1.本实用新型涉及模具生产技术领域,具体是涉及一种水口自动去除的光学镜片注塑模具。
背景技术:
2.在现代工业生产中,注塑模具是一种必不可少的生产用具,通过注塑模具生产各种形状的塑胶制品。常用的注塑模具其进料流道由于设计上的不足,在注塑生产之后,往往会在注塑成型的产品上残留着不少的塑料余料,这些塑料余料俗称水口料。通常需要耗费不少的人力来进行水口料的清理,从而降低了生产的效率,增加生产成本,给企业带来了额外的生产支出;
3.为此,我们提出一种可以在产品进行生产的过程中同时自动实现对水口进行去除的一种光学镜片注塑模具。
技术实现要素:
4.基于此,有必要针对现有技术问题,提供一种水口自动去除的光学镜片注塑模具。
5.为解决现有技术问题,本实用新型采用的技术方案为:
6.一种水口自动去除的光学镜片注塑模具,包括定膜、第一定模模仁、第二定模模仁、弹性组件、动模、第一动模模仁、第二动模模仁、水口切除组件、转台和直线驱动器;所述定膜上设有两个相对设置的第一定模模仁和第二定模模仁,所述动模上设有两个相对设置的第一动模模仁和第二动模模仁,第一定模模仁和第二定模模仁的合模面对应第一动模模仁和第二动模模仁的合模面设置;第一定模模仁和第二定模模仁的结构相同;第一定模模仁中部弹性设置有一个弹性组件;第二动模模仁内部弹性设置有一个水口切除组件;第一定模模仁和第二定模模仁通过嵌入式安装于定膜内的转台呈竖直状态设置于定膜的上表面;直线驱动器呈竖直状态固定安装于动模的顶部;直线驱动器的输出轴穿过定膜与水口切除组件的上表面抵触连接。
7.优选的,第一定模模仁包括第一腔室、第一浇口和第一模腔;第一腔室贯穿开设于第一定模模仁中部,所述第一腔室呈六边形设置;第一模腔开设于第一定模模仁的上表面,第一模腔沿着第一定模模仁的轴线方向等距旋转开设有多个;每个第一模腔靠近第一定模模仁中心方向的一侧均开设有一个第一浇口。
8.优选的,弹性组件包括伸缩块、分流口、第一浇道、导向杆和第一复位弹簧;伸缩块间隙配合设置于第一腔室内;伸缩块的中部与第一腔室的中部抵触连接;伸缩块的端部与第一定模模仁的端部呈齐平状态设置;分流口开设于伸缩块上的中部位置,第一浇道开设有多个,多个第一浇道自分流口圆心为起点一一对应的第一浇口开设并与第一浇口连通设置;导向杆设置有至少两个,两个导向杆呈竖直状态固定安装于伸缩块的底部,导向杆的杆部穿过定膜设置并与定膜滑动连接;第一复位弹簧具有两个,两个第一复位弹簧分别套设安装于导向杆外,第一复位弹簧的一端与伸缩块的底部抵触连接,第一复位弹簧的另一端
与定膜抵触连接。
9.优选的,第一动模模仁包括第二浇道、第三浇道和第二模腔;第二浇道贯穿开设于第一动模模仁的中部;第三浇道和第二模腔分别开设有多个,多个第三浇道和第二模腔沿着第一定模模仁的轴线方向等距旋转开设于第一动模模仁的下表面,多个第三浇道和第二模腔与第一定模模仁上开设的第一模腔以及伸缩块上开设的第一浇道一一对应设置。
10.优选的,第二动模模仁包括第一模块、第二模块、凹腔、第二浇口和第三模腔;第二动模模仁由第一模块和第二模块拼合而成;第一模块和第二模块的拼合面均开设有一个凹腔,拼合后的两个凹腔组成一个腔室;水口切除组件可滑动的设置于所述腔室内;第二动模模仁的下表面还开设有与第一定模模仁上开设的第一浇口和第一模腔结构相同的第二浇口和第三模腔。
11.优选的,水口切除组件包括切块、滑块、第二导向杆、第二复位弹簧、第四浇道和水口避让槽;滑块可滑动的设置于凹腔内;切块垂直安装于滑块的下表面,切块的端部朝向第二模块的下表面设置并与第二模块的下表面齐平;第二导向杆具有两个,两个第二导向杆相对设置于滑块下表面的两侧;第二导向杆的杆部朝向第二模块内部设置并与第二模块滑动连接;第二复位弹簧具有两个,两个第二复位弹簧分别套设安装于两个第二导向杆外,第二复位弹簧的一端与滑块下表面抵触连接;第二复位弹簧的另一端与第二模块上开设的凹腔下表面抵触连接;切块的下表面还开设开有与伸缩块上表面所开设的第一浇道一一对应设置的第四浇道以及轴向开设于滑块下表面的水口避让槽。
12.本技术相比较于现有技术的有益效果是:
13.1.本技术通过转台实现了如何对第一定模模仁和第二定模模仁之间位置进行切换的工作,从而实现将注塑成型后的镜片快速转换至第二动模模仁正下方并通过第二动模模仁对其镜片水口进行切除工作。
14.2.本技术通过第一定模模仁、第二定模模仁、第一动模模仁和第二动模模仁的配合,实现了如何在对镜片的注塑以及镜片的水口切除进行同步加工,从而大幅度提高了加工效率。
15.3.本技术通过弹性组件、水口切除组件和直线驱动器的配合,实现了如何对镜片水口进行快速切除的工作,使其被切除后的水口切面光滑、平整,被切除后的水口完整,便于工作人员下料。
附图说明
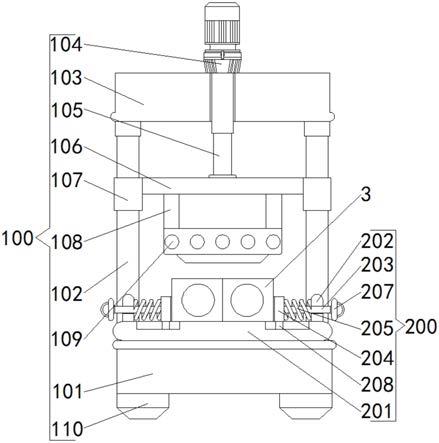
16.图1是本技术的立体图;
17.图2是本技术的侧视图;
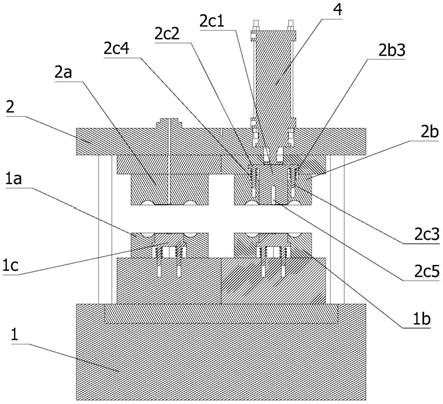
18.图3是图2的a-a处剖视图;
19.图4是本技术的第一动模模仁和第二动模模仁立体图;
20.图5是本技术的第一定模模仁立体图;
21.图6是本技术的第一定模模仁分解立体示意图。
22.图中标号为:
23.1-定膜;1a-第一定模模仁;1a1-第一腔室;1a2-第一浇口;1a3-第一模腔;1b-第二定模模仁;1c-弹性组件;1c1-伸缩块;1c2-分流口;1c3-第一浇道;1c4-导向杆;1c5-第一复
位弹簧;
24.2-动模;2a-第一动模模仁;2a1-第二浇道;2a2-第三浇道;2a3-第二模腔;2b-第二动模模仁;2b1-第一模块;2b2-第二模块;2b3-凹腔;2b4-第二浇口;2b5-第三模腔;2c-水口切除组件;2c1-切块;2c2-滑块;2c3-第二导向杆;2c4-第二复位弹簧;2c5-第四浇道;2c6-水口避让槽;
25.3-转台;
26.4-直线驱动器。
具体实施方式
27.为能进一步了解本实用新型的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本实用新型作进一步详细描述。
28.如图1至图6所示,本技术提供:
29.一种水口自动去除的光学镜片注塑模具,包括定膜1、第一定模模仁1a、第二定模模仁1b、弹性组件1c、动模2、第一动模模仁2a、第二动模模仁2b、水口切除组件2c、转台3和直线驱动器4;所述定膜1上设有两个相对设置的第一定模模仁1a和第二定模模仁1b,所述动模2上设有两个相对设置的第一动模模仁2a和第二动模模仁2b,第一定模模仁1a和第二定模模仁1b的合模面对应第一动模模仁2a和第二动模模仁2b的合模面设置;第一定模模仁1a和第二定模模仁1b的结构相同;第一定模模仁1a中部弹性设置有一个弹性组件1c;第二动模模仁2b内部弹性设置有一个水口切除组件2c;第一定模模仁1a和第二定模模仁1b通过嵌入式安装于定膜1内的转台3呈竖直状态设置于定膜1的上表面;直线驱动器4呈竖直状态固定安装于动模2的顶部;直线驱动器4的输出轴穿过定膜1与水口切除组件2c的上表面抵触连接。
30.基于上述实施例,工作状态当需要对产品进行注塑时,首先接入外部融化后的产品原料注射入第一定模模仁1a和第一动模模仁2a合模后所形成的产品模腔内,通过第一定模模仁1a和第一动模模仁2a对产品进行制成;制成完毕后第一动模模仁2a升起,转台3带动第一定模模仁1a和第二定模模仁1b旋转180度,此时注塑成型的产品以及第一定模模仁1a,在转台3的旋转驱动下移动至第二动模模仁2b的正下方,而第二定模模仁1b旋转至第一动模模仁1a的正下方;此时,再次驱动定膜1和动模2合模,第一动模模仁2a和第二定模模仁1b配合再次对新产品进行注塑生产,而注塑成型的产品在移动至第二动模模仁2b的正下方后会通过第二动模模仁2b和第一定模模仁1a的配合下,再次对产品进行合模包裹,这时接入外部电源驱动直线驱动器4工作,直线驱动器4输出轴延伸推动水口切除组件2c竖直下降,使其水口切除组件2c的切割端压合在弹性组件1c上表面,并继续对弹性组件1c进行施压,直至弹性组件1c收缩至第一定模模仁1a内部,从而完成对成品注塑产品的自动切水口工作,当第一动模模仁2a和第二定模模仁1b二次注塑完毕并分离时,第二动模模仁2b和第一定模模仁1a同步分离,待去人工去除水口及产品成品后,再次驱动转台3进行转动,如此往复,从而实现产品注塑及水口切除的同步加工工作。
31.进一步的,如图5和图6所示:
32.第一定模模仁1a包括第一腔室1a1、第一浇口1a2和第一模腔1a3;第一腔室1a1贯穿开设于第一定模模仁1a中部,所述第一腔室1a1呈六边形设置;第一模腔1a3开设于第一
定模模仁1a的上表面,第一模腔1a3沿着第一定模模仁1a的轴线方向等距旋转开设有多个;每个第一模腔1a3靠近第一定模模仁1a中心方向的一侧均开设有一个第一浇口1a2。
33.基于上述实施例,第一浇口1a2为融化后产品原料的进入第一模腔1a3的入料口,第一模腔1a3为产品的下模腔。
34.进一步的,如图6所示:
35.弹性组件1c包括伸缩块1c1、分流口1c2、第一浇道1c3、导向杆1c4和第一复位弹簧1c5;伸缩块1c1间隙配合设置于第一腔室1a1内;伸缩块1c1的中部与第一腔室1a1的中部抵触连接;伸缩块1c1的端部与第一定模模仁1a的端部呈齐平状态设置;分流口1c2开设于伸缩块1c1上的中部位置,第一浇道1c3开设有多个,多个第一浇道1c3自分流口1c2圆心为起点一一对应的第一浇口1a2开设并与第一浇口1a2连通设置;导向杆1c4设置有至少两个,两个导向杆1c4呈竖直状态固定安装于伸缩块1c1的底部,导向杆1c4的杆部穿过定膜1设置并与定膜1滑动连接;第一复位弹簧1c5具有两个,两个第一复位弹簧1c5分别套设安装于导向杆1c4外,第一复位弹簧1c5的一端与伸缩块1c1的底部抵触连接,第一复位弹簧1c5的另一端与定膜1抵触连接。
36.基于上述实施例,当通过直线驱动器4驱动水口切除组件2c下压至弹性组件1c上对成品产品水口进行切除时,伸缩块1c1会在外部压力下朝向第一腔室1a1内部收缩,从而将产品的水口竖直从第一浇道1c3和第一浇口1a2的连接处切断,当撤去外部压力时,伸缩块1c1则会在第一复位弹簧1c5的自身弹力下自动弹回初始位置,使其弹性组件1c和第一定模模仁1a的上表面重新呈齐平状态设置。
37.进一步的,如图3和图4所示:
38.第一动模模仁2a包括第二浇道2a1、第三浇道2a2和第二模腔2a3;第二浇道2a1贯穿开设于第一动模模仁2a的中部;第三浇道2a2和第二模腔2a3分别开设有多个,多个第三浇道2a2和第二模腔2a3沿着第一定模模仁1a的轴线方向等距旋转开设于第一动模模仁2a的下表面,多个第三浇道2a2和第二模腔2a3与第一定模模仁1a上开设的第一模腔1a3以及伸缩块1c1上开设的第一浇道1c3一一对应设置。
39.基于上述实施例,第二浇道2a1用以引入外部融化后的产品原料,并经过第二浇道2a1依次传输至第三浇道2a2和第二模腔2a3内,从而完成对合模后的产品模腔注塑工作。
40.进一步的,如图3和图4所示:
41.第二动模模仁2b包括第一模块2b1、第二模块2b2、凹腔2b3、第二浇口2b4和第三模腔2b5;第二动模模仁2b由第一模块2b1和第二模块2b2拼合而成;第一模块2b1和第二模块2b2的拼合面均开设有一个凹腔2b3,拼合后的两个凹腔2b3组成一个腔室;水口切除组件2c可滑动的设置于所述腔室内;第二动模模仁2b的下表面还开设有与第一定模模仁1a上开设的第一浇口1a2和第一模腔1a3结构相同的第二浇口2b4和第三模腔2b5。
42.基于上述实施例,第二浇口2b4和第三模腔2b5用以当成品产品通过转台3旋转至第二模块2b2的正下方时,在定膜1和动模2合模时重新包裹住成型产品的上表面,避免通过水口切除组件2c对成型产品水口进行切除时,产品发生脱模或偏移现象,导致水口切除失败。
43.进一步的,如图3和图4所示:
44.水口切除组件2c包括切块2c1、滑块2c2、第二导向杆2c3、第二复位弹簧2c4、第四
浇道2c5和水口避让槽2c6;滑块2c2可滑动的设置于凹腔2b3内;切块2c1垂直安装于滑块2c2的下表面,切块2c1的端部朝向第二模块2b2的下表面设置并与第二模块2b2的下表面齐平;第二导向杆2c3具有两个,两个第二导向杆2c3相对设置于滑块2c2下表面的两侧;第二导向杆2c3的杆部朝向第二模块2b2内部设置并与第二模块2b2滑动连接;第二复位弹簧2c4具有两个,两个第二复位弹簧2c4分别套设安装于两个第二导向杆2c3外,第二复位弹簧2c4的一端与滑块2c2下表面抵触连接;第二复位弹簧2c4的另一端与第二模块2b2上开设的凹腔2b3下表面抵触连接;切块2c1的下表面还开设开有与伸缩块1c1上表面所开设的第一浇道1c3一一对应设置的第四浇道2c5以及轴向开设于滑块2c2下表面的水口避让槽2c6。
45.基于上述实施例,工作状态下当成型产品在第二动模模仁2b和第一定模模仁1a的配合下重新合模,并对产品进行包裹时,滑块2c2会在直线驱动器4的驱动下带动切块2c1同步竖直下降,并按压在弹性组件1c顶部,使其在弹性组件1c和切块2c1的配合下对成型产品的水口进行包裹,并在直线驱动器4的冲力下包裹水口快速下沉,从而实现对水口的切断工作,当直线驱动器4的压力撤离后滑块2c2会在第二复位弹簧2c4的自身弹力下重新复位。
46.本技术可以对产品进行生产注塑的同时实现对产品水口的切除工作,无需后期人工手动去除产品水口,提高了生产效率的同时降低了生产成本。
47.以上实施例仅表达了本实用新型的一种或几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。