1.本实用新型涉及一种吐珠类烟花的纸筒的加工设备。
背景技术:
2.吐珠类烟花是指燃放时从同一筒体内有规律地发射出多颗彩珠、彩花、响炮等效果的产品。吐珠类烟花纸筒(纸管)内腔要承受发射压力并充当效果亮珠的发射通道。其结构如图1所示,由纸张1逐层卷曲胶粘而成筒体,纸张1的内纸头3粘附在筒体的内腔2的侧壁上,纸张1的外纸头4粘附在筒体的外壁上。由于点燃的效果亮珠温度较高,内腔2中的效果亮珠中容易点燃纸头3使得内腔2侧壁燃烧,导致所述发射通道被破坏、堵塞,使得后续的效果亮珠无法顺利发射,甚至会导致炸筒的严重后果。
3.为此,经发明人潜心研究,发现可以采用折叠内纸头的方式有效解决上述问题。如图2所示,同样地,所述吐珠类烟花纸筒由纸张101逐层卷曲胶粘而成筒体,纸张101的外纸头105粘附在筒体的外壁上,所述纸张101的内纸头104折叠,折叠部夹在纸张的最内层102和次内层103之间胶粘固定。采用上述技术方案,纸张101的内纸头104通过折叠被夹在两层纸张之间,只有折叠部的折棱106暴露在纸筒筒体的内腔,由于所述折棱106比内纸头104耐火、不易被点燃,故而能够有效减少筒体内腔侧壁被点燃的情况发生。
4.现有技术中,吐珠类烟花纸筒的卷制由公知的设备完成,如授权公告号为cn 102679820 b的中国发明专利文献公开的“一种吐珠类烟花纸筒卷制机”,其工作过程是:支承架1上的纸张36依序通过第一拖纸滚筒组8、胶水控制框25、第二拖纸滚筒组42、多组平行并列的三角传送皮带组31构成的传送装置,纸张36侧边进入进纸主动滚筒32和进纸从动滚筒39之间,纸张完全进入后进纸从动滚筒39下落夹持纸张36,再送入搓纸卷筒机构平皮带圈35的回转部40进行卷制,完成后退筒套管7将套在卷纸钎杆6上的纸筒推出,即得成品。其中进纸从动滚筒39也可以采用进纸从动滚轮组等同等功能的进纸从动滚动件替代。
5.在卷制本实用新型所述的吐珠类烟花纸筒时也可以采用上述公知设备完成,只是送入搓纸卷筒机构进行卷制前需要将纸张的内纸头104折叠。为此,需要开发一种能够自动完成所述折叠的配套工作机构。
技术实现要素:
6.为了解决上述弊端,本实用新型所要解决的技术问题是,提供一种能够自动完成吐珠类烟花纸筒卷制的内纸头折叠的工作机构,为了解决上述技术问题,本实用新型采用的技术方案是,一种用于吐珠类烟花纸筒卷制的内纸头折叠机构,包括进纸主动滚筒、进纸从动滚动件和搓纸卷筒机构,其特征在于,还包括纸张导引通道、纸张定位件、纸头折叠组件,
7.所述纸张导引通道位于进纸主动滚筒和进纸从动滚动件的出纸侧,水平姿态的纸张通过纸张导引通道转换为竖向姿态;
8.所述纸张定位件位于纸张导引通道的下方,纸张导引通道和纸张定位件之间的留
有工作空隙,纸张定位件承接竖向姿态的纸张的纸头;
9.所述纸头折叠组件包括上下对应分布的主动压辊和从动压辊,还包括往复运动的锲纸板;主动压辊和从动压辊之间的接触部构成折纸工作面,折纸工作面和锲纸板分别位于所述工作空隙的两侧;锲纸板朝向折纸工作面运动时带动竖向姿态的纸张折叠插入所述折纸工作面内;
10.主动压辊和从动压辊的出纸侧衔接所述搓纸卷筒机构。
11.本实用新型的有益效果在于,采用上述技术方案,能够自动完成吐珠类烟花纸筒的内纸头折叠,生产效率较高;完全兼容于现有吐珠类烟花纸筒的卷制设备。
12.优选地,所述锲纸板装置在导轨上,连接驱动机构进行直线往复运动。驱动机构如气缸、电机及其相应的传动组件。
13.优选地,所述锲纸板装置在摆杆上,连接旋转驱动机构进行摆动。驱动机构如气缸、电机及其相应的传动组件。
14.优选地,所述纸张导引通道由板体或栅栏组成。
15.优选地,所述纸张定位件采用截面为v型的长条体。如角钢。
16.在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文所使用的术语“和/或”包括一个或多个相关的所列项目的任意的和所有的组合。当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
附图说明
17.图1为现有吐珠类烟花纸筒的纸张卷曲结构原理示意图;
18.图2为纸头折叠的吐珠类烟花纸筒的纸张卷曲结构原理示意图;
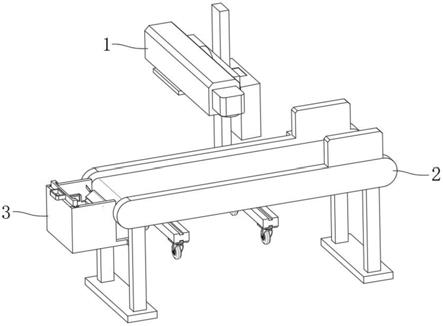
19.图3为实施例1的整机主视结构原理示意图;
20.图4为实施例1的整机俯视结构原理示意图(未显示纸卷201);
21.图5为实施例1的整机右视结构原理示意图;
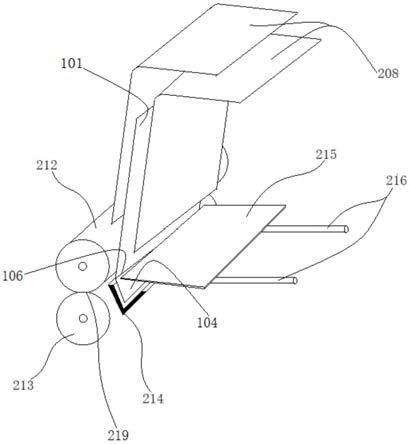
22.图6为实施例1的纸张导引通道、纸张定位件、纸头折叠组件的结构原理示意图;
23.图7为实施例2的纸张导引通道、纸张定位件、纸头折叠组件的结构原理示意图。
具体实施方式
24.实施例1:参见附图2-6,反映本实用新型的一种具体结构,所述内纸头折叠机构应用于吐珠类烟花纸筒的卷制设备,该设备中,纸卷201上开卷的纸张101通过上胶机构的沾胶辊202进入拖纸滚筒组203、再进入传送皮带组构成的传送装置205,此时纸张101的侧边进入进纸主动滚筒207和进纸从动滚轮组206之间,纸张101的侧边完全进入后,切刀机构204的切刀、进纸从动滚轮组206同步下落,切刀切断纸张101,进纸主动滚筒207和进纸从动
滚轮组206夹持驱动切下的纸张101,将切下的纸张101从其出纸侧送入纸张导引通道208;
25.水平姿态的纸张101通过纸张导引通道208转换为竖向姿态,所述竖向可以是垂直或倾斜状态。本例中所述纸张导引通道208由板体组成。其他实施方式中板体也可以用栅栏或其他方式代替。
26.纸张定位件214位于纸张导引通道208的下方,纸张导引通道208和纸张定位件214之间的留有工作空隙,纸张定位件214承接竖向姿态的纸张10的内纸头104;本例中所述纸张定位件采用角钢,其他实施方式中也可以采用其他截面为v型的长条体,或者其它可以定位纸头104的结构形式。
27.纸头折叠组件包括上下对应分布的主动压辊213和从动压辊212,还包括往复运动的锲纸板215;锲纸板215装置在导轨216上,锲纸板215尾部铰接连杆218,连杆218铰接曲柄217,曲柄217连接驱动电机,从而带动锲纸板215进行直线往复运动。
28.主动压辊213和从动压辊212之间的接触部构成折纸工作面219,折纸工作面219和锲纸板215分别位于所述工作空隙的两侧;锲纸板215朝向折纸工作面219运动时带动竖向姿态的纸张101折叠插入所述折纸工作面219内,再经过主动压辊213和从动压辊212的挤压,内纸头104沿折棱106折叠,成型所述折叠部。
29.主动压辊213和从动压辊212的出纸侧衔接搓纸卷筒机构,搓纸卷筒机构包括平皮带圈220,平皮带圈220套在搓纸主动滚筒209、搓纸从动滚筒221、搓纸张紧滚筒222上,主动压辊213、搓纸主动滚筒14通过链轮链条机构连接驱动组件,平皮带圈220部分探入搓纸主动滚筒209和搓纸从动滚筒212之间形成回转部223。
30.主动压辊212和从动压辊213将折叠成型的纸张101送入搓纸卷筒机构平皮带圈220的回转部223进行卷制,卷制中折叠部的内纸头104夹在纸张的最内层102和次内层103之间胶粘固定,折叠部的折棱106暴露在纸筒筒体的内腔。完成后退筒机构211将套在卷纸钎杆210上的纸筒推出,即得成品。
31.从上可知,本实用新型的技术方案能够自动完成吐珠类烟花纸筒的内纸头折叠,生产效率较高;而且完全兼容于现有吐珠类烟花纸筒的卷制设备。
32.实施例2:参见附图7,反映本实用新型的另一种具体结构。与实施例1的不同之处在于:锲纸板301装置在摆杆302上连接驱动机构进行摆动。驱动机构如气缸、电机及其相应的传动组件。
33.上述公开的本实用新型的实施例只是用于帮助阐述本实用新型。实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并结合附图具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本实用新型。但是本实用新型能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似改进,因此本实用新型仅受权利要求书及其全部范围和等效物的限制,不受公开的具体实施例的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。