1.本发明涉及液晶显示器加工设备领域,特别涉及一种遮光胶带背光模组侧壁自动贴附设备。
背景技术:
2.背光模组为液晶显示器面板的关键零组件之一。功能在于供应充足的亮度与分布均匀的光源,使其能正常显示影像。背光源是提供lcd面板的光源。主要由光源、导光板、光学用膜片、塑胶框等组成。背光源具有亮度高,寿命长、发光均匀等特点。遮光胶带,即用于实现光阻隔的胶带,主要适用于电子设备中lcd面板和背光模组的固定及各类遮光应用。在需要控制光亮度的应用中,将光的影响降至最低。
3.在手机、电脑、平板等生产中,需要将遮光胶带贴附到背光模组侧壁上,现有的生产方式为人工贴附,工序繁琐,贴附速度慢,难以满足自动化生产需求;且人工贴附的贴附方式容易出现贴偏或者错位的现象,影响产品的良品率。当然也有采用自动化机械设备,但是其存在自动化稳定性较差,且贴合精准度较差的问题。其中侧壁的贴附方式存在背光模组厚度不一致,且贴附固定较为不稳定的情况。
技术实现要素:
4.本发明的主要目的是提出一种遮光胶带背光模组侧壁自动贴附设备,旨在通过自动化设备实现背光模组侧壁的遮光胶带自动贴附,且贴附精准度较高。
5.为实现上述目的,本发明提出一种遮光胶带背光模组侧壁自动贴附设备,包括:
6.机架,所述机架设有延其长度分布的运输架,所述运输架间隔设置有多个工位,所述工位部分设有第一吸盘,且部分工位的上方部分设有第一检测装置;
7.入料装置,所述入料装置用于放置背光模组,且可将背光模组运输;
8.夹持装置,所述夹持装置用于将入料装置的背光模组夹持至校正装置;
9.校正装置,所述校正装置设有多个,用于对背光模组的位置进行基准点校正;
10.贴附装置,所述贴附装置设于第一移动架上,所述贴附装置用于将遮光胶带贴附于背光模组的侧壁面,所述遮光胶带与侧壁面的宽度相适,所述第一移动架可带动贴附装置作水平、垂向以及枢转运动;
11.撕膜装置,所述撕膜装置设于贴附装置的下端位置用于将遮光胶带的保护膜去除,
12.旋转装置,所述旋转装置设于贴附装置和撕膜装置的中部位置,用于带动背光模组转动;
13.压贴装置,所述压贴装置设有至少一个,所述压贴装置用于将胶带压贴于背光模组的侧壁;
14.检测装置,所述检测装置用于检测遮光胶带的贴合是否符合预定值。
15.优选地,所述第一移动架包括三轴机器人以及枢转安装于三轴机器人的贴附装
置,所述三轴机器人包括基座、水平枢转安装于基座的第一轴部以及水平枢转安装于第一轴部的第二轴部,所述贴附装置设于第二轴部上。
16.优选地,所述贴附装置包括交叉设置的第一贴附杆和第二贴附杆,所述第一贴附杆和第二贴附杆分别设有真空吸盘。
17.优选地,所述第一贴附杆和第二贴附杆呈十字型状。
18.优选地,所述机架设有横向移动架以及设于横向移动架的纵向移动架,所述夹持装置为吸盘组,所述吸盘组设于纵向移动架上。
19.优选地,所述撕膜装置包括枢转安装的滚轮,所述滚轮设有延其周向分布的辊条。
20.优选地,所述旋转装置包括伸缩电机以及设于伸缩电机上端的旋转电机,所述旋转电机设有定位座,所述背光模组设于定位座上,所述定位座与真空装置相连接。
21.优选地,所述压贴装置包括第一移动架、设于第一移动架的第一滚珠丝杠以及设于第一滚珠丝杠的两第一丝杠螺母,所述第一丝杠螺母设有枢转安装的压轮。
22.优选地,所述压轮的外壁设有弹性垫。
23.优选地,所述机架还设有固定装置,分别设于贴附装置和撕膜装置,所述固定装置包括固定座以及与固定座相对设置的压座,所述压座安装于伸缩电机上。
24.本发明技术方案通过入料装置可以同时放置多个背光模组,从而实现了流水线式背光模组的自动贴附,夹持装置将背光模组夹持至贴附装置,通过贴附装置的校正装置,将背光模组的基准点进行调整,然后通过贴附装置与旋转装置的配合,实现了对贴附装置四个侧壁的胶带贴附,再通过撕膜装置和旋转装置的配合实现了一个工位将四个侧壁的胶带的保护膜去除,再下个工序中通过压贴装置将胶带压贴,实现一次性贴附,提高自动化生产精度以及生产效率。
附图说明
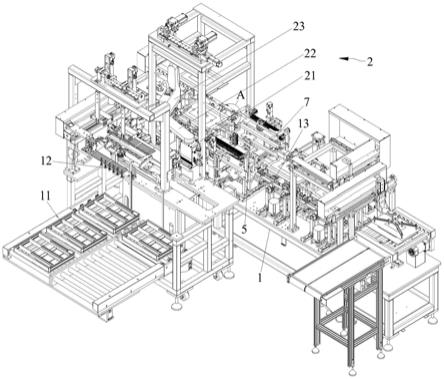
25.图1为本发明立体示意图一;
26.图2为本发明立体示意图二;
27.图3为本发明平面示意图一;
28.图4为本发明平面示意图一;
29.图5为贴附装置结构示意图;
30.图6为压贴装置示意图。
31.图中,1为机架,11为入料装置,12为夹持装置,13为校正装置,2为三轴机器人,21为基座,22为第一轴部,23为第二轴部,3为贴附装置,31为第一贴附杆,32为第二贴附杆,4为撕膜装置,41为滚轮,42为辊条,5为旋转装置,6为压贴装置,60为压轮,7为固定装置,71为固定座,72为压座,100为胶带。
具体实施方式
32.下面将结合附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
33.需要说明,若本发明实施例中有涉及方向性指示(诸如上、下、左、右、前、后、顶、底、内、外、垂向、横向、纵向,逆时针、顺时针、周向、径向、轴向
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
34.另外,若本发明实施例中有涉及“第一”或者“第二”等的描述,则该“第一”或者“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
35.如图1至6所示,一种遮光胶带背光模组侧壁自动贴附设备,包括:
36.机架1,所述机架1设有延其长度分布的运输架,所述运输架间隔设置有多个工位,所述工位部分设有第一吸盘,且部分工位的上方部分设有第一检测装置;
37.入料装置11(未图示),所述入料装置11用于放置背光模组,且可将背光模组运输;
38.夹持装置12,所述夹持装置12用于将入料装置11的背光模组夹持至校正装置13;
39.校正装置13(为现有技术,优选采用丝杠副与配合),所述校正装置13设有多个(其中包括入料装置11、贴附装置3以及撕膜装置4),用于对背光模组的位置进行基准点校正;
40.贴附装置3,所述贴附装置3设于第一移动架上,所述贴附装置3用于将遮光胶带100贴附于背光模组的侧壁面,所述遮光胶带100与侧壁面的宽度相适,所述第一移动架可带动贴附装置3作水平、垂向以及枢转运动;
41.撕膜装置4,所述撕膜装置4设于贴附装置3的下端位置用于将遮光胶带100的保护膜去除,
42.旋转装置5,所述旋转装置5设于贴附装置3和撕膜装置4的中部位置,用于带动背光模组转动;
43.压贴装置6,所述压贴装置6设有至少一个,所述压贴装置6用于将胶带100压贴于背光模组的侧壁;
44.检测装置,所述检测装置用于检测遮光胶带100的贴合是否符合预定值。
45.通过入料装置11可以同时放置多个背光模组,从而实现了流水线式背光模组的自动贴附,夹持装置12将背光模组夹持至贴附装置3,通过贴附装置3的校正装置13,将背光模组的基准点进行调整,然后通过贴附装置3与旋转装置5的配合,实现了对贴附装置3四个侧壁的胶带100贴附,再通过撕膜装置4和旋转装置5的配合实现了一个工位将四个侧壁的胶带100的保护膜去除,再下个工序中通过压贴装置6将胶带100压贴,实现一次性贴附,提高自动化生产精度以及生产效率。
46.在本发明实施例中,所述第一移动架包括三轴机器人2以及枢转安装于三轴机器人2的贴附装置3,所述三轴机器人2包括基座21、水平枢转安装于基座21的第一轴部22以及水平枢转安装于第一轴部22的第二轴部23,所述贴附装置3设于第二轴部23上。通过三轴机器人2实现了将胶带100吸附于贴附装置3,同时也方便了将胶带100贴附于背光模组上。
47.在本发明实施例中,所述贴附装置3包括交叉设置的第一贴附杆31和第二贴附杆32,所述第一贴附杆31和第二贴附杆32分别设有真空吸盘。通过三轴机器人2的驱动,可以
将已经按照预定剪切的胶带100,吸附至第一贴附杆31和第二贴附杆32上没有胶面的一端,在三轴机器人2的驱动下,将胶面的一端与背光模组的侧壁相对,并移动至指定的位置。
48.在本发明实施例中,所述第一贴附杆31和第二贴附杆32呈十字型状。即可以一面将胶带100贴附于背光模组后,另一面可以直接与胶带100相对,然后再将贴附装置3旋转,从而实现了贴附和吸附两个步骤。
49.在本发明实施例中,所述机架1设有横向移动架以及设于横向移动架的纵向移动架,所述夹持装置12为吸盘组,所述吸盘组设于纵向移动架上。从而将背光模组从运输带移动至贴附装置3的位置,在具体实施例中也可以采用运输装置直接传输。
50.在本发明实施例中,所述撕膜装置4包括枢转安装的滚轮41,所述滚轮41设有延其周向分布的辊条42。通过滚轮41和辊条42的配合将胶带100撕下,从而实现了保护膜的去除,其中撕膜装置4可以参考现有技术的。
51.在本发明实施例中,所述旋转装置5包括伸缩电机以及设于伸缩电机上端的旋转电机,所述旋转电机设有定位座,所述背光模组设于定位座上,所述定位座与真空装置相连接。通过旋转装置5的设置可以将背光模组沿预定高度垂向运动,同时当其中两侧的保护膜去除后,可以通过旋转装置5旋转至预定位置后,将另外的两侧的保护膜去除,其中在贴附装置3也设有旋转装置5,从而实现多维调节。
52.在本发明实施例中,所述压贴装置6包括第一移动架、设于第一移动架的第一滚珠丝杠以及设于第一滚珠丝杠的两第一丝杠螺母,所述第一丝杠螺母设有枢转安装的压轮60。通过压轮60的设置使胶带100贴合,再具体实施例中可以反复压贴多次。
53.在本发明实施例中,所述压轮60的外壁设有弹性垫。
54.在本发明实施例中,所述机架1还设有固定装置7,分别设于贴附装置3和撕膜装置4,所述固定装置7包括固定座71以及与固定座71相对设置的压座72,所述压座72安装于伸缩电机上。从而实现了将背光模组的侧边框固定,避免撕膜或粘胶时出现位移。
55.其中部分结构如丝杠副、旋转电机或伸缩电机可以采用现有技术以替换,因此部分未图示。
56.以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。