1.本实用新型属于干磨拉丝加工技术领域,具体涉及干磨拉丝机自动上料控制系统。
背景技术:
2.不锈钢拉丝是一种金属加工工艺,是市场上不锈钢行业最流行的一种表面处理技术,是对不锈钢产品进行的拉丝效果处理。不锈钢拉丝很讲究程序和工艺,一般配合拉丝机修复和还原产品刮花的位置及焊缝,最终达到整体的拉丝艺术效果。不锈钢拉丝工艺分很多种,其中最常见的是油磨拉丝和干磨拉丝。
3.目前,干磨拉丝机上料大多采用人工将钢板抬入到设备入料口,或采用行车将板材吊到入料口。由于设备入料口离地面较高且材料较重,工人劳动强度大,生产效率低,为此我们提出干磨拉丝机自动上料控制系统。
技术实现要素:
4.本实用新型的目的在于提供干磨拉丝机自动上料控制系统,以解决上述背景技术中提出的问题。
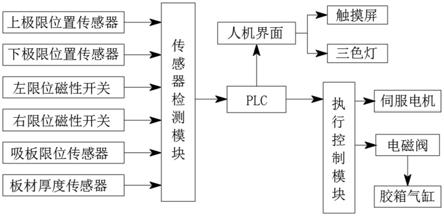
5.为实现上述目的,本实用新型提供如下技术方案:干磨拉丝机自动上料控制系统,包括plc、执行控制模块和监测传感器模组,所述执行控制模块用于控制上料机执行机构的电磁阀和伺服电机运转,所述电磁阀用于控制胶箱气缸运转,所述监测传感器模组用于监测上料机工作状况,反馈物料的位置和上料行程位置给plc,所述plc模块用于根据物料位置和上料行程位置对执行控制模块输出控制信号。
6.优选的,所述监测传感器模组包括上极限位置传感器和下极限位置传感器,所述上极限位置传感器和下极限位置传感器用于对上料机的垂直轴移动进行限位。
7.优选的,所述监测传感器模组还包括左限位磁性开关和右限位磁性开关,所述左限位磁性开关和右限位磁性开关用于对上料机的水平轴移动进行限位。
8.优选的,所述监测传感器模组还包括吸板限位传感器,所述吸板限位传感器用于监测待加工板材位置
9.优选的,所述监测传感器模组还包括板材厚度传感器,所述板材厚度传感器用于检测板材厚度,便于上料机根据板材厚度调整上料位置。
10.优选的,所述plc还连接有人机界面,所述人机界面包括触摸屏和三色灯,所述触摸屏用于显示和调节上料机工作参数,所述三色灯用于报警和显示上料机通断电状态。
11.优选的,所述plc与监测传感器模组之间还设置有传感器检测模块,所述传感器检测模块用于检测监测传感器模组监测的上料机工作状况是否发生异常。
12.与现有技术相比,本实用新型的有益效果是:
13.(1)、该干磨拉丝机自动上料控制系统,通过设置plc、执行控制模块和监测传感器模组配合上料机的执行机构实现自动上料操作,使系统中各执行机构按设定程序动作完成
上料,该控制系统以plc为控制核心,可实现板材自动运输到干膜拉丝机入料口,降低了工人劳动强度,提高了生产效率。
14.(2)、该干磨拉丝机自动上料控制系统,通过设置的传感器检测模块,使得控制系统应能实现对系统运行状态的实时监测,包括传感器是否出现故障、执行机构是否按正常程序动作等,并能在出现异常状况时自动报警,及时停止设备运行。
附图说明
15.图1为本实用新型的控制系统结构框图;
16.图2为本实用新型的控制系统工作流程图。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.请参阅图1-图2,本实用新型提供干磨拉丝机自动上料控制系统,包括plc、执行控制模块和监测传感器模组,所述执行控制模块用于控制上料机执行机构的电磁阀和伺服电机运转,所述电磁阀用于控制胶箱气缸运转,所述监测传感器模组用于监测上料机工作状况,反馈物料的位置和上料行程位置给plc,所述plc模块用于根据物料位置和上料行程位置对执行控制模块输出控制信号。
19.本实施例中,优选的,所述监测传感器模组包括上极限位置传感器和下极限位置传感器,所述上极限位置传感器和下极限位置传感器用于对上料机的垂直轴移动进行限位,并且作为上料机垂直轴移动后下一步操作的触发信号,保证上料机的自动化连续运转。
20.本实施例中,优选的,所述监测传感器模组还包括左限位磁性开关和右限位磁性开关,所述左限位磁性开关和右限位磁性开关用于对上料机的水平轴移动进行限位,并且作为上料机水平轴移动后下一步操作的触发信号,保证上料机的自动化连续运转。
21.本实施例中,优选的,所述监测传感器模组还包括吸板限位传感器,所述吸板限位传感器用于监测待加工板材位置,通过吸板限位传感器检测真空吸盘对板材的吸附状态。
22.本实施例中,优选的,所述监测传感器模组还包括板材厚度传感器,所述板材厚度传感器用于检测板材厚度,便于上料机根据板材厚度调整上料位置。
23.本实施例中,优选的,所述plc还连接有人机界面,所述人机界面包括触摸屏和三色灯,所述触摸屏用于显示和调节上料机工作参数,所述三色灯用于报警和显示上料机通断电状态。
24.本实施例中,优选的,所述plc与监测传感器模组之间还设置有传感器检测模块,所述传感器检测模块用于检测监测传感器模组监测的上料机工作状况是否发生异常。
25.本实用新型的工作原理及使用流程:该装置使用时,启动plc运行控制程序,控制程序初始化后,通过触摸屏输入上料信号,plc接收上料信号控制上料机的取料机构移动通过水平轴运动和垂直轴运动移动到取料位置,通过与板材厚度传感器配合判断取料位置是否有板材,没有则暂停取料操作,直到板材厚度传感器检测到取料位置有板材,且驱动真空
吸盘将板材吸附,然后取料机构通过垂直轴运动,将板材提升到转运高度,垂直轴的移动位置通过上极限位置传感器和下极限位置传感器检测,并且plc根据上极限位置传感器和下极限位置传感器反馈的电信号控制上料机垂直轴的运转和停止,并且通过水平轴移动运行到卸料位置,水平轴的移动位置通过左限位磁性开关和右限位磁性开关检测,并且plc根据左限位磁性开关和右限位磁性开关反馈的电信号控制上料机水平轴的运转和停止,真空吸盘在卸料位置将物料释放,plc根据接收到的上料信号持续上述自动上料操作,直到上料信号终止,结构程序运转。
26.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
技术特征:
1.干磨拉丝机自动上料控制系统,其特征在于:包括plc、执行控制模块和监测传感器模组,所述执行控制模块用于控制上料机执行机构的电磁阀和伺服电机运转,所述电磁阀用于控制胶箱气缸运转,所述监测传感器模组用于监测上料机工作状况,反馈物料的位置和上料行程位置给plc,所述plc模块用于根据物料位置和上料行程位置对执行控制模块输出控制信号。2.根据权利要求1所述的干磨拉丝机自动上料控制系统,其特征在于:所述监测传感器模组包括上极限位置传感器和下极限位置传感器,所述上极限位置传感器和下极限位置传感器用于对上料机的垂直轴移动进行限位。3.根据权利要求1所述的干磨拉丝机自动上料控制系统,其特征在于:所述监测传感器模组还包括左限位磁性开关和右限位磁性开关,所述左限位磁性开关和右限位磁性开关用于对上料机的水平轴移动进行限位。4.根据权利要求1所述的干磨拉丝机自动上料控制系统,其特征在于:所述监测传感器模组还包括吸板限位传感器,所述吸板限位传感器用于监测待加工板材位置。5.根据权利要求1所述的干磨拉丝机自动上料控制系统,其特征在于:所述监测传感器模组还包括板材厚度传感器,所述板材厚度传感器用于检测板材厚度,便于上料机根据板材厚度调整上料位置。6.根据权利要求1所述的干磨拉丝机自动上料控制系统,其特征在于:所述plc还连接有人机界面,所述人机界面包括触摸屏和三色灯,所述触摸屏用于显示和调节上料机工作参数,所述三色灯用于报警和显示上料机通断电状态。7.根据权利要求1所述的干磨拉丝机自动上料控制系统,其特征在于:所述plc与监测传感器模组之间还设置有传感器检测模块,所述传感器检测模块用于检测监测传感器模组监测的上料机工作状况是否发生异常。
技术总结
本实用新型公开了干磨拉丝机自动上料控制系统,包括PLC、执行控制模块和监测传感器模组,所述执行控制模块用于控制上料机执行机构的电磁阀和伺服电机运转,所述电磁阀用于控制胶箱气缸运转,所述监测传感器模组用于监测上料机工作状况,反馈物料的位置和上料行程位置给PLC,所述PLC模块用于根据物料位置和上料行程位置对执行控制模块输出控制信号,通过设置PLC、执行控制模块和监测传感器模组配合上料机的执行机构实现自动上料操作,使系统中各执行机构按设定程序动作完成上料,该控制系统以PLC为控制核心,可实现板材自动运输到干膜拉丝机入料口,降低了工人劳动强度,提高了生产效率。效率。效率。
技术研发人员:韩瑞
受保护的技术使用者:山东大明协好金属科技有限公司
技术研发日:2021.10.21
技术公布日:2022/4/29
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。