一种h型钢组立机液压定位系统
技术领域
1.本实用新型涉及型钢加工设备技术领域,尤其是一种h型钢组立机液压定位系统。
背景技术:
2.h型钢在钢结构等建筑工程中被广泛应用,h型钢一般是通过3块钢板制作而成,h型钢的各个部位均为直角,其在各个方向上都具有很好的抗弯能力、施工简单和结构重量轻。h型钢是一种经济型断面钢材,广泛用于工业、建筑、桥梁、石油钻井平台等方面。
3.由于h型钢是通过焊接制作而成的,其制作的过程中如何保持板材之间的紧密接触,并且在接触的位置如何焊接至关重要。现有的定位系统中多是通过手动摇臂转动调整托辊之间的间距,以及托辊的位置,并且其焊接的位置并没有设置压紧定位装置,导致板材之间存在缝隙。多个托辊沿不同的方向定位板材时还会因为受力不均导致板材便宜等问题,影响加工质量。为此需要对现有的h型钢组立机液压定位系统做进一步的改进。
技术实现要素:
4.为了保证h型在焊接时板材紧密接触,提升加工质量和加工效率,本实用新型提供了一种h型钢组立机液压定位系统,具体的技术方案如下。
5.一种h型钢组立机液压定位系统,包括操作台、上压辊、侧压辊、底托辊、支架和液压系统,所述操作台设置在支架的一侧,支架上方设置有上压辊,支架中部平面上设置有多组侧压辊,每组侧压辊包括两个相对布置的侧压辊;所述底托辊设置在侧压辊的下方,上压辊设置在操作台的上方,操作台的底部设置有滚轮;所述上压辊和侧压辊均配置在液压缸的端部,液压系统包括液压缸、液压油箱、液压管路、液压泵和控制器,控制器通过液压管路控制液压缸伸缩,各个压辊压紧h型钢的组装板材;所述操作台设置焊机焊接h型钢的板材。
6.优选的是,上压辊固定在顶部液压缸的下端,上压辊包括2个滚轮,两个滚轮通过弧形滚轮架固定连接;上压辊的滚轮轴线沿水平方向布置。
7.还优选的是,上压辊固定在支架的上桁架上,上桁架沿支架的导轨上下移动。
8.还优选的是,每组所述侧压辊相对交错布置,2个侧压辊之间间隔大于5cm;所述侧压辊的轴线沿竖直方向布置。
9.进一步优选的是,底托辊和侧压辊之间的间距大于等于h型钢的组装板材厚度。
10.进一步优选的是,液压管路和液压油箱相连,液压管路上设置有液压泵,控制器控制液压管路上的阀门以及液压泵,液压管路连接各个液压油缸。
11.进一步优选的是,焊机通过转动座固定在操作台上。
12.本实用新型提供的一种h型钢组立机液压定位系统有益效果是,该系统中上压辊、侧压辊、底托辊相互配合定位h型钢的组装板材位置,其中上压辊在焊接的位置压紧板材,从而保证了焊接时的压紧条件;通过液压缸控制调整压辊的位置,从而可以对加工过程进行灵活的控制,并且保证了板材受力均匀;侧压辊相对交错布置从而可以更好的夹持竖板,弧形滚轮架为焊接操作留出了操作空间,并且还保证了上方板材的均匀受力压紧,另外该
系统还具有加工效率高、操作方便等优点。
附图说明
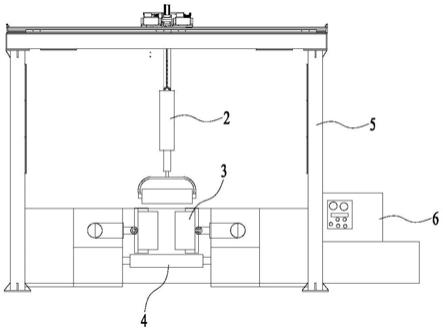
13.图1是h型钢组立机液压定位系统的示意图;
14.图2是h型钢组立机液压定位系统的侧视图;
15.图3是侧压辊的布置情况示意图;
16.图4是上压辊的布置情况示意图;
17.图5是操作台的示意图;
18.图中:1-操作台,2-上压辊,3-侧压辊,4-底托辊,5-支架,6-液压系统,7-液压缸,8-弧形滚轮架,9-滚轮,10-焊机,11-滚轮轨道。
具体实施方式
19.结合图1至图5所示,对本实用新型提供的一种h型钢组立机液压定位系统的具体实施方式进行说明。
20.一种h型钢组立机液压定位系统,包括操作台1、上压辊2、侧压辊3、底托辊4、支架5和液压系统6,操作台1上进行h型钢的焊接操作,上压辊2、侧压辊3和底托辊4相互配合压紧定位h型钢的板材,液压系统6通过各个液压缸控制压辊的伸缩保证压紧,提高了h型钢的焊接精度。
21.其中操作台1设置在支架的一侧,h型钢的板材从支架的另一侧送至操作台。支架5上方设置有上压辊,用于压紧上方的板材。支架5中部的平面上设置有多组侧压辊3,每组侧压辊包括两个相对布置的侧压辊3,侧压辊3压紧中间的板材并保持其竖直方向。底托辊4设置在侧压辊的下方,保证底部板材和竖直放置的板材紧密连接。上压辊2设置在操作台的上方,操作台1的底部设置有滚轮,从而实现了在焊接操作位置压紧板材,而不是在接近焊接操作的位置压紧板材。由于板材的长度较大,如果不是在操作位置压紧板材则不能保证焊接时其紧密性。上压辊和侧压辊均配置在液压缸的端部,侧压辊均可以绕辊轴转动,保证竖板平稳移动。液压系统6包括液压缸、液压油箱、液压管路、液压泵和控制器,控制器通过液压管路控制液压缸伸缩,各个压辊压紧h型钢的组装板材。操作台设置焊机焊接h型钢的板材,焊机可以是直流电焊机、氩弧焊机、点焊机或埋弧焊机等;操作台的底部还布置有与h型钢尺寸相匹配的滚轮轨道。
22.上压辊2固定在顶部液压缸的下端,上压辊2包括2个滚轮,两个滚轮9通过弧形滚轮架8固定连接,滚轮9在弧形滚轮架8的两端分别绕滚轮的轴部转动。上压辊2的滚轮的轴线沿水平方向布置,从而滚轮9压设在上方水平放置的板材上。上压辊2固定在支架的上桁架上,上桁架沿支架5的导轨上下移动,从而可以方便的控制上压辊的位置,压紧底部需要焊接操作的板材。
23.每组侧压辊3相对交错布置,2个侧压辊3之间间隔大于5cm。侧压辊3的轴线沿竖直方向布置。由于相对布置的侧压辊3之间留设有间隔,所以侧压辊3可以均匀受力保证竖板的运动方向和设置角度。
24.底托辊和侧压辊之间的间距大于等于h型钢的组装板材厚度,从而底部水平放置的板材可以通过该间距缝隙,送至操作台进行焊接操作。
25.液压管路和液压油箱相连,液压管路上设置有液压泵,控制器控制液压管路上的阀门以及液压泵,液压管路连接各个液压油缸,液压管路可以精准的控制侧压辊和上压辊的位置以及其施加的压紧力。液压油缸和测压辊以及上压辊之间的固定方式可以为螺栓连接、插接或卡扣连接等多种固定连接方式。焊机通过转动座固定在操作台上,从而可以方便灵活的控制焊机转动,焊机转动对焊缝进行焊接;转动座上还可以设置万向节联轴器,从而实现焊接的灵活调整。
26.该系统中上压辊、侧压辊、底托辊相互配合定位h型钢的组装板材位置,其中上压辊在焊接的位置压紧板材,从而保证了焊接时的压紧条件;通过液压缸控制调整压辊的位置,从而可以对加工过程进行灵活的控制,并且保证了板材受力均匀;侧压辊相对交错布置从而可以更好的夹持竖板,弧形滚轮架为焊接操作留出了操作空间,并且还保证了上方板材的均匀受力压紧,另外该系统还具有加工效率高、操作方便等优点。
27.当然,上述说明并非是对本实用新型的限制,本实用新型也并不仅限于上述举例,本技术领域的技术人员在本实用新型的实质范围内所做出的变化、改型、添加或替换,也应属于本实用新型的保护范围。
技术特征:
1.一种h型钢组立机液压定位系统,其特征在于,包括操作台、上压辊、侧压辊、底托辊、支架和液压系统,所述操作台设置在支架的一侧,支架上方设置有上压辊,支架中部平面上设置有多组侧压辊,每组侧压辊包括两个相对布置的侧压辊;所述底托辊设置在侧压辊的下方,上压辊设置在操作台的上方,操作台的底部设置有滚轮;所述上压辊和侧压辊均配置在液压缸的端部,液压系统包括液压缸、液压油箱、液压管路、液压泵和控制器,控制器通过液压管路控制液压缸伸缩,各个压辊压紧h型钢的组装板材;所述操作台设置焊机焊接h型钢的板材。2.根据权利要求1所述的一种h型钢组立机液压定位系统,其特征在于,所述上压辊固定在顶部液压缸的下端,上压辊包括2个滚轮,两个滚轮通过弧形滚轮架固定连接;上压辊的滚轮轴线沿水平方向布置。3.根据权利要求2所述的一种h型钢组立机液压定位系统,其特征在于,所述上压辊固定在支架的上桁架上,上桁架沿支架的导轨上下移动。4.根据权利要求1所述的一种h型钢组立机液压定位系统,其特征在于,每组所述侧压辊相对交错布置,2个侧压辊之间间隔大于5cm;所述侧压辊的轴线沿竖直方向布置。5.根据权利要求1所述的一种h型钢组立机液压定位系统,其特征在于,所述底托辊和侧压辊之间的间距大于等于h型钢的组装板材厚度。6.根据权利要求1所述的一种h型钢组立机液压定位系统,其特征在于,所述液压管路和液压油箱相连,液压管路上设置有液压泵,控制器控制液压管路上的阀门以及液压泵,液压管路连接各个液压油缸。7.根据权利要求1所述的一种h型钢组立机液压定位系统,其特征在于,所述焊机通过转动座固定在操作台上。
技术总结
本实用新型提供了一种H型钢组立机液压定位系统,涉及型钢加工设备技术领域。其结构包括操作台、上压辊、侧压辊、底托辊、支架和液压系统,支架上方设置有上压辊,支架中部平面上设置有多组侧压辊,每组侧压辊包括两个相对布置的侧压辊;底托辊设置在侧压辊的下方,上压辊设置在操作台的上方,操作台的底部设置有滚轮;上压辊和侧压辊均配置在液压缸的端部,液压系统包括液压油箱、液压管路、液压泵和控制器,控制器通过液压管路控制液压缸伸缩,各个压辊压紧H型钢的组装板材;操作台设置焊机焊接制作H型钢。该定位系统的上压辊设置位置保证了焊接时的板材紧密接触,液压系统控制方便灵活,提高了加工效率。提高了加工效率。提高了加工效率。
技术研发人员:刘国芬 方永梅 张明欣 刘英宾
受保护的技术使用者:青建钢构有限公司
技术研发日:2021.12.24
技术公布日:2022/5/10
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。