样的开口部30的底面(即、绝缘层的露出面)碰撞而形成通孔40(通孔形成后的一例示于图3)。此处,喷砂处理是指如下处理:利用以规定压力喷射的空气,使磨粒或磨粒的浆料溶液从喷嘴喷射到未被支承体、干膜或金属箔等掩膜覆盖的部位的表面,使该磨粒与绝缘层碰撞,形成通孔。工序(b)中的喷砂处理可以是喷射磨粒的干式喷砂处理和喷射磨粒的浆料溶液的湿式喷砂处理中的任一者,从形成小直径的通孔的观点出发,优选为湿式喷砂处理。
[0162]
作为喷砂处理中使用的磨粒的修正莫氏硬度,从通过喷砂处理形成小直径的通孔的观点出发,优选为1以上、更优选为5以上、进一步优选为6以上、7以上。上限值通常可以设为15以下等。磨粒的修正莫氏硬度可以使用例如莫氏硬度计来测定。
[0163]
作为磨粒,可举出二氧化硅、玻璃等无机化合物;钢、不锈钢、锌、铜等金属化合物;石榴石、氧化锆、碳化硅、氧化铝、碳化硼等陶瓷;以干冰等为主要成分的粒子等。其中,从显著获得本发明的期望效果的观点出发,优选为无机化合物、陶瓷,优选为氧化铝、碳化硅和二氧化硅中的任一者。二氧化硅优选为结晶二氧化硅。
[0164]
磨粒可以使用市售品。作为市售品,可举出例如,denka公司制“daw-03”、日铁化学
材料公司制“ay2-75”(氧化铝);信浓电气精炼公司制“gp#4000”、“ser-a06”(碳化硅);龙森公司制“imsil a-8”(结晶二氧化硅);不二制作所制“fujirundum wa”(熔融氧化铝)。
[0165]
磨粒的平均粒径为0.5μm以上,优选为1μm以上、更优选为2μm以上。通过使磨粒的平均粒径的下限值为该范围内,可以提高通孔加工性。此外,还可以抑制喷砂处理中的磨粒的反喷,可以抑制掩膜的磨削。磨粒的反喷是指喷射至开口部的磨粒由于进入开口部而返回的气流的作用而使碰撞速度降低的现象,特别是对平均粒径小的磨粒而言是显著的。磨粒的平均粒径的上限值为20μm以下,优选为15μm以下、更优选为10μm以下。通过使磨粒的平均粒径的上限值为该范围内,可以提高小直径的通孔的加工性。磨粒的平均粒径例如可以通过扫描型电子显微镜观察来测定,详细而言,可以通过日本特开2008-41932号公报中记载的方法来进行。
[0166]
作为喷射磨粒的压力(加工压力),优选为0.05mpa以上、更优选为0.1mpa以上、进一步优选为0.15mpa以上,优选为1mpa以下、更优选为0.8mpa以下、进一步优选为0.5mpa以下。通过使加工压力为该范围内,可以缩短加工时间。此处的加工压力是绝缘层表面的值。
[0167]
作为喷嘴与掩膜的距离,优选为200mm以下、更优选为190mm以下、进一步优选为180mm以下,优选为10mm以上、更优选为15mm以上、进一步优选为20mm以上。通过使前述距离为该范围内,可以高效地形成通孔。
[0168]
若使用本发明的制造方法,则显示出即使是通常通孔的顶部直径为小直径的通孔,也能够缩短喷砂处理的加工时间这样的特性。作为加工时间,优选为小于10分钟,更优选为8分钟以下,进一步优选为5分钟以下,小于5分钟。下限没有特别限定,可以设为0.1分钟以上等。
[0169]
图3中示出了以支承体21为掩膜的实例,但也可以替代支承体21而使用金属箔和干膜的任一者作为掩膜。
[0170]
<其它工序>在制造印刷布线板时,可以在工序(b)结束后,进一步实施(c)对绝缘层进行粗糙化处理的工序、(d)形成导体层的工序。这些工序(c)和工序(d)可以依照印刷布线板的制造中使用的本领域技术人员公知的各种方法来实施。此外,还可以根据需要重复实施工序(a)~工序(d)的绝缘层和导体层的形成,形成多层布线板。进一步,印刷布线板的制造方法还可以包含在适当的时机除去掩膜的工序。通常,掩膜在工序(b)之后、工序(c)之前除去。
[0171]
工序(c)是对绝缘层进行粗糙化处理(也称为去沾污处理)的工序。通常,该工序(c)中也进行磨粒的除去。粗糙化处理的步骤、条件没有特别限定,可以采用在形成印刷布线板的绝缘层时通常所使用的公知的步骤、条件。例如,可以依次实施利用溶胀液的溶胀处理、利用氧化剂的粗糙化处理、利用中和液的中和处理,对绝缘层进行粗糙化处理。粗糙化处理中使用的溶胀液没有特别限定,可举出碱溶液、表面活性剂溶液等,优选为碱溶液,作为该碱溶液,更优选为氢氧化钠溶液、氢氧化钾溶液。作为市售的溶胀液,可举出例如,安美特日本公司制的“swelling dip securiganth p(
スウェリング
·
ディップ
·
セキュリガンス
p)”、“swelling dip securiganth sbu”、“swellingdip securiganth p(
スウェリングディップ
·
セキュリガント
p)”等。利用溶胀液的溶胀处理没有特别限定,例如,可通过将绝缘层在30℃~90℃的溶胀液中浸渍1分钟~20分钟来进行。从将绝缘层的树脂的溶胀抑制在适度水平的观点出发,优选将绝缘层在40℃~80℃的溶胀液中浸渍5分钟~15分钟。作为粗糙化
处理中使用的氧化剂,没有特别限定,可举出例如在氢氧化钠的水溶液中溶解高锰酸钾、高锰酸钠而得的碱性高锰酸溶液。利用碱性高锰酸溶液等氧化剂的粗糙化处理优选通过将绝缘层在加热至60℃~100℃的氧化剂溶液中浸渍10分钟~30分钟来进行。此外,碱性高锰酸溶液中的高锰酸盐的浓度优选为5质量%~10质量%。作为市售的氧化剂,可举出例如安美特日本公司制的“concentrate compact cp”、“dosing solution securiganth p”等碱性高锰酸溶液。此外,作为粗糙化处理中使用的中和液,优选为酸性的水溶液,作为市售品,可举出例如,安美特日本公司制的“reduction solution securiganth p”。利用中和液的处理可以通过将进行了利用氧化剂的粗糙化处理的处理面在30℃~80℃的中和液中浸渍1分钟~30分钟来进行。从操作性等的观点出发,优选将进行了利用氧化剂的粗糙化处理的对象物在40℃~70℃的中和液中浸渍5分钟~20分钟的方法。
[0172]
一个实施方式中,粗糙化处理后的绝缘层表面的算术平均粗糙度(ra)优选为500nm以下、更优选为400nm以下、进一步优选为300nm以下。下限没有特别限定,优选为30nm以上、更优选为40nm以上、进一步优选为50nm以上。绝缘层表面的算术平均粗糙度(ra)可以使用非接触型表面粗糙度计来测定。
[0173]
工序(d)是形成导体层的工序,在绝缘层上形成导体层。导体层中使用的导体材料没有特别限定。优选的实施方式中,导体层包含选自金、铂、钯、银、铜、铝、钴、铬、锌、镍、钛、钨、铁、锡和铟中的1种以上的金属。导体层可以是单金属层,也可以是合金层,合金层可举出例如由选自上述金属中的2种以上的金属的合金(例如,镍-铬合金、铜-镍合金和铜-钛合金)形成的层。其中,从导体层形成的通用性、成本、图案化的容易性等观点出发,优选为铬、镍、钛、铝、锌、金、钯、银或铜的单金属层、或者镍-铬合金、铜-镍合金、铜-钛合金的合金层,更优选为铬、镍、钛、铝、锌、金、钯、银或铜的单金属层、或镍-铬合金的合金层,进一步优选为铜的单金属层。
[0174]
导体层即使为单层结构,也可以是由不同种类的金属或合金形成的单金属层或合金层层叠两层以上而得的多层结构。导体层为多层结构时,与绝缘层相接的层优选为铬、锌或钛的单金属层、或镍-铬合金的合金层。
[0175]
导体层的厚度取决于所期望的印刷布线板的设计,通常为3μm~35μm、优选为5μm~30μm。
[0176]
一个实施方式中,导体层可以通过镀覆形成。例如,可以通过半加成法、全加成法等以往公知的技术在绝缘层的表面进行镀覆,形成具有所期望布线图案的导体层,从制造的简便性的观点出发,优选通过半加成法来形成。以下,示出通过半加成法形成导体层的实例。
[0177]
首先,在绝缘层的表面通过无电解镀覆形成镀覆种子层。接着,在形成的镀覆种子层上形成对应于所期望的布线图案而使镀覆种子层的一部分露出的掩膜图案。在露出的镀覆种子层上通过电解镀覆形成金属层后,将掩膜图案除去。然后,通过蚀刻等将不需要的镀覆种子层除去,可以形成具有所期望布线图案的导体层。
[0178]
本发明的印刷布线板的制造方法进行工序(a)和工序(b),因此显示出能够形成小直径的通孔的特性。作为通孔的顶部直径(通孔直径),优选为100μm以下、更优选为75μm以下、进一步优选为55μm以下,优选为5μm以上、更优选为10μm以上、进一步优选为15μm以上。通孔直径的测定方法、评价的详细情况可以通过后述实施例中记载的方法来进行。
[0179]
本发明的印刷布线板的制造方法进行工序(a)和工序(b),因此显示出沾污除去性优异的特性。所以,通过本发明的方法形成通孔后,进行以溶胀液、粗糙化液和中和液的顺序使其浸渍的去沾污处理时,在通孔底部观察不到树脂残渣。沾污除去性的评价可以通过后述实施例中记载的方法来进行。
[0180]
本发明的印刷布线板的制造方法显示出抑制晕圈现象的特性。具体地,即使通孔直径为上述范围内的小直径,也可以抑制晕圈现象。以下,参照附图对晕圈现象进行说明。
[0181]
图4是示意性地示出用激光形成了通孔的以往的印刷布线板的即将形成导体层前的绝缘层22的与金属层12(图4中未图示)相反一侧的面22u的俯视图。图5是将用激光形成了通孔的以往的印刷布线板的即将形成导体层前的绝缘层22与内层电路基板的金属层12一并示意性地示出的截面图。图5中示出以通过通孔40的通孔底部220的中心220c且在与绝缘层22的厚度方向平行的平面将绝缘层22切断而成的截面。
[0182]
如图5所示,当通过激光形成通孔40时,有时会因激光的热所致的树脂的劣化而产生变色部240。该变色部240在粗糙化处理时受到药剂的侵蚀,绝缘层22从金属层12剥离,有时从通孔底部220的边缘250起形成连续的间隙部260(晕圈现象)。
[0183]
本发明中,由于采用了在用激光形成开口部后难以产生热的喷砂处理,因此可以抑制树脂的劣化。所以,可以抑制绝缘层22从金属层12剥离,可以减小间隙部260的尺寸。
[0184]
通孔底部(通孔的底(通孔底))220的边缘250相当于间隙部260的内周侧的缘部。所以,从通孔底部220的边缘250至间隙部260的外周侧的端部(即、远离通孔底部220的中心220c一侧的端部)270的距离wb相当于间隙部260的面内方向的尺寸。此处,面内方向是指与绝缘层22的厚度方向垂直的方向。此外,以下的说明中,有时将前述距离wb称为从通孔40的通孔底部220的边缘250起的晕圈距离wb。通过该从通孔底部220的边缘250起的晕圈距离wb,可以评价晕圈现象的抑制程度。具体地,从通孔底部220的边缘250起的晕圈距离wb越小,则越可评价为可有效地抑制晕圈现象。
[0185]
若使用本发明的制造方法,则即使形成顶部直径为50μm以下的通孔,也可以使从绝缘层22的通孔40的通孔底部220的边缘250起的晕圈距离wb优选为5μm以下、更优选为4μm以下、进一步优选为3μm以下。下限没有特别限制,可以设为0μm以上、0.1μm以上等。
[0186]
本发明的制造方法如图6~图10示出的一例那样,可以制造具有通孔与沟槽的印刷布线板。详细情况如图6示出的一例那样,在进行工序(a)前,在内层电路基板10上形成绝缘层22,进一步将金属箔60层合于绝缘层22上。层合金属箔60后,如图7示出的一例那样,在金属箔60上进行图案蚀刻处理,将金属箔60的一部分除去而形成孔61。然后,如图8示出的一例那样,进行对金属箔60的规定部位照射激光的工序(a),形成开口部30。接着,如图9示出的一例那样,通过进行工序(b),从开口部30形成通孔40,并且通过喷砂处理使磨粒与孔61的底部碰撞而形成沟槽50。然后,如图10示出的一例那样,通过电解镀覆而填埋通孔40和沟槽50,形成填充通孔80。形成填充通孔80后,可以根据需要除去金属箔60。此外,也可以在带支承体的树脂片材的树脂组合物层上层合金属箔而得到带树脂组合物层的金属箔,将带树脂组合物层的金属箔层合于内层电路基板,在内层电路基板上形成绝缘层和金属箔。
[0187]
此外,本发明的制造方法如图11~图16示出的一例那样,可以制造具有图案导体层的印刷布线板。详细情况如图11示出的一例那样,在进行工序(a)前,在内层电路基板10上形成绝缘层22,进一步将金属箔60和干膜70层合于绝缘层22上。层合金属箔60和干膜70
后,如图12示出的一例那样,通过将干膜70的一部分曝光、显影,形成将干膜70的一部分除去后的孔71。然后,如图13示出的一例那样,进行对干膜70的规定部位照射激光的工序(a),形成开口部30。接着,如图14示出的一例那样通过进行工序(b),从开口部30形成通孔40。工序(b)结束后,如图15示出的一例那样,通过电解镀覆填埋通孔40和孔71,形成填充通孔80,如图16示出的一例那样除去干膜(未图示),形成图案导体层。作为前述电解镀覆的镀覆种子层,可以使用金属箔60。在除去干膜前,也可以根据需要利用抛光研磨等对填充通孔80的表面进行研磨,以调整填充通孔80的高度。此外,也可以在带支承体的树脂片材的树脂组合物层上层合金属箔而得到带树脂组合物层的金属箔,将带树脂组合物层的金属箔层合于内层电路基板,在内层电路基板上形成绝缘层和金属箔。
[0188]
本发明的制造方法如图17~图21示出的一例那样,可以制造具有通孔与沟槽的印刷布线板。详细情况如图17示出的一例那样,在进行工序(a)前,在内层电路基板10上形成绝缘层22,进一步将干膜70层合于绝缘层22上。层合干膜70后,如图18示出的一例那样,通过将干膜70的一部分曝光、显影,形成将干膜70的一部分除去后的孔71。然后,如图19示出的一例那样,进行对干膜70的规定部位照射激光的工序(a),形成开口部30。接着,如图20示出的一例那样,通过进行工序(b)而从开口部30形成通孔40,并且通过喷砂处理使磨粒与孔71的底部碰撞而形成沟槽50。然后,如图21示出的一例那样,通过电解镀覆而填埋通孔40和沟槽50而形成填充通孔80。形成填充通孔80后,可以根据需要除去干膜70。在除去干膜前,也可以根据需要利用抛光研磨等对填充通孔80的表面进行研磨,以调整填充通孔80的高度。
[0189]
[半导体装置]本发明的半导体装置包含印刷布线板。本发明的半导体装置可以使用通过本发明的制造方法得到的印刷布线板来制造。
[0190]
作为半导体装置,可举出供于电气制品(例如,计算机、移动电话、数码相机和电视等)和交通工具(例如,摩托车、汽车、电车、船舶和飞机等)等的各种半导体装置。
[0191]
本发明的半导体装置可以通过在印刷布线板的导通部位安装部件(半导体芯片)来制造。“导通部位”是指“传输印刷布线板中的电信号的部位”,其位置可以是表面,也可以是埋入的部位。此外,半导体芯片只要是以半导体为材料的电路元件则没有特别限定。
[0192]
制造半导体装置时的半导体芯片的安装方法只要是半导体芯片有效发挥功能,则没有特别限定,具体可举出引线接合安装方法、倒装芯片安装方法、利用无凹凸积层(bbul)的安装方法、利用各向异性导电膜(acf)的安装方法、利用非导电性膜(ncf)的安装方法等。此处,“利用无凹凸积层(bbul)的安装方法”是指“将半导体芯片直接埋入印刷布线板的凹部,使半导体芯片与印刷布线板上的布线连接的安装方法”。实施例
[0193]
以下,示出实施例以具体说明本发明。其中,本发明并不受以下实施例的限定。以下说明中,表示量的“份”和“%”若无另外说明则分别意指“质量份”和“质量%”。此外,以下说明的操作若无另外说明则在常温常压的环境下进行。
[0194]
<合成例1:弹性体的合成>在反应容器中,加入二官能性羟基末端聚丁二烯(日本曹达公司制“g-3000”、数均分子量=3000、羟基当量=1800g/eq.)69g、芳香族烃系混合溶剂(出光石油化学公司制“ipzole150”)40g、以及二月桂酸二丁基锡0.005g,混合并均匀溶解。在均匀后升温至60℃,进一步一边搅拌一边添加异佛尔酮二异氰酸酯(evonik degussa japan公司制“ipdi”、异氰酸酯基当量=113g/eq.)8g,进行约3小时反应。
[0195]
接着向反应物中添加甲酚酚醛清漆树脂(dic公司制“ka-1160”、羟基当量=117g/eq.)23g和二乙二醇单乙基醚醋酸酯(ethyl diglycol acetate)(大赛璐公司制)60g,一边搅拌一边升温至150℃,进行约10小时反应。通过ft-ir进行2250cm-1
的nco峰的消失的确认。将nco峰的消失的确认视为反应的终点,将反应物降温至室温。继而,将反应物用100目的滤布过滤,得到具有丁二烯结构和酚式羟基的弹性体(含酚式羟基的丁二烯树脂:不挥发成分50质量%)。弹性体的数均分子量为5900,玻璃化转变温度为-7℃。
[0196]
<带支承体的树脂片材1的制作>将联苯型环氧树脂(日本化药公司制“nc-3000-l”、环氧当量约269g/eq.)10份、液状1,4-缩水甘油基环己烷(日铁化学材料公司制“zx1658”、环氧当量约135g/eq.)10份、联二甲酚型环氧树脂(三菱化学公司制“yx4000h”、环氧当量约185g/eq.)10份、活性酯化合物(dic公司制“hpc-8000-65t”、活性基当量约223g/eq.、不挥发成分65质量%的甲苯溶液)50份、含三嗪骨架的苯酚系固化剂(dic公司制“la-3018-50p”、羟基当量约151g/eq.、固体成分50%的2-甲氧基丙醇溶液)6份、苯氧树脂(三菱化学公司制“yx7553bh30”、固体成分30质量%的mek与环己酮的1:1溶液)10份、碳二亚胺化合物(日清纺化学公司制“v-03”、活性基当量约216g/eq.、固体成分50质量%的甲苯溶液)10份、经氨基硅烷系偶联剂(信越化学工业公司制“kbm573”)表面处理的球形二氧化硅(平均粒径0.5μm、雅都玛公司制“so-c2”)220份、磷系阻燃剂(三光公司制“hca-hq-hs”、10-(2,5-二羟基苯基)-10-氢-9-氧杂-10-磷杂菲-10-氧化物)1份、橡胶粒子(aica工业公司制、staphyloid ac3816n)1份、固化促进剂(4-二甲基氨基吡啶(dmap)、固体成分5质量%的mek溶液)5份、甲乙酮25份、环己酮15份混合,用高速旋转混合器均匀分散,制作树脂清漆1。
[0197]
接着,在作为支承体的带脱模处理的聚对苯二甲酸乙二醇酯膜(琳得科公司制“al5”、厚度38μm)的脱模面上,以树脂组合物层的厚度达到40μm的方式均匀地涂布树脂清漆1,在80~120℃(平均100℃)下干燥6分钟,制作带支承体的树脂片材1。此外,通过改变树脂清漆1的涂布厚度,还制作了干燥后的树脂组合物层的厚度为20μm和15μm的带支承体的树脂片材1。
[0198]
<带支承体的树脂片材2的制作>将联苯型环氧树脂(日本化药公司制“nc-3000-l”、环氧当量约269g/eq.)30份、双酚a型环氧树脂(三菱化学公司制“828el”、环氧当量约180g/eq.)20份、四苯基乙烷型环氧树脂(三菱化学制“jer1031s”、环氧当量约198g/eq.)5份、含三嗪骨架的苯酚酚醛清漆系固化剂(dic公司制“la-7054”、羟基当量约125g/eq.、固体成分60%的mek溶液)10份、苯酚酚醛清漆系固化剂(dic公司制“td2090”、羟基当量约105g/eq.)6份、苯氧树脂(三菱化学公司制“yx7553bh30”、固体成分30质量%的mek与环己酮的1:1溶液)8份、经氨基硅烷系偶联剂(信越化学工业公司制“kbm573”)表面处理的球形二氧化硅(平均粒径0.5μm、雅都玛公司制“so-c2”)140份、磷系阻燃剂(三光公司制“hca-hq-hs”、10-(2,5-二羟基苯基)-10-氢-9-氧杂-10-磷杂菲-10-氧化物)5份、固化促进剂(4-二甲基氨基吡啶(dmap)、固体成分5质量%的mek溶液)3份、甲乙酮25份、环己酮15份混合,用高速旋转混合器均匀分散,制作树脂清漆
2。
[0199]
在带支承体的树脂片材1的制作中,将树脂清漆1改变为树脂清漆2。除了以上事项之外,与带支承体的树脂片材1的制作相同地制作带支承体的树脂片材2。
[0200]
<带支承体的树脂片材3的制作>将双酚a型环氧树脂(三菱化学公司制“828el”、环氧当量约180g/eq.)20份、萘酚型环氧树脂(日铁化学材料公司制“esn-475v”、环氧当量约332g/eq.)10份、联二甲酚型环氧树脂(三菱化学公司制“yx4000h”、环氧当量约185g/eq.)10份、萘醚型环氧树脂(dic公司制“hp6000”、环氧当量约260g/eq.)20份、氰酸酯系固化剂(lonza日本公司制“ba230s75”、氰酸酯当量约235g/eq.、不挥发成分75质量%的mek溶液)10份、氰酸酯系固化剂(lonza日本公司制“badcy”、氰酸酯当量约142g/eq.)10份、活性酯化合物(dic公司制“hpc-8000-65t”、活性基当量约223g/eq.、不挥发成分65质量%的甲苯溶液)20份、苯氧树脂(三菱化学公司制“yx7553bh30”、固体成分30质量%的mek与环己酮的1:1溶液)8份、经氨基硅烷系偶联剂(信越化学工业公司制“kbm573”)表面处理的球形二氧化硅(平均粒径0.5μm、雅都玛公司制“so-c2”)170份、固化促进剂(4-二甲基氨基吡啶(dmap)、固体成分5质量%的mek溶液)3份、乙酰丙酮钴(iii)(东京化成公司制)的1质量%的mek溶液5份、甲乙酮40份、环己酮20份混合,用高速旋转混合器均匀分散,制作树脂清漆3。
[0201]
在带支承体的树脂片材1的制作中,将树脂清漆1改变为树脂清漆3。除了以上事项之外,与带支承体的树脂片材1的制作相同地制作带支承体的树脂片材3。
[0202]
<带支承体的树脂片材4的制作>将苯酚苯并吡咯酮型环氧树脂(日本化药公司制“whr-991s”、环氧当量约265g/eq.)5份、联苯型环氧树脂(日本化药公司制“nc-3000-l”、环氧当量约269g/eq.)20份、合成例1中得到的弹性体50份、经甲基丙烯酸类硅烷系偶联剂(信越化学工业公司制“kbm503”)表面处理的球形二氧化硅(平均粒径0.08μm、比表面积30.7m2/g、denka公司制“ufp-30”)15份、磷系阻燃剂(三光公司制“hca-hq-hs”、10-(2,5-二羟基苯基)-10-氢-9-氧杂-10-磷杂菲-10-氧化物)5份、固化促进剂(1-苄基-2-苯基咪唑(四国化成工业公司制“1b2pz”)的固体成分10质量%的甲乙酮溶液)2份、甲乙酮20份混合,用高速旋转混合器均匀分散,制作树脂清漆4。
[0203]
在带支承体的树脂片材1的制作中,将树脂清漆1改变为树脂清漆4。除了以上事项之外,与带支承体的树脂片材1的制作相同地制作带支承体的树脂片材4。
[0204]
<带支承体的树脂片材5的制作>在带支承体的树脂片材1的制作中,1)将经氨基硅烷系偶联剂(信越化学工业公司制“kbm573”)表面处理的球形二氧化硅(平均粒径0.5μm、雅都玛公司制“so-c2”)220份改变为经氨基硅烷系偶联剂(信越化学工业公司制“kbm573”)表面处理的球形氧化铝(平均粒径5.3μm、denka公司制“daw-0525”)270份,2)进而使用了经氨基硅烷系偶联剂(信越化学工业公司制“kbm573”)表面处理的球形氧化铝(平均粒径0.3μm、denka公司制“asfp-20”)50份;除了以上事项之外,与带支承体的树脂片材1的制作相同地制作带支承体的树脂片材5。
[0205]
将树脂清漆1~5的制备中所用的成分及其配合量(不挥发成分的质量份)示于下表。应予说明,(a)成分的含量表示将树脂组合物中的不挥发成分设为100质量%时的含量。
[0206]
[表1](表1)
[0207]
《弹性模量的评价》(1)评价用固化物的制作在经脱模剂处理的pet膜(琳得科公司制“501010”、厚度38μm、240mm见方)的脱模剂未处理面上,重叠玻璃布基材环氧树脂两面覆铜层叠板(松下公司制“r5715es”、厚度0.7mm、255mm见方),将四边用聚酰亚胺粘接胶带(宽度10mm)固定(以下,有时称为“固定pet膜”)。
[0208]
使用间歇式真空加压层合机(名机公司制、mvlp-500),将制作的树脂厚度40μm的带支承体的树脂片材1~5分别层合于上述“固定pet膜”的脱模处理面上。层合是通过进行30秒钟减压使气压为13hpa以下,然后在100℃、压力0.74mpa下压制30秒钟来进行的。
[0209]
接着,剥离支承体,投入190℃的烘箱后,在90分钟的固化条件下将带支承体的树脂片材热固化。
[0210]
热固化后,剥离聚酰亚胺粘接胶带,将固化物从玻璃布基材环氧树脂两面覆铜层叠板取下,进一步还剥离pet膜(琳得科公司制“501010”),得到片材状的固化物。将所得固化物称为“评价用固化物”。
[0211]
(2)弹性模量的评价将所得评价用固化物依照日本工业标准(jis k7127),通过tensilon万能试验机
(a&d公司制)进行固化物的拉伸试验,测定23℃时的弹性模量。
[0212]
<实施例1>(1)带支承体的树脂片材的层合使用间歇式真空加压层合机(名机公司制、mvlp-500),在用微蚀刻剂(mec公司制“cz8201”)进行了铜表面的粗糙化处理的层叠板的两面上,以树脂组合物层接触的方式层合制作的树脂厚度40μm的带支承体的树脂片材1。层合是通过进行30秒钟减压使气压为13hpa以下,然后在100℃、压力0.74mpa下压制30秒钟来进行的。
[0213]
(2)树脂组合物层的固化将层合的带支承体的树脂片材在180℃、30分钟的固化条件下使树脂组合物层固化而形成绝缘层。
[0214]
(3)通孔的形成(3-1)利用激光形成开口部使用co2激光加工机(日立维亚机械公司制“lc-2e21b/1c”)形成开口部。绝缘层表面的开口部的顶部直径为50μm,开口部的深度为30μm。应予说明,开口部的深度通过在截面观察中计算绝缘层的非加工部与加工部的最深部分之差而求出。
[0215]
(3-2)喷砂处理接着,使用#2000的氧化铝磨粒浆料(平均粒径6.7μm)作为磨粒,并以用co2激光开口的支承体为掩膜,对开口部进行喷砂加工,形成通孔(顶部直径为50μm)。在喷砂加工后剥离支承体,得到评价用基板1。
[0216]
<实施例2>在实施例1中,将带支承体的树脂片材1改变为带支承体的树脂片材2。除了以上事项之外,与实施例1相同地得到评价用基板2。
[0217]
<实施例3>在实施例1中,将带支承体的树脂片材1改变为带支承体的树脂片材3。除了以上事项之外,与实施例1相同地得到评价用基板3。
[0218]
<实施例4>在实施例1中,将带支承体的树脂片材1改变为带支承体的树脂片材4。除了以上事项之外,与实施例1相同地得到评价用基板4。
[0219]
<实施例5>在实施例1中,将带支承体的树脂片材1改变为带支承体的树脂片材5。除了以上事项之外,与实施例1相同地得到评价用基板5。
[0220]
<实施例6>(1)带树脂组合物层的铜箔的制作在带载体的铜箔(三井金属矿业公司制、microthin(
マイクロシン
)mtex、铜箔的厚度3μm)上,以树脂组合物层的厚度达到40μm的方式均匀地涂布树脂清漆1,在80~120℃(平均100℃)下干燥6分钟,制作带树脂组合物层的铜箔。
[0221]
(2)带树脂组合物层的铜箔的层合使用真空加压层合机(名机公司制、mvlp-500),在用微蚀刻剂(mec公司制“cz8201”)进行了铜表面的粗糙化处理的层叠板的两面上,以树脂组合物层与层叠板接触
的方式层合所得的带树脂组合物层的铜箔。层合是通过进行30秒钟减压使气压为13hpa以下,然后在100℃、压力0.74mpa下压制30秒钟来进行的。
[0222]
(3)树脂组合物层的固化将层合了带载体的铜箔的树脂组合物层在180℃、30分钟的固化条件下使树脂组合物层固化而形成绝缘层。
[0223]
(4)通孔的形成(4-1)利用激光形成开口部剥离载体后,使用co2激光加工机(日立维亚机械公司制“lc-2e21b/1c”)形成开口部。绝缘层表面的开口部的顶部直径为50μm,开口部的深度为30μm。
[0224]
(4-2)喷砂处理接着,使用#2000的氧化铝磨粒浆料(平均粒径6.7μm)作为磨粒,并以用co2激光开口的铜箔为掩膜,进行开口部的喷砂加工,形成通孔(顶部直径为50μm)。在喷砂加工后剥离铜箔,得到评价用基板6。
[0225]
<实施例7>(1)带支承体的树脂片材的层合使用间歇式真空加压层合机(名机公司制、mvlp-500),在带载体的铜箔(三井金属矿业公司制、microthin mtex、铜箔的厚度3μm)上,以树脂组合物层接触的方式层合制作的树脂厚度40μm的带支承体的树脂片材1。层合是通过进行30秒钟减压使气压为13hpa以下,然后在100℃、压力0.74mpa下压制30秒钟,从而得到带树脂组合物层的铜箔。
[0226]
(2)带树脂组合物层的铜箔的层合使用真空加压层合机(名机公司制、mvlp-500),在用微蚀刻剂(mec公司制“cz8201”)进行了铜表面的粗糙化处理的层叠板的两面上,以树脂组合物层与层叠板接触的方式层合所得的带树脂组合物层的铜箔。层合是通过进行30秒钟减压使气压为13hpa以下,然后在100℃、压力0.74mpa下压制30秒钟来进行的。
[0227]
(3)树脂组合物层的固化将树脂组合物层在180℃、30分钟的固化条件下固化,形成绝缘层。
[0228]
(4)铜箔的开口部的形成利用前述微蚀刻剂进行蚀刻,在带载体的铜箔的一部分上形成了沟槽形成用的开口部。
[0229]
(5)通孔的形成(5-1)利用激光形成开口部使用co2激光加工机(日立维亚机械公司制“lc-2e21b/1c”)形成开口部。绝缘层表面的开口部的顶部直径为50μm,开口部的深度为30μm。
[0230]
(5-2)喷砂处理接着,使用#2000的氧化铝磨粒浆料(平均粒径6.7μm)作为磨粒,并以用co2激光开口的铜箔为掩膜,进行开口部的喷砂加工,形成通孔(顶部直径为50μm)。此外,通过喷砂加工,在形成有沟槽形成用的孔的部分也挖入绝缘层,形成沟槽。在喷砂加工后剥离铜箔,得到评价用基板7。
[0231]
<实施例8>
在实施例7中,在(3)树脂组合物层的固化之后进行以下的操作,未进行(4)铜箔的开口部的形成。除了以上事项之外,与实施例7相同地得到评价用基板8。
[0232]
(4)干膜的层叠在铜箔表面贴合干膜(nikko-materials公司制、ncm325、厚度25μm)。干膜的层叠是使用间歇式真空加压层合机(名机制作所公司制“mvlp-500”),进行30秒钟减压使气压为13hpa以下后,在压力0.1mpa、温度70℃下进行20秒钟加压来进行。然后,将具有沟槽图案的玻璃掩膜置于作为干膜的保护层的聚对苯二甲酸乙二醇酯膜上,通过uv灯以照射强度20mj/cm2进行uv照射。uv照射后,使用25℃的1%碳酸钠水溶液以喷射压力0.15mpa进行50秒钟喷射处理。然后,进行水洗,形成沟槽图案形成用的开口部。
[0233]
<实施例9>(1)带树脂组合物层的铜箔的制作在铜箔(jx金属公司制、jdlc、厚度12μm)上,以树脂组合物层的厚度达到40μm的方式均匀地涂布树脂清漆1,在80~120℃(平均100℃)下干燥6分钟,制作带树脂组合物层的铜箔;(2)带树脂组合物层的铜箔的层合在用微蚀刻剂(mec公司制“cz8201”)进行了铜表面的粗糙化处理的层叠板的两面上,使用真空加压层合机(名机公司制、mvlp-500),以树脂组合物层与层叠板接触的方式层合所得的带树脂组合物层的铜箔。层合是通过进行30秒钟减压使气压为13hpa以下,然后在100℃、压力0.74mpa下压制30秒钟来进行的。
[0234]
(3)树脂组合物层的固化将层合了带树脂组合物层的铜箔的层叠板在180℃、30分钟的固化条件下使树脂组合物层固化而形成绝缘层,得到带铜箔和固化层的层叠板。
[0235]
(4)铜箔的半蚀刻通过用氯化铁溶液浸渍带铜箔和固化层的层叠板,进行使铜的厚度从12μm成为5μm的半蚀刻,用纯水冲洗附着的氯化铁溶液。
[0236]
(5)激光加工的前处理接着,使用激光加工用的前处理液(macdermid performance solutions japan公司制、“multibond 100”),实施激光加工用的前处理加工。
[0237]
(6)通孔的形成(6-1)利用激光形成开口部使用co2激光加工机(日立维亚机械公司制“lc-2e21b/1c”)形成开口部。绝缘层表面的开口部的顶部直径为50μm,开口部的深度为30μm。
[0238]
(6-2)喷砂处理接着,使用#2000的氧化铝磨粒浆料(平均粒径6.7μm)作为磨粒,并以用co2激光开口的铜箔为掩膜,进行开口部的喷砂加工,形成通孔(顶部直径为50μm)。在喷砂加工后剥离铜箔,得到评价用基板9。
[0239]
<实施例10>在实施例9中,未进行(4)铜箔的半蚀刻。除了以上事项之外,与实施例9相同地得到评价用基板10。
[0240]
<实施例11>在实施例1中,将树脂厚度40μm的带支承体的树脂片材1改变为树脂厚度20μm的带支承体的树脂片材1,如下所述进行通孔的形成。除了以上事项之外,与实施例1相同地得到评价用基板11。
[0241]
(1)通孔的形成(1-1)利用激光形成开口部使用co2激光加工机(日立维亚机械公司制“lc-2e21b/1c”)形成开口部。绝缘层表面的开口部的顶部直径为30μm,开口部的深度为15μm。
[0242]
(1-2)喷砂处理接着,使用#3000的氧化铝磨粒浆料(平均粒径4.0μm)作为磨粒,并以用co2激光开口的支承体为掩膜,进行开口部的喷砂加工,形成通孔(顶部直径为30μm)。在喷砂加工后剥离支承体,得到评价用基板11。
[0243]
<实施例12>在实施例7中,将树脂厚度40μm的带支承体的树脂片材1改变为树脂厚度15μm的带支承体的树脂片材1,如下所述进行通孔的形成。除了以上事项之外,与实施例7相同地得到评价用基板12。
[0244]
(1)通孔的形成(1-1)利用激光形成开口部使用uv-yag激光加工机(维亚机械公司制“lu-2l212/m50l”)形成开口部。绝缘层表面的开口部的顶部直径为20μm,开口部的深度为12μm。
[0245]
(1-2)喷砂处理接着,使用#3000的氧化铝磨粒浆料(平均粒径4.0μm)作为磨粒,并以用uv-yag激光开口的铜箔为掩膜,进行开口部的喷砂加工,形成通孔(顶部直径为20μm)。在喷砂加工后剥离铜箔,得到评价用基板12。
[0246]
<实施例13>在实施例12中,将带载体的铜箔(三井金属矿业公司制、microthin mtex、铜箔的厚度3μm)改变为干膜(旭化成公司制、商品名“atp-10vtds”、厚度10μm)。除了上述之外,与实施例12相同地得到评价用基板13。
[0247]
<实施例14>在实施例13中,在用uv-yag激光形成开口部之前,使用掩膜在干膜上形成沟槽图案用的开口部。除了上述事项之外,与实施例13相同地得到评价用基板14。
[0248]
<实施例15>在实施例2中,将树脂厚度40μm的带支承体的树脂片材2改变为树脂厚度25μm的带支承体的树脂片材2,如下所述进行通孔的形成。除了以上事项之外,与实施例2相同地得到评价用基板15。
[0249]
(1)通孔的形成
(1-1)利用激光形成开口部使用co2激光加工机(日立维亚机械公司制“lc-2e21b/1c”)形成开口部。绝缘层表面的开口部的顶部直径为30μm,开口部的深度为25μm。
[0250]
(1-2)利用喷砂的通孔加工接着,使用#3000的氧化铝磨粒浆料(平均粒径4.0μm)作为磨粒,并以用co2激光开口的支承体为掩膜,进行开口部的喷砂加工,形成通孔(顶部直径为30μm)。在喷砂加工后剥离支承体,得到评价用基板15。
[0251]
<比较例1>在实施例1中,如下所述进行通孔的形成。除了以上事项之外,与实施例1相同地得到评价用基板16。
[0252]
(1)通孔的形成形成绝缘层后,将作为支承体的pet膜剥离。在剥离了支承体的绝缘层上,使用uv-yag激光加工机(维亚机械公司制“lu-2l212/m50l”)形成通孔,得到评价用基板16。应予说明,绝缘层表面的通孔的顶部直径为50μm。
[0253]
<比较例2>在实施例1中,如下所述进行通孔的形成。除了以上事项之外,与实施例1相同地得到评价用基板17。
[0254]
(1)通孔的形成使用co2激光加工机(日立维亚机械公司制“lc-2e21b/1c”)形成通孔,得到评价用基板17。应予说明,绝缘层表面的通孔的顶部直径为50μm。
[0255]
<比较例3>在实施例1中,如下所述进行通孔的形成。除了以上事项之外,与实施例1相同地得到评价用基板18。
[0256]
(1)通孔的形成(1-1)利用激光形成开口部使用co2激光加工机(日立维亚机械公司制“lc-2e21b/1c”)形成开口部。绝缘层表面的开口部的顶部直径为50μm,开口部的深度为35μm。将其称为基板。
[0257]
(1-2)去沾污处理在基板上,通过在作为溶胀液的安美特日本公司制的含二乙二醇单丁基醚的swelling dip securiganth p中于60℃下浸渍5分钟,接着在作为粗糙化液的安美特日本公司制的concentrate compact p(kmno4:60g/l、naoh:40g/l的水溶液)中于80℃下浸渍30分钟,最后在作为中和液的安美特日本公司制的reduction solution securiganth p中于40℃浸渍5分钟,削去开口部的底部,形成通孔。
[0258]
<比较例4>在实施例1中,如下所述进行通孔的形成。除了以上事项之外,与实施例1相同地得到评价用基板19。
[0259]
(1)通孔的形成(1-1)利用喷砂用抗蚀膜的通孔图案的形成在绝缘层表面使用喷砂用抗蚀膜(nikko-materials公司制、ncm250、厚度50μm)进
行图案化以形成直径50μm的通孔。
[0260]
(1-2)喷砂处理接着,使用#2000的氧化铝磨粒浆料(平均粒径6.7μm)作为磨粒,并以形成有通孔图案的喷砂用抗蚀膜为掩膜,进行通孔部分的喷砂加工,得到评价用基板19。
[0261]
<比较例5>在比较例4中,如下所述进行(1)通孔的形成。除了以上事项之外,与比较例4相同地得到评价用基板20。
[0262]
(1)通孔的形成(1-1)利用喷砂用抗蚀膜的通孔图案的形成在绝缘层表面使用喷砂用抗蚀膜(nikko-materials公司制、ncm250、厚度50μm)进行图案化以形成直径150μm的通孔。
[0263]
(1-2)利用喷砂的通孔加工接着,使用#1200的氧化铝磨粒浆料(平均粒径9.5μm)作为磨粒,并以形成有通孔图案的喷砂用抗蚀膜为掩膜,进行通孔部分的喷砂加工,得到评价用基板20。
[0264]
<通孔直径的评价>〇:能够以100μm以下的开口直径形成通孔;
×
:不能以100μm以下的开口直径形成通孔。
[0265]
<沾污除去性的评价>将实施例和比较例中得到的评价用基板1~20,在作为溶胀液的安美特日本公司制的含二乙二醇单丁基醚的swelling dip securiganth p中于60℃下浸渍5分钟,接着在作为粗糙化液的安美特日本公司制的concentrate compact p(kmno4:60g/l、naoh:40g/l的水溶液)中于80℃浸渍15分钟,最后在作为中和液的安美特日本公司制的reduction solution securiganth p中于40℃浸渍5分钟。然后,用电子显微镜观察通孔,按照以下的基准进行评价:〇:在通孔底部未观察到树脂残渣;
×
:在通孔底部观察到树脂残渣。
[0266]
<晕圈的评价>将评价沾污除去性后的评价用基板,使用fib-sem复合装置(sii nano technology公司制“smi3050se”),进行截面观察。详细而言,使用fib(聚焦离子束),切削出绝缘层,以呈现与该绝缘层的厚度方向平行且通过通孔的通孔底部的中心的截面。将该截面通过sem进行观察。在观察到的图像中,可见从通孔底部的边缘起连续地、绝缘层从内层基板的铜箔剥离而形成的间隙部。因此,将从通孔底部的边缘至间隙部的外周侧的端部的距离测定为晕圈距离,按照以下基准进行评价:〇:晕圈距离为5μm以下;
×
:晕圈距离超过5μm。
[0267]
<通孔加工性的评价>(1)利用co2激光的通孔加工性评价以利用co2激光加工使开口部的深度为规定的深度所需的发射数来进行评价,并按照以下基准进行评价:
◎
:发射数为1;〇:发射数为2;
×
:发射数为3以上。
[0268]
(2)利用uv-yag激光的通孔加工性评价以利用uv-yag加工使开口部的深度为规定的深度所需的发射数来进行评价,并按照以下基准进行评价:〇:发射数为20以下;
×
:发射数超过20。
[0269]
(3)利用喷砂的通孔加工性评价以将开口部底部的绝缘层除去而露出层叠板的导体层为止所需的喷砂加工时间来进行评价,并按照以下基准进行评价:
◎
:加工时间小于5分钟;〇:加工时间为5分钟以上且小于10分钟;
×
:加工时间为10分钟以上。
[0270]
[表2]
[表3]
*表中,“wb”意指湿式喷砂处理。无机填充材料的含量是将树脂组合物中的不挥发成分设为100质量%时的值。
[0271]
符号说明10 内层电路基板11 支承基板12 金属层10a 主表面21 支承体22 绝缘层30 开口部40 通孔50 沟槽60 金属箔61 孔70 干膜71 孔80 填充通孔22u 与金属层相反一侧的绝缘层的面220 通孔底部220c 通孔底部的中心240 变色部250 通孔的通孔底部的边缘260 间隙部270 间隙部的外周侧的端部a 开口部的深度b 开口部直径(通孔直径)c 掩膜的厚度和开口部的深度的合计值wb 从通孔底部的边缘起的晕圈距离。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。