1.本发明涉及电磁铁技术领域,特别涉及一种低剩磁电磁铁及其加工方法。
背景技术:
2.面包作为一种早餐,经常出现在人们的餐桌上。多士炉作为加热面包的一种常见工具,被广泛应用在日常生活中。
3.在多士炉的使用过程中,加热面包后会将面包弹出,其中远离为放入面包片后,压下开关,电磁铁吸附弹片,加热完成后电磁铁断电,弹片将面包弹起。
4.而现有的多士炉用电磁铁大多采用的是硅钢片铁芯,剩磁较大,断电后仍然会有吸附弹片的情况,导致面包烤焦。
技术实现要素:
5.本发明的目的在于至少解决现有技术中存在的技术问题之一,提供一种低剩磁电磁铁及其加工方法,能够降低电磁铁剩磁,避免面包烤焦。
6.根据本发明的第一方面,提供一种低剩磁电磁铁,包括基材架,所述基材架包括绕线部以及引脚部;线圈,绕设在所述绕线部上;绝缘层,绕设在所述线圈上;引脚,插设在所述引脚部上并与所述线圈连接;以及铁芯,插设在所述绕线部中心且与所述基材架连接,所述铁芯为纯铁制成。
7.根据本发明第一方面所述的一种低剩磁电磁铁,所述引脚包括:第一连接部,插设在所述引脚部上;以及第二连接部,与所述线圈连接,所述第一连接部与所述第二连接部垂直。
8.根据本发明第一方面所述的一种低剩磁电磁铁,所述引脚部上设有凸台,所述第二连接部抵顶在所述凸台上。
9.根据本发明第一方面所述的一种低剩磁电磁铁,所述基材架上设有防呆标记,所述防呆标记为斜面,所述防呆标记用于区分所述基材架方向。
10.根据本发明第二方面所述的一种低剩磁电磁铁的加工方法,包括第一方面所述的一种低剩磁电磁铁,包括以下步骤:
11.铁芯加工:纯铁片冲剪
→
纯铁片防锈处理
→
纯铁片堆叠拉铆;
12.绕阻加工:基材架注塑成型
→
绕线圈
→
绝缘处理
→
穿引脚
→
接引脚;
13.电磁铁组装:装配
→
点胶
→
烘烤;
14.作为上述方案的进一步改进,在铁芯加工工序中,在纯铁片堆叠拉铆后,需进行二次防锈处理。
15.作为上述方案的进一步改进,在绕阻加工工序中,接引脚前还包括折弯工序,将穿引脚后将引脚折弯为l形。
16.作为上述方案的进一步改进,还包括磁力测试工序,先将电磁铁固定后通电,将连接着拉力计的铁块吸附在电磁铁上,随后拉动拉力计,直到铁块与电磁铁分离,读出数据。
17.作为上述方案的进一步改进,还包括剩磁测试工序,先将电磁铁固定后通电,再将连接着拉力计的铁块吸附在电磁铁上,通过拉力计设定试验拉力,随后电磁铁断电,通过光电开关计量电磁铁断电后与铁块分离的时间。
18.作为上述方案的进一步改进,断电后到电磁铁与铁块分离的时间不大于0.5秒。
19.本发明至少具有如下有益效果:一种低剩磁电磁铁包括基材架、线圈、绝缘层、引脚以及铁芯。其铁芯不同于常见的硅钢片铁芯,采用了纯铁铁芯,降低了电磁铁的剩磁,能够避免因为剩磁导致面包烤焦。同时,还通过了二次防锈处理,进一步延长了铁芯的使用寿命。引脚采用了l形引脚,配合基材架上的凸台,能够令引脚更加牢固,有效防止引脚掉落。
附图说明
20.下面结合附图和实施例对本发明进一步地说明;
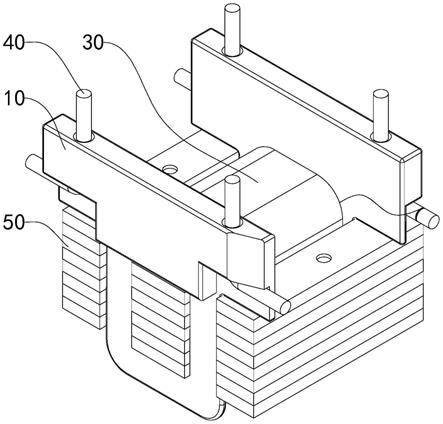
21.图1为本发明较佳实施例的结构示意图;
22.图2为本发明较佳实施例的爆炸示意图;
23.图3为本发明较佳实施例基材架的结构示意图;
24.图4为本发明较佳实施例引脚的结构示意图;
25.图5为本发明较佳实施例铁芯的结构示意图。
26.图6为本发明较的加工流程图。
27.附图说明:
28.基材架10,绕线部11,引脚部12,凸台121,防呆标记13;线圈20;绝缘层30;引脚40,第一连接部41,第二连接部42。
具体实施方式
29.本部分将详细描述本发明的具体实施例,本发明之较佳实施例在附图中示出,附图的作用在于用图形补充说明书文字部分的描述,使人能够直观地、形象地理解本发明的每个技术特征和整体技术方案,但其不能理解为对本发明保护范围的限制。
30.在本发明的描述中,需要理解的是,涉及到方位描述,例如上、下、前、后、左、右等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
31.在本发明的描述中,若干的含义是一个或者多个,多个的含义是两个以上,大于、小于、超过等理解为不包括本数,以上、以下、以内等理解为包括本数。如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
32.本发明的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本发明中的具体含义。
33.参照图1至图5,一种低剩磁电磁铁包括基材架10、线圈20、绝缘层30、引脚40以及铁芯50。基材架10包括绕线部11以及引脚部12。线圈20绕设在绕线部11上。绝缘层30绕设在线圈20上。引脚40插设在引脚部12上并与线圈20连接。铁芯50插设在绕线部11中心且与基
材架10连接,铁芯50为纯铁制成。
34.值得说明的是,铁芯50为纯铁制成,不同于常见的硅钢片制成的铁芯50,纯铁制成的铁芯50剩磁大幅降低,能够避免因为剩磁导致面包烤焦。
35.参照图4,引脚40包括:第一连接部41以及第二连接部42。第一连接部41插设在引脚部12上。第二连接部42与线圈20连接。第一连接部41与第二连接部42垂直。
36.可以理解的是,引脚40的第一连接部41与第二连接部42垂直,即引脚40为l型,其目的是为了防止引脚40因工作中的震动与基材架10分离,提升产品的稳定性。
37.参照图3,引脚部12上设有凸台121,第二连接部42抵顶在凸台121上。
38.值得说明的是,凸台121的作用有两个,一个是用于折弯的定位,另一个是进一步加强引脚40的防脱。
39.参照图3,基材架10上设有防呆标记13,防呆标记13为斜面,防呆标记13用于区分基材架10方向。
40.可以理解的是,防呆标记13可以让工作人员进行绕线圈20步骤时,保证线圈20的旋向一致,不会发生错误。
41.参照图6,一种低剩磁电磁铁的加工方法,应用了本发明第一方面的一种低剩磁电磁铁,包括以下步骤:
42.铁芯50加工:纯铁片冲剪
→
纯铁片防锈处理
→
纯铁片堆叠拉铆;
43.绕阻加工:基材架10注塑成型
→
绕线圈20
→
绝缘处理
→
穿引脚40
→
接引脚40;
44.电磁铁组装:装配
→
点胶
→
烘烤。
45.具体的,在s1步骤中,将纯铁片冲剪为所需形状,随后将冲剪下来的铁片进行防锈处理,如发黑等。随后将纯铁片堆叠后拉铆固定为铁芯50。
46.在s2步骤中,首先将基材架10注塑成型,随后将基材架10的放入绕线机进行线圈20的缠绕工作,线圈20缠绕完成后,在线圈20外侧缠绕形成绝缘层30,将线圈20与其他部位绝缘处理。在之后将导电用的引脚40插入引脚部12,随后将线圈20的两端分别于两个引脚40锡焊连接。
47.在s3步骤中,将铁芯50插入基材架10且位于绕线部11中心处之后,在铁芯50与基材架10接触的地方涂抹胶水,随后将其送入烤箱进行烘烤,将胶水固化。
48.作为上述方案的进一步改进,在铁芯加工工序中,在纯铁片堆叠拉铆后,需进行二次防锈处理。
49.可以理解的是,二次防锈处理能进一步加强防锈效果,减小锈蚀几率,提升铁芯50的使用寿命。
50.作为上述方案的进一步改进,在绕阻加工工序中,接引脚40前还包括折弯工序,将穿引脚后将引脚折弯为l形。
51.作为上述方案的进一步改进,一种低剩磁电磁铁的加工方法还包括磁力测试工序,先将电磁铁固定后通电,将连接着拉力计的铁块吸附在电磁铁上,随后拉动拉力计,直到铁块与电磁铁分离,读出数据。
52.可以理解的是,磁力测试的目的是为了防止铁芯50或线圈20出现加工问题导致电磁铁磁力不足,剔除不合格产品。
53.作为上述方案的进一步改进,一种低剩磁电磁铁的加工方法还包括剩磁测试工
序,先将电磁铁固定后通电,再将连接着拉力计的铁块吸附在电磁铁上,通过拉力计设定试验拉力,随后电磁铁断电,通过光电开关计量电磁铁断电后与铁块分离的时间。
54.可以理解的是,剩磁测试时,可以将多士炉弹片的弹力作为试验压力,模拟多士炉的工作环境,测试产品的剩磁情况,挑选出不合格的产品。
55.作为上述方案的进一步改进,断电后到电磁铁与铁块分离的时间不大于0.5秒。
56.可以理解的是,若分离时间大于0.5秒,则表面剩磁过大,容易导致面包烤制时间过久,进而产生焦糊感,影响口感。
57.值得说明的是,剩磁不达标的电磁铁,还可以将铁芯50与基材架10分离后进行热处理,后再进行组装测试。降低生产成本。
58.上面结合附图对本发明实施例作了详细说明,但是本发明不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本发明宗旨的前提下作出各种变化。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
