复合结构的成形设备。成形设备包括第一模具和第二模具,第一模具与第二模具之间 形成有复合装载物。第一模具具有间隔开以限定模腔的成对的第一模具部分,在该模 腔中将复合装载物形成为具有盖帽的轮廓化帽区段。成对的第一模具部分能够相对于 彼此滑动地移位。第二模具具有被设计用于至少部分地插入模腔中的锥形部分。
9.成形设备还包括约束组件,该约束组件联接至第一模具并且具有定位在模腔中的 约束装置。约束装置被设计为将复合装载物的盖帽部分约束在约束装置与第二模具之 间,并且约束装置被设计为在形成轮廓化帽区段时针对由第二模具施加的向下压缩力 抵靠盖帽部分施加向上阻力,以在盖帽中提供褶皱预防。约束组件还包括保持元件, 该保持元件被设计为,当在形成高轮廓化复合结构之后第二模具收回时,保持约束装 置。
10.在本公开的另一版本中,提供了一种约束复合装载物并将复合装载物形成为高轮 廓化复合结构的方法。该方法包括将复合装载物定位在成形设备的第一模具与第二模 具之间并与第一模具和第二模具接触的步骤。第一模具具有间隔开以限定模腔的成对 的第一模具部分。第一模具还具有约束组件,该约束组件具有设置在模腔中的约束装 置。
11.该方法还包括将复合装载物压入成形设备的模腔中以形成具有帽盖和侧面的轮 廓化帽区段的步骤。该方法还包括以下步骤:在形成轮廓化帽区段时利用约束装置约 束盖帽,并且针对由第二模具施加的向下压缩力利用约束装置抵靠帽部施加向上阻力, 以使应力转移离开盖帽并在盖帽中提供褶皱预防。
12.该方法还包括获得具有无褶皱的盖帽的高轮廓化复合结构的步骤。该方法还包括 利用约束组件的保持元件保持约束装置以在第二模具收回时防止约束装置向上推动 高轮廓化复合结构的步骤。
13.在本公开的另一版本中,提供了一种形成具有无褶皱的盖帽的飞行器纵梁的方法。 该方法包括将复合层压装载物定位在高轮廓纵梁成形器设备的凹模具与凸模具之间 并与凹模具和凸模具接触的步骤。凹模具具有间隔开以限定模腔的成对的模具块。凹 模具还具有约束组件,该约束组件具有设置在模腔中的约束装置。
14.该方法还包括将复合层压装载物压入高轮廓纵梁成形器设备的模腔中以形成飞 行器纵梁的轮廓化帽区段的步骤。该轮廓化帽区段具有帽盖和侧面。该方法还包括以 下步骤:在形成轮廓化帽区段时利用约束装置约束盖帽,并且针对由第二模具施加的 向下压缩力利用约束装置抵靠帽部施加向上阻力,以使应力转移离开盖帽并在盖帽中 提供褶皱预防。
15.该方法还包括将复合层压装载物的剩余部分成形到飞行器纵梁中的步骤,同时约 束装置继续约束帽盖并且针对向下压缩力抵靠帽盖施加向上阻力。该方法还包括获得 具有无褶皱的盖帽的飞行器纵梁的步骤。
16.该方法还包括使凸模具收回离开飞行器纵梁的步骤。该方法还包括利用约束组件 的保持元件保持约束装置以在凸模具收回时防止约束装置向上推动飞行器纵梁的步 骤。该方法还包括从凹模具移除飞行器纵梁的步骤。该方法还包括释放保持元件的步 骤。
17.已经讨论的特征、功能和优点可以在本公开的各种实施方式中独立实现或者可以 在另一些其它实施方式中组合,可以参考以下描述和附图获悉所述另一些其它实施方 式的另外的细节。
附图说明
18.参考以下详细描述并结合附图可以更好地理解本公开,附图例示了优选且示例性 版本,但不一定按比例绘制。附图是示例,并不意味着对说明书或权利要求的限制。
19.图1a是示出了本公开的成形设备的示例性版本的功能框图的例示图;
20.图1b是示出了可以在图1a的成形设备中使用的约束组件的示例性版本的功能 框图的例示图;
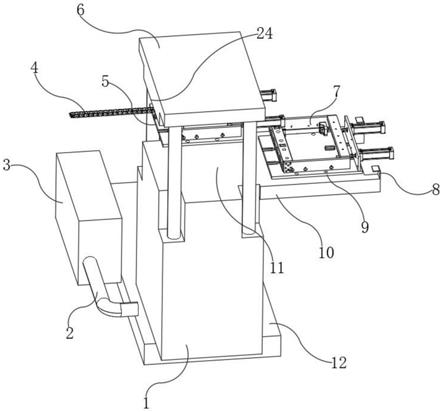
21.图2a是本公开的成形设备的示例性版本的立体正视图的例示图,其示出了第一 模具中的约束组件,并且示出了与成形机部分分离的便携式承载部分;
22.图2b是图2a的成形设备的立体正视图的例示图,其示出了联接至成形机部分 的便携式承载部分,并且示出了处于打开位置准备接纳复合装载物的第一模具和第二 模具;
23.图3是本公开的成形设备的示例性版本的放大右侧立体图的例示图,其示出了处 于打开位置的第一模具和第二模具,其中约束装置定位在第一模具的模腔中;
24.图4是可以由图1a和图2a至图2b的成形设备的示例性版本形成的帽形纵梁的 立体正视图的例示图;
25.图5a是具有采用泡沫和真空组件的形式的约束组件的本公开的成形设备的示例 性版本的正视图的示意图;
26.图5b是图5a的泡沫和真空组件的放大正视图的示意图;
27.图5c是图5b的泡沫和真空组件的放大侧视图的示意图;
28.图6a是具有采用气动组件的一个版本的形式的约束组件的本公开的成形设备的 示例性版本的正视图的示意图;
29.图6b是图6a的气动组件的放大正视图的示意图;
30.图6c是图6b的气动组件的放大侧视图的示意图;
31.图6d是具有采用气动组件的另一版本的形式的约束组件的本公开的成形设备的 示例性版本的正视图的示意图;
32.图6e是具有采用气动组件的又一版本的形式的约束组件的本公开的成形设备的 示例性版本的正视图的示意图;
33.图7a是具有采用弹簧组件的形式的约束组件的本公开的成形设备的示例性版本 的正视图的示意图;
34.图7b是图7a的弹簧组件的放大正视图的示意图;
35.图7c是图7b的弹簧组件的放大侧视图的示意图;
36.图8是具有采用泡沫和真空组件的形式的约束组件的本公开的成形设备的示例 性版本的正视图的示意图,并且示出了在成形过程期间施加的各种力;
37.图9a是本公开的方法的示例性版本的流程图的例示图;
38.图9b是本公开的方法的另一示例性版本的流程图的例示图;
39.图10a是预成形步骤的示意图,其示出了具有约束组件的本公开的成形设备的 示例性版本的正视图,并且示出了处于打开位置的第一模具和第二模具以及定位在第 一模具上的扁平复合装载物;
40.图10b是预成形步骤中的、图10a的成形设备的侧视图的示意图;
41.图11a是成形循环的第一成形步骤的示意图,其示出了成形设备和约束组件的 正
视图,并且示出了处于闭合位置的第一模具和第二模具,并且示出了复合装载物的 盖帽部分的加固;
42.图11b是第一成形步骤中的、图11a的成形设备的侧视图的示意图;
43.图12a是成形循环的第二成形步骤的正视图的示意图,其示出了成形设备和约 束组件的正视图,并且示出了部分地插入模腔中的第二模具;
44.图12b是第二成形步骤中的、图12a的成形设备的侧视图的示意图;
45.图13a是成形循环的第三成形步骤的示意图,其示出了成形设备和约束组件的 正视图,并且示出了完全插入模腔中的第二模具;
46.图13b是第三成形步骤中的、图13a的成形设备的侧视图的示意图;
47.图14a是成形后真空施加步骤的示意图,其示出了成形设备和约束组件的正视 图,并且示出了在施加真空之后收回的第二模具,以及在成形后真空施加步骤中的处 于打开位置的第一模具和第二模具;
48.图14b是成形后真空施加步骤中的、图14a的成形设备的侧视图的示意图;
49.图15a是所形成的纵梁移除步骤的示意图,其示出了成形设备和约束组件的正 视图,并且所形成的纵梁已被移除;
50.图15b是所形成的纵梁移除步骤中的、图15a的成形设备的侧视图的示意图;
51.图16a是真空释放步骤的示意图,其示出了成形设备和约束组件的正视图,以 及真空的释放;
52.图16b是真空释放步骤中的、图16a的成形设备的侧视图的示意图;
53.图17a是第一模具返回步骤的示意图,其示出了成形设备和约束组件的正视图, 并且示出了返回至其原始位置的第一模具;
54.图17b是第一模具返回步骤中的、图17a的成形设备的侧视图的示意图;
55.图18是辅助保持工具的示例性版本的立体正视图的例示图;
56.图19是飞行器的立体图的例示图,该飞行器并入有利用本公开的成形设备和成 形过程的示例性版本制成的高轮廓化复合结构;
57.图20是示例性飞行器制造和服务方法的流程图的例示图;以及
58.图21是飞行器的示例性框图的例示图。
59.本公开中所示的附图表示所呈现版本的各个方面,并且将仅详细讨论差异。
具体实施方式
60.现在将在下文中参考附图更全面地描述所公开的版本或实施方式,附图中示出了 所公开的版本中的一些版本,但不是全部。实际上,可以提供多个不同版本并且不应 被解释为限于本文阐述的版本。相反,提供这些版本是为了使本公开将彻底并完整地 向本领域技术人员传达本公开的范围。
61.本说明书包括对“一个版本”或“版本”的引用。短语实例“在一个版本中”或
ꢀ“
在版本中”不一定指同一版本。特定特征、结构或特性可以以与本公开一致的任何 合适方式组合。
62.如本文所使用的,“包括”是开放式用语,并且如权利要求中所使用的,该用语 不排除附加结构或步骤。
63.如本文所使用的,“被设计为”或“被构造为”表示各种零件或部件可以被描述 或要求保护为“被设计为”或“被构造为”执行一个或多个任务。在这样的上下文中,
ꢀ“
被设计为”或“被构造为”用于通过指示所述零件或部件包括在操作期间执行这些 任务的结构来暗示结构。这样,即使当指定的零件或部件当前未工作(例如,未运行) 时,也可以说所述零件或部件被构造为执行任务。
64.如本文所使用的,用语“第一”、“第二”等用作它们前面的名词的标签,并不暗 示任何类型(例如,空间、时间、逻辑等)的排序。
65.如本文所使用的,以单数形式引用且前面有词语“一”或“一个”的元件或步骤 应被理解为不一定排除多个元件或步骤。
66.现在参考附图,图1a是示出了可以在成形过程12中使用的本公开的成形设备 10的示例性版本的功能框图的例示图,该成形设备用于约束复合装载物14并将复合 装载物14形成为轮廓化复合结构16(诸如高轮廓化复合结构18)。图1a中的框表 示元件,并且连接各个框的线并不暗示元件的任何特定依赖性。此外,本文包含的各 个图中所示的连接线旨在表示各个元件之间的示例功能关系和/或物理联接,但应注 意,本文公开的版本中可以存在其它另选或附加功能关系或物理连接。
67.如图1a所示,成形设备10可以采用高轮廓纵梁成形器(hcsf)设备10a或另 一合适的成形设备的形式。优选地,成形设备10是自动化设备10b(参见图1a), 并且优选地,成形过程12是自动化成形过程12a(参见图1a)。在美国专利 no.8,557,165中公开了可以在成形过程12中使用以形成轮廓化复合结构16(诸如高 轮廓化复合结构18)的成形设备10(诸如高轮廓纵梁成形器(hcsf)设备10a)的 示例,该美国专利的内容通过引用整体并入本文。然而,其它类型的成形设备也可以 用于成形过程12,以形成高轮廓化复合结构18。
68.使用成形设备10和成形过程12被约束并形成为轮廓化复合结构16(诸如高轮 廓化复合结构18)的复合装载物14优选地采用未固化的扁平复合装载物14a(参见 图1a)或基本上扁平的复合装载物的形式。复合装载物14可以通过压力在加热或不 加热复合装载物14的情况下形成为轮廓化复合结构16(诸如高轮廓化复合结构18) 的期望形状。
69.如图1a所示,复合装载物14可以包括复合层压装载物14b、复合纵梁装载物 14c、干式复合装载物14d或另一合适的复合装载物。如图1a进一步所示,复合装 载物14优选地包括诸如预浸材料24的复合材料22的多个片层20,其可以是预浸有 树脂材料26(诸如树脂粘合剂)(例如,碳纤维环氧树脂预浸材料)的针织或机织织 物。复合材料22可以包括碳纤维增强聚合物(cfrp)材料,该材料包括本领域复合 零件制造中已知的塑料或热塑性材料。多个片层20可以包括单向或双向纤维增强材 料,其浸渍有并保持在合适的树脂基质(例如,热固性材料或热塑性塑料,即,预浸 材料)中。干式复合装载物14d可以由已经用树脂材料26预处理的织物形成,或者 可以由具有增粘剂的干式织物片层形成,所述增粘剂在树脂注入之前将织物片层按照 期望形状和/或排列粘在一起。轮廓化复合结构16(诸如高轮廓化复合结构18)通常 形成为期望构造,而复合装载物14的复合材料22处于生坯(green)或未固化状态, 然后在按照期望构造被支承时固化。
70.使用本文公开的成形设备10和成形过程12由复合装载物14形成的轮廓化复合 结构16(诸如高轮廓化复合结构18)优选为细长轮廓化复合结构构件28(参见图1a), 诸如细长轮廓化复合零件28a(参见图1a),其可以用于多种行业和应用,包括但不 限于飞行器
400a(参见图19)和其它航空航天结构和载具的制造。
71.轮廓化复合结构16(诸如高轮廓化复合结构18)沿其长度32(参见图1a)具 有一个或更多个轮廓30(参见图1a、图4),诸如一个或更多个复杂轮廓30a(参见 图1a、图4)。如本文所公开的轮廓化复合结构16(诸如高轮廓化复合结构18)可 以限定各种轮廓30(诸如复杂轮廓30a)和构造,包括曲线、角度、凸缘、复杂轮廓、 高轮廓等。
72.如图1a所示,轮廓化复合结构16(诸如高轮廓化复合结构18)可以包括纵梁 34中的一者或更多者,该纵梁包括帽形纵梁34a、飞行器纵梁34b、帽形飞行器纵梁 34c、机身纵梁34d、龙骨纵梁34e、机翼纵梁34f、稳定器纵梁34g或另一合适的纵 梁,或者可以包括加强筋构件36,该加强筋构件包括帽形加强筋构件36a或另一合 适的加强筋构件,或者可以包括翼梁38,或者可以包括另一合适的高轮廓化复合结 构。
73.下面关于图4讨论的纵梁34(诸如帽形纵梁34a)具有包括帽形状42(参见图4) 的截面剖面40(参见图4)。纵梁34(诸如帽形纵梁34a)优选地具有包括盖帽52(参 见图1a、图4)的轮廓化帽区段43(参见图1a、图4)。在成形过程12中形成的轮 廓化复合结构16(诸如高轮廓化复合结构18)(例如,帽形纵梁34a)的盖帽52优 选地具有在500(五百)英寸至1000(一千)英寸的范围内的轮廓半径98(参见图 1a),并且更优选地,具有在500(五百)英寸至750(七百五十)英寸的范围内的 轮廓半径98。
74.如本文所使用的,“轮廓化复合结构”和“高轮廓化复合结构”是指各种各样的 复杂轮廓化和高轮廓化复合结构和零件,由于所述复杂轮廓化和高轮廓化复合结构和 零件的轮廓的相对陡峭性或陡度(诸如复杂轮廓),所以当使用已知的成形技术或过 程时,可能在形成复合装载物的多个片层之间发生潜在的起皱或聚集。
75.如本文所使用的,“轮廓化”和“高轮廓化”是指复合装载物的长度方向上的恒 定或变化的轮廓(诸如复杂轮廓)或曲率,当使用已知的成形技术或过程时,所述轮 廓或曲率的陡峭性或陡度足以经受形成复合装载物的多个片层之间的潜在的起皱或 聚集。
76.如本文所使用的,“褶皱”和“起皱”是指在成形期间在复合装载物内局部产生 的应力,例如,当复合装载物的一个或更多个部分(诸如轮廓化部分)在制造或成形 过程期间被压缩或受到应力时,由于片层之间的屈曲或多余纤维材料超出平面或变形, 所以在制造或成形过程期间,可能在复合装载物中形成和/或在所形成的轮廓化复合 结构或零件中出现的纤维变形、片层变形或伪影。
77.本文公开的成形设备10和成形过程12被设计为提供褶皱预防44(参见图1a) 或褶皱减少45(参见图1a),也就是说,以防止、消除或基本上减少或最小化在复 合装载物14的盖帽部分50a中进而在轮廓化复合结构16(诸如所形成的高轮廓化复 合结构18)的盖帽52中形成褶皱或纤维变形。因此,使用本文公开的成形设备10 和成形过程12形成的轮廓化复合结构16(诸如高轮廓化复合结构18)的盖帽52优 选地是无褶皱46(参见图1a),或具有减少的起皱48(参见图1a)。
78.如图1a所示,在示例性版本中,成形设备10(诸如高轮廓纵梁成形器(hcsf) 设备10a)包括第一模具54,该第一模具也称为凹模具54a、下模具54b或下托盘54c。 第一模具54(诸如凹模具54a、下模具54b或下托盘54c)包括成对55(参见图2b) 的第一模具部分56(参见图1a、图2b),诸如多对55的第一模具部分56,其间隔 开以限定模腔58(参见图1a、图2b),在该模腔中将复合装载物14的盖帽部分50a 形成为具有盖帽52的轮廓化帽区段43。成对55
的第一模具部分56能够相对于彼此 滑动地移位。对55(参见图2b)可以包括各对55的第一半55a(参见图2b)和各 对55的第二半55b(参见图2b)。第一模具部分56可以采用模具块56a(参见图2b、 图3)的形式,或者可以采用另一合适的形状的形式。
79.如图1a所示,成形设备10(诸如高轮廓纵梁成形器设备10a)还包括联接至第 一模具54的约束组件60。约束组件60具有定位在、或设置在第一模具54的模腔58 内的约束装置62(参见图1a、图1b)。如下面进一步详细讨论的,约束组件60(具 体是约束组件60的约束装置62)被设计为进行约束,并在成形过程12之前和期间 约束复合装载物14的盖帽部分50a,以防止复合装载物14(具体是复合装载物14的 盖帽部分50a)移动,从而使应力转移离开盖帽部分50a和盖帽52并在复合装载物 14的盖帽部分50a和由盖帽部分50a形成的帽部52中提供褶皱预防44(也就是说防 止形成褶皱或纤维变形)。因此,约束组件60的约束装置62提供应力(诸如来自压 缩或压力的应力)在成形过程12期间离开盖帽部分50a和盖帽52的应力转移49(参 见图1a)。约束组件60(具体是约束装置62)针对由第二模具64施加的向下压缩力 90(参见图1a)抵靠复合装载物14(诸如盖帽部分50a或盖帽52)施加向上阻力 92(参见图1a、图1b),如下面进一步详细讨论的。约束装置62的向上阻力92和 第二模具64的向下压缩力90用于挤压或约束复合装载物14的盖帽部分50a或由盖 帽部分50a形成的盖帽52,以使应力转移离开盖帽部分50a或盖帽52,并为盖帽部 分50a或盖帽52提供褶皱预防44(参见图1a)或褶皱减少45(参见图1a)。
80.如图1a所示,成形设备10(诸如高轮廓纵梁成形器设备10a)还包括第二模具 64(也称为凸模具64a或上模具64b)。第二模具64(诸如凸模具64a或上模具64b) 具有成对65(参见图2b、图3)的第二模具部分66(参见图1a、图2b、图3),诸 如多对65的第二模具部分66,其能够相对于彼此独立地移位。如图1a所示,第二 模具64具有锥形部分68,该锥形部分诸如采用冲头68a的形式,被设计用于在成形 过程12期间至少部分地插入模腔58中。复合装载物14形成在第一模具54与第二模 具64之间,并且约束组件60的约束装置62被设计为进行约束,并在成形过程12 之前和期间将复合装载物14的盖帽部分50a约束在约束装置62与第二模具64之间。
81.如图1a所示,成形设备10(诸如高轮廓纵梁成形器设备10a)还包括控制系统 70,该控制系统用于在工作时对成形设备10的操作72进行控制,控制包括使第一模 具54和第二模具64的移动与约束组件60的移动协调和进行控制。如图1a所示, 控制系统70包括控制器74。控制器74可以包括一个或更多个计算机76(参见图1a) (诸如便携式计算机(pc)或可编程逻辑控制器(plc)),所述一个或更多个计算机 对多个轮廓控制致动器78(参见图2a)和多个形状成形致动器80(参见图2a)的 操作72进行控制。在一个版本中,控制器74使用控制程序82(参见图1a),该控 制程序可以包括确定成形应该如何进行以及多个形状成形致动器80的顺序操作的软 件程序或算法。操作者输入控制集84(参见图1a)允许操作者利用操作者限定值输 入或改变控制程序82、将形成的轮廓化复合结构16(诸如高轮廓化复合结构18)的 轮廓数据85(参见图1a)或其它合适的数据集。控制器74还可以从测力传感器86 (参见图1a)接收信号,该测力传感器可以用于对由多个轮廓控制致动器78和多个 形状成形致动器80施加至复合装载物14的压力88(参见图1a)进行监测。
82.现在参考图1b,图1b是示出了可以在图1a的成形设备10和成形过程12中使 用的约束组件60的示例性版本的功能框图的例示图。图1b中的框表示元件,并且 连接各个框的
线并不暗示元件的任何特定依赖性。此外,本文包含的各个图中所示的 连接线旨在表示各个元件之间的示例功能关系和/或物理联接,但应注意,本文公开 的版本中可以存在其它另选或附加功能关系或物理连接。
83.在成形过程12之前以及在成形过程12期间,约束组件60(参见图1a至图1b) (具体是约束装置62(参见图1a至图1b))将复合装载物14(参见图1a)的部分 50(参见图1a)(诸如复合装载物14的盖帽部分50a(参见图1a))约束在约束装 置62与第二模具64(参见图1a)(诸如第二模具64的锥形部分68(参见图1a)) 之间。
84.当第二模具64抵靠部分50(诸如盖帽部分50a)施加向下压缩力90(参见图1a) 以向下推动部分50(诸如盖帽部分50a)从而向下压缩约束装置62并横向向外移动 并分开一对或更多对55(参见图2b、图3)第一模具部分56(参见图1a、图2b、 图3)时,约束组件60(具体是约束装置62)被设计为进行施加,并且在由复合装 载物14形成轮廓化帽区段43时,针对向下压缩力90抵靠盖帽部分50a的第一表面 51a(参见图5a)施加向上阻力92(参见图1a至图1b),以在部分50(诸如盖帽部 分50a)中并在盖帽52中提供褶皱预防44(也就是说,防止形成褶皱或纤维变形)。
85.如图1b、图5b、图6b、图6d、图6e和图7a所示,约束装置62具有第一端 94a、第二端94b以及设置在第一端94a与第二端94b之间的主体95。约束装置62 的第一端94a被设计为进行直接或间接地接合或接触,并直接或间接地与复合装载物 14(诸如扁平复合装载物14a,例如,复合层压装载物14b)的盖帽部分50a的第一 表面51a接合或接触,以在成形过程12的将复合装载物14形成为高轮廓化复合结构 18期间以及在成形过程12之前,针对由第二模具64施加的向下压缩力90抵靠盖帽 部分50a的第一表面51a施加向上阻力92,并且抵靠第二模具64的锥形部分68挤 压盖帽部分50a。另外,在利用成形过程12将复合装载物14形成为高轮廓化复合结 构18期间,约束装置62最初在模腔58中处于展开位置112(参见图1b、图5a、图 6a、图6d、图6e、图7a),以抵靠第二模具64约束盖帽部分50a,并且当第二模 具64的锥形部分68完全插入模腔58中时,约束装置62处于压缩位置116(参见图 1b、图13b),并且一对或更多对55第一模具部分56从约束装置62横向向外定位。
86.在一个版本中,约束装置62可以包括一次性约束装置62a(参见图1b),该一次 性约束装置被设计为针对成形过程12或成形循环使用单次或一次,然后从成形设备 10的第一模具54移除。在另一版本中,约束装置62包括多次使用的约束装置62b (参见图1b),该多次使用的约束装置被设计为针对两个或更多个或多个成形过程 12或成形循环使用两次或更多次或多次。
87.如图1b所示,约束组件60还包括保持元件96。保持元件96被设计为进行保持 并将约束装置62保持在压缩位置116(参见图1b),例如,在利用成形过程12形成 轮廓化复合结构16(诸如高轮廓化复合结构18)之后,例如,在第二模具64收回离 开轮廓化复合结构16(诸如高轮廓化复合结构18)并离开第一模具54之后。这是为 了防止轮廓化复合结构16(诸如高轮廓化复合结构18)被约束装置62以不希望的方 式向上推动。因此,当成形过程12之后第二模具64或凸模具64a收回离开第一模具 54或凹模具54a时,保持元件96将约束装置62保持在压缩位置116,使得轮廓化复 合结构16(诸如高轮廓化复合结构18)停留在第一模具54或凹模具54a上的适当位 置,并且在从第一模具54或凹模具54a移除轮廓化复合结构16(诸如高轮廓化复合 结构18)之前不会以不希望的方式向上移动。
88.在由复合装载物14形成轮廓化复合结构16(诸如高轮廓化复合结构18)的成形 过程12之前,约束装置62优选地处于展开位置112(参见图1b),诸如完全展开位 置。在由复合装载物14形成轮廓化复合结构16(诸如高轮廓化复合结构18)的成形 过程12期间,约束装置62可以被压缩至一个或更多个中间压缩位置114(参见图1b)。 在完成轮廓化复合结构16(诸如高轮廓化复合结构18)的成形过程12时,约束装置 62优选地降低或向下压缩至压缩位置116(参见图1b),诸如完全压缩位置。
89.如图1b所示并且如下面关于图5a至图5c讨论的,在一个版本中,约束组件 60包括泡沫和真空组件100,并且约束装置62包括可压缩泡沫元件102。可压缩泡 沫元件102具有第一端103a(参见图5b)、第二端103b(参见图5b)以及设置在第 一端103a与第二端103b之间的主体104(参见图5b)。
90.如图1b和图5a至图5b所示,泡沫和真空组件100包括可压缩泡沫元件102、 包围可压缩泡沫元件102的真空袋105、经由真空管线108联接至真空袋105的真空 源106以及一个或更多个控制阀110。泡沫和真空组件100可以包括下面讨论的并且 本领域中已知的各种其它部件或零件。
91.可压缩泡沫元件102被真空袋105覆盖或包围。真空袋105可以由塑料材料制成, 该塑料材料包括诸如由聚乙烯、尼龙或另一合适的塑料膜材料制成的塑料膜,或包括 诸如由硅橡胶、聚氨酯或另一合适的塑料片材材料制成的塑料片材。可以使用一个或 更多个密封件来在真空袋105周围和真空管线108或真空软管进入真空袋105的位置 周围进行密封。所述一个或更多个密封件可以由密封材料制成,诸如胶带或粘合剂, 例如,胶粘剂或另一合适的密封材料。如果需要,则真空袋105可以与隔离膜、剥离 片层、透气布或其它合适的材料一起使用,以将真空袋105和可压缩泡沫元件102 分开。
92.真空袋105具有端口开口107(参见图5b),该端口开口被构造为接纳真空管线 108或真空软管。真空管线108或真空软管具有第一端109a(参见图5b)和第二端 109b(参见图5b)。真空管线108或真空软管的第一端109a在可压缩泡沫元件102 的第二端103b处或附近联接至真空袋105的端口开口107。然而,真空管线108也 可以在可压缩泡沫元件102的另一区域处或附近联接至真空袋105。真空管线108的 第二端109b联接至真空源106(参见图5b)。真空管线108(诸如真空软管)也可以 与本领域已知的配件或其它部件或零件一起使用。
93.真空袋105经由真空管线108(诸如真空软管)连接至真空源106。真空源106 (参见图1b、图5a至图5c)可以采用真空泵106a(参见图5a至图5c)或另一合 适的真空源的形式。真空源106(诸如真空泵106a)从真空袋105封套抽出或拉出空 气。由于真空源106(诸如真空泵106a)从真空袋105封套内部排出空气,所以真空 袋105封套内部的气压降低。真空泵106a可以包括机械真空泵,诸如活塞泵、旋转 叶片泵、涡轮泵或另一合适的机械真空泵。真空泵106a的最小泵要求可以是由所使 用的可压缩泡沫元件102的尺寸和形状以及包围可压缩泡沫元件102的真空袋105 的尺寸和形状确定的。
94.可以使用一个或更多个控制阀110(参见图1b、图5a至图5c)。在一个示例中, 使用一个控制阀110(参见图5b),并且控制阀110被并入真空管线108中,以允许 操作者打开和关闭真空源106并控制从真空袋105移除的空气的速率。在另一示例中, 使用两个控制阀,并且一个控制阀110被并入真空管线108中,以打开和关闭真空源 106并控制从真空袋105
移除空气的速率,并且另一控制阀110可以被并入真空管线 108中或真空袋105处,以控制真空袋105中的真空压力118。泡沫和真空组件100 还可以包括真空计或另一合适的部件,以监测真空压力118的水平。
95.在成形过程12之前,可压缩泡沫元件102处于展开位置112a(参见图1b)。在 轮廓化复合结构16(诸如高轮廓化复合结构18)的成形过程12期间,可压缩泡沫元 件102被第二模具64(具体是第二模具64的锥形部分68)向下压缩至一个或更多个 中间压缩位置114a(参见图1b)。可压缩泡沫元件102针对由第二模具64施加的向 下压缩力90(参见图1a)抵靠复合装载物14的盖帽部分50a施加向上阻力92(参 见图1b)。可压缩泡沫元件102在成形过程12之前和期间将复合装载物14的盖帽部 分50a约束在适当位置。在完成轮廓化复合结构16(诸如高轮廓化复合结构18)的 成形过程12时,可压缩泡沫元件102优选地向下压缩至压缩位置116a(参见图1b), 诸如完全压缩位置。
96.当在完成成形过程12之后第二模具64收回或移动离开第一模具54时,真空压 力118(参见图1b)优选地由真空源106(诸如真空泵106a)施加,并且例如从真空 袋105与可压缩泡沫元件102之间的间隙266(参见图5b至图5c)拉出或抽出空气, 这导致真空袋105在可压缩泡沫元件102周围压缩并将可压缩泡沫元件102压紧并保 持在压缩位置116a,诸如完全压缩位置。
97.因此,针对泡沫和真空组件100,保持元件96(参见图1b)包括处于真空压力 118下的真空袋105,以在成形过程12或成形循环之后并且在第二模具64收回之后 将可压缩泡沫元件102保持或压紧在压缩位置116a,使得可压缩泡沫元件102不会 展开回至展开位置112a(参见图1b),以不期望地将轮廓化复合结构16(诸如高轮 廓化复合结构18)向上推离第一模具54的模腔58。如果将已经形成的轮廓化复合结 构16(诸如高轮廓化复合结构18)向上推离第一模具54的模腔58持续短时间(例 如,5分钟至10分钟),则将已经形成的轮廓化复合结构16(诸如高轮廓化复合结构 18)向上推离第一模具54的模腔58可能潜在地导致所形成的轮廓化结构从轮廓化构 造或弯曲构造变平。真空压力118优选地被施加至真空袋105和可压缩泡沫元件102, 使得用作保持元件96的真空袋105将可压缩泡沫元件102保持并压紧在压缩位置 116a,直到从第一模具54移除轮廓化复合结构16(诸如高轮廓化复合结构18)为止。 一旦从第一模具54移除轮廓化复合结构16(诸如高轮廓化复合结构18),就可以通 过闭合或关闭通向真空源106的一个或更多个控制阀110来关闭或释放真空压力118, 并且允许可压缩泡沫元件102展开回至展开位置112a。
98.如图1b所示,在一个版本中,可压缩泡沫元件102包括一次性可压缩泡沫元件 102a,该一次性可压缩泡沫元件被设计为针对成形过程12或成形循环使用单次或一 次,然后从成形设备10的第一模具54移除。在另一版本中,如图1b所示,可压缩 泡沫元件102包括多次使用的可压缩泡沫元件102b,该多次使用的可压缩泡沫元件 被设计为针对两个或更多个或多个成形过程12或成形循环使用两次或更多次或多次。 可压缩泡沫元件102可以可移除地附接至第一模具54中的模腔58,使得可压缩泡沫 元件102可以容易地移除和清洁或修理,或者移除并替换为未使用的或新的可压缩泡 沫元件102。
99.如图1b进一步所示,可压缩泡沫元件102包括可压缩材料120,诸如可压缩泡 沫材料122。如图1b所示,可压缩泡沫材料122可以包括开孔泡沫124(其包括聚 氨酯泡沫124a、乳胶橡胶泡沫124b或另一合适的开孔泡沫)。优选地,开孔泡沫124 采用高密度泡沫126a
(参见图1b)的形式,该高密度泡沫的密度128a(参见图1b) 在3lb/ft3(每立方英尺三磅)至13lb/ft3(每立方英尺十三磅)的范围内。
100.如图1b所示,可压缩泡沫材料122还可以包括闭孔泡沫130(其包括聚乙烯泡 沫130a(例如,展开聚乙烯泡沫)、聚苯乙烯泡沫130b(例如,展开聚苯乙烯泡沫)、 聚丙烯泡沫130c(例如,展开聚丙烯泡沫)、氯丁橡胶泡沫橡胶130d或另一合适的 闭孔泡沫)。优选地,闭孔泡沫130采用高密度泡沫126b(参见图1b)的形式,该 高密度泡沫的密度128b(参见图1b)在2lb/ft3(每立方英尺两磅)至10lb/ft3(每 立方英尺十磅)的范围内。
101.针对可压缩泡沫元件102的可压缩泡沫材料122选择的密度128a、128b取决于 所使用的复合装载物14的类型以及将利用成形设备10和成形过程12形成的轮廓化 复合结构16(诸如高轮廓化复合结构18)或零件的类型。
102.如图1b所示并且如下面关于图6a至图6c所讨论的,在另一版本中,约束组件 60包括气动组件132,并且约束装置62包括具有盖帽按压器136的气缸杆134。气 动组件132包括具有第一端138a(参见图6b)、第二端138b(参见图6b)和设置在 第一端138a与第二端138b之间的杆体140(参见图6b)的气缸杆134。气缸杆134 可以采用能够在上下方向142(参见图6b)上移动的活塞杆134a(参见图1b)的形 式,并且被设计为进行来回移动并从展开位置112b(参见图1b)来回移动至一个或 更多个中间压缩位置114b(参见图1b)、压缩位置116b(参见图1b)。活塞杆134a 可以附接至活塞头135(参见图1b、图6b)。气缸杆134可以由金属材料构成,诸如 钢、铝或另一合适的金属材料。气缸杆134的第一端138a联接至盖帽按压器136。 盖帽按压器136优选地包括具有接合表面144(参见图6b)的半刚性盖帽按压器136a (参见图1b、图6b),该接合表面被构造为进行接合并与部分50(诸如复合装载物 14(参见图6a)的盖帽部分50a(参见图6a)的第一表面51a(参见图6a))以及 由盖帽部分50a形成的盖帽52(参见图1a)接合。盖帽按压器136(诸如半刚性盖 帽按压器136a)优选地采用由铝制成或由另一合适的金属材料或另一合适的半刚性 材料制成的棒的形式。采用铝棒形式的盖帽按压器136(诸如半刚性盖帽按压器136a) 可以具有0.125英寸的示例性厚度或另一合适的厚度。
103.优选地,具有盖帽按压器136的气缸杆134包括多次使用的约束装置62b(参见 图1b),该多次使用的约束装置可以针对多个成形过程12或成形循环使用多次。具 有盖帽按压器136的气缸杆134可以可移除地附接至第一模具54中的模腔58,使得 具有盖帽按压器136的气缸杆134可以被移除和清洁或修理,或者移除并替换为未使 用的或新的气缸杆134和/或盖帽按压器136。
104.气动组件132还包括联接至气缸杆134的气缸146(参见图1b、图6b)。气缸 146包括第一端148a(参见图6c)、第二端148b(参见图6c)和设置在第一端148a 与第二端148b之间的气缸管150(参见图6c)。气缸146的第一端148a具有开口152 (参见图6b),该开口被构造为进行接纳,并且当气缸杆134从展开位置112b(参 见图1b)向下压缩或移动至一个或更多个中间压缩位置114b(参见图1b)和压缩位 置116b(参见图1b)(诸如完全压缩位置)时,接纳气缸杆134的第二端138b和杆 体140。气缸146(诸如气动气缸)是利用压缩空气160(参见图1b)工作的线性致 动器。
105.气动组件132还包括一个或更多个空气供应管线154(参见图1b、图6b)。各个 空气供应管线154具有联接至气缸146的第一端156a(参见图6b),并且具有第二端 156b(参见图
6b)。气缸146的第二端148b具有端口157(参见图6b),诸如第一端 口157a(参见图6b),该端口被构造为进行接纳,并接纳空气供应管线154(参见图 1b、图6b),诸如第一空气供应管线154a(参见图6b)。在另一版本中,气缸146 (参见图6d)可以具有第二端口157b(参见图6d),该第二端口被构造为进行接纳, 并接纳另一空气供应管线154(参见图6d),诸如第二空气供应管线154b(参见图 6d)。气动组件132还包括联接至空气供应管线154中的各个空气供应管线的第二端 156b的空气供应源158(参见图1b、图6b)。空气供应源158优选地包括压缩空气 160(参见图1b),例如,该压缩空气储存在罐或泵中、供应至气缸146并作为气动 气压162(参见图1b)施加至气缸146并抵靠气缸杆134施加。气动组件132还可 以包括联接至一个或更多个空气供应管线154的一个或更多个压力控制阀164(参见 图6b),以打开和关闭来自空气供应源158的气动气压162并控制所施加的气动气压 162的速率。气动组件132还可以包括垫圈、密封件或气动缸领域中已知的其它部件 或零件。
106.在一个版本中,气缸146(参见图1b、图6b)包括具有一个空气供应管线154 (参见图1b、图6b)(诸如第一空气供应管线154a(参见图6b))的单作用弹簧复 位气缸146a(参见图1b、图6b),所述一个空气供应管线连接在空气供应源158与 单作用弹簧复位气缸146a的第一端口157a之间。单作用弹簧复位气缸146a在气缸 146内部的第一端148a(参见图6b)与活塞头135之间包括位于气缸146的气缸管 150内部并围绕气缸杆134的杆体140装配的弹簧166(参见图6b),诸如装配弹簧。
107.当单作用弹簧复位气缸146a被来自空气供应源158的压缩空气160加压并且气 动气压162(参见图1b)施加至单作用弹簧复位气缸146a时,具有盖帽按压器136 的气缸杆134a(诸如活塞杆134a)可以从压缩位置116b(参见图1b)或底部或向下 位置垂直向上延伸或移动至展开位置112b(参见图1b)或延伸或向上位置,从而反 作用于第二模具64或凸模具64a或上模具64b的向下压缩力90。在复合装载物14 形成为高轮廓化复合结构18期间,约束装置62(诸如具有盖帽按压器136(参见图 6a)的气缸杆134(参见图6a))在或部分在模腔58中最初处于展开位置112(参 见图6a)(诸如展开位置112b(参见图6a)),以抵靠第二模具64(参见图6a)约 束盖帽部分50a(参见图6a)。一旦来自空气供应源158的压缩空气160停止或关闭, 气缸杆134(诸如活塞杆134a)就因弹簧力170(参见图1b)收回。单作用弹簧复位 气缸146a利用压缩空气160工作,以在一个方向上致动气缸杆134或活塞杆134a, 并且弹簧力170使气缸杆134或活塞杆134a返回至压缩位置116b或底部或向下位置。 气缸146的气缸管150具有一个端口157(第一端口157a),其用于供应和排出压缩 空气160。气缸杆134或活塞杆134a优选地通过弹簧166(参见图1b、图6b)返回 至压缩位置116b或底部或向下位置。然而,在其它版本中,气缸杆134或活塞杆134a 可以通过外部手段(诸如重力、重量、机械移动或外部弹簧)返回至压缩位置116b 或底部或向下位置。
108.当完成成形过程12或成形循环时,通过压力控制阀164关闭气动气压162,并 且单作用弹簧复位气缸146a的气缸杆134(诸如活塞杆134a)垂直向下移动至压缩 位置116b,并停留在压缩位置116b或底部或向下位置。就在开始成形过程12或下 一成形循环之前,通过压力控制阀164打开气动气压162,并且具有盖帽按压器136 的气缸杆134(诸如活塞杆134a)从压缩位置116b或底部或向下位置垂直向上移动 至展开位置112b或向上位置。通过单作用弹簧复位气缸146a,约束组件60的保持 元件96(参见图1b)(该保持元件用于在完成成形过程12之后向下保持或维持气缸 杆134(诸如活塞杆134a))包括弹簧复位168和弹簧
力170,由于气动气压缺失162a (参见图1b),通过压力控制阀164关闭气动气压162,并且没有气动气压162施加 至气缸杆134(诸如活塞杆134a)。因此,利用包括弹簧复位168和弹簧力170的该 保持元件96,由于气动气压缺失162a,例如在完成了成形过程12或成形循环之后第 二模具64或凸模具64a或上模具64b收回时,气缸杆134(诸如活塞杆134a)停留 在压缩位置116b或底部或向下位置。此外,当第二模具64或上模具64b向上收回时, 保持元件96移除由约束装置62施加的向上阻力92(参见图1b)。
109.在另一版本中,气缸146(参见图1b、图6d)包括双作用气缸146b(参见图 1b、图6d),该双作用气缸具有两个空气供应管线154(参见图1b、图6d),诸如 连接在空气供应源158与双作用气缸146b之间的第一空气供应管线154a(参见图6d) 和第二空气供应管线154b(参见图6d)。两个空气供应管线154中的每一者具有联 接至空气供应管线154的压力控制阀164。例如,第一空气供应管线154a通过第一 压力控制阀164a(参见图6b)连接至双作用气缸146b,该第一压力控制阀致动第一 空气供应管线154a以打开和关闭来自空气供应源158的气动气压162,并且第二空 气供应管线154b通过第二压力控制阀164b(参见图6b)连接至双作用气缸146b, 该第二压力控制阀致动第二空气供应管线154b以打开和关闭来自空气供应源158的 气动气压162。第一空气供应管线154a经由第一端口157a(参见图6d)联接至位于 双作用气缸146b的气缸管150内的下孔172(参见图6d)。第二空气供应管线154b 经由第二端口157b(参见图6d)联接至位于双作用气缸146b的气缸管150内的上 孔174(参见图6d)。
110.利用双作用气缸146b,供应了压缩空气160,并且气动气压162经由第一空气供 应管线154a施加至双作用气缸146b的下孔172,从而将气缸杆134或活塞杆134a 从压缩位置116b或向下或底部位置垂直向上驱动至展开位置112b或延伸或向上位置。 在复合装载物14形成为高轮廓化复合结构18期间,约束装置62(参见图6d)(诸 如具有盖帽按压器136(参见图6d)的气缸杆134(参见图6d))在或部分在模腔 58(参见图6d)中处于展开位置112(参见图6d)(诸如展开位置112b(参见图6d)), 以抵靠第二模具64(参见图6d)约束盖帽部分50a(参见图6d),并且反作用于第 二模具64或凸模具64a或上模具64b的向下压缩力90。当完成成形过程12或成形 循环时,通过利用第一压力控制阀164a关闭第一空气供应管线154a中的气动气压 162来从下孔172移除气动气压162,并且通过利用第二压力控制阀164b打开第二空 气供应管线154b中的气动气压162来将气动气压162施加至上孔174(诸如气动气 压施加162b(参见图1b))。施加至上孔174的气动气压162向下推动气缸杆134并 且在双作用气缸146b的气缸管150内将气缸杆134向下保持或压在压缩位置116b或 底部或向下位置。
111.针对双作用气缸146b,约束组件60的保持元件96(参见图1b)包括针对双作 用气缸146b的上孔174的气动气压施加162b(参见图1b),该保持元件用于在完成 成形过程12之后向下保持或维持具有盖帽按压器136的气缸杆134(诸如活塞杆 134a),其中,将气动气压施加162b施加至上孔174,以将具有盖帽按压器136的气 缸杆134(诸如活塞杆134a)向下推动并保持或压在压缩位置116b或底部或向下位 置。因此,通过包括针对上孔174并施加至气缸杆134以向下推动气缸杆134的气动 气压施加162b的该保持元件96,例如,在完成了成形过程12之后第二模具64或凸 模具64a或上模具64b收回时,具有盖帽按压器136的气缸杆134(诸如活塞杆134a) 可以停留在压缩位置116b或底部或向下位置。
112.双作用气缸146b是在延伸方向和收回方向上都产生推力或输出力的气缸。双作 用气缸146b的气缸管150在各个端具有第一端口157a(参见图6d)和第二端口157b (参见图6d),也就是说,第一端口157a位于第二端148b(参见图6d),并且第二 端口157b位于第一端148a(参见图6d)。通过交替接收在高压下施加的压缩空气160 的端口157(第一端口157a或第二端口157b)而使气缸杆134(诸如活塞杆134a) 垂直地上下移动。气动气压162交替地施加至气缸杆134的相反端(诸如第一端138a 和第二端138b)。压缩空气160的气动气压施加162b产生正向(推)冲程的推力和 负向(拉)冲程的推力。
113.在又一版本中,气缸146(参见图1b、图6e)包括杆锁气缸146c(参见图1b、 图6e)。杆锁气缸146c包括位于气缸146的气缸管150内或气缸146的第一端148a 的外部的致动杆锁定装置176(参见图1b、图6e)。致动杆锁定装置176被构造为联 接至气缸杆134,以将气缸杆134锁定或保持在压缩位置116b。
114.致动杆锁定装置176包括致动器178(参见图1b、图6e),该致动器被构造为进 行致动并致动杆锁180(参见图1b、图6e)联接至、锁定或牢固地按压抵靠气缸杆 134的一个或更多个部分,以将气缸杆134锁定或保持在压缩位置116b。致动器178 是利用致动力机构182(参见图1b)致动的,诸如弹簧、压缩气压或另一合适的致 动力机构。杆锁180可以包括夹具、弹簧销、杠杆或其它合适的锁定元件,其由致动 器178释放,以将气缸杆134锁定或保持在压缩位置116b。在一个版本中,致动杆 锁定装置176可以采用与气缸杆134(诸如活塞杆134a)横向定位的筒组件的形式, 并且致动杆锁定装置176优选地提供气缸杆134(诸如活塞杆134a)的自动锁定和解 锁。当期望将气缸杆134(诸如活塞杆134a)解锁以使其能够移动至展开位置112b 时,致动杆锁定装置176被解锁,以释放杆锁180不再保持气缸杆134(诸如活塞杆 134a)。
115.通过杆锁气缸146c,在复合装载物14形成为高轮廓化复合结构18期间,约束 装置62(参见图6e)(诸如具有盖帽按压器136(参见图6e)的气缸杆134a)在或 部分在模腔58(参见图6e)中处于展开位置112(参见图6e)(诸如展开位置112b (参见图6e)),以抵靠第二模具64(参见图6e)约束盖帽部分50a(参见图6e), 并反作用于第二模具64或凸模具64a或上模具64b的向下压缩力90。通过杆锁气缸 146c,约束组件60的保持元件96(参见图1b)包括致动杆锁定装置176,该保持元 件用于在完成成形过程12之后将具有盖帽按压器136的气缸杆134(诸如活塞杆134a) 保持或维持在压缩位置116b(参见图1b)或向下位置。因此,通过包括致动杆锁定 装置176的该保持元件96,例如,在成形过程12完成之后使第二模具64或凸模具 64a或上模具64b收回离开第一模具54时,具有盖帽按压器136的气缸杆134(诸如 活塞杆134a)停留在压缩位置116b或向下位置。
116.如图1b所示并且如下面关于图7a至图7c讨论的,在另一版本中,约束组件 60包括弹簧组件184,并且约束装置62包括弹簧加载板186。弹簧组件184包括联 接至致动锁定装置188(参见图1b、图7b)的弹簧加载板186。弹簧加载板186包 括围绕杆192(参见图1b、图7b)(诸如稳定杆192a(参见图1b、图7b))联接的 弹簧元件190(参见图1b、图7b)(诸如装配弹簧),并且杆192(诸如稳定杆192) 附接至盖帽按压器194(参见图1b、图7b)。
117.杆192(参见图7b至图7c)(诸如稳定杆192(参见图7b至图7c))具有第一 端196a(参见图7c)、第二端196b(参见图7c)和设置在第一端196a与第二端196b 之间的杆体198(参见图7c)。杆192(诸如稳定杆192)通过第一模具54的柔性模 具托盘228(参见图7b)中的
开口200(参见图7b)并且通过致动锁定装置188中 的开口202(参见图7b)压缩和垂直地上下移动。杆192(诸如稳定杆192)可以由 金属材料构成,诸如铝、钢或另一合适的金属材料。杆192(诸如稳定杆192)的第 一端196a联接至盖帽按压器194,其在该版本中也可以称为板。盖帽按压器194优 选地包括具有接合表面204(参见图7a至图7c)的半刚性盖帽按压器194a(参见图 7b),该接合表面被构造为进行接合并与复合装载物14的盖帽部分50a(参见图7a) 的第一表面51a(参见图7a))以及由盖帽部分50a形成的盖帽52接合。盖帽按压器 194(诸如半刚性盖帽按压器194a)优选地采用由铝制成或由另一合适的金属材料或 另一合适的半刚性材料制成的棒的形式。采用铝棒的形式的盖帽按压器194(诸如半 刚性盖帽按压器194a)可以具有0.125英寸的示例性厚度或另一合适的厚度。弹簧元 件190(诸如装配弹簧)优选地由金属材料制成,诸如钢,包括弹簧钢、不锈钢或另 一合适的金属材料。弹簧元件190具有联接至盖帽按压器194的第一端206a(参见 图7b)、联接至致动锁定装置188的第二端206b(参见图7b)和形成在第一端206a 与第二端206b之间的线圈体208(参见图7b)。
118.杆192(诸如稳定杆192)插入穿过弹簧元件190的线圈体208的内部通孔210 (参见图7b),并且弹簧元件190的线圈体208围绕杆192(诸如稳定杆192a)的杆 体198(参见图7b)的一部分装配。弹簧元件190向上推动具有盖帽按压器194的 杆192(诸如稳定杆192a),以针对由第二模具64施加的向下压缩力90(参见图1a) 抵靠复合装载物14的盖帽部分50a施加向上阻力92(参见图1b)。弹簧加载板186 在成形过程12之前和期间将复合装载物14的盖帽部分50a约束在适当位置,并且对 所形成的轮廓化复合结构16(诸如高轮廓化复合结构18)的盖帽52进行约束。约束 装置62(诸如弹簧加载板186)在成形过程12或成形循环期间抵靠盖帽部分50a和 盖帽52提供机械力。
119.致动锁定装置188(参见图7b)优选地横向于杆192(诸如稳定杆192a)定位, 并且位于第一模具54下方并位于模腔58下方、在杆192(诸如稳定杆192a)的外部 并围绕杆192、靠近第二端196b(参见图7b)。致动锁定装置188被构造为联接至杆 192(诸如稳定杆192a),以将杆192(诸如稳定杆192a)锁定或保持在压缩位置116c (参见图1b)。
120.致动锁定装置188包括致动器212(参见图1b、图7b),该致动器被构造为进行 致动,并致动杆锁214(参见图1b、图7b),以联接、锁定或牢固地压靠杆192(诸 如稳定杆192a)的杆体198的一个或更多个部分,以将杆192(诸如稳定杆192a) 锁定或保持在压缩位置116c。致动器212是利用致动力机构216(参见图1b)致动 的,诸如弹簧、压缩气压或另一合适的致动力机构。杆锁214可以包括由致动器212 释放的夹具、弹簧销、杠杆或其它合适的锁定元件,以将杆192(诸如稳定杆192a) 锁定或保持在压缩位置116c。在一个版本中,致动锁定装置188可以采用与杆192 (诸如稳定杆192a)横向定位的筒组件的形式,并且致动锁定装置188优选地提供 杆192(诸如稳定杆192a)的自动锁定和解锁。当期望将杆192(诸如稳定杆192a) 解锁以使其能够移动至展开位置112c(参见图1b)时,致动锁定装置188被解锁, 以释放杆锁214不再保持杆192(诸如稳定杆192a)。
121.通过该弹簧组件184版本,在复合装载物14形成为高轮廓化复合结构18期间, 约束装置62(参见图7a)(诸如弹簧加载板186(参见图7a))在模腔58(参见图 7a)中处于展开位置112(参见图7a)(诸如展开位置112c(参见图7a)),以抵靠 第二模具64(参见图7a)约束盖帽部分50a(参见图7a),并反作用于第二模具64 或凸模具64a或上模具64b的向下压缩力
90。通过该弹簧组件184版本,约束组件 60的保持元件96(参见图1b)包括致动锁定装置188,该保持元件用于在完成成形 过程12之后将具有盖帽按压器194的杆192(诸如稳定杆192a)保持或维持在压缩 位置116c(参见图1b)或向下位置。因此,通过包括致动锁定装置188的该保持元 件96,例如,在完成成形过程12之后使第二模具64或凸模具64a或上模具64b收 回离开第一模具54时,具有盖帽按压器194的杆192(诸如稳定杆192a)停留在压 缩位置116c或向下位置。
122.现在参考图2a至图2b,图2a是本公开的成形设备10(诸如采用高轮廓纵梁成 形器设备10a的形式)的示例性版本的立体正视图的例示图,其示出了第一模具54 中的约束组件60(诸如采用泡沫和真空组件100的形式),并且示出了与成形机部分220分离的便携式承载部分218。图2b是图2a的成形设备10(诸如采用高轮廓纵 梁成形器设备10a的形式)的立体正视图的例示图,其示出了联接至成形机部分220 的便携式承载部分218,并且示出了处于打开位置222(也参见图10a)准备接纳复 合装载物14(诸如扁平复合装载物14a)的第一模具54和第二模具64。在成形过程 12期间,当第一模具54和第二模具64彼此接触时,它们处于闭合位置224(参见图 11a)。优选地,成形设备10(诸如采用高轮廓纵梁成形器设备10a的形式)是自动 成形设备10b(参见图2a至图2b)。如图2b所示,复合装载物14具有中心轴225。
123.如图2a至图2b所示,约束组件60(诸如采用泡沫和真空组件100的形式)定 位在第一模具54中,并且约束装置62(诸如采用可压缩泡沫元件102的形式)在第 一模具部分56(诸如模具块56a(参见图2b))的成对55(参见图2b)的第一半55a (参见图2b)与第二半55b(参见图2b)之间定位在第一模具54的模腔58中。如 图2a进一步所示,约束装置62(诸如采用可压缩泡沫元件102的形式)沿第一模具 54的长度226设置在模腔58中。约束装置62(诸如采用可压缩泡沫元件102的形式) 被真空袋105(参见图2a至图2b)覆盖或包围。如图2a至图2b所示,泡沫和真 空组件100还包括经由真空管线108联接至真空袋105的真空源106,并且示出了真 空管线108上的控制阀110。
124.如图2a至图2b所示,第一模具54支承在安装在便携式承载部分218上的柔性 模具托盘228上,该便携式承载部分借助于可释放的联接部232(参见图2a)可释 放地联接至多个第一砧座230(参见图2a)。第一模具54包括第一模具部分56(参 见图2a至图2b),其能够单独地相对于彼此移位并且形成可变的模具轮廓234(参 见图2a)。第一模具部分56安装在柔性模具托盘228上,该柔性模具托盘由任何合 适的柔性材料形成,诸如薄铝或者合成材料或塑料材料。第一模具部分56(诸如采 用模具块56a(参见图2b)的形式)优选地沿第一模具54的长度226(参见图2a) 并沿着柔性模具托盘228的长度以并排关系对准,并且可以通过连接器241(参见图 4)互连。第一模具部分56(诸如采用模具块56a的形式)可以包括任何合适的相对 刚性的材料,诸如金属,包括钢或不锈钢、陶瓷或另一合适的相对刚性的材料。第一 模具部分56(诸如采用模具块56a的形式)通常具有矩形截面剖面。然而,第一模 具部分56(诸如采用模具块56a的形式)可以具有其它合适的截面剖面形状。
125.多个轮廓控制致动器78(参见图2a至图2b)对多个第一砧座230(参见图2a) 的位移进行控制,并对第一模具54的第一模具部分56沿其长度226(参见图2a) 的独立位移进行控制。多个形状成形致动器80(参见图2a至图2b)对多个第二砧 座236(参见图2a)的位移进行控制,并独立地控制第二模具64的第二模具部分66 (参见图2a至图2b)(诸如成对65(参
见图2b)的第二模具部分66)的位移。多 个轮廓控制致动器78和多个形状成形致动器80由控制系统70(参见图1a、图2a 至图2b)的控制器74(参见图1a、图2a至图2b)控制,如上面所讨论的,其使 用操作者输入控制84(参见图1a)、控制程序82(参见图1a)(诸如算法或软件程 序)和将形成的轮廓化复合结构16(诸如高轮廓化复合结构18)的轮廓数据85(参 见图1a)来对多个轮廓控制致动器78和多个形状成形致动器80的操作进行控制。 通过控制器74的操作,第一模具部分56可以单独发生位移,以共同形成与将形成的 轮廓化复合结构16(诸如高轮廓化复合结构18)相对应的可变的模具轮廓234(图 1a、图2a)。另外,通过控制器74的操作,第二模具部分66单独地顺序地发生位 移,以抵靠第一模具54以如下方式形成复合装载物14(参见图2b)(诸如扁平复合 装载物14a(参见图2b)):当第二模具64抵靠第一模具54闭合时,在整个成形过程 12中,抵靠复合装载物14(诸如扁平复合装载物14a)施加向下压缩力90(参见图 1a、图8)。约束装置62针对向下压缩力90施加向上阻力92(参见图1a、图8), 以防止或消除所形成的轮廓化复合结构16(诸如高轮廓化复合结构18)的帽盖52 中的褶皱。图2a示出了在分离位置238从成形机部分220分离的便携式承载部分218。 图2b示出了在联接位置239联接至成形机部分220的便携式承载部分218。如图2a 至图2b进一步所示,成形设备10(诸如高轮廓纵梁成形器设备10a)可以采用正交 的x、y、z坐标系240,其中x轴对应于复合装载物14的纵向方向,并且所形成的 轮廓沿y轴延伸。
126.如图2a所示,第一模具54的柔性模具托盘228支承在多个间隔开的推杆242 上,所述多个间隔开的推杆各自安装用于横梁244上的垂直位移。在完成成形过程 12之后,便携式承载部分218可以用于将支承所形成的轮廓化复合结构16(诸如高 轮廓化复合结构18)的第一模具54传送至辅助保持工具246(参见图1a、图18)(例 如,固化工具),或放置在基板248(参见图1a)(例如,未固化的外皮)上。轮廓 化复合结构16(诸如高轮廓化复合结构18)也可以用另一合适的设备传送或转移至 另一合适的装置或结构,以进行附加的处理或组装。
127.如图2a至图2b所示,第二模具64包括安装在柔性背板250上的锥形部分68 或冲头68a。锥形部分68或冲头68a优选地安装在柔性背板250的底部252(参见图 2a、图5a)上,并且从柔性背板250的底部252向下突出。锥形部分68或冲头68a 优选地沿柔性背板250的长度254(参见图2a)延伸。锥形部分68或冲头68a可以 由任何合适的刚性材料形成,诸如金属,包括钢和不锈钢或另一合适的金属、陶瓷、 复合材料或另一合适的刚性材料。柔性背板250可以包括,例如但不限于,相对薄的 铝或其它类似金属或柔性合成材料。柔性背板250安装在多个第二砧座236(参见图 2a)上,以通过第二模具部分66沿x轴滑动移动,其可以采用一系列滑板255(参 见图2a)的形式。图2a还示出了能够通过轮廓控制致动器78沿y轴发生位移的第 一垂直支承件256a,并示出了能够通过形状成形致动器80沿y轴发生位移的第二垂 直支承件256b。图2a还示出了通过第一支架258a固定至第一滑臂257a的多个第一 砧座230,并且示出了通过第二支架258b固定至第二滑臂257b的多个第二砧座236。
128.现在参考图3,图3是在将复合装载物14(参见图2b)(诸如扁平复合装载物 14a(参见图2b))定位在第一模具54上并定位在第一模具54与第二模具64之间之 前的本公开的成形设备10(诸如高轮廓纵梁成形器设备10a)的示例性版本的放大右 侧立体图的例示图,其示出了处于打开位置222的第一模具54和第二模具64,其中, 约束组件60包括泡沫和真空组件100,并且约束装置62包括定位在第一模具54的 模腔58中的可压缩泡沫元件102。优选
地,成形设备10(诸如采用高轮廓纵梁成形 器设备10a的形式)是自动成形设备10b(参见图3)。
129.图3示出了位于柔性模具托盘228上的第一模具54或下模具54b,其具有成对 55的第一模具部分56(诸如采用模具块56a的形式)。柔性模具托盘228联接至多个 第一砧座230。如图3所示,包括可压缩泡沫元件102的约束装置62定位在第一模 具部分56(诸如模具块56a)的成对55的第一半55a与第二半55b之间的模腔58中。 包括可压缩泡沫元件102的约束装置62沿第一模具54的长度226(参见图2a)设 置在模腔58中。包括可压缩泡沫元件102的约束装置62被真空袋105覆盖或包围。 泡沫和真空组件100的真空袋105经由真空管线108(参见图2a至图2b)联接或连 接至真空源106(参见图2a至图2b)。
130.图3还示出了第二模具64或上模具64b,其中成对65的第二模具部分66定位 在第一模具54或下模具54b上方。第二模具64包括从柔性背板250的底部252突出 的锥形部分68或冲头68a。图3还示出了安装在多个第二砧座236上的柔性背板250。
131.现在参考图4,图4是可以由图1a、图2a至图2b和图3的成形设备10(诸如 高轮廓纵梁成形器设备10a)的示例性版本形成的轮廓化复合结构16(诸如高轮廓化 复合结构18)(例如,帽形纵梁34a)的立体正视图的例示图。帽形纵梁34a可以例 如但不限于用于飞行器行业中,以加强或支承各种结构,诸如机身402(参见图19), 机翼406(参见图19)、垂直稳定器412(参见图19)、水平稳定器414(参见图19) 或其它飞行器结构。图3示出了具有帽形42的截面剖面40的帽形纵梁34a。帽形纵 梁34a还可以具有另一合适的截面剖面,诸如方形、圆形盖帽或另一几何形状或有角 度的形状。
132.如图4所示,轮廓化帽区段43包括盖帽50和侧面260(也称为腹板),并且可 以另外包括凸缘262,诸如向外延伸的凸缘。如图4所示并且利用本文公开的成形设 备10(诸如高轮廓纵梁成形器设备10a)以及成形过程12形成的帽形纵梁34a的盖 帽50是无褶皱46,也就是说,没有褶皱或纤维变形。如图4所示,帽形纵梁34a沿 其纵轴264或长度具有轮廓30(诸如复杂轮廓30a)或平面外轮廓或曲率。图4还示 出了正交的x、y、z坐标系240。帽形纵梁34a的盖帽52优选地具有在500(五百) 英寸至1000(一千)英寸的范围内的轮廓半径98(参见图1a),更优选地,具有在 500(五百)英寸至750(七百五十)英寸的范围内的轮廓半径98。
133.现在参考图5a至图5c,图5a是具有采用泡沫和真空组件100的形式的约束组 件60的本公开的成形设备10的示例性版本的正视图的示意图,其中,约束装置62 包括可压缩泡沫元件102。图5b是包括图5a的泡沫和真空组件100的约束组件60 的放大正视图的示意图。图5c是包括图5b的泡沫和真空组件100的约束组件60的 放大侧视图的示意图。
134.如图5a至图5c所示并且如上面所讨论的,泡沫和真空组件100包括可压缩泡 沫元件102,包括围绕可压缩泡沫元件102的真空袋105,包括经由真空管线108或 真空软管联接至真空袋105的真空源106,并且包括联接至真空管线108的控制阀110。 如图5b所示,真空管线108的第一端109a联接至真空袋105,并且真空管线108的 第二端109b联接至真空源106。
135.如图5a所示,约束装置62(诸如可压缩泡沫元件102)在第一模具54的模腔 58内处于展开位置112(诸如展开位置112a)并且被真空袋105包围。可压缩泡沫 元件102定位在第一模具部分56(参见图5a)(诸如模具块56a(参见图5a))之间。 第一模具部分56安装在柔性模具托盘228(参见图5a)上。可压缩泡沫元件102的 第一端103a(参见图5a)经由真空袋105
抵靠复合装载物14(诸如扁平复合装载物 14a)的盖帽部分50a的第一表面51a被约束,并且可压缩泡沫元件102的第二端103b (参见图5b)经由真空袋105定位在模腔58的底板59附近。图5b示出了可压缩泡 沫元件102的主体104。如图5a进一步示出的,第二模具64的锥形部分68(诸如 冲头68a)联接至柔性背板250的底部252,并定位在复合装载物14的盖帽部分50a 的第二表面51b上方。第一模具54和第二模具64处于打开位置222(参见图5a)。
136.图5b至图5c示出了包括可压缩泡沫材料122的可压缩泡沫元件102。如图5b 至图5c进一步示出的,真空袋105包围可压缩泡沫元件102,并且当真空袋105中 不存在施加至可压缩泡沫元件102的真空压力118(参见图1b)时,在可压缩泡沫 元件102的外部268与真空袋105的内部270之间示出了间隙266。图5b还示出了 包括可压缩泡沫元件102的约束装置62的第一端94a、第二端94b和主体95。
137.现在参考图6a至图6e,图6a是具有采用气动组件132的一个版本的形式的约 束组件60的本公开的成形设备10的示例性版本的正视图的示意图,该气动组件的一 个版本具有包括单作用弹簧复位气缸146a的气缸146,其中,约束装置62包括具有 盖帽按压器136的气缸杆134。图6b是包括图6a的气动组件132的约束组件60的 放大正视图的示意图。图6c是包括图6b的气动组件132的约束组件60的放大侧视 图的示意图。图6d是具有采用气动组件132的另一版本的形式的约束组件60的本 公开的成形设备10的示例性版本的正视图的示意图,该气动组件的另一版本具有包 括双作用气缸146b的气缸146,其中,约束装置62包括具有盖帽按压器136的气缸 杆134。图6e是具有采用气动组件132的又一版本的形式的约束组件60的本公开的 成形设备10的示例性版本的正视图的示意图,该气动组件的又一版本具有包括杆锁 气缸146c的气缸146,其中,约束装置62包括具有盖帽按压器136的气缸杆134。
138.如图6a至图6e所示并且如上面所讨论的,采用气动组件132的形式的约束组 件60包括约束装置62(该约束装置包括具有盖帽按压器136的气缸杆134),包括联 接至气缸杆134的气缸146,并且包括经由一个或更多个空气供应管线154以及一个 或更多个端口157联接至气缸146的空气供应源158。
139.如图6a、图6d和图6e所示,约束装置62(诸如具有盖帽按压器136的气缸杆134)在或部分在第一模具54的模腔58内处于展开位置112(诸如展开位置112b)。 具有盖帽按压器136的气缸杆134定位在第一模具部分56(参见图6a、图6d、图 6e)(诸如模具块56a(参见图6a、图6d、图6e))之间。第一模具部分56安装在 柔性模具托盘228(参见图6a、图6d、图6e)上。盖帽按压器136(参见图6a至 图6e)的接合表面144(也参见图6a至图6e)与复合装载物14(参见图6a、图 6d、图6e)(诸如扁平复合装载物14a(参见图6a、图6d、图6e))的盖帽部分50a (参见图6a、图6d、图6e)的第一表面51a(参见图6a、图6d、图6e)接合或 抵靠该第一表面被约束。如图6a、图6d、图6e进一步示出的,第二模具64的锥形 部分68(诸如冲头68a)联接至柔性背板250的底部252,并定位在复合装载物14 的盖帽部分50a的第二表面51b上方。第一模具54和第二模具64处于打开位置222 (参见图6a、图6d、图6e)。图6b示出了包括具有盖帽按压器136的气缸杆134 的约束装置62的第一端94a、第二端94b和主体95。
140.图6b至图6c示出了能够在上下方向142(参见图6b)上移动的气缸杆134(诸 如活塞杆134a)。如图6b所示,气缸杆134具有联接至盖帽按压器136(诸如半刚性 盖帽按压器136a)的第一端138a,具有联接至气缸146内的活塞头135的第二端138b, 并且具有杆主体
140。如图6c所示,气缸146包括第一端148a、第二端148b以及设 置在第一端148a与第二端148b之间的气缸管150。气缸146的第一端148a具有开 口152(参见图6b至图6c),该开口被构造为进行接纳,并当气缸杆134从展开位 置112b(参见图1b、图6a)向下压缩或移动至一个或更多个中间压缩位置114b(参 见图1b)以及压缩位置116b(参见图1b)(诸如完全压缩位置)时,接纳气缸杆134 的第二端138b和杆体140。
141.如图6a至图6e所示,气动组件132还包括空气供应管线154,诸如第一空气供 应管线154a(参见图6b)。如图6b所示,空气供应管线154具有经由端口157(诸 如第一端口157a)联接至气缸146的第一端156a,并且具有联接至包括压缩空气160 的空气供应源158的第二端156b。如图1b和图6b所示,气动组件132还包括联接 至空气供应管线154的压力控制阀164,以打开和关闭来自空气供应源158的气动气 压162(参见图1b)。
142.在一个版本中,如图6a至图6c所示,气缸146包括具有一个空气供应管线154 (诸如第一空气供应管线154a)的单作用弹簧复位气缸146a,所述一个空气供应管 线连接在空气供应源158与单作用弹簧复位气缸146a的第一端口157a之间。如图 6b所示,单作用弹簧复位气缸146a在气缸146内部的第一端148a(参见图6c)与 活塞头135之间包括位于气缸146的气缸管150内部并围绕气缸杆134的杆体140 装配的弹簧166(诸如装配弹簧)。上面详细讨论了单作用弹簧复位气缸146a如何工 作的描述。通过单作用弹簧复位气缸146a,约束组件60的保持元件96(参见图1b) (该保持元件用于在完成成形过程12或成形循环12b(参见图13a)之后向下保持 或维持具有盖帽按压器136的气缸杆134(诸如活塞杆134a))包括弹簧复位168(参 见图1b)和弹簧力170(参见图1b),这是由于气动气压缺失162a(参见图1b)导 致的,其中,通过压力控制阀164关闭气动气压162,并且没有气动气压162施加至 具有盖帽按压器136的气缸杆134(诸如活塞杆134a)。
143.在另一版本中,如图6d所示,气缸146包括双作用气缸146b,该双作用气缸具 有两个空气供应管线154,诸如连接在空气供应源158与双作用气缸146b之间的第 一空气供应管线154a和第二空气供应管线154b。如图6d所示,第一空气供应管线 154a通过第一压力控制阀164a连接至双作用气缸146b,并且第二空气供应管线154b 通过第二压力控制阀164b连接至双作用气缸146b。如图6d所示,第一空气供应管 线154a经由第一端口157a联接至位于双作用气缸146b的气缸管150内的下孔172。 如图6d进一步所示,第二空气供应管线154b经由第二端口157b联接至位于双作用 气缸146b的气缸管150内的上孔174。上面详细讨论了双作用气缸146b如何工作的 描述。通过双作用气缸146b,约束组件60的保持元件96(该保持元件用于在完成成 形过程12之后向下保持或维持具有盖帽按压器136的气缸杆134(诸如活塞杆134a)) 包括针对双作用气缸146b的上孔174的气动气压施加162b(参见图1b),其中,将 气动气压施加162b施加至上孔174,以将具有盖帽按压器136的气缸杆134(诸如活 塞杆134a)向下推动并保持或压在压缩位置116b或底部或向下位置。图6d还示出 了包括具有盖帽按压器136的气缸杆134的约束装置62的第一端94a、第二端94b 和主体95。
144.在另一版本中,如图6e所示,气缸146包括杆锁气缸146c。如图6e所示,杆 锁气缸146c包括位于气缸146的第一端148a的外部的致动杆锁定装置176。致动杆 锁定装置176被构造为联接至气缸杆134,以将气缸杆134锁定或保持在压缩位置 116b(参见图1b)。如图6e所示,致动杆锁定装置176包括致动器178,该致动器 被构造为进行致动并致动杆锁180,该杆锁180包括夹具,以联接至、锁定或牢固地 按压抵靠气缸杆134的一个或更多个部分,以
将气缸杆134锁定或保持在压缩位置 116b。致动器178是利用致动力机构182(参见图6e)致动的,诸如弹簧。通过气缸 146的该版本,约束组件60的保持元件96(参见图1b)(该保持元件用于在完成成 形过程12之后将具有盖帽按压器136的气缸杆134(诸如活塞杆134a)保持或维持 在压缩位置116b或向下位置)包括致动杆锁定装置176。图6e还示出了包括具有盖 帽按压器136的气缸杆134的约束装置62的第一端94a、第二端94b和主体95。
145.现在参考图7a至图7c,图7a是具有采用弹簧组件184的形式的约束组件60 的本公开的成形设备10的示例性版本的正视图的示意图,其中,约束装置62包括弹 簧加载板186。图7b是包括图7a的弹簧组件184的约束组件的放大正视图的示意 图。图7c是包括图7b的弹簧组件184的约束组件的放大侧视图的示意图。
146.如图7a至图7c所示并且如上面所讨论的,弹簧组件184包括约束装置62,该 约束装置包括弹簧加载板186,并且弹簧加载板186联接至致动锁定装置188。如图 7b所示,弹簧加载板186包括围绕杆192(诸如稳定杆192a)联接的弹簧元件190 (诸如装配弹簧),并且杆192(诸如稳定杆192a)附接至盖帽按压器194。
147.如图7a所示,约束装置62(诸如弹簧加载板186)在或基本在第一模具54的 模腔58内处于展开位置112(诸如展开位置112c)。图7a示出了包括弹簧加载板186 的约束装置62的第一端94a、第二端94b和主体95。弹簧加载板186定位在第一模 具部分56(参见图7a)(诸如模具块56a(参见图7a))之间。第一模具部分56安 装在柔性模具托盘228(参见图7a至图7c)上。盖帽按压器194(参见图7a至图 7c)的接合表面204(也参见图7a至图7c)与复合装载物14(参见图7a)(诸如 扁平复合装载物14a(参见图7a))的盖帽部分50a(参见图7a)的第一表面51a(参 见图7a)接合并抵靠该第一表面被约束。如图7a进一步所示,第二模具64的锥形 部分68(诸如冲头68a)联接至柔性背板250的底部252,并定位在复合装载物14 的盖帽部分50a的第二表面51b上方。第一模具54和第二模具64处于打开位置222 (参见图7a)。
148.如图7b所示,杆192(诸如稳定杆192)具有第一端196a、第二端196b和杆体 198,其中,杆192(诸如稳定杆192)的第一端196a联接至盖帽按压器194(诸如 半刚性盖帽按压器194a)。如图7b进一步所示,杆192(诸如稳定杆192)插入穿过 柔性模具托盘228中的开口200,并且穿过致动锁定装置188中的开口202。弹簧元 件190(参见图7b至图7c)具有联接至盖帽按压器194(参见图7b至图7c)的第 一端206a(参见图7c)、联接至致动锁定装置188(参见图7b至图7c)的第二端 206b(参见图7c)以及具有内部通孔210(参见图7c)的线圈体208(参见图7c), 杆192(诸如稳定杆192a)的杆体198(参见图7b至图7c)插入穿过该内部通孔。
149.如图7b所示,致动锁定装置188横向于杆192(诸如稳定杆192a)定位,并且 位于柔性模具托盘228下方。致动锁定装置188被构造为联接至杆192(诸如稳定杆 192a),以将杆192(诸如稳定杆192a)锁定或保持在压缩位置116c(参见图1b)。 致动锁定装置188包括致动器212(参见图7b至图7c),该致动器被构造为进行致 动,并致动杆锁214(参见图7b至图7c),以联接、锁定或牢固地压靠杆192(诸如 稳定杆192a)的一个或更多个部分,以将杆192(诸如稳定杆192a)锁定或保持在 压缩位置116c(参见图1b)。致动器212是利用致动力机构216(参见图7b至图7c) 致动的,诸如弹簧、压缩气压或另一合适的致动力机构。如图7b至图7c所示,杆 锁214采用夹具214a的形式。然而,杆锁214可以包括由致动器212释放的弹簧销、 杠杆或其它合适的锁定元件,以将杆192(诸如稳定杆192a)锁定或保持在压缩位置 116c。
150.现在参考图8,图8是示出了在成形过程12期间施加在本公开的成形设备10(诸 如高轮廓纵梁成形器设备10a)的示例性版本中的各种力的力图272的示意图。图8 示出了成形设备10(诸如高轮廓纵梁成形器设备10a)的正视图,其中,复合装载物 14(诸如复合层压装载物14b)形成为用于高轮廓化复合结构18(诸如帽形纵梁34a) 的轮廓化帽区段43(该轮廓化帽区段具有盖帽52、第一侧260a和第二侧260b)以 及第一凸缘262a和第二凸缘262b。图8示出了复合装载物14(诸如复合层压装载物 14b),其定位并约束在第二模具64的锥形部分68(诸如冲头68a)与约束装置62和 第一模具54的第一模具部分56(诸如模具块56a)之间。
151.如图8所示,采用泡沫和真空组件100的形式的约束组件60的约束装置62采用 可压缩泡沫元件102的形式。采用可压缩泡沫元件102的形式的约束装置62被示出 为由真空袋105包围并在模腔58内压缩在中间压缩位置114a处。约束装置62和真 空袋105联接至泡沫和真空组件100的其它部件,诸如真空源106、真空管线108和 控制阀110,如上面关于图5a至图5c所示和所描述的。如图8所示,可压缩泡沫元 件102的第一端103a抵靠在形成盖帽52的盖帽部分50a的第一表面51a被压缩。
152.图8示出了第二模具64,诸如锥形部分68,例如,冲头68a,其抵靠盖帽部分 50a的第二表面51b或抵靠由盖帽部分50a形成的盖帽52并且抵靠约束装置62(诸 如可压缩泡沫元件102)施加向下压缩力90。由第二模具64(诸如锥形部分68,例 如,冲头68a)抵靠盖帽部分50a或抵靠由复合装载物14的盖帽部分50a形成的盖帽 52施加的向下压缩力90优选地在20(二十)psi(磅每平方英寸)至380(三百八十) psi的范围内。然而,取决于复合装载物14和轮廓化复合结构16(诸如期望形成的 高轮廓化复合结构18),也可以使用另一合适的向下压缩力psi。
153.图8还示出了第二模具64,诸如锥形部分68,例如,冲头68a,其在锥形部分 68向下插入或被迫进入模腔58时抵靠轮廓化帽区段43的第一侧260a并抵靠第一模 具54的左模具块56b或左下托盘施加第一向下侧压缩力90a,以在第一横向方向274 上横向向外移动左模具块56b。图8还示出了第二模具64,诸如锥形部分68,例如, 冲头68a,其在锥形部分68向下插入或被迫进入模腔58时抵靠轮廓化帽区段43的 第二侧260b并抵靠第一模具54的右模具块56c或右下托盘施加第二向下侧压缩力 90b,以在第二横向方向276上横向向外移动右模具块56c。
154.如图8进一步所示,左模具块56b或左下托盘抵靠由复合装载物14形成的高轮 廓化复合结构18(诸如帽形纵梁34a)的第一凸缘262a施加第一向上压缩力278。 由左模具块56b或左下托盘抵靠第一凸缘262a施加的第一向上压缩力278优选地在 5(五)psi(磅每平方英寸)至90(九十)psi的范围内。然而,也可以使用另一合 适的向上压缩力psi。
155.如图8进一步所示,右模具块56c或右下托盘抵靠由复合装载物14形成的高轮 廓化复合结构18(诸如帽形纵梁34a)的第二凸缘262b施加第二向上压缩力280。 由右模具块56c或右下托盘抵靠第二凸缘262b施加的第二向上压缩力280优选地在 5(五)psi(磅每平方英寸)至90(九十)psi的范围内。然而,也可以使用另一合 适的向上压缩力psi。
156.如图8进一步所示,约束组件60(诸如泡沫和真空组件100)的约束装置62(诸 如可压缩泡沫元件102)针对第二模具64(诸如锥形部分68,例如,冲头68a)的向 下压缩力90抵靠盖帽部分50a或抵靠由盖帽部分50a形成的盖帽52施加向上阻力 92。由约束组件60具体
是由约束装置62抵靠盖帽部分50a或抵靠由盖帽部分50a形 成的盖帽52施加的向上阻力92优选地在10(十)psi(磅每平方英寸)至200(两 百)psi的范围内。然而,取决于复合装载物14和期望形成的轮廓化复合结构16(诸 如高轮廓化复合结构18),也可以使用另一合适的向上阻力psi。约束装置62的向上 阻力92和第二模具64(诸如锥形部分68,例如,冲头68a)的向下压缩力90用于 挤压或约束盖帽部分50a或由复合装载物14的盖帽部分50a形成的盖帽52,以使应 力转移离开盖帽部分50a或盖帽52,并向盖帽部分50a或盖帽52提供褶皱预防44 (参见图1a)或褶皱减少45(参见图1a)。
157.现在参考图9a,图9a是本公开的方法350的示例性版本的流程图的例示图。 在本公开的另一版本中,提供了用于约束复合装载物14并将复合装载物14形成为轮 廓化复合结构16(诸如高轮廓化复合结构18)的方法350。
158.图9a中的框表示操作和/或其部分或元件,并且连接各种框的线不暗示操作或其 部分或元件的任何特定顺序或依赖性。图9a和本文阐述的方法350的步骤的公开不 应被解释为必然确定执行步骤的顺序。相反,虽然指示了一种例示性的顺序,但是应 理解,可以在适当的时候修改步骤的顺序。因此,某些操作可以以不同的顺序或同时 执行。
159.如图9a所示,方法350包括如上面详细讨论的将复合装载物14定位352在成 形设备10(诸如高轮廓纵梁成形器设备10a)的第一模具54与第二模具64之间并与 第一模具54和第二模具64接触的步骤。如上面进一步讨论的,在一个版本中,成形 设备10包括第一模具54,该第一模具具有间隔开以限定模腔58的成对55的第一模 具部分56。第一模具54还具有约束组件60,如上面所讨论的,该约束组件具有约束 装置62,该约束装置设置在模腔58中,并且当复合装载物14定位在第一模具54上 并位于第一模具54与第二模具64之间时经由真空袋105与复合装载物14接触,并 且具体地经由真空袋105与复合装载物14的盖帽部分50a(复合装载物14的盖帽部 分50a的第一表面51a)接触。
160.定位352(参见图9a)复合装载物14的步骤还可以包括:将复合装载物14定 位在第一模具54与第二模具64之间并与第一模具54和第二模具64接触,其中,第 一模具54具有约束组件60,在一个版本中,该约束组件包括泡沫和真空组件100, 约束装置62包括可压缩泡沫元件102。
161.如图1b所示并且如上面所讨论的,泡沫和真空组件100包括可压缩泡沫元件102、 包围可压缩泡沫元件102的真空袋105、经由真空管线108联接至真空袋105的真空 源106和控制阀110。当第二模具64收回离开第一模具54时,真空袋105被设计为 将可压缩泡沫元件102向下保持并压在压缩位置116a,使得可压缩泡沫元件102不 会展开回至展开位置112a并以不希望的方式向上移动高轮廓化复合结构18。真空压 力118施加至可压缩泡沫元件102,并且真空袋105将可压缩泡沫元件102保持并压 在压缩位置116a,直到从第一模具54移除高轮廓化复合结构18为止。一旦从第一 模具54移除高轮廓化复合结构18,就可以关闭或释放真空压力118,并且允许可压 缩泡沫元件102展开回至展开位置112a。
162.可压缩泡沫元件102可以包括一次性可压缩泡沫元件102a,该一次性可压缩泡 沫元件针对单个成形过程12使用单次或一次,然后从成形设备10的第一模具54移 除。另选地,可压缩泡沫元件102可以包括多次使用的可压缩泡沫元件102b,该多 次使用的可压缩泡沫元件被设计用于成形设备10中的两次或更多次或多次使用并且 可以用于多个成形过程12。可压缩泡沫元件102可以可移除地附接至第一模具54中 的模腔58,使得可压缩泡沫
元件102可以容易地移除和清洁或修理,或者移除并替 换为未使用的或新的可压缩泡沫元件102。
163.可压缩泡沫元件102包括可压缩泡沫材料122。如图1b所示并且如上面所讨论 的,可压缩泡沫材料122可以包括开孔泡沫124(其包括聚氨酯泡沫124a、乳胶橡胶 泡沫124b或另一合适的开孔泡沫)。优选地,开孔泡沫124采用高密度泡沫126a(参 见图1b)的形式,该高密度泡沫的密度128a(参见图1b)在3lb/ft3(每立方英尺三 磅)至13lb/ft3(每立方英尺十三磅)的范围内。
164.如图1b所示,可压缩泡沫材料122还可以包括闭孔泡沫130(其包括聚乙烯泡 沫130a(例如,展开聚乙烯泡沫)、聚苯乙烯泡沫130b(例如,展开聚苯乙烯泡沫)、 聚丙烯泡沫130c(例如,展开聚丙烯泡沫)、氯丁橡胶泡沫橡胶130d或另一合适的 闭孔泡沫)。优选地,闭孔泡沫130采用高密度泡沫126b(参见图1b)的形式,该 高密度泡沫的密度128b(参见图1b)在2lb/ft3(每立方英尺两磅)至10lb/ft3(每 立方英尺十磅)的范围内。
165.针对可压缩泡沫元件102的可压缩泡沫材料122选择的密度128a、128b取决于 所使用的复合装载物14的类型以及将利用成形设备10和成形过程12形成的轮廓化 复合结构16(诸如高轮廓化复合结构18)或零件的类型。
166.定位352(参见图9a)复合装载物14的步骤还可以包括:将复合装载物14定 位在第一模具54与第二模具64之间并与第一模具54和第二模具64接触,其中,第 一模具54具有约束组件60,在另一版本中,该约束组件包括气动组件132以及包括 具有盖帽按压器136的气缸杆134的约束装置62。如图1b所示,气动组件132包括 具有盖帽按压器136的气缸杆134、联接至气缸杆134的气缸146以及经由一个或更 多个空气供应管线154以及一个或更多个端口157联接至气缸146的空气供应源158。
167.定位352(参见图10a)复合装载物14的步骤还可以包括:将复合装载物14定 位在第一模具54与第二模具64之间并与第一模具54和第二模具64接触,其中,第 一模具54具有约束组件60,在另一版本中,该约束组件包括弹簧组件184以及包括 弹簧加载板186的约束装置62。如图1b所示,弹簧组件184包括弹簧加载板186, 该弹簧加载板包括弹簧元件190(参见图7b)、稳定杆192(参见图7b)和盖帽按压 器194(参见图7b)。
168.如图1a所示,成形设备10还包括控制系统70,该控制系统用于在工作时对成 形设备10的操作72进行控制,控制包括使第一模具54的移动和第二模具64的移动 与约束组件60的移动协调。上面关于图1a详细讨论了控制系统70。
169.如图9a所示,方法350还包括将复合装载物14压入354或迫使复合装载物14 进入成形设备10的模腔58以形成具有盖帽52和侧面256的轮廓化帽区段43的步骤。
170.如图9a所示,方法350还包括以下步骤:在形成轮廓化帽区段43时,利用约 束装置62约束356盖帽52,并针对由第二模具64施加的向下压缩力90利用约束装 置62抵靠盖帽52施加向上阻力92,以提供应力转移49(参见图1a),并使应力转 移离开盖帽52,并提供褶皱预防44(参见图1a),以防止在盖帽52中形成褶皱或纤 维变形。向下压缩力90向下推动盖帽52、向下压缩约束装置62并且横向向外移动 成对55的第一模具部分56(例如,左模具块56b(参见图8)和右模具块56c(参见 图8))中的一者或更多者。在形成轮廓化帽区段43之后,可以通过成形过程12形 成复合装载物14的其它剩余部分50b(参见图1a)。约束组件60并且具体是约束装 置62在成形过程12期间将复合装载物14的盖帽部分50a和盖帽52保持在约束
位置, 以提供褶皱预防44(参见图1a),以防止在复合装载物14的盖帽部分50a中形成褶 皱或纤维变形,进而提供褶皱预防44,以防止在轮廓化复合结构16(诸如高轮廓化 复合结构18)的盖帽52中形成褶皱或纤维变形,以提供无褶皱46的盖帽52。
171.如图9a所示,方法350还包括获得358具有针对褶皱或纤维变形而言是无褶皱 46的盖帽52的高轮廓化复合结构18的步骤。获得358具有针对褶皱或纤维变形而 言是无褶皱46的盖帽52的高轮廓化复合结构18的步骤还包括:获得如下高轮廓化 复合结构18,如图1a所示,该高轮廓化复合结构包括纵梁34中的一者或更多者, 该纵梁包括帽形纵梁34a、飞行器纵梁34b、帽形飞行器纵梁34c、机身纵梁34d、龙 骨纵梁34e、机翼纵梁34f、稳定器纵梁34g,包括加强筋构件36、帽形加强筋构件 36a或另一合适的加强筋构件中的一者或更多者,或者包括翼梁38,或者包括另一合 适的高轮廓化复合结构。优选地,高轮廓化复合结构18具有在500英寸至1000英寸 的范围内的轮廓半径98(参见图1a),并且更优选地,具有在500英寸至750英寸 的范围内的轮廓半径98。
172.如图9a所示,方法350还包括利用约束组件60的保持元件96保持360约束装 置62以在第二模具64收回时防止约束装置62向上推动高轮廓化复合结构18的步骤。 如上面所讨论的,当约束组件60包括泡沫和真空组件100时,保持元件96优选地包 括在真空压力118(参见图1b)下围绕可压缩泡沫元件102的并且被设计为将可压 缩泡沫元件102保持或压在压缩位置116a的真空袋105。
173.如上面所讨论的,当约束组件60包括气动组件132时,在一个版本中,保持元 件96可以包括弹簧复位168(参见图1b)和弹簧力170(参见图1b),其施加至气 缸杆134,以将气缸杆134保持在压缩位置116b(参见图1b),其中,气缸146包括 单作用弹簧复位气缸146a(参见图1b)。当约束组件60包括气动组件132时,在另 一版本中,保持元件96可以包括气动气压施加162b(参见图1b),其施加至气缸杆 134,以将气缸杆134保持在压缩位置116b,其中,气缸146包括双作用气缸146b (参见图1b)。当约束组件60包括气动组件132时,在另一版本中,保持元件96可 以包括致动杆锁定装置176(参见图1b),其将气缸杆134保持在压缩位置116b,其 中,气缸146包括杆锁气缸146c(参见图1b)。
174.如上面所讨论的,当约束组件60包括弹簧组件184时,保持元件96包括联接至 弹簧加载板186的致动锁定装置188(参见图1b),并且致动锁定装置188被设计为 将弹簧加载板186保持或压在压缩位置116c(参见图1b)。
175.在保持360约束装置62的步骤之后,方法350还可以可选地包括以下步骤:从 第一模具54移除高轮廓化复合结构18,并且释放保持元件96,以允许约束装置62 从压缩位置116(参见图1b)向上移动至展开位置112(参见图1b)。方法350还可 以可选地包括将一对或更多对55的第一模具部分56(诸如左模具块56b(参见图8) 和右模具块56c(参见图8))横向向内移动回其原始位置的步骤。方法350还可以可 选地包括将轮廓化复合结构16(诸如高轮廓化复合结构18)移动至辅助保持工具246 (诸如固化工具)、基板248(诸如未固化的外皮)或用于保持轮廓化复合结构16(诸 如高轮廓化复合结构18)的另一合适的结构中的一者以进行进一步加工或组装的步 骤。
176.现在参考图9b,图9b是本公开的方法370的另一示例性版本的流程图的例示图。 在本公开的另一版本中,提供了用于形成具有无褶皱46(参见图1a)的盖帽52的 飞行器纵梁34b的方法370。
177.图9b中的框表示操作和/或其部分或元件,并且连接各种框的线不暗示操作或其 部分或元件的任何特定顺序或依赖性。图9b和本文阐述的方法370的步骤的公开不 应被解释为必然确定执行步骤的顺序。相反,虽然指示了一种例示性的顺序,但是应 理解,可以在适当的时候修改步骤的顺序。因此,某些操作可以以不同的顺序或同时 执行。
178.如图9b所示,方法370包括将复合层压装载物14b定位372在高轮廓纵梁成形 器设备10a的凹模具54a与凸模具64a之间并与凹模具54a和凸模具64a接触的步骤。 复合层压装载物14b最初放置在凹模具54a上,并且凸模具64a朝向复合层压装载物 14b和凹模具54a下降,直到凸模具64a接触复合层压装载物14b为止。优选地,锥 形部分68(诸如采用冲头68a的形式)接触复合层压装载物14b的盖帽部分50a的 第二表面51b。
179.凹模具54a具有隔开以限定模腔58的成对55的模具块56a。凹模具54a还具有 约束组件60,如上面详细讨论的,该约束组件具有设置在模腔58中的约束装置62。 约束装置62经由真空袋105与复合层压装载物14b的盖帽部分50a的第一表面51a 接触。
180.将复合层压装载物14b定位372在凹模具54a(其中,凹模具54a具有包括约束 装置62的约束组件60)与凸模具64a之间并与凹模具54a和凸模具64a接触的步骤 还可以包括:将复合层压装载物14b定位在凹模具54a与凸模具64a之间并与凹模具 54a和凸模具64a接触,其中,凹模具54a具有约束组件60,在一个版本中,该约束 组件包括泡沫和真空组件100(参见图1b),并且约束装置62包括可压缩泡沫元件 102(参见图1b)。
181.如图1b所示并且如上面所讨论的,泡沫和真空组件100包括可压缩泡沫元件102、 包围可压缩泡沫元件102的真空袋105、经由真空管线108联接至真空袋105的真空 源106和控制阀110。当凸模具64a收回离开凹模具54a时,约束组件60的保持元件 96包括真空袋105。真空袋105被设计为将可压缩泡沫元件102向下保持或压在压缩 位置116a,使得可压缩泡沫元件102不会展开回至展开位置112a并以不希望的方式 向上移动高轮廓化复合结构18。真空压力118或真空施加至可压缩泡沫元件102,并 且真空袋105将可压缩泡沫元件102保持或压在压缩位置116a,直到从凹模具54a 移除高轮廓化复合结构18为止。一旦从凹模具54a移除高轮廓化复合结构18,就可 以关闭或释放真空压力118或真空,并且允许可压缩泡沫元件102展开回至展开位置 112a。
182.如上面所讨论的,可压缩泡沫元件102可以包括一次性可压缩泡沫元件102a, 该一次性可压缩泡沫元件用于单个成形过程12,然后从成形设备10(诸如高轮廓纵 梁成形器设备10a)的凹模具54a移除。另选地,可压缩泡沫元件102可以包括多次 使用的可压缩泡沫元件102b,该多次使用的可压缩泡沫元件被设计为停留在成形设 备10(诸如高轮廓纵梁成形器设备10a)的凹模具54a中,并且可以用于成形设备 10中的多个成形过程12。可压缩泡沫元件102可以可移除地联接至凹模具54a,使 得可压缩泡沫元件102可以容易地移除和清洁或修理,或者移除并替换为未使用的或 新的可压缩泡沫元件102。
183.可压缩泡沫元件102包括可压缩泡沫材料122。如图1b所示并且如上面所讨论 的,可压缩泡沫材料122可以包括开孔泡沫124(其包括聚氨酯泡沫124a、乳胶橡胶 泡沫124b或另一合适的开孔泡沫)。优选地,开孔泡沫124采用高密度泡沫126a(参 见图1b)的形式,该高密度泡沫的密度128a(参见图1b)在3lb/ft3(每立方英尺三 磅)至13lb/ft3(每立方英尺十三磅)的范围内。
184.如图1b所示,可压缩泡沫材料122还可以包括闭孔泡沫130(其包括聚乙烯泡 沫
130a(例如,展开聚乙烯泡沫)、聚苯乙烯泡沫130b(例如,展开聚苯乙烯泡沫)、 聚丙烯泡沫130c(例如,展开聚丙烯泡沫)、氯丁橡胶泡沫橡胶130d或另一合适的 闭孔泡沫)。优选地,闭孔泡沫130采用高密度泡沫126b(参见图1b)的形式,该 高密度泡沫的密度128b(参见图1b)在2lb/ft3(每立方英尺两磅)至10lb/ft3(每 立方英尺十磅)的范围内。
185.针对可压缩泡沫元件102的可压缩泡沫材料122选择的密度128a、128b取决于 所使用的复合装载物14的类型以及利用成形设备10和成形过程12形成的轮廓化复 合结构16(诸如高轮廓化复合结构18)或零件的类型。
186.将复合层压装载物14b定位372(参见图9b)在凹模具54a(其中,凹模具54a 具有包括约束装置62的约束组件60)与凸模具64a之间并与凹模具54a和凸模具64a 接触的步骤还可以包括:将复合层压装载物14b定位在凹模具54a与凸模具64a之间 并与凹模具54a和凸模具64a接触,其中,凹模具54a具有约束组件60,在另一版本 中,该约束组件包括气动组件132以及包括具有盖帽按压器136的气缸杆134的约束 装置62。
187.如图1b所示,气动组件132包括具有盖帽按压器136的气缸杆134,并且包括 联接至气缸杆134的气缸146以及经由一个或更多个空气供应管线154以及一个或更 多个端口157联接至气缸146的空气供应源158。
188.将复合层压装载物14b定位372(参见图9b)在凹模具54a(其中,凹模具54a 具有包括约束装置62的约束组件60)与凸模具64a之间并与凹模具54a和凸模具64a 接触的步骤还可以包括:将复合层压装载物14b定位在凹模具54a与凸模具64a之间 并与凹模具54a和凸模具64a接触,其中,凹模具54a具有包括弹簧组件184以及包 括弹簧加载板186的约束装置62的约束组件60。如图1b所示,弹簧组件184包括 弹簧加载板186,该弹簧加载板包括弹簧元件190(参见图7b)、稳定杆192(参见 图7b)和盖帽按压器194(参见图7b)。
189.如图1a所示,成形设备10(诸如高轮廓纵梁成形器设备10a)还包括控制系统 70,该控制系统用于在工作时对高轮廓纵梁成形器设备10a的操作72进行控制,控 制包括使凹模具54a和第二模具64的操作和移动与约束组件60的操作和移动协调。 上面关于图1a详细讨论了控制系统70。
190.如图9b所示,方法370还包括将复合层压装载物14b压入374高轮廓纵梁成形 器设备10a的模腔58中以形成飞行器纵梁34b的轮廓化帽区段43的步骤。如图3所 示,轮廓化帽区段43具有盖帽50和侧面256。轮廓化帽区段43还可以包括凸缘262 (参见图3)。
191.如图9b所示,方法370还包括以下步骤:在形成轮廓化帽区段43时,利用约 束装置62将盖帽50约束376在约束装置62与凸模具64a之间,并针对由凸模具64a 施加的向下压缩力90利用约束装置62抵靠盖帽50施加向上阻力92,以使应力转移 离开盖帽50,并提供褶皱预防44,也就是说,防止在盖帽50中形成褶皱或纤维变形。 约束装置62提供应力离开盖帽50进而离开盖帽50到复合装载物14的一个或更多个 剩余部分50b(诸如将形成为凸缘262(参见图4)的剩余部分50b)的应力转移49 (参见图1b)。
192.在形成轮廓化帽区段43时利用约束装置62约束376盖帽52并施加向上阻力92 的步骤还可以包括:施加在10psi(磅每平方英寸)至200psi的范围内的向上阻力 92。在形成轮廓化帽区段43时利用约束装置62约束456盖帽(52)并针对由凸模具 64a施加的向下压缩力90施加向上阻力92的步骤还可以包括:施加在20psi(磅每 平方英寸)至380psi的范围内的向下压缩力90。
193.在形成轮廓化帽区段43时利用约束装置62约束376盖帽52并针对由凸模具64a 施加的向下压缩力90施加向上阻力92的步骤还可以包括:由凸模具64a施加的向下 压缩力90也向下推动盖帽50、向下压缩约束装置62,并横向向外移动一对或更多对 55的第一模具块56a(诸如左模具块56b(参见图8)和右模具块56c(参见图8))。
194.如图9b所示,方法370还包括如下步骤:将复合层压装载物14b的剩余部分50b (参见图1a)形成378到飞行器纵梁34b,同时约束装置62继续约束盖帽50并且 针对向下压缩力90抵靠盖帽50施加向上阻力92。
195.如图9b所示,方法370还包括获得380具有无褶皱46(也就是说,无褶皱或纤 维变形)的盖帽50的飞行器纵梁34b的步骤。如图9b所示,方法370还包括使凸 模具64a收回382离开飞行器纵梁34b的步骤。如图9b所示,方法370还包括利用 约束组件60的保持元件96保持384约束装置62以防止约束装置62在凸模具64a收 回时向上推动飞行器纵梁34b的步骤。
196.如上面所讨论的,当约束组件60包括泡沫和真空组件100时,保持元件96优选 地包括在真空压力118(参见图1b)下围绕可压缩泡沫元件102并且被设计为将可 压缩泡沫元件102保持或压在压缩位置116a的真空袋105。
197.如上面所讨论的,当约束组件60包括气动组件132时,在一个版本中,保持元 件96可以包括弹簧复位168(参见图1b)和弹簧力170(参见图1b),其施加至气 缸杆134,以将气缸杆134保持在压缩位置116b(参见图1b),其中,气缸146包括 单作用弹簧复位气缸146a(参见图1b)。当约束组件60包括气动组件132时,在另 一版本中,保持元件96可以包括气动气压施加162b(参见图1b),其施加至气缸杆 134,以将气缸杆134保持在压缩位置116b,其中,气缸146包括双作用气缸146b (参见图1b)。当约束组件60包括气动组件132时,在另一版本中,保持元件96可 以包括致动杆锁定装置176(参见图1b),其将气缸杆134保持在压缩位置116b,其 中,气缸146包括杆锁气缸146c(参见图1b)。
198.如上面所讨论的,当约束组件60包括弹簧组件184时,保持元件96包括联接至 弹簧加载板186的致动锁定装置188(参见图1b),并且致动锁定装置188被设计为 将弹簧加载板186保持或压在压缩位置116c(参见图1b)。
199.如图9b所示,方法370还包括从凹模具54a移除386飞行器纵梁34b的步骤。
200.如图9b所示,方法370还包括释放388保持元件96的步骤。释放388保持元 件96的步骤优选地允许约束装置62从压缩位置116向上移动至展开位置112。
201.如图9b所示,方法370还可以可选地包括以下步骤:在从凹模具54a移除386 飞行器纵梁34b的步骤之后,将飞行器纵梁34b移动390至辅助保持工具246(诸如 固化工具)、基板248(诸如未固化的外皮)或用于保持飞行器纵梁34b的另一合适 的结构中的一者。
202.方法370还可以可选地包括以下步骤:在释放388保持元件96的步骤之后,将 一对或更多对55的模具块56a(诸如左模具块56b(参见图8)和右模具块56c(参 见图8))横向向内移动回至其原始位置。
203.现在参考图10a至图17b,图10a至图17b示出了使用本文公开的成形设备10 (参见图1a)和成形过程12(参见图1a)形成高轮廓化复合结构18(参见图14a) (诸如纵梁34(参见图14a),例如,帽形纵梁34a(参见图14a))的示例性成形过 程12(参见图1a)的各个步骤。
204.现在参考图10a至图10b,图10a是成形循环12b(参见图11a)之前的预成形 步骤282的示意图,其示出了具有采用泡沫和真空组件100的形式的约束组件60(其 具有采用可
压缩泡沫元件102的形式的约束装置62)的本公开的成形设备10的示例 性版本的正视图,并且示出了处于打开位置222的第一模具54和第二模具64。图10b 是预成形步骤282中的、图10a的成形设备10和采用可压缩泡沫元件102的形式的 约束装置62的侧视图的示意图。
205.图10b示出了定位在第一模具54上并与第二模具64间隔开的复合装载物14(诸 如扁平复合装载物14a)。图10a示出了位于与定位或设置在第一模具54的模腔58 中的约束装置62(诸如可压缩泡沫元件102)相邻或基本相邻的第一位置284的第一 模具部分56(诸如模具块56a)并且具体是左模具块56b和右模具块56c。约束装置 62(参见图10a至图10b)(诸如可压缩泡沫元件102(参见图10a至图10b))被真 空袋105(参见图10a至图10b)覆盖或包围,并且约束装置62(诸如可压缩泡沫 元件102)处于展开位置112(参见图10b),诸如展开位置112a(参见图10b),例 如,完全展开位置。如图10b所示,可压缩泡沫元件102的第一端103a或顶端经由 真空袋105与复合装载物14的盖帽部分50a的第一表面51a接合。
206.图10a至图10b以及图11a至图17b进一步示出了泡沫和真空组件100的真空 管线108、真空源106(诸如真空泵106a)和控制阀110。真空袋105经由真空管线 108附接至真空源106,并且控制阀110并入真空管线108中。如图10a至图10b以 及图11a至图17b所示,被真空袋105覆盖或包围的约束装置62(诸如可压缩泡沫 元件102)经由全部来自泡沫和真空组件100的真空管线108和控制阀110附接至真 空源106(诸如真空泵106a)。图10a至图10b进一步示出了具有控制系统70(其具 有控制器74)的成形设备10。控制系统70在工作时控制成形设备10,控制包括使 第一模具54和第二模具64的移动与约束组件60的移动协调。尽管在图11a至图17b 中未示出具有控制器74的控制系统70,但从图10a至图10b可以理解,图11a至 图17b中示出的成形设备10类似地联接至具有控制器74的控制系统70,如图10a 至图10b所示。图10a至图10b还示出了包括锥形部分68(诸如冲头68a)的第二 模具64。锥形部分68具有被设计为与复合装载物14的盖帽部分50a的第二表面51b 接合的接合表面286。
207.现在参考图11a至图11b,图11a是成形循环12b的第一成形步骤288的示意 图,其示出了具有采用可压缩泡沫元件102的形式的约束装置62的成形设备10的正 视图,并且示出了第一模具54和第二模具64处于闭合位置224,并且示出了复合装 载物14(诸如扁平复合装载物14a)的盖帽部分50a的加固290。图11b是第一成形 步骤288中的、图11a的成形设备10和采用可压缩泡沫元件102的形式的约束装置 62的侧视图的示意图。
208.如图11a至图11b所示,第二模具64的锥形部分68降低,并且接合表面286 (参见图10a)与复合装载物的盖帽部分50a的第二表面51b(参见图10a)进行初 始接触。可压缩泡沫元件102在左模具块56b(参见图11a)与右模具块(参见图11a) 之间并与之相邻的模腔58(参见图11a)中处于展开位置112a(参见图11b)。如图 11a至图11b所示,盖帽部分50a被约束或挤压在约束装置62(诸如可压缩泡沫元 件102)与第二模具64的锥形部分68之间,从而加固盖帽部分50a。当第二模具64 施加向下压缩力90(参见图11b)时,可压缩泡沫元件102施加向上阻力92(参见 图11b),以约束或挤压复合装载物14的盖帽部分50a。图11a示出了复合装载物14 的盖帽部分50a首先在第一成形步骤288中的加固290。
209.如本文所使用的,术语“进行加固”或“加固”是指在压力和/或加热下将复合 装载物的一个或更多个部分压缩或挤压在一起,以连接和/或熔化个体复合材料片层, 并使树脂材料和纤维材料流动或迁移,以固化或结合复合材料,从而形成轮廓化复合 结构(诸如高轮廓化复合结构)的一个或更多个部分。
210.现在参考图12a至图12b,图12a是成形循环12b的第二成形步骤292的示意 图,其示出了成形设备10和采用可压缩泡沫元件102的形式的约束装置62的正视图, 并且示出了在第一插入位置294中部分地插入到第一模具54的模腔58中的第二模具 64(诸如第二模具64的锥形部分68)。图12b是第二成形步骤292中的、图12a的 成形设备10和采用可压缩泡沫元件102的形式的约束装置62的侧视图的示意图。
211.如图12a所示,在第二成形步骤292中,在成形循环12b的中途,第二模具64 的锥形部分68部分地插入、或被迫进入或推入第一模具54的模腔58中,并迫使或 推动左模具块56b和右模具块56c分开,并使左模具块56b和右模具块56c横向向外 移动至第二位置296。左模具块56b在第一横向方向274(参见图12a)上横向向外 移动,并且右模具块56c在第二横向方向276(参见图12a)上横向向外移动。左模 具块56b和右模具块56c横向向外的移动在可压缩泡沫元件102的每一侧上、分别在 被真空袋105覆盖或包围的可压缩泡沫元件102与左模具块56b和右模具块56c之间 产生第一空间298(参见图12a)。
212.如图12a至图12b所示,盖帽部分50a继续被约束装置62(诸如可压缩泡沫元 件102)约束或挤压在第二模具64与约束装置62之间。当第二模具64继续施加向 下压缩力90(参见图12b)时,可压缩泡沫元件102继续施加向上阻力92(参见图12b),以约束或挤压复合装载物14的盖帽部分50a。盖帽部分50a继续通过约束装 置62进行加固290(参见图12a至图12b),以形成轮廓化帽区段43(参见图13a) 的盖帽52(参见图14a)。约束装置62(诸如可压缩泡沫元件102)在左模具块56b 与右模具块56c之间的模腔58(参见图12b)中处于中间压缩位置114(参见图12b), 诸如中间压缩位置114b(参见图12b)。
213.现在参考图13a至图13b,图13a是成形循环12b的第三成形步骤300的示意 图,其示出了成形设备10和采用可压缩泡沫元件102的形式的约束装置62的正视图, 并且示出了在第二插入位置302完全插入第一模具54的模腔58中的第二模具64。 图13b是第三成形步骤300中的、图13a的成形设备10和采用可压缩泡沫元件102 的形式的约束装置62的侧视图的示意图。
214.如图13a所示,在第三成形步骤300中,第二模具64的锥形部分68(也参见图 13b)完全插入、或进一步被迫进入或推入第一模具54的模腔58中,到达第二插入 位置302,并迫使或推动左模具块56b和右模具块56c进一步分开,并使左模具块56b 和右模具块56c进一步横向向外移动至第三位置304。左模具块56b在第一横向方向 274(参见图13a)上进一步横向向外移动,并且右模具块56c在第二横向方向276 (参见图13a)上进一步横向向外移动。左模具块56b和右模具块56c横向向外的进 一步移动在可压缩泡沫元件102的每一侧上、分别在被真空袋105覆盖或包围的可压 缩泡沫元件102与左模具块56b和右模具块56c之间产生第二空间306(参见图13a)。
215.如图13a至图13b所示,由盖帽部分50a(参见图11a)形成的盖帽52被约束 装置62(诸如可压缩泡沫元件102)约束或挤压在第二模具64与约束装置62之间。 当第二模具64继续施加向下压缩力90(参见图13b)时,可压缩泡沫元件102继续 施加向上阻力92(参见图13b),以约束或挤压所形成的轮廓化帽区段43的盖帽52。 盖帽部分50a的剩余部分50b(参见图13a)进行加固290(参见图13a),以形成轮 廓化帽区段43的侧面260(参见图14a)和凸缘262(参见图14a)。约束装置62(参 见图13b)(诸如可压缩泡沫元件102(参见图13b))在左模具块56b(参见图13a) 与右模具块56c(参见图13a)之间的模腔58(参见图13a)中处于压
缩位置116(参 见图13b),诸如压缩位置116b(参见图13b)。在第三成形步骤中,成形循环12b 完成。
216.现在参考图14a至图14b,图14a是成形后真空施加步骤308的示意图,其示 出了成形设备10和采用可压缩泡沫元件102的形式的约束装置62的正视图,并且示 出了在施加真空之后收回的第二模具64,并且第一模具和第二模具处于打开位置222。 图14b是成形后真空施加步骤308中的、图14a的成形设备10和采用可压缩泡沫元 件102的形式的约束装置62的侧视图的示意图。
217.如图14a所示,在完成成形循环12b(参见图13a)之后,获得高轮廓化复合结 构18,诸如纵梁34,例如,帽形纵梁34a。如图14a所示,高轮廓化复合结构18(诸 如纵梁34,例如,帽形纵梁34a)包括盖帽52、侧面260和凸缘262。
218.在成形后真空施加步骤308中,在第二模具64从第一模具54以及从高轮廓化复 合结构18(诸如纵梁34,例如,帽形纵梁34a)收回之前,来自真空源106(参见图 10a)(诸如真空泵106a(参见图10a))的真空(诸如真空压力118(参见图1b)) 施加至真空袋105(参见图14b)和被真空袋105包围的可压缩泡沫元件102。打开 控制阀110(参见图10a),以打开来自真空源106的真空压力118,并控制从围绕可 压缩泡沫元件102的真空袋105中移除空气的速率。空气经由真空管线108和真空源 106从真空袋105拉出或抽出,这导致真空袋105在可压缩泡沫元件102周围压缩并 将可压缩泡沫元件102压紧并保持在压缩位置116a,诸如完全压缩位置。在真空压 力118下的围绕可压缩泡沫元件102的真空袋105用作保持元件96(参见图1b), 并被设计为将可压缩泡沫元件102保持在压缩位置116a,以防止在第二模具64收回 时约束装置62(诸如可压缩泡沫元件102)向上推动高轮廓化复合结构18(诸如纵 梁34,例如,帽形纵梁34a)。如图14a所示,约束装置62(诸如可压缩泡沫元件 102)在左模具块56b与右模具块56c之间的模腔58中处于压缩位置116a。
219.现在参考图15a至图15b,图15a是所形成的纵梁移除步骤310的示意图,其 示出了成形设备10和采用可压缩泡沫元件102的形式的约束装置62的正视图,其中, 从第一模具54移除所形成的纵梁34(参见图14a)。图15b是所形成的纵梁移除步 骤310中的、图15a的成形设备10和采用可压缩泡沫元件102的形式的约束装置62 的侧视图的示意图。
220.在所形成的纵梁移除步骤310中,从第一模具54(参见图15a)移除高轮廓化 复合结构18(参见图14a)(诸如纵梁34(参见图14a),例如,帽形纵梁34a(参 见图14a)),并且由真空源106(参见图10a)(诸如真空泵106a(参见图10a))维 持真空袋105(参见图15a至图15b)和由真空袋105包围的约束装置62(诸如可 压缩泡沫元件102)上的真空(诸如真空压力118)。如图15a至图15b所示,约束 装置62(诸如可压缩泡沫元件102)在左模具块56b与右模具块56c之间的模腔58 中处于压缩位置116a。如图15a所示,左模具块56b和右模具块56c仍处于第三位 置304,并且第二模具64仍是收回的。
221.现在参考图16a至图16b,图16a是真空释放步骤312的示意图,其示出了成 形设备10和采用可压缩泡沫元件102的形式的约束装置62的正视图,并且示出了从 真空袋105和被真空袋105包围的约束装置62(诸如可压缩泡沫元件102)释放真空 (诸如真空压力118)。图16b是真空释放步骤312中的、成形设备10和采用可压缩 泡沫元件102的形式的约束装置62的侧视图的示意图。
222.在真空释放步骤312中,关闭控制阀110(参见图10a)并且关闭真空源106(参 见图
10a)(诸如真空泵106a(参见图10a和图10b)),并且从真空袋105和被真空 袋105包围的约束装置62(诸如可压缩泡沫元件102)释放真空(诸如真空压力118)。 这允许约束装置62(诸如可压缩泡沫元件102)展开回至展开位置112a(参见图16a) (诸如完全展开位置)或其原始位置,同时仍被真空袋105包围。如图16a所示, 左模具块56b和右模具块56c仍处于第三位置304,并且第二模具64仍是收回的。
223.现在参考图17a至图17b,图17a是第一模具返回步骤314的示意图,其示出 了成形设备10和采用可压缩泡沫元件102的形式的约束装置62的正视图,并且示出 了第一模具54,诸如返回至原始位置(诸如第一位置284)的左模具块56b和右模具 块56c。图17b是第一模具返回步骤314中的、图17a的成形设备10和采用可压缩 泡沫元件102的形式的约束装置62以及约束组件的侧视图的示意图。
224.在第一模具返回步骤314中,成形设备10的控制系统70(参见图1a)控制左 模具块56b和右模具块56c的移动,并且操作控制,以使左模具块56b和右模具块 56c在从第一模具54移除高轮廓化复合结构18(参见图14a)(诸如纵梁34(参见 图14a),例如,帽形纵梁34a(参见图14a))之后,并且在关闭真空(诸如真空压 力118)之后移动回至其原始位置或第一位置284。图17a示出了展开回至展开位置 112a的可压缩泡沫元件102。
225.图18是在利用本文公开的成形设备10在成形过程12中形成轮廓化复合结构16 (参见图1a)(诸如高轮廓化复合结构18(参见图1a))之后保持该轮廓化复合结 构的辅助保持工具246的示例性版本的立体正视图的例示图。如图18所示,轮廓化 复合结构16(参见图14a)(诸如高轮廓化复合结构18(参见图1a、图4))可以放 置并保持在工具表面247上,例如,用于固化、精加工或其它合适的加工或组装操作。
226.现在参考图19,图19是空中载具400(诸如飞行器400a)的立体图的例示图, 该空中载具并入有利用本公开的成形设备10(参见图1a、图2a至图2b、图3)(诸 如高轮廓纵梁成形器设备10a(参见图1a、图2a至图2b、图3))的版本和成形过 程12制成的高轮廓化复合结构18(诸如采用飞行器纵梁34b的形式)。如图19所示, 空中载具400(诸如飞行器400a)包括机身402、机头404、机翼406、引擎408和 尾翼410。如图19所示,尾翼410包括垂直稳定器412和水平稳定器414。
227.轮廓化复合结构16(参见图1a、图4)(诸如高轮廓化复合结构18(参见图1a、 图4))可以单独使用,或与其它结构和装置结合使用。如图19所示,在一个版本中, 在形成包括飞行器纵梁34b的高轮廓化复合结构18之后,它可以用于飞行器400a的 机身402的一区段。例如,在固化包括飞行器纵梁34b的各个高轮廓化复合结构18 之前或之后,可以将其装载到用于制造机身402的区段的机器的心轴上。纤维增强树 脂可以设置在包括飞行器纵梁34b的高轮廓化复合结构18上方,然后可以固化纤维 增强树脂(或与另一结构一起固化),以产生用于飞行器400a的机身402的成品组件。 在形成高轮廓化复合结构18(诸如采用飞行器纵梁34b的形式)之后,它还可以用 于飞行器400a的机翼406、垂直稳定器412、水平稳定器414或其它合适零件的区段。 高轮廓化复合结构18可以用于多种行业和应用,包括但不限于,与飞行器400a和其 它航空航天结构和载具(包括航天器和旋翼机)以及载具(诸如船只、火车或其它合 适的载具或结构)的制造有关。
228.现在参考图20和图21,图20是示例性飞行器制造和服务方法450的流程图的 例示图,并且图21是飞行器466的示例性框图的例示图。参考图20和图21,可以 在如图20所示的
飞行器制造和服务方法450以及如图21所示的飞行器466的上下文 中描述本公开的版本。
229.在预生产期间,示例性飞行器制造和服务方法450可以包括飞行器466的规格和 设计452以及材料采购454。在制造期间,进行飞行器466的部件和子组件制造456 以及系统集成458。此后,飞行器466可以通过认证和交付460以便投入使用462。 当客户投入使用462时,可以安排飞行器466进行日常维护和服务464(这也可以包 括修改、重新构造、翻新和其它合适的服务)。
230.飞行器制造和服务方法450的过程中的各个过程可以由系统集成商、第三方和/ 或运营商(例如,客户)执行或进行。出于本说明的目的,系统集成商可以包括但不 限于任何数量的飞行器制造商和主要系统分包商。第三方可以包括但不限于任何数量 的供应商、分包商和供货商。运营商可以包括航空公司、租赁公司、军事实体、服务 组织和其它合适的运营商。
231.如图21所示,通过示例性飞行器制造和服务方法450生产的飞行器466可以包 括具有多个系统470的机体468和内部472。多个系统470的示例可以包括推进系统 474、电气系统476、液压系统478和环境系统480中的一者或更多者。可以包括任 何数量的其它系统。尽管示出了航空航天示例,但是本公开的原理可以应用于其它行 业,诸如汽车行业。
232.可以在飞行器制造和服务方法450的阶段中的任何一个或更多个阶段期间采用 本文中体现的方法和系统。例如,对应于部件和子组件制造456的部件或子组件可以 以类似于在飞行器466投入使用462时生产的部件或子组件的方式制造或生产。此外, 可以在部件和子组件制造456和系统集成458期间使用一个或更多个设备实施方式、 方法实施方式或其组合,例如,通过显著加快组装或降低飞行器466的成本。类似地, 当飞行器466投入使用462时(例如但不限于维护和服务464),可以利用一个或更 多个设备实施方式、方法实施方式或其组合。
233.成形设备10(参见图1a至图1b、图2a至图2b、图3)(诸如高轮廓纵梁成形 器设备10a(参见图1a至图1b、图2a至图2b、图3))、方法350(参见图9a) 以及方法370(参见图9b)的公开版本提供了使用自动化成形过程12a(参见图1a) 的自动化成形设备10b(参见图1a至图1b、图2a至图2b),该自动化成形过程比 手糊技术省力且省时。与使用本文公开的成形设备10的成形过程12相比,已知的手 糊技术可能花费大约八倍的时间来形成轮廓化复合结构。此外,成形设备10(参见 图1a至图1b、图2a至图2b、图3)(诸如高轮廓纵梁成形器设备10a(参见图1a 至图1b、图2a至图2b、图3))、方法350(参见图9a)和方法370(参见图9b) 的公开版本能够提高轮廓化复合结构16(参见图1a、图4)(诸如高轮廓化复合结构 18(参见图1a、图4))的生产率,以及避免与已知方法的附加检查和修复褶皱或纤 维变形相关联的成本。此外,成形设备10(参见图1a至图1b、图2a至图2b、图 3)(诸如高轮廓纵梁成形器设备10a(参见图1a至图1b、图2a至图2b、图3)), 方法350(参见图9a)和方法370(参见图9b)的公开版本能够设计具有复杂轮廓 30a(参见图1a)(包括具有更高轮廓)的轮廓化复合结构16(参见图1a、图4)(诸 如高轮廓化复合结构18(参见图1a、图4)),各个轮廓化复合结构具有比通过已知 方法形成的轮廓化结构的轮廓半径更紧的轮廓半径98(参见图1a))。这又可以导致 更高效的飞行器400a(参见图19)或其它航空航天载具或结构。成形设备10(参见 图1a至图1b、图2a至图2b、图3)(诸如高轮廓纵梁成形器设备10a(参见图1a 至图1b、图2a至图2b、图3))、方法350(参见图9a)以及方法370(参见图9b) 的公开版本允许所形成的零件(例
如,所形成的轮廓化复合结构16(参见图1a、图 4)(诸如高轮廓化复合结构18(参见图1a、图4)))的可变厚度和深度,而无需针 对各个零件制作独特的模具。
234.此外,成形设备10(参见图1a至图1b、图2a至图2b、图3)(诸如高轮廓纵 梁成形器设备10a(参见图1a至图1b、图2a至图2b、图3))、方法350(参见图 9a)和方法370(参见图9b)的公开版本通过添加具有约束装置62(参见图1b)的 约束组件60(参见图1b)改进了轮廓化复合结构16(参见图1a、图4)(诸如高轮 廓化复合结构18(参见图1a、图4))(例如,飞行器纵梁34b(参见图1a、图19), 诸如机身纵梁34d(参见图1a))的成形过程12(参见图1a)。约束装置62(参见 图1b)在形成过程12(参见图1a)之前约束复合装载物14(参见图8、图11a)的 盖帽部分50a(参见图8、图11a),并且在形成过程12期间,在形成轮廓化帽区段 43(参见图8、图13a)时,约束装置62约束盖帽部分50a或由盖帽部分50a形成的 盖帽52(参见图13a)。当第二模具64或上模具64b(参见图1a)施加向下压缩力 90(参见图8)时,约束组件具体是约束装置62针对由第二模具64(参见图8)施 加的向下压缩力90(参见图8)抵靠盖帽部分50a或盖帽52施加向上阻力92(参见 图8),以使应力转移离开盖帽部分50a或盖帽52,并在盖帽部分50a或盖帽52中提 供褶皱预防44(参见图1a)或褶皱减少45(参见图1a),以获得具有无褶皱46(参 见图1a)或具有减少的起皱48(参见图1a)的盖帽52的轮廓化复合结构16(诸如 高轮廓化复合结构18)。具体地,约束装置62的这种约束或挤压防止了或减轻了纵 梁34(参见图1a)的盖帽52中的褶皱形成。使用约束组件60具体是约束装置62 的成形设备10和成形过程12消除了或基本上消除了褶皱或纤维变形等。例如,如本 文所公开的,使用具有约束装置62的约束组件60的成形设备10和成形过程12消除 了轮廓化复合结构16(诸如高轮廓化复合结构18)的盖帽52中的95%至100%的褶 皱,相比之下,使用现有的成形到轮廓化的方法和技术形成的轮廓化复合零件或结构 的盖帽中的褶皱减少了75%或更少。然而,褶皱消除的百分比可能因轮廓、厚度和其 它因素而异。
235.此外,约束组件60(参见图1b)有利地包括保持元件96(参见图1b),该保持 元件被设计为进行限制,并且当第二模具64收回离开第一模具54时并且在形成高轮 廓化复合结构18之后限制约束装置62。当第二模具64收回离开第一模具54时,保 持元件96防止约束装置62向上推动高轮廓化复合结构18。当第二模具64或上模具 64b向上收回时,保持元件96优选地移除由约束装置62施加的向上阻力92。
236.受益于前述描述和相关附图中呈现的教导,本公开所属领域的技术人员将想到本 公开的许多修改和其它版本。本文描述的版本旨在是例示性的,而不旨在进行限制或 穷举。尽管本文使用了特定术语,但它们仅用于一般和描述性意义,而不是出于限制 的目的。除了本文列举的方法和设备之外,根据前面的描述,在本公开的范围内的功 能等效的方法和设备是可能的。这种修改和变型旨在落入所附权利要求的范围内。本 公开仅受所附权利要求的条款以及这些权利要求所赋予的等效物的全部范围的限制。
237.此外,本公开包括根据以下条款的实施方式:
238.条款1.一种形成具有无褶皱的盖帽的飞行器纵梁的方法,所述方法包括以下步 骤:将复合层压装载物定位在高轮廓纵梁成形器设备的凹模具与凸模具之间并与所述 凹模具和所述凸模具接触,所述凹模具具有间隔开以限定模腔的成对的模具块,并且 所述凹模具有约束组件,所述约束组件具有设置在所述模腔中的约束装置;将所述复 合层压装载物压入所述高轮廓纵梁成形器设备的所述模腔中,以形成所述飞行器纵梁 的轮廓化帽区
段,所述轮廓化帽区段具有盖帽和侧面;当形成所述轮廓化帽区段时, 利用所述约束装置约束所述盖帽,并且针对由所述凸模具施加的向下压缩力利用所述 约束装置抵靠所述盖帽施加向上阻力,以使应力转移离开所述盖帽并在所述盖帽中提 供褶皱预防;将所述复合层压装载物的剩余部分形成到所述飞行器纵梁中,同时所述 约束装置继续约束所述帽盖,并且针对所述向下压缩力抵靠所述帽盖施加所述向上阻 力;获得具有无褶皱的所述盖帽的所述飞行器纵梁;使所述凸模具收回离开所述飞行 器纵梁;利用所述约束组件的保持元件保持所述约束装置,以在所述凸模具收回时防 止所述约束装置向上推动所述飞行器纵梁;从所述凹模具移除所述飞行器纵梁;以及 释放所述保持元件。
239.条款2.根据条款1所述的方法,所述方法还包括以下步骤:在从所述凹模具移 除所述飞行器纵梁之后,将所述飞行器纵梁移动至辅助保持工具和基板中的一者。
240.条款3.根据条款1所述的方法,其中,将所述复合层压装载物定位在具有包括 所述约束装置的所述约束组件的凹模具与所述凸模具之间并与该凹模具和所述凸模 具接触的步骤还包括:将所述复合层压装载物定位在如下凹模具与所述凸模具之间并 与该凹模具和所述凸模具接触,其中,该凹模具具有约束组件,该约束组件包括泡沫 和真空组件,并且约束装置包括可压缩泡沫元件。
241.条款4.根据条款1所述的方法,其中,将所述复合层压装载物定位在具有包括 所述约束装置的所述约束组件的凹模具与所述凸模具之间并与该凹模具和所述凸模 具接触的步骤还包括:将所述复合层压装载物定位在如下凹模具与所述凸模具之间并 与该凹模具和所述凸模具接触,其中,该凹模具具有包括气动组件的约束组件,并且 约束装置包括具有盖帽按压器的气缸杆。
242.条款5.根据条款1所述的方法,其中,将所述复合层压装载物定位在具有包括 所述约束装置的所述约束组件的凹模具与所述凸模具之间并与该凹模具和所述凸模 具接触的步骤还包括:将所述复合层压装载物定位在如下凹模具与所述凸模具之间并 与该凹模具和所述凸模具接触,其中,该凹模具具有包括弹簧组件的约束组件,并且 约束装置包括弹簧加载板。
243.条款6.根据条款1所述的方法,其中,当形成所述轮廓化帽区段时利用所述约 束装置约束所述盖帽,并且施加所述向上阻力的步骤还包括:施加在10磅每平方英 寸psi至200psi的范围内的所述向上阻力。
244.条款7.根据条款1所述的方法,其中,当形成所述轮廓化帽区段时利用所述约 束装置约束所述盖帽,并且针对由所述凸模具施加的所述向下压缩力施加所述向上阻 力的步骤还包括:施加在20磅每平方英寸psi至380psi的范围内的所述向下压缩力。
245.条款8.根据条款1所述的方法,其中,当形成所述轮廓化帽区段时利用所述约 束装置约束所述盖帽,并且针对由所述凸模具施加的所述向下压缩力施加所述向上阻 力的步骤还包括:所述向下压缩力向下推动所述盖帽、压缩所述约束装置并横向向外 移动所述成对的模具块中的一者或更多者。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。