1.本实用新型涉及感应压淬工装领域,尤其涉及一种台阶形零件感应淬火工装。
背景技术:
2.感应热处理和压淬的结合,简称感应压淬,既保证了零件性能,又符合绿色节能环保的要求。现有技术中,对一些简单几何形状的零件开始采用感应压淬,如单平面圆盘形零件和薄壁型零件,这类零件已基本实现感应压淬来得到热处理性能指标和控制其变形。而对于更复杂一点的多平面台阶形零件,这种零件一般外形尺寸较大,不仅要考虑其加热快速和均匀,还要考虑如何独立控制多平面的变形。
技术实现要素:
3.针对上述技术问题,本实用新型提供了一种台阶形零件感应淬火工装。
4.本实用新型解决上述技术问题的技术方案如下:
5.一种台阶形零件感应淬火工装,包括台阶形零件,还包括芯膜、压模,所述芯模撑住所述台阶形零件内孔;所述压模包括上压模、下压模,其中,所述上压模包括上内压模和上外压模,所述上内压模抵接于台阶形零件的上内端面,所述上外压模设置于所述上内压模外围,抵接于台阶形零件的上外端面;所述上外压模和上内压模为分体式设置;所述下压模设置于所述上外压模、上内压模下方,所述下压模的上端面为台阶状,下压模外端面抵接于台阶形零件的下外端面,下压模内端面抵接于台阶形零件的下内端面。
6.进一步地,所述上外压模、上内压模上端分别连接单独工作的压机。
7.与现有技术相比,本实用新型具有如下技术效果:
8.上外压模和上内压模分体式设计,上外压模控制合理的压力控制台阶形零件外端面的变形,上内压模灵活调整位置,控制台阶形零件内端面的淬火变形;下压模采用合理的高度差设计,稳定支撑台阶形零件的同时,兼顾内外端面的淬火变形;下压模根据台阶型零件内外端面高度差及变形要求采用合理的高度差设计。
附图说明
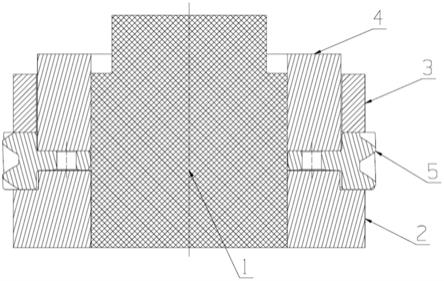
9.图1为本实用新型的一种台阶形零件感应淬火工装结构示意图。
10.在附图中,各标号所表示的部件名称列表如下:
11.1、芯模;2、下压模;3、上外压模;4、上内压模;5台阶形零件。
具体实施方式
12.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
13.图1为本实用新型的一种台阶形零件感应淬火工装结构示意图。如图1所示,一种台阶形零件感应淬火工装,包括台阶形零件,还包括芯膜1、压模,芯模1撑住台阶形零件内
孔,从而保证台阶形零件5淬火后的圆度,其尺寸根据台阶形零件内孔尺寸设计;所述压模包括上压模、下压模2,其中,所述上压模包括上内压模4和上外压模3,上内压模4抵接于台阶形零件5的上内端面,所述上外压模3设置于所述上内压模4外围,上外压模3抵接于台阶形零件5的上外端面,上外压模3与下压模2的外端面配合控制外端面的形变;所述下压模2设置于所述上外压模3、上内压模4下方,所述下压模2用于支撑台阶形零件5。
14.下压模2根据台阶形零件两个端面之间高度差设计为台阶形状,用于支撑台阶形零件的下端面;台阶形零件5上端面包括下压模2外端面和下压模2内端面,下压模2外端面抵接于台阶形零件5的下外端面,下压模2内端面抵接于台阶形零件5的下内端面。
15.下压模2采用合理的高度差设计,下压模2的内端面是虚接触或不接触台阶形零件5的下内端面,使台阶形零件在冷却过程中的变形得到控制,同时又不与外端面的变形产生干涉,下压模2外端面支撑台阶形零件的下外端面,从而保证台阶形零件5的变形及齿轮精度。
16.所述上外压模3和上内压模4分体式设计,所述上外压模3、上内压模4上端分别连接单独工作的压机,上外压模3用于压住台阶形零件5的上外端面,与下压模2的外端面配合控制台阶形零件5外端面的变形,上内压模4用于限制台阶形零件的上内端面,与上外压模3独立控制,根据台阶形零件内端面的变形情况来灵活控制上内压模4的下落高度。
17.工作原理:将台阶形零件5感应加热到奥氏体化温度,利用压机配合上外压模3将热态台阶形零件5套在芯模1上,台阶形零件5在芯模1垂直方向接触至下外压模2的位置并保持一定压力,下压的位置也就是压力的大小,可根据台阶形零件5淬火后的变形数据来调整;上外压模3到位后,上内压模4也根据设定达到预定位置,其位置是由台阶形零件5内端面变形数据来调整,最后进行喷淋冷却,完成压淬。
18.其中,奥氏体化是指将钢加热至临界点以上使形成奥氏体的金属热处理过程,加热的工件,使温度达到共析温度以上,使常温下的铁素体和渗碳体再转变回奥氏体。
19.本实用新型上外压模3和上内压模4分体式设计,上外压模3控制合理的压力控制台阶形零件5外端面的变形,上内压模灵活调整位置,控制台阶形零件5内端面的淬火变形;下压模2采用合理的高度差设计,稳定支撑台阶形零件的同时,兼顾内外端面的淬火变形。
20.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种台阶形零件感应淬火工装,包括台阶形零件,其特征在于,还包括芯膜、压模,所述芯模撑住所述台阶形零件内孔;所述压模包括上压模、下压模,其中,所述上压模包括上内压模和上外压模,所述上内压模抵接于台阶形零件的上内端面,所述上外压模设置于所述上内压模外围,抵接于台阶形零件的上外端面,所述上外压模和上内压模为分体式设置;所述下压模设置于所述上外压模、上内压模下方,所述下压模的上端面为台阶状,下压模外端面抵接于台阶形零件的下外端面,下压模内端面抵接于台阶形零件的下内端面。2.根据权利要求1所述的一种台阶形零件感应淬火工装,其特征在于,所述上外压模、上内压模上端分别连接单独工作的压机。
技术总结
本实用新型公开了一种台阶形零件感应淬火工装,包括芯膜、压模,所述芯模撑住所述台阶形零件内孔,所述压模包括上压模、下压模;上外压模和上内压模分体式设计,上外压模控制合理的压力控制台阶形零件外端面的变形,上内压模灵活调整位置,控制台阶形零件内端面的淬火变形;下压模采用合理的高度差设计,稳定支撑台阶形零件的同时,兼顾台阶形零件内外端面的淬火变形。火变形。火变形。
技术研发人员:徐少磊 刘洪洋
受保护的技术使用者:山东上汽汽车变速器有限公司
技术研发日:2021.12.30
技术公布日:2022/5/10
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。