1.本技术涉及拷边机技术领域,尤其涉及一种快速拷拼翻带子新装置。
背景技术:
2.背心作为我们日常生活中经常穿着的服饰,其有着穿着简便,凉快透气等优点,是人们居家穿着的常见选择。背心通常都有着肩带这一结构,肩带的生产通常是由拷边机对条布进行缝制与翻边后制成的。
3.公告号为cn210481681u的相关专利提供了一种拷边机,其包括拷边机主体、机座,拷边机主体设置在机座上,集料箱与机座可拆卸连接;机座上设有支撑板,集料箱与支撑板通过锁紧组件可拆卸连接,锁紧组件包括燕尾槽、燕尾块、弹簧、限位杆和限位环,限位环设置在集料箱上,燕尾槽开设在支撑板上,燕尾块与燕尾槽滑动配合,限位杆设置在燕尾块上,弹簧的一端连接燕尾块,另一端连接燕尾槽端部,弹簧处于自然状态时,限位杆贯穿限位环。将条布在拷边机主体上缝制,缝制完成,手动翻带,对另一面进行缝制,将原本条布的两侧对齐并缝合,由此制成一条完整的肩带。
4.针对上述中的相关专利,发明人认为在对条布进行拷边的过程中需要进行人工的翻带,此种翻带方式操作费时,生产效率低下,且经过人工翻带的条布易出现止口宽窄不均匀,造成布料浪费,品质低下的问题。
技术实现要素:
5.为了简化翻带这一工序的操作流程,节省时间,提高肩带的品质和生产效率,本技术提供一种快速拷拼翻带子新装置。
6.本技术提供的一种快速拷拼翻带子新装置采用如下的技术方案:
7.一种快速拷拼翻带子新装置,包括机架、设置于机架上的拷边机和待加工的条布,所述拷边机上设置有用于对条布进行拷边的拷边台,其特征在于:所述机架上连接有用于对条布进行快速翻带的翻带龙头,所述翻带龙头与拷边台相连通,所述翻带龙头背离拷边台的一侧设置有用于给翻带龙头提供动力的驱动组件。
8.通过采用上述技术方案,条布在进入翻带龙头后先传输至拷边机上进行两开口边的缝合,再通过翻带龙头进行翻带,完成加工,在本技术中,条布的运动是通过驱动组件提供动力完成的,驱动组件带动条布在翻带龙头与拷边机之间进行移动,全程自动化,生产速度较快,生产效率较高,且全部由机器完成,所制成的条布品质高,工序操作简单,节省时间,降低了劳动量,有效改善了缝头用料多和肩带止口宽窄不均匀等问题,提高了本技术的实用性。
9.可选的,所述翻带龙头包括进料片、抵紧片、两块平行设置的出料片和翻带管,所述进料片两侧边向中心翻折,所述进料片的进料端开口大于出料端开口,所述抵紧片两侧边向中心翻折,所述抵紧片的两侧边分别与进料片的两侧边相连接,所述抵紧片的进料端开口大于出料端开口,所述进料片包合于抵紧片两侧边,两所述出料片分别与抵紧片出料
端的两侧边相连接,所述出料片的宽度方向与抵紧片的长度方向一致,所述出料片与拷边台相连通,所述翻带管设置于两出料片之间,所述翻带管与两出料片背离进料片的部分侧边相连接,所述翻带管与驱动组件相连通。
10.通过采用上述技术方案,条布通过进料片与抵紧片之间的缝隙进入翻带龙头内部,在抵紧片与进料片的另一端,条布从中心处被对折,然后进入两个出料片内,并运输至拷边机上进行两开口边的缝合;缝合后的条布再进入翻带管内并由翻带管的另一端进行输出。通过本技术,使得条布的拷边与翻带同时进行,利用驱动组件对其进行驱动,自动化程度较高,减轻劳动量,提升肩带品质和生产效率。
11.可选的,两所述出料片背离进料片的侧边开设有用于对条布进行拷边的拷边槽,所述拷边机的缝针插设入拷边槽内。
12.通过采用上述技术方案,开设拷边槽可以使得条布在离开出料片之前进行缝制,有效减少了条布原本所需要通过的路程,同时可以有效改善条布因长度过长而导致打结的问题,提高了生产效率和产品品质,提高了本技术的实用性和安全性。
13.可选的,两所述出料片靠近抵紧片的侧边相连接,两所述出料片靠近抵紧片的侧边上设置有用于将翻带龙头固定的锁紧单元。
14.通过采用上述技术方案,设置锁紧单元可以将翻带龙头进行锁紧固定,可以提高翻带龙头在工作状态下的稳定性,有效降低翻带龙头因驱动组件的驱动而形成的振动的影响,减轻晃动,更加利于提高产品品质。
15.可选的,所述锁紧单元包括锁紧片、锁紧扣板和若干锁紧件,所述锁紧片一端与出料片侧边相连接,所述锁紧片上表面贯穿开设有锁紧槽,所述锁紧槽的长度方向与锁紧片的长度方向一致,所述锁紧扣板设置于锁紧片下表面,所述锁紧件穿过锁紧槽并与锁紧扣板螺纹连接。
16.通过采用上述技术方案,在需要使用锁紧单元时,将锁紧件卸下,将锁紧片抵接于待安装处的上表面,再将锁紧扣板设置于待安装处的下表面,完成定位,再将锁紧件依次穿过锁紧槽与待安装处的缝隙,并与锁紧扣板进行螺纹连接,此种锁紧方式简单便捷,便于拆卸维修与更换,提高了本技术的实用性和便捷性,提高了经济效益。
17.可选的,所述抵紧片的进料端设置有导向杆,所述导向杆一端插设入抵紧片内且与抵紧片内侧壁相连接。
18.通过采用上述技术方案,设置导向杆可以对进入翻带龙头的条布进行预先的平直,可以有效改善条布进入翻带龙头之间出现打结,从而导致条布卡于翻带龙头内,影响生产效率的问题,提高了本技术的实用性和安全性。
19.可选的,所述进料片中心段开设有观察槽,所述观察槽沿进料片的长度方向开设。
20.通过采用上述技术方案,设置观察槽可以实时观察抵紧片与进料片之间条布的运行状况,可以及时发现内部出现的打结等问题,提高了本技术的实用性和安全性。
21.可选的,所述驱动组件包括同步电机、同步轴和抵紧辊,所述同步电机设置于翻带龙头背离拷边机的一侧,所述同步轴套设于同步电机的输出轴上,所述抵紧辊设置于同步轴下方,所述同步轴和抵紧辊上绕设有成型的肩带。
22.通过采用上述技术方案,经过翻带管输出的肩带缠绕于同步轴上,并进入同步轴与抵紧辊之间的间隙内,通过同步轴的转动与抵紧辊提供的摩擦力,将肩带从翻带龙头内
抽出,提高了自动化程度,减轻劳动量,简化翻带工序。
23.综上所述,本技术包括以下至少一种有益技术效果:
24.1.本技术的翻带龙头与驱动组件,将肩带的拷边与翻带两道工序合并同时进行,全程自动化,减轻了工人的劳动量,简化工序,同时由机器自主进行,可以提高产品品质和生产效率,有效改善了肩带止口宽窄不均匀的问题,节省布料,提高了本技术的实用性和经济效益;
25.2.设置导向杆可以使得条布在进入翻带龙头之前进行预先的平直,有效改善了条布进入翻带龙头后易出现打结的问题,提高了本技术的实用性和安全性。
附图说明
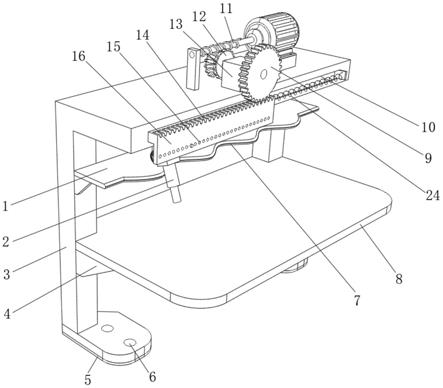
26.图1是本技术实施例的一种快速拷拼翻带子新装置的结构示意图。
27.图2是本技术实施例的翻带龙头的结构示意图。
28.图3是本技术实施例的锁紧单元的爆炸结构示意图。
29.附图标记说明:1、机架;2、拷边机;21、拷边台;3、条布;4、翻带龙头;41、进料片;411、观察槽;42、抵紧片;43、出料片;431、拷边槽;44、翻带管;5、驱动组件;51、同步电机;52、同步轴;53、抵紧辊;6、锁紧单元;61、锁紧片;611、锁紧槽;62、锁紧扣板;63、锁紧件;7、导向杆。
具体实施方式
30.以下结合附图1-3对本技术作进一步详细说明。
31.本技术实施例公开一种快速拷拼翻带子新装置。参照图1,一种快速拷拼翻带子新装置,包括机架1、设置于机架1上的拷边机2和拷边机2上待加工的条布3。拷边机2底座通过螺栓可拆卸连接于机架1上表面,拷边机2上设置有用于对条布3进行放置加工的拷边台21。
32.参照图1和图2,机架1上设置有用于对条布3进行翻带的翻带龙头4,翻带龙头4与拷边台21相通。翻带龙头4包括进料片41、抵紧片42、两块平行设置的出料片43和翻带管44。进料片41两侧边向中心弯折,进料片41的中心段保持不变,进料片41的进料端的开口大于出料端,进料片41的出料端弯折至两侧弯折面平行,与未弯折处形成一个u形口。进料片41未弯折处开设有观察槽411,观察槽411沿进料片41的长度方向开设。
33.参照图2,抵紧片42两侧边向中心弯折,抵紧片42的中心段保持不变,抵紧片42的进料端的开口大于出料端,抵紧片42的出料端弯折至两侧弯折面平行,与未弯折处形成一个u形口。本实施例中,进料片41和抵紧片42一体成型。抵紧片42弯折部分别连接于进料片41两侧边,抵紧片42两侧边均位于进料片41两侧边内。
34.参照图2,两出料片43分别连接于抵紧片42出料端的两侧边,两出料片43的宽度方向与抵紧片42的长度方向一致。两出料片43靠近抵紧片42的一侧边相连,两出料片43背离抵紧片42的另一端部分连接,相连部分背离拷边台21。两出料片43为连接的侧边上开设有可供拷边机2缝针插设的拷边槽431。本实施例中,出料片43与抵紧片42一体成型,两出料片43一体成型。
35.参照图2,翻带管44设置于两出料片43之间,且翻带管44背离抵紧片42的一端与两出料片43部分连接处通过焊接固定连接。本实施例中,翻带管44的形状与条布3形状相适
配,为扁平通道状。
36.参照图1和图2,抵紧片42的进料端通过焊接固定连接有用于给条布3进行导向的导向杆7,导向杆7一端与抵紧片42内壁焊接,导向杆7另一端设置有多段s型弯折。
37.参照图2和图3,两出料片43靠近抵紧片42的侧边通过焊接设置有用于固定翻带龙头4的锁紧单元6。锁紧单元6包括锁紧片61、锁紧扣板62和锁紧件63,锁紧片61一端通过焊接固定连接于两出料片43相互连接的侧边,锁紧片61上表面贯穿开设有两道锁紧槽611,锁紧槽611沿抵紧片42的长度方向开设。锁紧扣板62设置于锁紧片61下表面,锁紧扣板62上开设有若干通槽和若干螺纹孔,锁紧件63穿过锁紧槽611并与锁紧扣板62螺纹连接。本实施例中,锁紧件63为螺丝,锁紧扣板62上的通槽开设有三条,螺纹孔为两个。
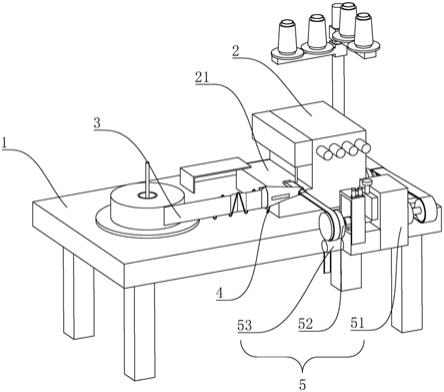
38.参照图1,翻带龙头4背离拷边机2的一端设置有用于给翻带龙头4提供动力的驱动组件5。驱动组件5包括同步电机51、同步轴52和抵紧辊53。同步电机51底座通过螺栓可拆卸连接于机架1上表面,且同步电机51的输出轴转动方向与翻带龙头4出料方向一致。同步轴52通过焊接固定连接于同步电机51的输出轴上,抵紧辊53通过轴承转动连接于同步电机51的底座侧壁,抵紧辊53设置于同步轴52下方。
39.本技术实施例一种快速拷拼翻带子新装置的实施原理为:在具体实施过程中,条布先经过导向杆7的平直,随后通过进料片41与抵紧片42之间的缝隙进入翻带龙头4内,在进料片41与抵紧片42另外一端进行中心对折,并通过两块出料片43之间的缝隙进入,并在拷边槽431内进行两开口边的缝制。缝制完成继续向前,然后翻带进入翻带管44内。
40.通过翻带管44另一端输出后,肩带一端缠绕于同步轴52和抵紧辊53上,通过同步电机51的转动进行输出。
41.本技术的一种快速拷拼翻带子新装置,自动化程度较高,利用同步电机51带动流水作业,将拷边与翻带同时进行,降低工序所耗费的时间,同时由机器完成可以提高产品品质和生产效率,节省布料,具有较高的经济效益。
42.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。