1.本实用新型涉及一种模切装置,具体涉及一种便于贴合时定位的模切装置。本实用新型还涉及所述模切装置所制作的整版模切件。
背景技术:
2.整版模切件是指广泛应用于电子产品(如传感器)中,利用双面胶、泡棉、防水防尘材料或者以上材料的组合,依据产品形状扎切而成,能起到粘接、隔热、缓冲、遮光、防水以及防尘作用的一种产品。
3.基于目前电子产品消费量大,整版模切件与电子产品的贴合也渐趋大规模、产业化。目前,实现传感器与整版模切件相贴合的生产方式为:先使用模切装置对模切件料带进行剪切,加工出的整版模切件上包含所需的特征以及定位孔;再将整版模切件底部的离型纸撕下,将整版模切件贴放在放置有传感器的治具上,放置时通过整版模切件上的定位孔和治具上的定位柱实现二者间的定位,保证传感器与整版模切件能够对应配合。
4.现有的用于切割装置多采用如公开号为cn214819039u的中国实用新型专利《一种模切机构》所公开的结构,利用上模和下模的相对移动在模切料带上加工出定位孔和其它特征。但是,这种模切装置仅仅能实现料带的简单裁切,而又基于整版模切件本身材质较软,因此在用定位孔和定位柱进行定位时,整版模切件两侧的定位孔容易被撑开、变形,导致整版模切件与治具贴合时发生相对位置的偏移,使整版模切件与传感器不能对应配合,进而导致废品率高,不利于大规模生产。
技术实现要素:
5.本实用新型所要解决的技术问题是,提供一种便于贴合时定位的模切装置及其所制作的整版模切件,通过该模切装置制作的整版模切件两侧的定位孔不易发生形变,能有效避免整版模切件与治具贴合时发生相对位置的偏移,降低产品废品率,节约生产成本,利于大规模生产。
6.为了解决这一技术问题,本实用新型采用了以下技术方案:
7.一种便于贴合时定位的模切装置,包括用于切割模切件料带的模切组件,所述模切件料带的输送方向为由前向后,其特征在于,
8.所述模切组件的前侧设有用于向模切件料带的两侧贴合加强片的贴合组件,所述的贴合组件包括落地的支架,支架上设有从前向后依次设有放料装置、定位装置和压紧输送装置;
9.所述放料装置包括安装在支架上的、左右走向的放料轴,放料轴上设有左右两个加强片卷材的放料工位,两个放料工位与模切件料带的两侧边缘位置相对应;
10.所述定位装置包括安装在支架上的、左右走向的定位轴以及设置在定位轴上的左右两组与放料工位一一对应的挡料机构;
11.所述压紧输送装置包括转动安装在支架上的、均为左右走向的主动轴和压辊固定
轴,压辊固定轴上安装有两组与模切件料带的两侧边缘相对应的可转动的压辊。
12.优选地,所述的挡料机构包括左右两个挡料块,两个挡料块之间的缝隙供所对应的加强片通过。
13.进一步优选地,所述的挡料块套在定位轴上,挡料块上安装有紧定螺丝,挡料块通过紧定螺丝固定在定位轴上。
14.优选地,所述压辊固定轴的两端分别通过压力调节装置安装在支架上,压力调节装置包括滑块、弹簧、螺纹套和螺纹压杆;所述压辊固定轴与滑块固定连接,滑块安装在支架上竖直的滑槽中,所述螺纹套安装在支架上,所述螺纹压杆与螺纹套上竖直的螺纹通孔相配合,弹簧设置在滑槽中,上端与所述螺纹压杆的下端相接触、下端与滑块相接触。
15.优选地,所述主动轴通过驱动皮带与安装在支架上的驱动电机相连接。
16.优选地,所述的模切组件包括定模板,定模板的四个角上分别固定有定位导柱,定位导柱上固定有框架;所述框架上固定有液压缸,液压缸的活塞杆与动模板相固定,动模板与定位导柱相滑动连接,动模板的底部固定有上固定板,上固定板的底部固定有上模;所述定模板的顶部固定有下固定板,下固定板的顶部固定有下模。
17.所述的模切装置所制作的整版模切件,它用于与治具相贴合,其特征在于,它包括经模切组件切割成固定尺寸的模切件,模切件的两侧固定有加强片;整版模切件的中间冲压出预定形状的冲孔、两侧固定有加强片的部分冲压出与治具两侧相对应的定位孔。
18.本实用新型的积极效果在于:
19.第一、本实用新型通过在模切件料带的左右两侧贴合加强片,增加了整版模切件两侧的厚度,提高了整版模切件两侧定位孔的相对硬度,有效防止了整版模切件两侧的定位孔发生形变,避免了整版模切件与治具贴合时发生相对位置的偏移,大大降低了产品废品率,节约了生产成本,有利于大规模生产;
20.第二、本实用新型通过设置挡料块,以限定加强片卷材的贴合路线,且调整挡料块位置的调节方式简便,便于本装置与不同尺寸的模切件料带相适用;
21.第三、本实用新型中的模切件料带通过其顶部的压辊与其底部的主动轴相互压紧配合,使模切件料带在向后传动至模切组件的过程中,完成了在模切件料带的两侧紧密贴合加强片的工序,省时省力,便于机械化大生产的实现。
附图说明
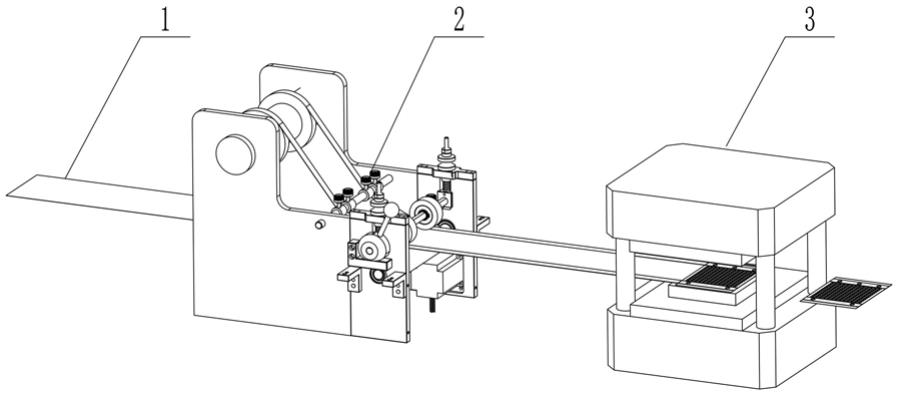
22.图1是本实用新型的整体结构示意图;
23.图2是本实用新型的贴合组件结构示意图;
24.图3是本实用新型的模切组件结构爆炸图;
25.图4是本实用新型的整版模切件爆炸图。
26.图中主要部件名称:
27.1、模切件料带;2、贴合组件;21、支架;221、放料轴;222、定位轴;223、挡料块;224、紧定螺丝;231、压辊;232、压辊固定轴;233、压力调节装置;241、主动轴;242、驱动皮带;243、驱动电机;3、模切组件;31、动模板;32、上固定板;33、上模;34、定位导柱;35、下模;36、下固定板;37、定模板。
具体实施方式
28.下面结合附图和实施例进一步说明本实用新型。
29.如图1所示,本实用新型包括用于向模切件料带1的两侧贴合加强片的贴合组件2和用于切割模切件料带1切割成固定尺寸的模切组件3,所述模切件料带1的输送方向为由前向后。所述的加强片具有一定的强度,具体可以采用pet片。通过在模切件料带1的左右两侧贴合加强片,增加了整版模切件两侧的厚度,提高了整版模切件两侧定位孔的相对硬度,有效防止了整版模切件两侧的定位孔发生形变,避免了整版模切件与治具贴合时发生相对位置的偏移,大大降低了产品废品率,节约了生产成本,有利于大规模生产。
30.如图2所示,所述的贴合组件2包括落地的支架21,支架21上设有从前向后依次设有放料装置、定位装置和压紧输送装置。
31.所述放料装置包括安装在支架21上的、左右走向的放料轴221,放料轴221上设有左右两个加强片卷材的放料工位,两个放料工位与模切件料带1的两侧边缘位置相对应。
32.所述定位装置包括安装在支架21上的、左右走向的定位轴222以及设置在定位轴222上的左右两组与放料工位一一对应的挡料机构,所述挡料机构用于限定所对应的放料工位所送出的加强片在左右方向上的位置。所述的每组挡料机构包括左右两个挡料块223,两个挡料块223之间的缝隙供所对应的加强片通过。所述的挡料块223套在定位轴222上,挡料块223上安装有紧定螺丝224,挡料块223通过紧定螺丝224固定在定位轴222上,以灵活快速对各挡料块223进行左右位置地调整,便于本装置与不同尺寸的模切件料带1相适用。
33.所述压紧输送装置包括转动安装在支架21上的、均为左右走向的主动轴241和压辊固定轴232,压辊固定轴232上安装有两组与模切件料带1的两侧边缘相对应的可转动的压辊231。所述压辊固定轴232的两端分别通过压力调节装置233安装在支架21上,压力调节装置233包括滑块、弹簧、螺纹套和螺纹压杆;所述压辊固定轴232与滑块固定连接,滑块安装在支架21上竖直的滑槽中,所述螺纹套安装在支架21上,所述螺纹压杆与螺纹套上竖直的螺纹通孔相配合,弹簧设置在滑槽中,上端与所述螺纹压杆的下端相接触、下端与滑块相接触。所述的主动轴241通过驱动皮带242与安装在支架21上的驱动电机243相连接,所述的主动轴241、压辊固定轴232、放料轴221与定位轴222,四根轴相互平行。所述的驱动皮带242带动主动轴241转动,从而带动模切件料带1向后传动,也同时拉动了放料轴221向下放出加强片卷材。所述压紧输送装置用于将穿过压辊231与主动轴241之间缝隙的加强片与模切件料带1压为一体并输送至模切组件3,使模切件料带1在向后传动至模切组件3的过程中,完成了在模切件料带1的两侧紧密贴合加强片的工序,省时省力,便于机械化大生产的实现。
34.如图3所示,所述的模切组件3包括定模板37,定模板37的四个角上分别竖直固定有用于起到精准模切定位作用的定位导柱34,定位导柱34上固定有框架。所述框架上固定有液压缸,液压缸与液压站相连接,液压站内设有油泵和电磁换向阀,液压油自油泵输出并经过电磁换向阀到达油缸。油泵为液压缸的动作提供动力,电磁换向阀能够控制液压缸的活塞杆伸出或回缩。所述的活塞杆下端与动模板31的顶部相固定,动模板31与四根定位导柱34相滑动连接,通过活塞杆的伸缩运动,带动动模板31沿定位导柱34进行上下滑动。所述动模板31的底部固定有上固定板32,上固定板32的底部固定有上模33。所述定模板37的顶部固定有下固定板36,下固定板36的顶部固定有下模35。
35.本实用新型所述的一种便于贴合时定位的模切装置,其使用方法如下:
36.打开驱动电机243,主动轴241带动模切件料带1向后传送至模切组件3,同时带动压辊231在模切件料带1的顶部滚动且与主动轴241相压紧,还拉动了放料轴221向下放出加强片卷材,使加强片卷材向下经挡料块223限定的贴合路线后与模切件料带1的两侧相紧密贴合。贴合加强片后的模切件料带1到达模切组件3,液压站控制活塞杆进行伸缩运动,进一步带动上模33进行上下移动,实现上模33与下模35之间的压合与分离,最终将模切件料带1切割成两侧带有加强片的整版模切件。
37.如图4所示,模切件料带1通过模切组件3后,能够将模切件料带1切割成固定尺寸的、两侧固定有加强片的整版模切件。所述下模35的顶部设有若干圆柱形的凸模,凸模的分布及其横切面的大小均根据整版模切件的要求提前预设,所述的上模33底部对应各个凸模设有凹模。通过上模33向下冲压,能够将模切件料带1的中间位置冲压出预定形状的冲孔、将模切件料带1的两侧(固定有加强片的部分)冲压出与治具两侧相对应的定位孔。
38.本实用新型所述的一种便于贴合时定位的模切装置所制作的整版模切件,其使用方法如下:
39.经上述的模切装置制作的整版模切件,再于其底部附着黏胶,之后再于黏胶表面附着离型纸。
40.使用时,将整版模切件底部的离型纸撕下,将整版模切件贴放在放置有传感器的治具上,放置时通过整版模切件上的定位孔和治具上的定位柱实现二者间的定位,保证传感器与整版模切件能够对应配合。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
