1.本发明涉及工程机械技术领域,尤其涉及一种支重轮应力测试方法。
背景技术:
2.支重轮作为挖掘机等履带式工程机械的重要部件,在一些工况下,一个支重轮可能要承受整车的重量,踏面应力会超越材料的屈服应力,存在支重轮压溃、磨损的问题,对支重轮的设计提出较高要求。其中,支重轮的踏面位置和轴孔位置的硬度为支重轮的重要设计参数。在确定支重轮踏面位置和轴孔位置的硬度时,需要先确定支重轮踏面位置和轴孔位置的接触应力。
3.但支重轮的踏面位置和轴孔位置作为接触面,无法使用应变片直接测量。而且在实际工况下,支重轮的受力状态比较复杂,利用有限元模拟仿真时,对接触状态的设定比较困难,导致理论计算值与实际受力相差较大,测量准确性较低。
技术实现要素:
4.本发明提供一种支重轮应力测试方法,用以解决上述缺陷。
5.本发明提供一种支重轮应力测试方法,包括:
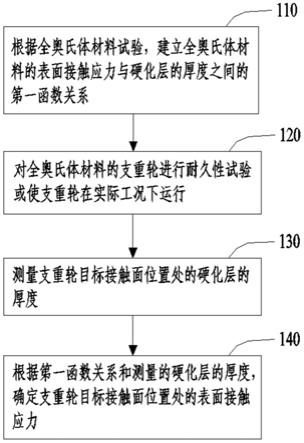
6.根据全奥氏体材料试验,建立所述全奥氏体材料的表面接触应力与硬化层的厚度之间的第一函数关系;
7.对所述全奥氏体材料的支重轮进行耐久性试验或使所述支重轮在实际工况下运行;
8.测量所述支重轮目标接触面位置处的硬化层的厚度;
9.根据所述第一函数关系和测量的所述硬化层的厚度,确定所述支重轮目标接触面位置处的表面接触应力。
10.根据本发明提供的一种支重轮应力测试方法,所述测量所述支重轮目标接触面位置处的硬化层的厚度,包括:
11.获取所述全奥氏体材料的硬度值;
12.从所述目标接触面开始沿逐渐深入所述支重轮内部的方向依次测量所述支重轮内部多个位置点的硬度值;
13.选取测量的所述硬度值与所述全奥氏体材料的硬度值一致的位置点为参考位置点;
14.确定所述参考位置点与所述目标接触面之间的距离为所述支重轮的硬化层的厚度。
15.根据本发明提供的一种支重轮应力测试方法,所述目标接触面包括支重轮踏面和支重轮轴孔内壁。
16.根据本发明提供的一种支重轮应力测试方法,所述全奥氏体材料的表面接触应力与硬化层的厚度之间成指数函数关系。
17.根据本发明提供的一种支重轮应力测试方法,所述全奥氏体材料的表面接触应力与硬化层的厚度之间的关系式为σ=c0 ce
dx
,其中,σ为全奥氏体材料的表面接触应力,x为全奥氏体材料的硬化层的厚度,c0、c和d均为常数。
18.根据本发明提供的一种支重轮应力测试方法,所述耐久性试验时间为90-150小时,和/或,所述支重轮在实际工况下的运行时间为1500-2500小时。
19.根据本发明提供的一种支重轮应力测试方法,所述对所述全奥氏体材料的支重轮进行耐久性试验或使所述支重轮在实际工况下运行之前,还包括:
20.利用所述全奥氏体材料加工所述支重轮;
21.所述利用所述全奥氏体材料加工所述支重轮,包括:
22.对所述全奥氏体材料进行粗加工处理,以得到第一半成品;
23.对所述第一半成品进行热处理,以得到第二半成品;
24.对所述第二半成品进行精加工处理,以得到第三半成品;
25.对所述第三半成品进行去应力处理,以得到所述支重轮。
26.根据本发明提供的一种支重轮应力测试方法,还包括:
27.根据所述全奥氏体材料试验,建立所述全奥氏体材料中马氏体含量与应变量之间的第二函数关系;
28.测量所述支重轮目标接触面位置处的所述硬化层内的马氏体含量;
29.根据所述第二函数关系和测量的所述硬化层内的马氏体含量,确定所述支重轮目标接触面位置处的应变量。
30.根据本发明提供的一种支重轮应力测试方法,所述全奥氏体材料中马氏体含量与应变量之间成对数函数关系。
31.根据本发明提供的一种支重轮应力测试方法,所述全奥氏体材料中马氏体含量与应变量之间的关系式为:f
α
=alnε b,其中,f
α
为全奥氏体材料中的马氏体含量,ε为全奥氏体材料的应变量,a和b为常数。
32.本发明提供的支重轮应力测试方法中,需要根据全奥氏体材料试验建立全奥氏体材料的表面接触应力与硬化层的厚度之间的第一函数关系。然后对全奥氏体材料的支重轮进行耐久性试验或使全奥氏体材料的支重轮在实际工况下运行,在支重轮的表面达到稳定磨损状态时,测量支重轮目标接触面位置处的硬化层的厚度。根据上述测量的支重轮目标接触面位置处的硬化层的厚度和第一函数关系,可以确定支重轮目标接触面位置处的表面接触应力。如此设置,实现了对支重轮目标接触面位置处的表面接触应力的直接测量,且测量过程基于支重轮的耐久性试验或实际运行工况,测量结果的准确性较高。
附图说明
33.为了更清楚地说明本发明或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
34.图1是本发明提供的支重轮应力测试方法的流程图一;
35.图2是本发明提供的支重轮应力测试方法的流程图二;
36.图3是本发明提供的支重轮的部分结构示意图。
37.附图标记:
38.1:支重轮踏面;2:支重轮轴孔内壁;f
α
:马氏体含量;ε:应变量;σ:表面接触应力;x:硬化层的厚度。
具体实施方式
39.为使本发明的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.下面结合图1至图3描述本发明的支重轮应力测试方法。
41.如图1所示,本发明实施例提供的支重轮应力测试方法,包括以下步骤:
42.步骤110、根据全奥氏体材料试验,建立全奥氏体材料的表面接触应力与硬化层的厚度之间的第一函数关系。
43.基于奥氏体材料在稳定状态下的硬化层的厚度x与其所受应力大小相关,可以通过大量落球冲击实验总结获得全奥氏体材料的表面接触应力σ与硬化层的厚度x之间的关系式,本实施例中称为第一函数关系。
44.具体地,全奥氏体材料的表面接触应力σ与硬化层的厚度x之间成指数函数关系,具体符合以下关系式:
45.σ=c0 ce
dx
,其中,c0、c和d均为常数,经过多次试验可以确定;其中,σ的单位为mpa,x的单位为mm。
46.步骤120、对全奥氏体材料的支重轮进行耐久性试验或使支重轮在实际工况下运行。
47.选取全奥氏体材料的支重轮作为试验对象。具体地,上述全奥氏体材料可以为奥氏体锰钢。
48.全奥氏体材料的洛氏硬度范围为25-33hrc,现有目标机械上使用的支重轮的洛氏硬度范围为45-60hrc,为保证全奥氏体材料的支重轮的洛氏硬度与现有目标机械上使用的支重轮的洛氏硬度一致,在将全奥氏体材料加工成全奥氏体材料的支重轮时,需要对其进行硬化处理。
49.将上述全奥氏体材料的支重轮安装在目标机械上后,使目标机械在实际工况下运行。
50.或者,将上述全奥氏体材料的支重轮进行耐久性试验。耐久性试验作为测定产品在规定使用条件下的使用寿命的手段,在本实施例中,经耐久性试验的支重轮的状态能够很好地反应现有目标机械在实际工况下支重轮的状态。具体地,对支重轮进行耐久性试验时,需要将上述全奥氏体材料的支重轮安装在目标机械上,使目标机械按照预定路况和预定轨迹运行相应时间。其中,预定轨迹可以为直线型和“8”字型中的至少一种,预定路况可以为平整路面和设有路障的路面中的一种。
51.步骤130、测量支重轮目标接触面位置处的硬化层的厚度。
52.上述支重轮的目标接触面包括支重轮踏面1和支重轮轴孔内壁2,参照图3。
53.奥氏体材料的应变诱发马氏体,相变量与应变量ε成比例关系。而且,因为相变强化的作用,奥氏体材料的表层硬度会增加,产生硬化层。
54.奥氏体材料在持续承受小于屈服强度的应力状态下,在初始阶段奥氏体材料的表层变形量较大。随时间的增加,硬化层越来越厚,硬度越来越高。而因表层硬度的增加,会阻碍硬化层继续向深层延伸,直到奥氏体材料表面的硬化层厚度达到稳定状态。此稳定状态下,奥氏体材料的硬化层的厚度x不再变化。奥氏体材料在稳定状态下的硬化层的厚度x与其所受应力大小相关。
55.故,本发明实施例中,借助支重轮的目标接触面位置处的硬化层的厚度可以推测支重轮的目标接触面位置处的受力状态。
56.本实施例中,在支重轮的表面达到稳定磨损状态时,对支重轮目标接触面位置处的硬化层的厚度x进行测量。
57.根据对支重轮的磨损情况的统计,在耐久试验时间为90-150小时或者支重轮在实际工况下运行1500-2500小时时,支重轮的表面可以达到稳定磨损状态。
58.具体地,可以在耐久试验时间进行到100小时,或使支重轮在实际工况下运行2000小时时,对支重轮目标接触面位置处的硬化层的厚度x进行测量。
59.步骤140、根据第一函数关系和测量的硬化层的厚度,确定支重轮目标接触面位置处的表面接触应力。
60.在测量硬化层的厚度x后,根据第一函数关系,可以确定支重轮目标接触面位置处的表面接触应力σ。
61.例如,根据试验得到c0=10,c=80,d=0.3,则σ=10 80e
0.3x
。
62.将上述全奥氏体材料的支重轮安装在目标机械上,使目标机械在平整路面上按照“8”字型轨迹运行100小时后,测量支重轮踏面1位置处的硬化层的厚度x为5毫米,经计算可得,支重轮踏面1的表面接触应力σ为368.5mpa。
63.如此设置,实现了对支重轮目标接触面位置处的表面接触应力σ的直接测量,且测量过程基于支重轮的耐久性试验或实际运行工况,测量结果的准确性较高。
64.本发明实施例中,上述测量支重轮目标接触面位置处的硬化层的厚度x的步骤,具体包括:
65.步骤121、获取全奥氏体材料的硬度值。
66.步骤122、从目标接触面开始沿逐渐深入支重轮内部的方向依次测量支重轮内部多个位置点的硬度值。
67.步骤123、选取测量的硬度值与全奥氏体材料的硬度值一致的位置点为参考位置点。
68.步骤124、确定参考位置点与目标接触面之间的距离为支重轮的硬化层的厚度。
69.其中,步骤121和步骤122的先后顺序可以对调或同步进行。
70.硬化层的硬度比全奥氏体材料的硬度大,硬化层的厚度x为支重轮目标接触面位置处的硬度发生变化的部分的厚度。故,若要确定硬化层的厚度x,需要先确定硬化层的边界。硬化层中,与表面的距离越大的位置点的硬度越小。
71.本实施例中,通过获取全奥氏体材料的硬度值,从目标接触面开始沿逐渐深入支重轮内部的方向依次测量支重轮内部多个位置点的硬度值,将所测量的各个位置点的硬度
值与全奥氏体材料的硬度值对比。选取所测量的硬度值与全奥氏体材料的硬度值一致的位置点为参考位置点,参考位置点与目标接触面之间的距离即为支重轮的硬化层的厚度x。
72.为了更好的指导支重轮的设计,进一步地,参照图2,本发明实施例中的支重轮应力测试方法还包括对支重轮接触面位置处的应变量的测量,具体包括以下步骤:
73.步骤150、根据全奥氏体材料试验,建立全奥氏体材料中马氏体含量与应变量之间的第二函数关系。
74.该步骤可以在步骤110确定第一函数关系的试验中同步进行或者异步进行。而在一次全奥氏体材料试验中同步完成第一函数关系和第二函数关系的确定,则可减少试验步骤,提高试验效率。
75.步骤160、测量支重轮目标接触面位置处的硬化层内的马氏体含量。
76.该步骤可以在步骤130中同步进行,可提高试验效率。
77.步骤170、根据第二函数关系和测量的硬化层内的马氏体含量,确定支重轮目标接触面位置处的应变量。
78.即,基于奥氏体材料的应变诱发马氏体,相变量与应变量ε成比例关系,可以通过大量的拉伸实验和压缩实验总结获得全奥氏体材料中马氏体含量f
α
与应变量ε之间的关系式,本实施例中称为第二函数关系。
79.具体地,全奥氏体材料中马氏体含量f
α
与应变量ε之间成对数函数关系,具体符合以下关系式:
80.f
α
=alnε b,其中,a和b为常数,经过多次试验可以确定;其中,f
α
的单位为%,ε的单位为%。
81.在对全奥氏体材料的支重轮进行耐久性试验或使支重轮在实际工况下运行后,由于奥氏体材料的应变诱发马氏体,相变量与应变量ε成比例关系。故,本发明实施例中,借助支重轮的目标接触面位置处的硬化层中的马氏体的含量以及硬化层的硬度可以推测支重轮的目标接触面位置处的受力状态。
82.本实施例中,在支重轮的表面达到稳定磨损状态时,对支重轮目标接触面位置处的硬化层内的马氏体含量f
α
进行测量。
83.在测量硬化层内的马氏体含量f
α
后,根据第二函数关系,可以确定支重轮目标接触面位置处的应变量ε。
84.例如,根据试验得到a=30,b=139。
85.将上述全奥氏体材料的支重轮安装在目标机械上,使目标机械在平整路面上按照“8”字型轨迹运行100小时后,测量支重轮踏面1位置距离接触面4毫米处的马氏体含量f
α
为50%,经计算可得,支重轮踏面1位置处的变形应变量ε为6%。
86.从而实现了对支重轮目标接触面位置处的应变量ε的直接测量,且测量过程基于支重轮的耐久性试验或实际运行工况,测量结果的准确性较高。
87.如此,通过测量硬化层不同位置的马氏体含量f
α
,可以确定不同位置处的应变量ε。应变量ε越大,相应位置的变形量越大,该位置产生断裂或压溃的可能性越大。
88.根据应变量ε的分布情况,设计确定支重轮目标接触面位置处的硬化层的目标厚度,确保应变量ε较大的位置点能够位于硬化层内部,防止断裂、压溃问题的产生。
89.需要说明的是,关于对钢中马氏体的含量的测量手段,对于本领域技术人员而言
为成熟的现有技术,此处不再赘述。
90.通过本发明实施例中的支重轮应力测试方法,可以同时测量出支重轮接触面位置处的表面接触应力σ以及应变量ε,相对于现有技术中的静应力分析或利用应变片进行测试等方法,本发明实施例中的测试方法更加直接,所测量的表面接触应力σ和应变量ε的数值更加准确,可以对支重轮的硬度设计、材料选择以及硬化层的厚度等参数设计提供可靠依据。
91.本发明实施例中,对全奥氏体材料的支重轮进行耐久性试验或使支重轮在实际工况下运行之前,还包括利用全奥氏体材料加工支重轮。
92.具体地,在利用全奥氏体材料加工支重轮时,需要先依据与目标机械匹配的支重轮的设计图纸,对全奥氏体材料进行粗加工处理,以得到结构尺寸符合要求的第一半成品。
93.然后再对第一半成品进行热处理,以得到第二半成品。其中,热处理包括对第一半成品的高温均匀化处理和水韧处理,以确保材料质量的稳定性,使第二半成品的内部组织均匀一致。
94.在热处理之后,还需要对第二半成品进行精加工处理,以得到第三半成品。上述精加工处理包括对尺寸精度的处理和表面粗糙度的处理,以确保支重轮在目标机械上的装配精度。
95.最后,在精加工处理之后,还需要对第三半成品进行去应力处理,如,去应力退火,以消除加工所产生的应力的影响。
96.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
