1.本发明涉及导电布生产设备领域,具体是一种导电布镀铜用自动调节传送装置。
背景技术:
2.导电布作为一种新型的软体电磁屏蔽材料,并广泛应用到手机、电脑等电子设备中。其制作原理是用无纺布作为基材进行真空溅射镍层,而后对溅射有镍层的半成品进行镀铜操作,得到镀有镍、铜的材料。首先在导电布上进行镍的溅射,在溅射镍层的导电布(半成品导电布)放置在导电布开卷辊轴上,半成品导电布由低速电机带动的导电布开卷辊拉动,导电布开卷辊轴上的导电布传送至电解池,半成品导电布直接作为电解池的一端电极,并使铜作为另一电极,进行铜的电解反应,实现在镀镍的导电布上再次进行镀铜操作,再由导向传送辊传输至清洗工序。因为导电布在电解池中经过,会粘连较多的电解池溶液,设置清洗池对导电布进行清洗操作,导向传送辊传送至清洗池冲洗导电布表面的电解液,再经过烘干装置烘干后,再由第二力矩电机电机带动的卷扎传送辊进行卷扎。
3.对溅射镍层的导电布镀铜的整个过程中,始终要保持生产线中的低速电机相对匀速转动,使得整个传送辊传送的导电布保持匀速且张力恒定的传输,因为溅射镍层的导电布经过低速电机开卷后需要进入电解池内进行电镀,如果整个传送机构的电机转速不匀速,传输半成品导电布的张力过大或过小,使得导电布电解池后,导电布表面镀铜不均匀,导致镀铜后的导电布一段均匀一段不均匀,影响导电布的防静电性能以及成品质量,达不到客户要求,所以说开卷时的半成品导电布的张力与卷收时导电布的张力需要相配合。
4.导电布张力过大时,因为导电布基材无纺布的材料特性,导电布具有拉伸性能够被拉伸,导电布被拉伸时表面溅射的镍层会出现间隙,再经过镀铜后直接影响成品导电布的效果,导致导电布性能大大降低,甚至无法使用,严重时会导致导电布拉伸断裂。导电布拉力不足时,会导致导电布松散,而且在传送辊上跑偏,导致设备运行效率以及生产效率大大降低,而且整段导电布镀铜效果不均匀而且导电布的防静电性能差。
5.导电布辊筒在开卷的整个过程中,导电布开卷辊轴上的导电布辊筒的不断输送,导电布辊筒层数不断减少,进而导电布辊筒的直径不断变小;对于导电布辊筒在卷收的过程中,第二力矩电机传送辊上的导电布辊筒的层数不断增多,导电布辊筒的直径也不断增大,所以说整个过程中导电布辊筒直径是不断变化的,导电布辊筒的直径影响导电布传输速度。导电布的传送过程中低速电机的转速即使是恒定不变的,也会因为导电布辊筒的直径的变化,导致导电布输送速度改变。因此,需要开卷电机不断变速配合使得整个传输过程中导电布的运行速度在镀铜质量范围内保持相对匀速,才能够保证导电布的生产质量,所以说需要一种导电布镀铜用自动调节传送机构。
技术实现要素:
6.本发明的目的在于提供一种导电布镀铜用自动调节传送装置,它通过计算机控制系统接收始端传送辊和末端传送辊连接轴上的张力传感器数据变化值的信号,来通过变频
控制柜自动控制第一力矩电机和第二力矩电机的电源输出频率,间接控制第一力矩电机和第二力矩电机的转速,从而调节导电布传输过程中的张力,使得导电布在电解池内保持匀速平稳的通过,从而提高导电布镀铜的生产质量。
7.本发明为实现上述目的,通过以下技术方案实现:
8.一种导电布镀铜用自动调节传送装置包括架体、设置在架体上的传送辊传送机构和变频控制柜;所述传送辊传送机构包括多个导向传送辊机构和变频传送辊机构;每个所述导向传送辊机构包括导向传送辊和锁紧轴,始端导向传送辊的锁紧轴和末端导向传送辊的锁紧轴上均设有张力传感器;所述变频传送辊机构包括变频驱动装置、与变频驱动装置连接的变频传送辊;所述变频驱动装置包括:设置在起点位的张力调节变频驱动装置和设置在终点位的卷收变频驱动装置;所述变频控制柜内设有计算机系统,所述计算机系统独立控制变频驱动装置的电机转速,所述计算机系统与张力传感器信号连接;所述张力传感器实时测量始端导向传送辊和末端导向传送辊表面导电布的张力数据信号并传输至计算机系统;通过计算机系统根据所接收的张力数据信号调节变频控制柜的输出频率,进而控制变频驱动装置的电机转速,从而调节导电布的输送速度,以此调节传输时导电布的张力。
9.所述变频驱动装置还包括开卷驱动装置,所述开卷驱动装置包括两个上下紧密配合的开卷辊和调整座组件;所述调整座组件能够微调上下两个开卷辊之间的间隙;所述上下两个紧密配合的开卷辊通过调整座组件设置在架体上,导电布从上下两个开卷辊的间隙穿过,所述下开卷辊的辊轴上设有开卷驱动装置;所述开卷驱动装置驱动下开卷辊的辊轴进而带动上开卷辊转动,从而使穿过间隙的导电布向下一工序输送。
10.所述架体上还设有烘干装置,所述烘干装置包括壳体、设置在壳体两侧且上下均布的多个加热管;所述加热管对导向传送辊输送的导电布的上、下两面进行加热烘干,加热烘干过程中蒸发的水蒸气通过壳体一侧的排气口排出。
11.所述壳体远离排气口一端设有排水口,所述排气口和排水口均活动连接设有调节板;所述壳体侧面还设有多个防掉杆,所述防掉杆低于导电布输送的水平位置且高于下部的加热管位置。
12.所述变频传送辊机构还包括快拆安装组件,所述快拆安装组件包括快拆结构卡座;所述变频驱动装置的输出轴与变频传送辊的辊轴的一端连接,所述变频传送辊的辊轴上设有轴承,所述轴承与快拆结构卡座相配合锁紧。
13.所述快拆结构卡座设有与变频传送辊辊轴的轴承相适配的卡槽,所述卡槽均分为两部分设置在快拆结构卡座内;所述快拆结构卡座具体结构包括固定底座、一端与固定底座铰接的活动块;所述活动块另一端设有限位台,所述固定底座与限位台的同侧设有活动槽,所述活动槽内设有转轴,所述转轴设有锁紧螺柱,所述锁紧螺柱设有锁紧螺母,所述锁紧螺母与限位台配合锁紧。
14.所述调整座组件包括连接块、调整座和调节螺栓;所述调整座与架体固定连接,所述调整座顶部设有调整螺孔,所述连接块内设有轴承,所述连接块与开卷辊轴通过轴承配合连接,所述连接块滑动配合设置在调整座内,所述上连接块顶部设有套筒,所述套筒内配合设有限位板,所述限位板与调节螺栓底部固定连接,所述调节螺栓与调整螺孔螺纹连接;所述调整座组件通过调整上开卷辊在调整座内位置距离来调整与下开卷辊之间的间隙。
15.所述导向传送辊机构具体结构包括l形固定板、调节螺杆和锁紧轴;所述l形固定
板通过多个螺母锁紧在调节螺杆上的位置,所述调节螺杆通过螺纹设置在架体的方管上,所述锁紧轴与导向传送辊两端连接固定在l形固定板竖直面上;所述导向传送辊表面设有软质缓冲泡棉。
16.所述变频传送辊的辊轴连接设有测速编码器,所述测速编码器测量变频驱动装置的转速;所述张力调节变频驱动装置为第一力矩电机,所述卷收变频驱动装置为第二力矩电机。
17.对比现有技术,本发明的有益效果在于:
18.1、装置整体能够自动调节传输过程中导电布的张力,避免由于镀铜过程中导电布辊筒的层数变化引起导电布的传输速度改变,使得半成品导电布在镀铜过程中速度匀速稳定的通过电解池。通过张力传感器实时测量导电布开卷处和卷收处的张力变化值,传输至计算机系统。由计算机系统精准控制变频控制柜输出的电机电源的脉冲频率来控制电机的转速,实现自动调节控制导电布张力的作用,保证了导电布整个镀铜过程中的张力恒定调节范围,解决了导电布镀铜过程中导电布的传输速度难以控制的情况,能够实时进行监测导电布的张力来进行调整导电布的传输速度。提高了装置的精度和准确性,提高了导电布镀铜的质量,使得导电布镀铜的表面均匀,进而提高导电布的静电屏蔽的作用。
19.2、通过设置开卷驱动装置来控制导电布在电解池内的运行速度,避免由第二力矩电机驱动导电布开卷时,第二力矩电机速度变化量大导影响电布镀铜质量,同时整个传输过程中张力也大,容易超出导电布的拉伸限度,使得导电布的防静电效果大大下降。通过设置开卷驱动装置的上、下开卷辊,既能够调节导电布与开卷辊之间的摩擦力,也能够调节导电布在电解池的传输速度。
20.3、装置的计算机系统通过控制电源的输出频率对第一力矩电机和第二力矩电机的逐级缓慢变速,来进行缓速调整导电布的开卷运行速度和卷收运行速度,避免由于电机运行速度突变,引起传输过程中的导电布张力突然发生变化,影响导电布在电解池内镀铜的反应时间,导致导电布镀铜质量的降低。
21.4、装置的导向传送辊表面设有软质缓冲泡棉,为避免导电布在传输过程中跑偏以及起皱,传统的导向传送辊为金属的材料,因为导电布在进行传输时,表面张力作用于导向辊表面,传统的导向传送辊表面硬度高,导致导电布表面容易起皱,导电布表面起皱后,影响导电布的成品性和导电效果。通过设置软质缓冲泡棉,减少了传输过程中的导电布的损耗和质量的影响。
附图说明
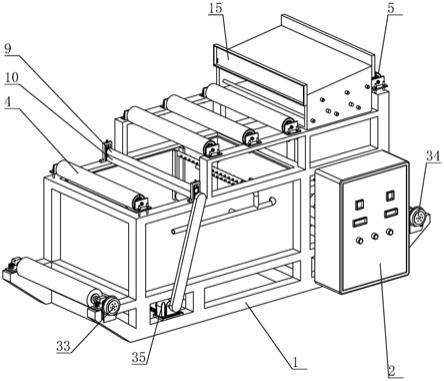
22.附图1是本发明装置整体视图。
23.附图2是本发明中装置整体视图。
24.附图3是本发明中导电布传输过程视图。
25.附图4是本发明中开卷驱动装置视图。
26.附图5是本发明中变频传送辊机构的传送辊视图。
27.附图6是本发明中导向传送辊机构。
28.附图7是本发明中装置后侧视图。
29.附图8是本发明中烘干装置视图。
30.附图中所示标号:
31.1、架体;2、变频控制柜;3、锁紧轴;4、始端导向传送辊;5、末端导向传送辊;6、张力传感器;7、导电布;8、半成品导电布;9、上开卷辊;10、下开卷辊;11、壳体;12、加热管;13、排气口;14、排水口;15、调节板;16、防掉杆;17、卡槽;18、固定底座;19、活动块;20、限位台;21、活动槽;22、转轴;23、连接块;24、调整座;25、调节螺栓;26、调整螺孔;27、套筒;28、限位板;29、l形固定板;30、调节螺杆;31、软质缓冲泡棉;32、测速编码器;33、第一力矩电机;34、第二力矩电机;35、低速电机;36、电解池;37、清洗池;38、导电布开卷辊轴;39、导电布卷收辊轴。
具体实施方式
32.下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外应理解,在阅读了本发明讲授的内容之后,本领域技术人员可以对本发明作各种改动或修改,这些等价形式同样落于本技术所限定的范围。
33.本发明所述是一种导电布镀铜用自动调节传送装置,如说明书附图图1所示,主体结构包括架体1、设置在架体1上的传送辊传送机构和变频控制柜2,通过传送辊传送机构将导电布7经过电解池36、清洗池37、烘干装置进行处理,而后将镀铜后的导电布7进行卷收,整个镀铜过程中导电布7的传输速度由变频控制柜2控制。所述传送辊传送机构包括多个导向传送辊机构和变频传送辊机构;以下为多个导向传送辊机构的具体结构:
34.导向传送辊机构:
35.如说明书附图图1所示,所述导向传送辊机构设有多个,所述导向传送辊机构设置在架体1上,所述导向传送辊机构作为导电布7传输过程中的导向随动件,对于传输导电布7的过程中起到导向和换向的作用;所述导向传送辊表面设有软质缓冲泡棉31,为避免导电布7在传输过程中跑偏以及起皱,传统的导向传送辊为金属的材料,因为导电布7在进行传输时,表面张力作用于导向辊表面,传统的导向传送辊表面硬度高,导致导电布7表面容易起皱,导电布7表面起皱后,同样会影响导电布7的成品性和防静电效果。
36.如说明书附图图2和图6所示,每个所述导向传送辊机构包括导向传送辊、锁紧轴3、l形固定板29和调节螺杆30,所述导向传送辊机构包括导向传送辊,所述导向传送辊两端设有轴承,所述轴承内配合设置锁紧轴3,所述锁紧轴3与导向传送辊两端连接固定在l形固定板29竖直面上,锁紧轴3通过螺栓锁紧在l形固定板29上。所述l形固定板29通过多个螺母锁紧在调节螺杆30上的位置,通过设置上下两个螺母通过螺纹来锁紧l形固定板29在调节螺杆30上的位置,所述调节螺杆30通过螺纹设置在架体1的方管上。
37.变频传送辊机构:
38.所述变频传送辊机构包括变频驱动装置、与变频驱动装置连接的变频传送辊;如说明书附图图1和图5所示,所述变频驱动装置包括:设置在起点位的张力调节变频驱动装置和设置在终点位的卷收变频驱动装置;起点位的张力调节变频驱动装置用于调节半成品导电布8辊筒的开卷的张力,终点位的卷收变频驱动装置用来卷收镀铜后的成品导电布7。
39.所述张力调节变频驱动装置具体结构为:导电布开卷辊轴38、与导电布开卷辊轴38连接的第一力矩电机33,第一力矩电机33驱动导电布开卷辊轴38转动来调节导电布7的张力。所述卷收变频驱动装置具体结构为:导电布卷收辊轴39、与导电布卷收辊轴39连接的
第二力矩电机34,第二力矩电机34驱动导电布卷收辊轴39转动。力矩电机是一种能够在低速甚至堵转时仍能持续运转,不会造成电动机的损坏,在这种工作模式下,电动机可以提供稳定的力矩给负载,力矩电动机也可以提供和运转方向相反的力矩(刹车力矩)。因为导电布7的整个传输过程是十分缓慢的选用伺服电机或其他电机长期低转速运行会造成电机的损坏。
40.通过第二力矩电机34驱动导电布卷收辊轴39转动,导电布卷收辊轴39对镀铜后的导电布7进行卷收,同时第一力矩电机33驱动导电布开卷辊轴38转动,第二力矩电机34卷收后使得导电布7张紧,开卷辊上的导电布7通过各级导向传送辊机构的导向传送辊,传输至电解池36、清洗池37、烘干装置进行处理。在经过电解池36、清洗池37时,需要转换导电布7的输送方向,在电解池36内镀铜和清洗镀铜后导电布7表面的电解液,所以说电解池36底内部和清洗池37内部也设有导向传送辊,来进行换向传输导电布7。
41.对现阶段导电布7镀铜卷收的过程进行分析,第一力矩电机33驱动导电布开卷辊轴38转动时,导电布开卷辊轴38转动无法拉动导电布7向后运动,仅能够起到传输过程中调节导电布7表面张力的作用,无法起到运输的作用。起到运输导电布7作用的是第二力矩电机34驱动导电布卷收辊轴39转动,卷收辊轴转动带动导电布7卷收。因为导电布7在电解池36内镀铜时,需要保持匀速且张力恒定的传输,才能保证导电布7镀铜的质量,所以通过第二力矩电机34驱动导电布卷收辊轴39对导电布7卷收时,需要保持匀速且张力恒定的传输。为了避免导电布卷收辊轴39之间的多级导向传送辊影响导电布卷收辊轴39卷收导电布7时匀速传输,所以说设置以下结构进一步改进:
42.进一步改进:
43.在电解池36和清洗池37之间设置变频驱动装置,使得变频驱动装置直接控制导电布7镀铜的运行速度,通过精确控制变频驱动装置的转速来控制导电布7在电解池36内的传输速度,使得半成品导电布8匀速、缓慢的经过电解池36,给导电布7镀铜留有充分的反应时间,进而提高导电布7镀铜的质量。具体结构包括:所述变频驱动装置还包括开卷驱动装置,所述开卷驱动装置包括两个上下紧密配合的开卷辊和调整座24组件;
44.如说明书附图图1和图4所示,所述上下两个紧密配合的开卷辊通过调整座24组件设置在架体1上,导电布7从上下两个开卷辊的间隙穿过,利用开卷辊与导电布7之间的摩擦力,将镀铜后的导电布7输送至清洗池37,清洗掉导电布7表面的电解液。所述下开卷辊10的辊轴上设有开卷驱动装置,所述开卷驱动装置驱动下开卷辊10的辊轴进而带动上开卷辊9转动,从而使穿过间隙的导电布7向下一工序输送。下开卷辊10的辊轴连接设有齿轮,所述齿轮通过链条传动的方式,通过设置低速电机35的输出轴连接有齿轮,链条带动下开卷辊10上的齿轮转动,使得下开卷辊10通过低速电机35控制转动,通过控制低速电机35的转速从而控制下开卷辊10的转速,从而控制导电布7在电解池36内的传输速度。低速电机35具有体积小、噪声低、免维护等特点,转速从0.83r/min—300r/min,无需减速装置即可实现低转速的电机。
45.为了进一步精确调整下开卷辊10的转速,所以说所述变频传送辊的下开卷辊10轴连接设有测速编码器32,测速编码器32一般与轴相联,测速编码器32的脉冲量是固定的,在轴旋转的时候,测速编码器32就会输出脉冲,plc控制系统或计数器收到脉冲,根据轴转的速度不同时,在单位时间内收到的脉冲总量是不一样的,根据脉冲量与实际转的长度就可
以算了真实的速度米/分钟。测速编码器32对下开卷辊10轴的转速进行测算,进而所述测速编码器32测量变频驱动装置的转速,所述测速编码器32与计算机系统相连接,便于通过下文所述的计算机系统控制低速电机35的脉冲频率来监测低速电机35的转速,防止低速电机35转速变化量大导致导电布7在电解池36内的反应时间改变,进而影响导电布7镀铜的质量。
46.在实际生产过程中发现,因为位于装置两端的导电布开卷辊轴38和导电布卷收辊轴39上的导电布7辊筒上的层数随着时间是不断变化的,因为导电布开卷辊轴38上的半成品导电布8需要镀铜,所以说导电布开卷辊轴38上的导电布7层数不断减少;因为导电布卷收辊轴39上的导电布7是成品导电布7,需要通过导电布卷收辊轴39来卷收,所以说导电布卷收辊轴39上的导电布7层数是不断增多的。所以说导电布开卷辊轴38上的半成品导电布8的半径逐渐减少,导电布卷收辊轴39上的成品导电布7直径逐渐增大,所以说即使低速电机35和第二力矩电机34的转速恒定的情况下,也会因为导电布7的直径变化,进而影响导电布7整个过程的传输速度。所以说第一力矩电机33的转速是逐渐加快的过程,第二力矩电机34的转速是逐渐减慢的过程,为了使得导电布7通过电解池36的速度为匀速,所以说尽可能减少低速电机35的转速变化。通过以下结构来实现自动控制调节:
47.自动控制部分:
48.如说明书附图图1所示,所述变频控制柜2内设有计算机系统,所述计算机系统独立控制变频驱动装置的电机转速,电机的转速等于60每分钟乘以电源频率除以电机旋转磁场的极对数,所以电机电源的脉冲频率的大小与电机的转速成正比,所以说通过控制电机电源的脉冲频率来控制电机的转速。
49.在上文所述的始端导向传送辊4的锁紧轴3和末端导向传送辊5的锁紧轴3上均设有张力传感器6,对装置传输导电布7的整个过程进行分析,导电布开卷辊轴38上的半成品导电布8进行通过导向传送辊进行换向来进入电解池36,当低速电机35驱动开卷辊带动半成品导电布8通过电解池36内时,电解池36段的导电布7张紧的压力集中于始端导向传送辊4的锁紧轴3,因为当第一力矩电机33受到导电布7辊筒直径的影响与低速电机35之间速度差值变小时,电解池36段的导电布7张紧的压力逐渐增大,所以说在始端导向传送辊4的锁紧轴3设置张力传感器6来监测导电布7的张紧力变化值;
50.末端导向传送辊5的锁紧轴3上设置的张力传感器6同理,半成品的导电布7镀铜结束后,通过导向传送辊进入至清洗池37,洗去表面的电解液,第二力矩电机34与低速电机35共同作用传输导电布7,因为低速电机35向第二力矩电机34的卷收端输送镀铜后的导电布7,所以说第二力矩电机34与低速电机35之间速度差值变大时,位于末端导向传送辊5的锁紧轴3为导电布7张紧压力的集中点,张力传感器6测得的数值逐渐增大,所以说通过设置张力传感器6来监测卷收端的导电布7张紧力的变化值,来进行调节第二力矩电机34转速,来配合低速电机35的转速。
51.所述计算机系统与张力传感器6信号连接,所述张力传感器6实时测量始端导向传送辊4和末端导向传送辊5表面导电布7的张力数据信号并传输至计算机系统,通过计算机系统根据所接收的张力数据信号调节变频控制柜2的输出频率,进而控制第一力矩电机33和第二力矩电机34的转速,从而调节导电布7的输送速度,以此调节传输时导电布7的张力,具体调节方式如下:
52.因为对于导电布7镀铜的整个过程而言,导电布7的运行速度需要在镀铜质量的时间范围内保持相对匀速,镀铜质量的时间范围是半成品导电布8在电解池36内发生电解反应的时间,不是说只要保持半成品的导电布7匀速通过电解池36即可,需要控制导电布7的反应时间,导电布7镀铜的质量时间范围是为40
±
3秒,张力传感器6检测的张紧力范围为200
±
50n。即导电布7在电解池36内的反应时间为37s—43s,两个张力传感器6的数值范围为150n—250n,超出张力传感器6的张力范围后,计算机控制系统根据以下原来进行调速:
53.张力传感器6的监测原理为:当始端导向传送辊4的锁紧轴3上的张力传感器6检测数值高于范围数值时,第一力矩电机33转速提速5%、低速电机35转速不变、第二力矩电机34转速不变;当始端导向传送辊4的锁紧轴3上的张力传感器6检测数值低于范围数值时,第一力矩电机33转速降速5%、低速电机35转速不变、第二力矩电机34转速不变;当末端的张力传感器6检测数值高于范围数值时,第一力矩电机33转速不变、低速电机35转速不变、第二力矩电机34转速降速5%;当前端的张力传感器6检测数值低于范围数值时,第一力矩电机33转速不变、低速电机35转速不变、第二力矩电机34转速提速5%。
54.例如前端张力传感器6当前检测数值为260n,260n高于导电布7镀铜张紧力范围数值,第一力矩电机33转速提速5%,5r/min提速至5.25r/min,低速电机35和第二力矩电机34转速不变,若张力传感器6当前检测数值仍大于范围数值,则继续提速5%,5.25r/min提速至5.56r/min,张力传感器6数值255n,再进行提速5%直至张力传感器6检测的数值为合理范围内,停止提速。倘若张力传感器6当前检测数值为140n,第一力矩电机33降低转速5%,6r/min降速至5.7r/min,直至张力传感器6落入正常数值范围内。因为张力传感器6是实时测量的数值,而且第一力矩电机33和第二力矩电机34转速较慢,所以说不会发生测量的张紧力突变的情况,所以说通过及时调整第一力矩电机33和第二力矩电机34的转速来调整导电布7传输过程中的张紧力。如果突然数值突然增大或减少,则发出报警信息,来检查设备运行状态。
55.还有一个影响导电布7的传输速度的因素需要考虑在内,就是上文所述的上开卷辊9与下开卷辊10之间的间距,上开卷辊9作用于下开卷辊10的压力,影响导电布7与下开卷辊10的摩擦力,进而影响导电布7的传输速度。而上开卷辊9作用于下开卷辊10的压力通过调整座24组件调整上、下开卷辊10之间的间距,来调整上开卷辊9与下开卷辊10直接的压力。通过以下具体结构实现:
56.如说明书附图图4所示,所述调整座24组件包括连接块23、调整座24和调节螺栓25;所述调整座24组件通过调整上开卷辊9在调整座24内位置距离来调整与下开卷辊10之间的间隙。所述调整座24与架体1固定连接,所述调整座24顶部设有调整螺孔26,所述连接块23内设有轴承,所述连接块23与开卷辊轴通过轴承配合连接,使得开卷辊能够在连接块23内转动。所述连接块23滑动配合设置在调整座24内,使得连接块23在调整座24内滑动,进而调整上、下开卷辊的间距。所述上连接块23顶部设有套筒27,所述套筒27内配合设有限位板28,所述限位板28与调节螺栓25底部固定连接,所述调节螺栓25与调整螺孔26螺纹连接。需要增大上、下开卷辊之间的间隙时,向上旋拧调节螺栓25,使得螺栓通过螺纹孔的配合,拉动限位板28与套筒27之间作用,向上拉动连接块23在调整座24内向上滑动;需要减少上、下开卷辊之间的间隙时,向下旋钮调节螺栓25,使得螺栓通过螺纹孔的配合,带动限位板28向下作用于上连接块23,使得连接块23向下滑动,上、下开卷辊之间的间隙减少。通过调节
螺栓25来进行调整上、下开卷辊之间的间隙,简单实用,避免用复杂的装置解决简单的问题,而且通过调节上、下开卷辊之间的间隙能够适用于不同型号厚度的导电布,使得装置的实用性和适用性更强。
57.进一步改进:
58.为了便于导电布开卷辊轴38和导电布卷收辊轴39进行快速拆卸,来更换缠绕导电布7卷筒的辊轴,所以说进一步设置快拆结构来进行快速安装:
59.所述变频传送辊机构还包括快拆安装组件,所述快拆安装组件包括快拆结构卡座;所述变频驱动装置的输出轴通过联轴器与变频传送辊的辊轴的一端连接,所述变频传送辊的辊轴上设有轴承,所述轴承与快拆结构卡座相配合锁紧。所述快拆结构卡座设有与变频传送辊辊轴的轴承相适配的卡槽17,所述卡槽17均分为两部分设置在快拆结构卡座内;使得缠绕有导电布7的辊轴能够在卡座内锁紧固定的同时还不影响转动。如说明书附图图5所示,所述快拆结构卡座具体结构包括固定底座18、一端与固定底座18铰接的活动块19;所述活动块19另一端设有限位台20,所述固定底座18与限位台20的同侧设有活动槽21,所述活动槽21内设有转轴22,所述转轴22设有锁紧螺柱,所述锁紧螺柱设有锁紧螺母,所述锁紧螺母与限位台20配合锁紧。通过拧紧与锁紧螺柱配合的锁紧螺母,使得锁紧螺母压紧限位台20,从而将与固定底座18铰接的活动块19压紧;需要将带有导电布7的辊轴更替时,旋松与锁紧螺柱配合的锁紧螺母,转动活动槽21内的转轴22,使得锁紧螺母与限位台20分离,从而打开活动块19,来进行更替导电布7辊轴。
60.烘干装置:
61.导电布7经过冲洗池洗去表面的电解液后,导电布7表面还留有少量的水,需要将导电布7烘干后在进行卷收,设置以下结构来对导电布7进行烘干:
62.如说明书附图图8所示,所述架体1上还设有烘干装置,所述烘干装置包括壳体11、设置在壳体11两侧且上下均布的多个加热管12;加热管12是在耐高温不锈钢无缝管内均匀地分布高温电阻丝,在空隙部分致密地填入导热性能和绝缘性能均良好的结晶氧化镁粉,这种结构不但先进、热效率高,而且发热均匀,当高温电阻丝中有电流通过时,产生的热通过结晶氧化镁粉向金属管表面扩散,再传递到被加热件或空气中去,达到加热烘干的目的。
63.因为导电布7清洗时,需要清洗掉两面的电解液,所以加热烘干时加热管12对导向传送辊输送的导电布7的上、下两面进行加热烘干,加热烘干过程中蒸发的水蒸气通过壳体11一侧的排气口13排出,所述壳体11远离排气口13一端设有排水口14。如说明书附图图8所示,壳体11的整体外形为楔形,分为高低两侧,高侧为排气口13,低侧为排水口14。因为导电布7表面的水分加热蒸发后,水蒸气受热膨胀从壳体11的高侧排出,同时也会有少量的水蒸气遇冷后,冷凝成水珠受到重力的作用向下从低侧的排水口14排出流入清洗池37。
64.所述排气口13和排水口14均活动连接设有调节板15,所述调节板15上设有长孔,通过螺丝来固定在壳体11上调节位置。调节板15的作用是根据导电布7进入壳体11内的高度和排出壳体11内的高度来进行,调整调节板15的高度,若调节板15与导电布7的高度差过大,会降低加热管12对导电布7的烘干效果,使得加热蒸发速率减慢。
65.如说明书附图图3所示,导电布7从清洗池37末端的导向传送辊向装置末端导向传送辊5输送,是一个由低到高的传输过程,输送时导电布7张紧后无褶皱,也因为镀铜后的导电布7表面光滑,会有水从导电布7表面凭借高度差,从导电布7表面回流至清洗池37,从而
减少加热管12的加热烘干蒸发量。但是需要特别注意的是上述情况是在导电布7表面张紧的情况下,为避免导电布7由于低速电机35和第二力矩电机34的速度差导致张力过小,使得导电布7被拉长落入到下方的加热管12上,导致导电布7被烫损,使得成品的导电布7报废,所以进一步改进设置以下结构:
66.所述壳体11侧面还设有多个防掉杆16,防掉杆16的位置如说明书附图图8所示,两个防掉杆16位于壳体11的中段,所述防掉杆16的位置低于导电布7输送的水平位置且高于下部的加热管12位置。因为导电布7表面张力过小时,运输过程中中段的导电布7先向下坠落,通过设置在中段的防掉杆16支撑起来张力过小的导电布7,防止导电布7被下方的加热管12烫坏。
67.综上所述:
68.本装置的半成品导电布8开卷辊轴上的导电布7通过导向传送辊,进行换向至清洗池37内部进行导电布7镀铜,而后通过清洗池37内部的传送辊,传递至低速电机35通过链传动带动的下开卷辊10,低速电机35向清洗池37输送镀铜后的导电布7,第一力矩电机33与低速电机35配合转动调整导电布7的张力,导电布7经过清洗池37内以及清洗池37上方的传送辊的传输,洗去表面的电解液后,经过烘干装置进行加热烘干,使得导电布7表面的水受热蒸发,第二力矩电机34驱动导电布卷收辊轴39对成品的导电布7进行卷收。计算机控制系统接收始端传送辊和末端传送辊连接轴上的张力传感器6数据变化值的信号,来通过变频控制柜2自动控制第一力矩电机33和第二力矩电机34的电源输出频率,间接控制第一力矩电机33和第二力矩电机34的转速,从而调节导电布7传输过程中的张力,使得导电布7在电解池36内保持匀速平稳的通过,从而提高导电布7镀铜的生产质量。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
