1.本发明属于包装设备技术领域,具体涉及一种陶瓷网纹辊包装设备。
背景技术:
2.网纹辊在包装过程会涂上润滑油,但是一般直接将润滑油滴在网纹辊上这道工序就结束了。
3.因此,润滑油无法在网纹辊表面涂匀,从而真正起到很好的润滑效果,同时小作坊采用人工方式进行包装,将网纹辊逐个装入包装盒中,效率低。
4.因此,亟需开发一种新的陶瓷网纹辊包装设备,以解决上述问题。
技术实现要素:
5.本发明的目的是提供一种陶瓷网纹辊包装设备。
6.为了解决上述技术问题,本发明提供了一种陶瓷网纹辊包装设备,其包括:第一输送机构、抹油机构、第一转移机构、第二输送机构、第二转移机构和成品收集机构;其中所述抹油机构活动设置在第一输送机构的上方,所述第一转移机构、第二输送机构分别位于第一输送机构的末端两侧,所述第二转移机构、成品收集机构分别位于第二输送机构的末端两侧;所述抹油机构朝向第一输送机构下压,直至抵压所述第一输送机构上输送的网纹辊并横向移动,以使网纹辊表面的润滑油扩散;所述第一转移机构在第一输送机构的末端将相应网纹辊推至第二输送机构上输送的包装盒中;所述第二转移机构在第二输送机构的末端将装有网纹辊的包装盒推至成品收集机构。
7.在其中一个实施例中,所述第一输送机构包括:第一输送带;所述第一输送带上输送与输送方向横向垂直的网纹辊。
8.在其中一个实施例中,所述抹油机构包括:固定板、横向轨道、活动块、横向气缸、纵向气缸和抹油组件;所述固定板固定在第一输送带的上方,所述固定板的长度方向与第一输送带的输送方向相垂直;所述横向轨道设置在固定板的底部,且所述活动块活动设置在横向轨道的底部;所述横向气缸固定在固定板的端部,所述横向气缸的活动部连接活动块;所述纵向气缸固定在活动块的底部,所述纵向气缸的活动部连接抹油组件;所述纵向气缸驱动抹油组件朝向第一输送带下压,直至所述抹油组件抵压第一输送带上输送的网纹辊,即所述横向气缸驱动活动块在横向轨道上往复移动,进而带动所述抹油组件在相应网纹辊表面往复横向移动,以使网纹辊表面的润滑油扩散。
9.在其中一个实施例中,所述抹油组件包括:爪形气囊、充气部件;所述爪形气囊安装在纵向气缸的底部,所述充气部件固定在活动板上,且所述充气部件连通爪形气囊内部,即当所述爪形气囊位于网纹辊上方时,所述充气部件对爪形气囊充气,以使所述爪形气囊呈张开状态;当所述爪形气囊抵住网纹辊时,所述充气部件对爪形气囊放气,以使所述爪形气囊呈收缩状态包覆网纹辊表面。
10.在其中一个实施例中,所述充气部件包括:气泵和气管;所述气泵固定在活动板
上,所述气泵通过气管连接爪形气囊。
11.在其中一个实施例中,所述第一转移机构包括:第一气缸;所述第一气缸的安装方向与第一输送带的输送方向相垂直,且所述第一气缸的活动部朝向第一输送带设置,即所述第一气缸在第一输送带的末端将相应网纹辊推至第二输送机构上输送的包装盒中。
12.在其中一个实施例中,所述第二输送机构包括:第二输送带;所述第二输送带上输送与输送方向横向垂直的包装盒。
13.在其中一个实施例中,所述第二转移机构包括:第二气缸;所述第二气缸的安装方向与第二输送带的输送方向相垂直,且所述第二气缸的活动部朝向第二输送带设置,即所述第二气缸在第二输送带的末端将装有网纹辊的包装盒推至成品收集机构。
14.在其中一个实施例中,所述成品收集机构包括:成品输送带;所述成品输送带将装有网纹辊的包装盒输送至成品收集区域。
15.在其中一个实施例中,所述第一输送机构的上方设置有筛选机构;当所述第一输送机构上网纹辊行进到筛选机构处时,网纹辊的辊轴两端抵压所述筛选机构上抬,以使所述筛选机构对网纹辊吹气、涂油,直至所述筛选机构在该网纹辊脱离后复位。
16.本发明的有益效果是,本发明通过在第一输送机构上方设置抹油机构,从而由抹油机构将网纹辊表面润滑油抹匀,提高网纹辊的润滑效果,通过第一转移机构、第二输送机构、第二转移机构和成品收集机构配合,对网纹辊进行打包,最终通过成品收集机构将打包好的网纹辊送至成品收集区域。
17.本发明的其他特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。
18.为使本发明的上述目的、特征和优点能更明显易懂,下文特举较佳实施例,并配合所附附图,作详细说明如下。
附图说明
19.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
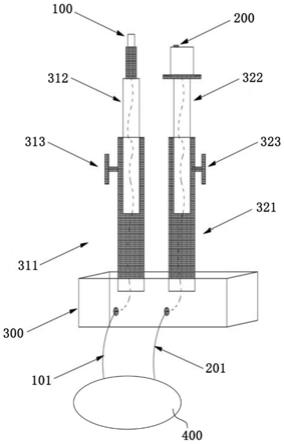
20.图1是本发明的陶瓷网纹辊包装设备的整装图;图2是本发明的陶瓷网纹辊包装设备的局部结构图;图3是本发明的图2中a处的放大图;图4是本发明的筛选机构的装配图;图5是本发明的筛选机构的结构图;图6是本发明的铰接板的剖视图。
21.图中:1、第一输送机构;11、第一输送带;12、限位板;2、抹油机构;21、固定板;22、活动块;23、横向气缸;24、纵向气缸;25、抹油组件;251、扩张槽;3、第一转移机构;31、第一气缸;
4、第二输送机构;41、第二输送带;5、第二转移机构;51、第二气缸;6、成品收集机构;61、成品输送带;7、筛选机构;71、第一筛选组件;711、第一纵向铰接块;7111、第一斜面部;7112、第一平面部;712、第一横向铰接块;7121、第一凹槽;72、第二筛选组件;721、第二纵向铰接块; 7211、第二斜面部;7212、第二平面部;722、第二横向铰接块;7221、第二凹槽;73、铰接板;731、进油通道;732、移动槽;74、第一吹气组件;741、第一挤压板;742、第一气囊;75、第二吹气组件;751、第二挤压板;752、第二气囊;76、弓形弹簧;77、涂油组件;771、涂油块;772、储油箱;78、第一移动板;781、凸起部;79、第二移动板;8、收集箱;9、引导管。
具体实施方式
22.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
23.实施例1在本实施例中,如图1至图6所示,本实施例提供了一种陶瓷网纹辊包装设备,其包括:第一输送机构1、抹油机构2、第一转移机构3、第二输送机构4、第二转移机构5和成品收集机构6;其中所述抹油机构2活动设置在第一输送机构1的上方,所述第一转移机构3、第二输送机构4分别位于第一输送机构1的末端两侧,所述第二转移机构5、成品收集机构6分别位于第二输送机构4的末端两侧;所述抹油机构2朝向第一输送机构1下压,直至抵压所述第一输送机构1上输送的网纹辊并横向移动,以使网纹辊表面的润滑油扩散;所述第一转移机构3在第一输送机构1的末端将相应网纹辊推至第二输送机构4上输送的包装盒中;所述第二转移机构5在第二输送机构4的末端将装有网纹辊的包装盒推至成品收集机构6。
24.在本实施例中,本实施例通过在第一输送机构1上方设置抹油机构2,从而由抹油机构2将网纹辊表面润滑油抹匀,提高网纹辊的润滑效果,通过第一转移机构3、第二输送机构4、第二转移机构5和成品收集机构6配合,对网纹辊进行打包,最终通过成品收集机构6将打包好的网纹辊送至成品收集区域。
25.在本实施例中,所述第一输送机构1包括:第一输送带11;所述第一输送带11上输送与输送方向横向垂直的网纹辊。
26.在本实施例中,所述抹油机构2包括:固定板21、横向轨道、活动块22、横向气缸23、纵向气缸24和抹油组件25;所述固定板21固定在第一输送带11的上方,所述固定板21的长度方向与第一输送带11的输送方向相垂直;所述横向轨道设置在固定板21的底部,且所述活动块22活动设置在横向轨道的底部;所述横向气缸23固定在固定板21的端部,所述横向气缸23的活动部连接活动块22;所述纵向气缸24固定在活动块22的底部,所述纵向气缸24的活动部连接抹油组件25;所述纵向气缸24驱动抹油组件25朝向第一输送带11下压,直至所述抹油组件25抵压第一输送带11上输送的网纹辊,即所述横向气缸23驱动活动块22在横
向轨道上往复移动,进而带动所述抹油组件25在相应网纹辊表面往复横向移动,以使网纹辊表面的润滑油扩散。
27.在本实施例中,通过设置横向轨道能够实现活动块22的位移,进而带动抹油组件25进行位移,最终实现抹油组件25贴着相应网纹辊表面往复横向移动,能够将网纹辊表面的润滑油抹匀。
28.在本实施例中,所述抹油组件25包括:爪形气囊、充气部件;所述爪形气囊安装在纵向气缸24的底部,所述充气部件固定在活动板上,且所述充气部件连通爪形气囊内部,即当所述爪形气囊位于网纹辊上方时,所述充气部件对爪形气囊充气,以使所述爪形气囊呈张开状态;当所述爪形气囊抵住网纹辊时,所述充气部件对爪形气囊放气,以使所述爪形气囊呈收缩状态包覆网纹辊表面。
29.在本实施例中,爪形气囊的底部均匀排列若干扩张槽251,爪形气囊在充气时通过扩张槽251扩张开,同时爪形气囊在放气时通过扩张槽251进行收缩,从而实现一个抓取动作,使得爪形气囊包覆网纹辊表面,在爪形气囊包覆网纹辊表面移动时将润滑油涂抹均匀。
30.在本实施例中,所述充气部件包括:气泵和气管;所述气泵固定在活动板上,所述气泵通过气管连接爪形气囊。
31.在本实施例中,所述第一转移机构3包括:第一气缸31;所述第一气缸31的安装方向与第一输送带11的输送方向相垂直,且所述第一气缸31的活动部朝向第一输送带11设置,即所述第一气缸31在第一输送带11的末端将相应网纹辊推至第二输送机构4上输送的包装盒中。
32.在本实施例中,第一气缸31能够推动网纹辊正好进入第二输送机构4上包装盒中,实现包装网纹辊的功能。
33.在本实施例中,所述第二输送机构4包括:第二输送带41;所述第二输送带41上输送与输送方向横向垂直的包装盒。
34.在本实施例中,所述第二转移机构5包括:第二气缸51;所述第二气缸51的安装方向与第二输送带41的输送方向相垂直,且所述第二气缸51的活动部朝向第二输送带41设置,即所述第二气缸51在第二输送带41的末端将装有网纹辊的包装盒推至成品收集机构6。
35.在本实施例中,所述成品收集机构6包括:成品输送带61;所述成品输送带61将装有网纹辊的包装盒输送至成品收集区域。
36.在本实施例中,第一输送带11、第二输送带41、成品输送带61平行设置,从而实现转运网纹辊的功能。
37.在本实施例中,所述第一输送机构1的上方设置有筛选机构7;当所述第一输送机构1上网纹辊行进到筛选机构7处时,网纹辊的辊轴两端抵压所述筛选机构7上抬,以使所述筛选机构7对网纹辊吹气、涂油,直至所述筛选机构7在该网纹辊脱离后复位。
38.在本实施例中,第一输送带11的进料位置处设置有上料机构,筛选机构7的下方两侧分别设置第一收集机构、第二收集机构,且第一收集机构、第二收集机构分别对应设置在输送机构的两侧。
39.在本实施例中,所述第一输送机构1上沿输送方向依次间隔设置若干限位区域,所述上料机构依次将网纹辊的辊筒对准相应限位区域投放在第一输送机构1上,以使网纹辊限位在所述第一输送机构1上且与输送方向横向垂直;当所述第一输送机构1上第一规格网
纹辊行进到筛选机构7处时,第一规格网纹辊的辊轴两端抵压所述筛选机构7上抬,以使所述筛选机构7对第一规格网纹辊吹气、涂油,直至所述筛选机构7在该第一规格网纹辊脱离后复位;当所述第一输送机构1上第二规格网纹辊行进到筛选机构7处时,第二规格网纹辊的辊轴其中一端抵压筛选机构7上抬,以使所述筛选机构7对第二规格网纹辊吹气,且第二规格网纹辊的辊轴另一端腾空,该第二规格网纹辊在所述筛选机构7抵压下朝向第一收集机构或第二收集机构倾斜,即该第二规格网纹辊从所述第一输送机构1上脱离掉落至第一收集机构或第二收集机构。
40.在本实施例中,第一规格网纹辊指的是合格的网纹辊,第一规格网纹辊上滚筒两侧辊轴等距;第二规格网纹辊指的是不合格的网纹辊,滚筒两侧辊轴不等距。
41.在本实施例中,上料机构主要起将网纹辊投放到第一输送机构1上的作用,通过上料机构对网纹辊进行限位,能够使网纹辊的辊筒正好卡在第一输送机构1上设定位置,从而能够确保筛选机构7对网纹辊进行检测。
42.在本实施例中,第一输送机构1主要起输送网纹辊的作用,能够配合筛选机构7进行工作,实现对网纹辊的筛选,使得合格的网纹辊随第一输送机构1输送至成品区域,使得不合格网纹辊掉落在第一收集机构、第二收集机构中。
43.在本实施例中,筛选机构7主要起筛选、清理和涂油的作用,对网纹辊表面吹气保证网纹辊的洁净,同时对网纹辊表面涂油保证网纹辊的润滑。
44.在本实施例中,第一收集机构和第二收集机构主要起收集辊轴与辊筒装配不合格的网纹辊的作用。
45.在本实施例中,本实施例通过上料机构配合第一输送机构1使得网纹辊的辊筒在第一输送机构1上的位置保持一致,进而在通过筛选机构7时能够对网纹辊进行检测,筛选出合格的网纹辊随第一输送机构1继续输送,筛选出不合格的网纹辊通过第一收集机构、第二收集机构进行收集,实现自动检测功能,同时由筛选机构7对合格的网纹辊吹气、涂油,方便后续工序再次加工。
46.在本实施例中,所述上料机构包括:上料箱和上料电机;所述上料箱的底部呈斜面设置,所述上料箱开设有上料口,所述上料电机与上料箱固定;所述上料电机振动上料箱,以使所述上料箱内网纹辊从上料口投放至第一输送机构1,且第一规格网纹辊的辊筒、第二规格网纹辊的辊筒经所述上料口对准相应限位区域进行卡入。
47.在本实施例中,通过设置上料电机振动上料箱使网纹辊正好从上料口投放到第一输送机构1上,同时上料口分为第一轴部、筒部和第二轴部,其中筒部与网纹辊的辊筒重合,同时第一轴部、第二轴部比网纹辊上从辊筒两侧露出的辊轴略长,能够使得不同规格网纹辊的辊筒在第一输送机构1上的位置保持一致,从而实现筛选出不同规格的网纹辊。
48.在本实施例中,所述第一输送带11上各限位区域分别设置两块平行竖直固定的限位板12,即第一规格网纹辊的辊筒、第二规格网纹辊的辊筒卡入两所述限位板12之间,以使第一规格网纹辊的辊轴、第二规格网纹辊的辊轴从两所述限位板12露出。
49.在本实施例中,在第一输送带11上每个限位区域都设置两块限位板12,以对网纹辊进行限位,同时保证每根网纹辊的辊筒都卡在两块限位板12之间,方便筛选机构7进行筛选。
50.在本实施例中,所述筛选机构7包括:第一筛选组件71、第二筛选组件72、铰接板
73、第一吹气组件74、第二吹气组件75和弓形弹簧76;所述铰接板73两侧分别与第一筛选组件71、第二筛选组件72铰接,所述铰接板73固定在第一输送带11的上方,所述第一吹气组件74、第二吹气组件75分别设置在第一筛选组件71的顶部、第二筛选组件72的顶部,所述弓形弹簧76的两端分别与第一吹气组件74、第二吹气组件75相接触,即当所述第一输送带11上第一规格网纹辊的辊轴两端分别抵压第一筛选组件71、第二筛选组件72上抬时,所述第一吹气组件74、第二吹气组件75分别朝向弓形弹簧76两端运动,以使所述弓形弹簧76分别挤压第一吹气组件74、第二吹气组件75对第一规格网纹辊吹气,直至所述第一筛选组件71、第二筛选组件72在该第一规格网纹辊脱离后复位;当所述第一输送带11上第二规格网纹辊的辊轴其中一端抵压第一筛选组件71或第二筛选组件72上抬时,所述第一吹气组件74或第二吹气组件75朝向弓形弹簧76运动,以使所述弓形弹簧76挤压第一吹气组件74或第二吹气组件75对第二规格网纹辊吹气,且该第二规格网纹辊的辊轴另一端腾空发生倾斜掉落至第一收集机构或第二收集机构。
51.在本实施例中,由于铰接板73是固定在第一输送带11上方的,在网纹辊被第一筛选组件71、第二筛选组件72筛选时,第一筛选组件71活动或者第二筛选组件72活动或者第一筛选组件71和第二筛选组件72同时活动;在第一筛选组件71活动或者第二筛选组件72活动单独活动时,被检测的网纹辊的辊筒两侧辊轴是不等距的,说明该网纹辊是不合格产品;在第一筛选组件71和第二筛选组件72同时活动时,被检测的网纹辊的辊筒两侧辊轴是等距的,说明该网纹辊是合格产品。
52.在本实施例中,弓形弹簧76与第一筛选组件71、第二筛选组件72、铰接板73、第一吹气组件74、第二吹气组件75均存在一个活动连接的关系,进而能够实现第一筛选组件71、第二筛选组件72上抬时,弓形弹簧76挤压第一吹气组件74、第二吹气组件75,同时第一筛选组件71、第二筛选组件72不受力时,第一吹气组件74、第二吹气组件75抵推弓形弹簧76进行复位。
53.在本实施例中,所述筛选机构7还包括:涂油组件77、第一移动板78和第二移动板79;所述第一移动板78、第二移动板79活动设置在铰接板73的底部,所述铰接板73上开设有涂油孔,所述涂油组件77一端固定在弓形弹簧76的底部,所述涂油组件77的另一端伸入涂油孔抵住第一移动板78、第二移动板79;所述弓形弹簧76两端抵压第一吹气组件74、第二吹气组件75发生形变,且所述第一筛选组件71、第二筛选组件72带动第一移动板78、第二移动板79反向运动,以形成涂油口,即所述弓形弹簧76带动涂油组件77从涂油口下压,以对第一规格网纹辊涂油。
54.在本实施例中,所述第一筛选组件71包括:第一纵向铰接块711、第一横向铰接块712;所述第一横向铰接块712的两端分别与第一纵向铰接块711、铰接板73相铰接,所述第一横向铰接块712顶部开设有第一滑动槽,所述第一横向铰接块712底部开设有若干连通第一滑动槽的第一气孔;所述第二筛选组件72包括:第二纵向铰接块721、第二横向铰接块722;所述第二横向铰接块722的两端分别与第二纵向铰接块721、铰接板73相铰接,所述第二横向铰接块722顶部开设有第二滑动槽,所述第二横向铰接块722底部开设有若干连通第二滑动槽的第二气孔;所述第一吹气组件74、第二吹气组件75分别活动设置在第一滑动槽、第二滑动槽内,即所述第一纵向铰接块711和/或第二纵向铰接块721上抬,以带动所述第一横向铰接块712和/或第二横向铰接块722摆动,进而带动所述弓形弹簧76挤压第一吹气组
件74和/或第二吹气组件75从第一气孔和/或第二气孔对准相应网纹辊吹气。
55.在本实施例中,当第一规格网纹辊被检测时,第一纵向铰接块711和第二纵向铰接块721同时上抬,并带动第一横向铰接块712、第二横向铰接块722摆动,从而实现弓形弹簧76挤压第一吹气组件74、第二吹气组件75,从第一气孔、第二气孔对准网纹辊吹气。
56.在本实施例中,当第二规格网纹辊被检测时,第一纵向铰接块711或者第二纵向铰接块721单独上抬,并带动第一横向铰接块712或者第二横向铰接块722单独摆动,从而实现弓形弹簧76挤压第一吹气组件74或第二吹气组件75,从第一气孔或第二气孔对准网纹辊吹气。
57.在本实施例中,所述第一吹气组件74包括:第一挤压板741和第一气囊742;第一气囊742的两端分别连接第一滑动槽的内侧壁和第一挤压板741,所述第一挤压板741与弓形弹簧76相接触;所述弓形弹簧76抵推第一挤压板741挤压第一气囊742从第一气孔出气;所述第二吹气组件75包括:第二挤压板751和第二气囊752;第二气囊752的两端分别连接第二滑动槽的内侧壁和第二挤压板751,所述第二挤压板751与弓形弹簧76相接触;所述弓形弹簧76抵推第二挤压板751挤压第二气囊752从第二气孔出气。
58.在本实施例中,一方面第一气囊742被第一挤压板741挤压时进行吹气,另一方面第一气囊742复位时推动第一挤压板741复位;一方面第二气囊752被第二挤压板751挤压时进行吹气,另一方面第二气囊752复位时推动第二挤压板751复位。
59.在本实施例中,所述涂油组件77包括:涂油块771、涂油气囊和储油箱772;所述储油箱772固定在弓形弹簧76的上方,所述涂油气囊固定在涂油块771的底部,所述涂油块771内纵向开设有进油通道731,所述进油通道731的顶部通过进油管从弓形弹簧76露出,所述进油通道731的底部连通涂油气囊;所述弓形弹簧76带动涂油块771从涂油口下压,以使所述涂油气囊挤压第一规格网纹辊对其表面涂油;所述弓形弹簧76带动涂油块771复位时,所述涂油块771通过进油管插入储油箱772底部的单向阀内,以使所述储油箱772向涂油气囊内注油。
60.在本实施例中,涂油块771在弓形弹簧76带动下对网纹辊进行涂油或者插入单向阀内由储油箱772对其补油,实现对网纹辊润滑和自动补油的功能。
61.在本实施例中,所述铰接板73下部内侧开设有移动槽732,所述第一移动板78、第二移动板79均朝向移动槽732形成凸起部781,且所述第一横向铰接块712与第一移动板78铰接处、第二横向铰接块722与第二移动板79铰接处分别设置第一凹槽7121、第二凹槽7221,即所述第一横向铰接块712、第二横向铰接块722摆动将第一移动板78、第二移动板79移入第一凹槽7121、第二凹槽7221内,并配合相应凸起部781在移动槽732内移动,以带动所述第一移动板78、第二移动板79反向运动形成涂油口。
62.在本实施例中,第一移动板78、第二移动板79配合第一凹槽7121、第二凹槽7221实现第一移动板78与第二移动板79打开或关闭;同时铰接板73下部内侧开设移动槽732,第一移动板78、第二移动板79均朝向移动槽732形成凸起部781,能够将第一移动板78、第二移动板79活动限位在铰接板73下部内侧。
63.在本实施例中,所述第一纵向铰接块711设置第一斜面部7111和第一平面部7112;所述第二纵向铰接块721设置第二斜面部7211和第二平面部7212;当第一规格网纹辊沿所述第一斜面部7111、第二斜面部7211行进时,所述弓形弹簧76分别挤压第一吹气组件74、第
二吹气组件75对第一规格网纹辊吹气;当第一规格网纹辊沿所述第一平面部7112、第二平面部7212行进时,所述弓形弹簧76两端抵压第一吹气组件74、第二吹气组件75发生形变,并带动所述涂油组件77从涂油口下压,以对第一规格网纹辊涂油。
64.在本实施例中,第一规格网纹辊沿第一斜面部7111、第二斜面部7211行进过程中,实现吹气功能;第一规格网纹辊沿第一平面部7112、第二平面部7212行进过程中,实现涂油功能。
65.在本实施例中,所述第一收集机构包括:收集箱8;第二收集机构包括:引导管9;所述引导管9的出口朝向收集箱8的开口设置,收集箱8、引导管9位于筛选机构7下方且分别对应设置在第一输送机构1的两侧。
66.综上所述,本发明通过在第一输送机构上方设置抹油机构,从而由抹油机构将网纹辊表面润滑油抹匀,提高网纹辊的润滑效果,通过第一转移机构、第二输送机构、第二转移机构和成品收集机构配合,对网纹辊进行打包,最终通过成品收集机构将打包好的网纹辊送至成品收集区域。
67.本技术中选用的各个器件(未说明具体结构的部件)均为通用标准件或本领域技术人员知晓的部件,其结构和原理都为本技术人员均可通过技术手册得知或通过常规实验方法获知。
68.在本发明实施例的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
69.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
70.在本技术所提供的几个实施例中,应该理解到,所揭露的系统、装置和方法,可以通过其它的方式实现。
71.以上述依据本发明的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项发明技术思想的范围内,进行多样的变更以及修改。本项发明的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。