1.本实用新型涉及一种装配芯轴齿轮滚刀结构,属于机加工技术领域。
背景技术:
2.众所周知,滚齿齿轮的齿形误差主要取决于滚刀精度,为了降低齿轮啮合噪声,提高啮合精度,必须减小齿轮齿形误差,提高滚刀精度。
3.现有的在齿轮滚刀的制造过程中,滚刀的芯轴与滚刀两部分是分开独立加工的,各自有各自的基准,待芯轴与滚刀分别加工完成,再将齿轮滚刀与滚刀芯轴相组合装配,并装夹到机床上进行加工;需要换用其他齿轮滚刀时,要将原先装配好的齿轮滚刀拆卸下来,换装上其他的齿轮滚刀进行加工。在修磨时需要将齿轮滚刀从滚刀芯轴上拆卸下来进行修磨。
4.上述齿轮滚刀与滚刀芯轴在制造时是分别加工且二者基准不同;在使用以及修磨得过程中,都出现了拆卸和重新装配的情况;这样会导致滚刀在使用过程中刀具跳动大出现精度降低的情况。
技术实现要素:
5.本实用新型针对现有技术存在的不足,提供一种结构简单,操作方便,提高滚刀使用精度的装配芯轴齿轮滚刀结构。
6.本实用新型解决上述技术问题的技术方案如下:一种装配芯轴齿轮滚刀结构,包括滚刀芯轴及齿轮滚刀,其特征在于,所述齿轮滚刀套装在所述滚刀芯轴的外侧并随所述滚刀芯轴转动,在所述齿轮滚刀一侧的所述滚刀芯轴上设有限位凸肩,所述限位凸肩上设有用于装夹的卡槽,在所述限位凸肩外侧的所述滚刀芯轴上设有第一锥度端,在所述齿轮滚刀的另一侧的所述滚刀芯轴上设有锁紧螺母,在所述锁紧螺母外侧的所述滚刀芯轴上设有第二锥度端。
7.本实用新型的有益效果是:滚刀芯轴加工完成后,将齿轮滚刀装配到滚刀芯轴上对其进行加工,具体将齿轮滚刀套装到滚刀芯轴上,通过螺母将齿轮滚刀锁紧,齿轮滚刀一侧通过滚刀芯轴上的限位凸肩定位,另一侧通过锁紧螺母限位,然后将装配的滚刀结构整体放入到磨床对齿轮滚刀进行加工,这样齿轮滚刀与滚刀芯轴同一加工基准,提高了齿轮滚刀的加工精度;使用时可通过滚刀芯轴上的卡槽及锥度端的配合实现其在机床上的装夹,从而实现齿轮滚刀结构的滚齿加工;在齿轮滚刀需要维护修磨时,则可通过滚刀芯轴的两锥度端装夹到修磨机上,驱动滚刀整体转动完成修磨滚齿刀的工作。总之,本实用新型结构简单,操作方便,在齿轮滚刀制造、修磨以及使用时齿轮滚刀始终都与滚刀芯轴处于装配好的状态,没有拆卸与更换,保证了齿轮滚刀与滚刀芯轴的位置关系,提高了齿轮滚刀的精度。
8.在上述技术方案的基础上,本实用新型还可以做如下改进。
9.进一步的,所述限位凸肩与所述齿轮滚刀之间和/或所述齿轮滚刀与所述锁紧螺
母之间设有定位环。
10.采用上述进一步方案的有益效果是,定位环可设置在限位凸肩与齿轮滚刀之间或者齿轮滚刀与锁紧螺母之间或者在齿轮滚刀的左、右两侧都有,通过定位环可对齿轮滚刀的位置进行调整,实现齿轮滚刀在滚刀芯轴中部的定位安装,满足齿轮滚刀的作业空间的要求。
11.进一步的,所述滚刀芯轴与所述齿轮滚刀键连接。
12.采用上述进一步方案的有益效果是,通过键连接实现齿轮滚刀与滚刀芯轴的同步转动。
13.进一步的,所述滚刀芯轴通过平键与所述齿轮滚刀连接。
14.采用上述进一步方案的有益效果是,齿轮滚刀上有与平键相配合的键槽,通过平键传递转矩,实现齿轮滚刀的随动。
15.进一步的,所述齿轮滚刀一端或两端的端面上设有凸台,所述凸台的外径小于所述齿轮滚刀的外径。
16.采用上述进一步方案的有益效果是,与限位凸肩、锁紧螺母或定位环接触配合实现对齿轮滚刀的稳定定位。
17.进一步的,所述卡槽设有两个,两个所述卡槽对称设置在所述限位凸肩上。
18.采用上述进一步方案的有益效果是,卡槽的位置及数量与修磨床的驱动端是相适配的,齿轮滚刀使用时,将装配好的滚刀结构整体装夹到修磨机床上,具体是卡槽及第一锥度端装夹到机床的驱动端,第二锥度端则装夹到机床的锥套内从而实现滚刀结构的稳定定位以便于进行滚齿加工。
附图说明
19.图1为本实用新型的实施例1的结构示意图;
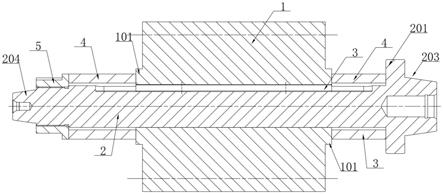
20.图2为本实用新型的实施例2的结构示意图;
21.图3为图2的右视图;
22.图4为图3中沿a-a方向的剖面图;
23.图5为本实用新型的滚刀芯轴的结构示意图;
24.图中,1、齿轮滚刀;101、凸台;2、滚刀芯轴;201、限位凸肩;202、卡槽;203、第一锥度端;204、第二锥度端;3、平键;4、定位环;5、锁紧螺母。
具体实施方式
25.以下结合实例对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
26.实施例1,如图1所示,一种装配芯轴齿轮滚刀结构,包括滚刀芯轴2及齿轮滚刀1,所述齿轮滚刀1套装在所述滚刀芯轴2的外侧并随所述滚刀芯轴转动,在所述齿轮滚刀一侧的所述滚刀芯轴2上设有限位凸肩201,所述限位凸肩201上设有用于装夹的卡槽202,在所述限位凸肩201外侧的所述滚刀芯轴2上设有第一锥度端203,在所述齿轮滚刀的另一侧的所述滚刀芯轴2上设有锁紧螺母5,在所述锁紧螺母5外侧的所述滚刀芯轴2上设有第二锥度端204。
27.所述滚刀芯轴2与所述齿轮滚刀1键连接。通过键连接实现齿轮滚刀1与滚刀芯轴2的同步转动。
28.所述滚刀芯轴2通过平键3与所述齿轮滚刀1连接。齿轮滚刀1上有与平键3相配合的键槽,通过平键3传递转矩,实现齿轮滚刀的随动。
29.所述齿轮滚刀1一端或两端的端面上设有凸台101,所述凸台101的外径小于所述齿轮滚刀的外径。与限位凸肩201、锁紧螺母5或定位环4接触配合实现对齿轮滚刀的稳定定位。
30.所述卡槽202设有两个,两个所述卡槽202对称设置在所述限位凸肩201上。卡槽202的位置及数量与修磨床的驱动端是相适配的,齿轮滚刀使用时,将装配好的滚刀结构整体装夹到修磨机床上,具体是卡槽202及第一锥度端203装夹到机床的驱动端,第二锥度端204则装夹到机床的锥套内从而实现滚刀结构的稳定定位以便于进行滚齿加工。
31.实施例2,如图2-图5所示,在实施例1的基础上,所述限位凸肩201与所述齿轮滚刀1之间和所述齿轮滚刀1与所述锁紧螺母5之间分别设有定位环4。定位环4设置在限位凸肩201与齿轮滚刀1之间及齿轮滚刀1与锁紧螺母5之间,齿轮滚刀的左、右两侧都有定位环,通过定位环4可对齿轮滚刀的位置进行调整,实现齿轮滚刀1在滚刀芯轴2中部的定位安装,满足齿轮滚刀1的作业空间的要求。
32.实施例3,所述限位凸肩201与所述齿轮滚刀1之间设有定位环4。定位环4可设置在限位凸肩201与齿轮滚刀1之间,通过定位环4可对齿轮滚刀1的位置进行调整,实现齿轮滚刀1在滚刀芯轴2中部的定位安装,满足齿轮滚刀的作业空间的要求。其余结构与实施例2相同,故在此不再多述。
33.实施例4,所述齿轮滚刀1与所述锁紧螺母5之间设有定位环4。定位环4可设置在齿轮滚刀1与锁紧螺母5之间通过定位环4可对齿轮滚刀的位置进行调整,实现齿轮滚刀在滚刀芯轴2中部的定位安装,满足齿轮滚刀的作业空间的要求。其余结构与实施例2相同,故在此不再多述。
34.在齿轮滚刀1与滚刀芯轴2的制造阶段,先将滚刀芯轴2加工完成,齿轮滚刀1加工到加工齿形前,先将定位环4装配到滚刀芯轴2上,再将平键3装配到滚刀芯轴2上,将齿轮滚刀1通过平键3装配好,安装另一个定位环4,最后通过六角锁紧螺母5将部件锁紧,然后将装配好的齿轮滚刀1结构整体放入磨床,进行滚刀齿形的加工工作。
35.在齿轮滚刀1的使用阶段,将装配好的带滚刀芯轴2的齿轮滚刀结构整体装夹到滚齿机床上,有卡槽202带锥度的一端装夹到机床驱动端,带螺纹的一侧装夹到机床的锥套内固定好进行滚齿加工。
36.在齿轮滚刀1的修磨阶段,将装配好的带滚刀芯轴2的齿轮滚刀结构整体装夹到修磨机床上,滚刀芯轴2两端以顶尖的方式进行装夹,机床驱动带滚刀芯轴2的齿轮滚刀结构整体进行转动,完成修磨滚齿刀的工作。
37.由于在齿轮滚刀1制造、修磨以及使用阶段,齿轮滚刀始终都与滚刀芯轴2处于装配好的状态,没有拆卸与更换,保证了齿轮滚刀与滚刀芯轴2的位置关系,提高了齿轮滚刀的精度,解决了现有齿轮滚刀制造、修磨及其使用过程中出现的刀具跳动大、尺寸精度降低等问题。
38.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用
新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。