1.本技术涉及混凝土修补的领域,尤其是涉及高铁无砟轨道自密实混凝土修补工艺及修补装置。
背景技术:
2.目前,无砟轨道结构中,无砟轨道道身承受轨道板和钢轨的静荷载,同时列车行驶时会为无砟轨道道身施加动荷载,无砟轨道在动荷载与静荷载作用下会出现裂缝等情况。
3.相关技术可参考公开号为cn102505582a的中国发明专利,其公开了高速铁路板式无砟轨道填充层修补方法,具体实施方式包含:先对充填层开凿注浆孔,然后往孔内插入薄壁注浆套筒并进行封边作业;待封边用水泥浆硬化后,开动搅拌机制浆设备进行注浆;最后对注浆孔施行堵孔作业;所述注浆孔开凿在充填层与轨道板以及充填层与底板界面处,这两种界面的控等距交错布置。
4.针对上述中的相关技术,发明人认为存在有如下缺陷:相关技术中无砟轨道的修补都是通过人工进行,通过机器修补时,存在机器无法准确找到裂缝位置的情况,导致修补工艺必须借助人工来完成,具有耗费人力的缺陷。
技术实现要素:
5.为了改善无砟轨道修补过程中,自动化修补不便于找到裂缝位置的缺陷,本技术提供高铁无砟轨道自密实混凝土修补工艺及修补装置。
6.本技术提供的高铁无砟轨道自密实混凝土修补装置采用如下的技术方案:高铁无砟轨道自密实混凝土修补装置,包括滑行设置于无砟轨道上的检修车;所述检修车一侧转动安装有往复丝杠,所述往复丝杠周侧设置有与所述往复丝杠螺纹传动配合的检修盒;所述检修盒靠近所述检修车一侧固定有点胶枪,所述检修盒靠近所述检修车一侧滑动安装有测缝针;所述测缝针远离无砟轨道一侧固定有弹簧一,所述弹簧一远离所述测缝针一端与所述检修盒靠近无砟轨道一侧固定连接;所述测缝针与点胶枪之间设置有用于导通所述点胶枪的电源机构。
7.通过采用上述技术方案,检修盒通过沿往复丝杠进行竖向移动,对无砟轨道的裂缝高度进行测定,当测缝针移动至裂缝位置后,测缝针通过电源机构启动点胶枪,并通过点胶枪对缝隙进行点胶。测缝针移动至缝隙位置后,处于压缩状态的弹簧一会推动测缝针移动至缝隙内,同时处于缝隙内的测缝针会给检修盒提供向上的阻力,阻止检修盒继续向下移动,达到便于检修盒找到裂缝高度的效果;从而便于测缝针对裂缝位置进行测定。
8.可选的,所述电源机构包括套设于所述往复丝杠周侧且与所述往复丝杠螺纹传动配合的螺纹管;所述转动槽侧壁开设有滑动槽,所述检修盒通过所述滑动槽沿竖向滑移连接有插接轴,所述螺纹管外周面开设有用于与所述插接轴插接的插槽;所述滑动槽远离所述往复丝杠一侧固定有定片一,所述插接轴远离所述往复丝杠一端固定有用于与所述定片一电接触的动片一,所述动片一与点胶枪电连接,所述定片一与电源电连接;所述滑动槽底
面固定有插杆,所述插接轴底面开设有与所述插杆插接的连接槽;所述插杆顶部远离所述往复丝杠一侧以及所述连接槽远离所述往复丝杠一侧的侧壁分别开设有用于相互抵接的斜面。
9.通过采用上述技术方案,插接轴通过插槽与螺纹管插接,测缝针与缝隙插接后,检修盒受到阻力并停止移动,检修盒内的螺纹管继续与往复丝杠进行螺纹配合并向下移动;螺纹管移动至插杆与连接槽插接后,致使插接轴与螺纹管分离,螺纹管停止向下移动的同时,插接轴上的定片一与动片一接触并为点胶枪供电,从而使点胶枪进行点胶,达到测缝针找到缝隙位置后可以使点胶枪进行点胶作业的效果。
10.可选的,所述检修盒内沿竖向开设有转动槽,所述检修盒通过所述转动槽与所述螺纹管转动连接;所述转动槽底面固定有复位弹簧,所述复位弹簧顶端固定有传动盘,所述传动盘顶面与所述螺纹管底部转动连接。
11.通过采用上述技术方案,复位弹簧为检修盒提供向下的弹力,便于测缝针离开缝隙后,通过复位弹簧驱动检修盒向下移动。
12.可选的,所述检修盒通过所述滑动槽沿竖向滑移连接有传动片;所述传动片两侧分别固定有导向片,所述滑动槽相对内侧分别开设有导向槽,所述导向片通过所述导向槽沿竖向与所述检修盒滑动连接;所述传动片顶部固定有拉伸弹簧,所述拉伸弹簧顶端与所述滑动槽顶面固定连接;所述传动片底部开设有燕尾槽,所述插接轴顶部固定有用于与所述燕尾槽滑动配合的燕尾片。
13.通过采用上述技术方案,导向槽为导向片提供导向作用,便于传动片进行竖向移动;拉伸弹簧为传动片提供向上复位的弹力;燕尾槽为燕尾片提供导向作用,便于插接轴与传动片滑动连接。
14.可选的,所述燕尾片远离所述往复丝杠一侧固定有弹簧二,所述弹簧二远离燕尾片一端与所述燕尾槽远离所述往复丝杠的侧壁固定连接。
15.通过采用上述技术方案,弹簧二为插接轴提供向靠近螺纹管一侧的弹力,便于插接轴与插杆分离后,插接轴可以向靠近螺纹管一侧复位。
16.可选的,所述检修盒靠近无砟轨道一侧固定有电磁铁,所述测缝针远离无砟轨道一侧固定有用于与所述电磁铁吸附的磁吸片;所述螺纹管外周面固定有转动杆;所述转动槽底部开设有环形槽,所述环形槽内周面固定有定片二,所述转动杆端部固定有用于与所述定片二电接触的动片二;所述定片二与电源电连接,所述动片二与电磁铁电连接。
17.通过采用上述技术方案,点胶结束后,通过导通电磁铁可以使测缝针离开缝隙;当转动杆沿螺纹管周向转动一周后,定片二与动片二电接触,达到为点胶机的工作状态计时的效果。
18.可选的,所述检修车侧壁固定有导向条,所述检修盒靠近所述检修车一侧通过所述导向条与所述检修车滑移连接。
19.通过采用上述技术方案,导向条为检修盒提供沿竖向的导向作用,便于检修盒与往复丝杠螺纹配合过程中沿竖向移动。
20.可选的,所述检修车上固定有与所述往复丝杠同侧设置的电机,所述电机输出端与所述往复丝杠同轴固定连接。
21.通过采用上述技术方案,电机为检修盒的竖向移动提供动力,通过电机驱动往复
丝杠运动,便于检修盒移动至缝隙处,或使检修盒离开缝隙。
22.可选的,所述测缝针远离无砟轨道一侧固定有连接轴,所述连接轴与检修盒滑动连接。
23.通过采用上述技术方案,连接轴为测缝针提供支撑作用,便于测缝针进入缝隙后,通过连接轴与缝隙底面相抵接,为检修盒提供向上的阻力,阻止检修盒向下移动。
24.本技术提供的高铁无砟轨道自密实混凝土修补装置的修补工艺采用如下的技术方案:高铁无砟轨道自密实混凝土修补装置的修补工艺,包括如下步骤清理离缝表面的灰尘、浮渣以及松散层;清除离缝内的灰尘杂物和积水;离缝表面清理干净后,于离缝位置对缝隙进行点胶;点胶修补结束后,采用聚合物快硬水泥浆抹离缝表面进行封缝;修补材料完全固化后,将离缝表面打磨平整。
25.通过采用上述技术方案,通过设置检修车完成离缝的缝隙点胶工作,当检修车上设置灰尘及杂物的处理工具后,或继续设置泥浆涂抹工具后,检修车可以自动化的完成离缝修补,达到节省人力的效果。
26.综上所述,本技术包括以下至少一种有益技术效果:1.检修盒通过沿往复丝杠进行竖向移动,对无砟轨道的裂缝高度进行测定,当测缝针移动至裂缝位置后,测缝针通过电源机构启动点胶枪,并通过点胶枪对缝隙进行点胶;测缝针移动至缝隙位置后,处于压缩状态的弹簧一会推动测缝针移动至缝隙内,同时处于缝隙内的测缝针会给检修盒提供向上的阻力,阻止检修盒继续向下移动,达到便于检修盒找到裂缝高度的效果;从而便于测缝针对裂缝位置进行测定;2.插接轴通过插槽与螺纹管插接,测缝针与缝隙插接后,检修盒受到阻力并停止移动,检修盒内的螺纹管继续与往复丝杠进行螺纹配合并向下移动;螺纹管移动至插杆与连接槽插接后,致使插接轴与螺纹管分离,螺纹管停止向下移动的同时,插接轴上的定片一与动片一接触并为点胶枪供电,从而使点胶枪进行点胶,达到测缝针找到缝隙位置后可以使点胶枪进行点胶作业的效果;3.通过设置检修车完成离缝的缝隙点胶工作,当检修车上设置灰尘及杂物的处理工具后,或继续设置泥浆涂抹工具后,检修车可以自动化的完成离缝修补,达到节省人力的效果。
附图说明
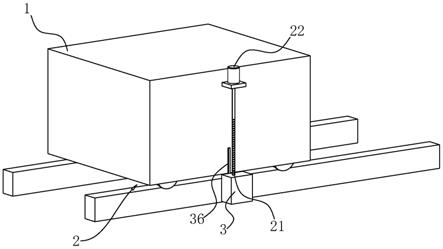
27.图1是本技术实施例混凝土修补装置的结构示意图。
28.图2是本技术实施例检修盒的结构示意图。
29.图3是沿图2中a-a线的剖视图。
30.图4是本技术实施例螺纹管的结构示意图。
31.图5是本技术实施例传动片的剖视图。
32.附图标记:1、检修车;11、传动盘;2、修补机构;21、往复丝杠;22、电机;23、螺纹管;24、复位弹簧;25、滑动槽;26、插槽;3、检修盒;31、点胶枪;32、测缝针;33、连接轴;34、弹簧一;35、转动槽;36、导向条;4、传动片;41、导向槽;42、导向片;43、拉伸弹簧;44、燕尾槽;45、
燕尾片;46、插接轴;5、插杆;51、连接槽;52、斜面;53、定片一;54、动片一;6、电磁铁;61、磁吸片;62、转动杆;63、滑槽;64、环形槽;65、定片二;66、动片二。
具体实施方式
33.以下结合附图1-5对本技术作进一步详细说明。
34.本技术实施例公开高铁无砟轨道自密实混凝土修补工艺及修补装置。参照图1,高铁无砟轨道自密实混凝土修补装置包括滑行设置于无砟轨道上的检修车1以及设置于检修车1一侧用于对无砟轨道进行修补的修补机构2。裂缝多出现于无砟轨道侧壁,检修车1移动至裂缝位置后,通过启动修补机构2对裂缝进行修补。
35.参照图1和图2,修补机构2包括转动安装于检修车1一侧的往复丝杠21以及与往复丝杠21螺纹传动配合的检修盒3;检修车1侧壁固定有导向条36,检修盒3靠近检修车1一侧通过导向条36与检修车1滑移连接。检修车1上固定有与往复丝杠21同侧设置的电机22,电机22输出端与往复丝杠21同轴固定连接。检修盒3靠近检修车1一侧固定有点胶枪31,并滑动安装有测缝针32;测缝针32用于识别裂缝位于无砟轨道侧壁上的纵向高度;检修车1停止移动后,往复丝杠21带动测缝针32沿竖向移动,测缝针32移动至缝隙位置后停止移动,点胶枪31启动并对缝隙位置进行点胶,完成一个缝隙点的修补;检修车1继续往前移动并重复上述过程,通过测缝针32不断检测缝隙点的位置,对整个裂缝完成修补。测缝针32远离无砟轨道一侧固定有连接轴33,连接轴33与检修盒3滑动连接。测缝针32远离无砟轨道一侧固定有弹簧一34,弹簧一34远离测缝针32一端与检修盒3靠近无砟轨道一侧固定连接。测缝针32的针尖为圆锥形状,便于测缝针32开始向下移动时,测缝针32的针尖首先与无砟轨道顶接触并向靠近检修盒3一侧收缩;测缝针32向下移动过程中,测缝针32的针尖与无砟轨道的侧壁处于抵接状态,直至测缝针32移动至缝隙位置;测缝针32移动至缝隙位置后,处于压缩状态的弹簧一34为测缝针32提供复位弹力,从而驱动测缝针32向缝隙内移动,当测缝针32完全进入缝隙后,抵接盒由于受到测缝针32与缝隙壁之间的抵压作用而无法向下移动。
36.参照图3和图4,检修盒3内沿竖向开设有转动槽35,检修盒3通过转动槽35转动安装有螺纹管23,螺纹管23套设于往复丝杠21周侧且与往复丝杠21螺纹传动配合;转动槽35底面固定有复位弹簧24,复位弹簧24顶端固定有传动盘11,传动盘11顶面与螺纹管23底部转动连接。转动槽35侧壁开设有沿竖向设置的滑动槽25,检修盒3通过滑动槽25沿竖向滑移连接有插接轴46,螺纹管23外周面开设有用于与插接轴46插接的插槽26;插接轴46为螺纹管23提供限位作用,便于螺纹管23与往复丝杠21进行螺纹传动配合。
37.参照图3和图5,检修盒3通过滑动槽25沿竖向滑移连接有传动片4。传动片4两侧分别固定有导向片42,滑动槽25相对内侧分别开设有导向槽41,导向片42通过导向槽41沿竖向与检修盒3滑动连接。传动片4顶部固定有拉伸弹簧43,拉伸弹簧43顶端与滑动槽25顶面固定连接。传动片4底部开设有燕尾槽44,插接轴46顶部固定有用于与燕尾槽44滑动配合的燕尾片45。燕尾片45远离往复丝杠21一侧固定有弹簧二,弹簧二远离燕尾片45一端与燕尾槽44远离往复丝杠21一侧固定连接。
38.参照图4和图5,滑动槽25底面固定有插杆5,插接轴46底面开设有与插杆5插接的连接槽51。插杆5顶部远离往复丝杠21一侧以及连接槽51远离往复丝杠21一侧的侧壁分别开设有用于相互抵接的斜面52;测缝针32与检修盒3受到重力作用停止下移后,螺纹管23自
身继续与往复丝杠21做螺纹传动配合;螺纹管23向下移动至插杆5与插接轴46插接后,插杆5通过斜面52推动插接轴46与螺纹管23分离,插杆5脱离螺纹管23后螺纹管23失去限位作用并开始自发进行转动。滑动槽25远离往复丝杠21一侧固定有定片一53,插接轴46远离往复丝杠21一端固定有用于与定片一53电接触的动片一54,动片一54与点胶枪31电连接,定片一53与电源电连接。插杆5与螺纹管23分离后,传动片4受到拉伸弹簧43向上的拉力作用并向上移动,传动片4移动过程中动片一54与定片一53电接触,使点胶机通电并开始进行点胶。
39.参照图2、图3和图4,检修盒3靠近无砟轨道一侧固定有电磁铁6,测缝针32远离无砟轨道一侧固定有用于与电磁铁6吸附的磁吸片61。螺纹管23外周面底部固定有转动杆62,转动槽35侧壁开设有沿竖向设置的滑槽63,转动杆62通过滑槽63沿竖向与检修盒3滑移连接。转动槽35底部开设有沿自身周向设置的环形槽64,环形槽64与滑槽63底部连通,转动杆62移动至滑槽63底部后,转动杆62通过环形槽64与检修盒3转动连接;螺纹管23移动至转动槽35底后,转动杆62移动进入环形槽64内,失去限位作用的转动杆62跟随螺纹管23进行转动。环形槽64内周面固定有定片二65,转动杆62端部固定有用于与定片二65电接触的动片二66;定片二65与电源电连接,动片二66与电磁铁6电连接;转动杆62跟随螺纹管23转动一周后被定片二65阻挡并停止转动,同时动片二66与定片电接触,电磁铁6通电后对磁吸片61产生吸附作用,使测缝针32脱离缝隙。
40.本技术实施例高铁无砟轨道自密实混凝土修补装置的实施原理为:检修车1移动至无砟轨道的缝隙起点后停止移动,启动电机22使往复丝杠21转动,并带动检修盒3下降。检修盒3移动过程中,测缝针32与无砟轨道侧壁保持抵接状态。测缝针32移动至缝隙位置后,测缝针32在弹簧一34的弹力作用下移动进入缝隙内;此时测缝针32外周面与缝隙内壁相抵接,为检修盒3提供阻力,使检修盒3停止移动。
41.检修盒3停止移动后,检修盒3内的螺纹管23与往复丝杠21仍然保持螺纹传动配合的状态。螺纹管23向下移动过程中,与螺纹管23保持插接状态的插接轴46与插杆5接触并与螺纹管23分离;螺纹管23停止与往复丝杠21螺纹配合,并开始与往复丝杠21保持同步转动;插杆5在插接轴46的抵接作用下向远离螺纹管23一侧移动,并使动片一54与定片一53电接触,从而使点胶机启动。
42.螺纹管23位于转动槽35底部时,螺纹管23外周面的转动杆62移动进入环形槽64内,失去限位作用的转动杆62跟随螺纹管23进行转动,转动杆62转动一周后被定片二65阻挡并停止转动,同时定片二65与定片一53电接触。电磁铁6通电后对磁吸片61产生吸附作用,使测缝针32脱离缝隙。
43.转动杆62转动至滑槽63内时,螺纹管23与往复丝杠21保持螺纹配合状态,螺纹管23底部的复位弹簧24推动检修盒3相对螺纹管23向下移动。当检修盒3移动至插接轴46与螺纹管23外周面的插槽26处于对位状态时,插接轴46重新与螺纹管23插接;定片一53与动片一54断开连接,点胶枪31处于断电状态;此时螺纹管23与往复丝杠21重新恢复螺纹传动配合状态,螺纹管23在复位弹簧24和拉伸弹簧43作用下与检修盒3保持平衡,从而使检修盒3与螺纹管23保持相对平衡状态,螺纹管23带动检修盒3移动至往复丝杠21底部并开始回升。通过启动检修车1,使测缝针32位于新的竖行进行移动。
44.高铁无砟轨道自密实混凝土修补工艺,包括如下步骤
测量离缝长度、横向深度及宽度,将长度≤30cm、横向深度≤5cm、宽度≤lmm的离缝定义为轻微离缝;将长度>30cm、横向深度≤49cm、宽度≤1.5mm的离缝定义为中度离缝。
45.采用钢丝刷及真空除尘器清理离缝表面的灰尘、浮渣以及松散层;采用真空除尘器和吹风机清除离缝内的灰尘杂物和积水。
46.离缝表面清理干净后,于轨道上设置检修车1,检修车1移动至离缝位置对缝隙进行点胶。于点胶枪31中灌注注浆材料,注浆材料为双组份低粘度灌浆树脂,注浆压力设置为0.2mpa。
47.点胶修补结束后,采用聚合物快硬水泥浆抹离缝表面进行封缝。
48.修补材料完全固化后,用角磨机将离缝表面打磨平整。
49.为使修补部位颜色与周边混凝土颜色一致,可将调配好的聚合物水泥防水涂料刷涂在修补位置,使修补后与周边混凝土颜色基本一致。
50.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
