1.本发明涉及服务器机箱加工技术领域,尤其涉及一种服务器机箱焊接辅助治具及其装夹方法。
背景技术:
2.服务器机箱体型较大且要求精度很高,需要机箱框架和机箱底座成标准正方形;在服务器机箱焊接时,由于服务器机箱的框架较长,焊接时机箱框架离底座较远处角度容易发生变化导致焊接产生误差。
3.在现有技术中,服务器机箱焊接都是采用普通的治具在机箱框架离底座最远处进行固定,在焊接过程中无法保证框架和底座维持正方形,从而导致机箱焊接完成后的某个部位存在尺寸或形位误差。
技术实现要素:
4.本发明的目的在于针对现有技术的不足而提供一种服务器机箱焊接辅助治具,该服务器机箱焊接辅助治具结构设计新颖、装夹方便,且能够有效地提高服务器机箱焊接效率、精度。
5.本发明的另一目的在于提供一种服务器机箱焊接装夹方法,该服务器机箱焊接装夹方法能够实现服务器机箱快速装夹固定,且该服务器机箱焊接装夹方法能够有效地提高服务器机箱焊接效率、精度。
6.为达到上述目的,本发明通过以下技术方案来实现。
7.一种服务器机箱焊接辅助治具,包括有治具底座,治具底座的上端部装设有分别呈竖向布置的左侧机架、右侧机架,左侧机架位于右侧机架的左端侧,且左侧机架与右侧机架正对间隔布置;治具底座的上端侧可相对前后水平活动地装设有活动承托台,活动承托台位于左侧机架与右侧机架之间,活动承托台包括有呈水平横向布置的活动承托板,活动承托板上表面的中间区域为机箱底座放置区域,活动承托板的上表面于机箱底座放置区域的周侧螺装有若干依次间隔布置的机箱底座定位块;活动承托板与治具底座之间装设有第一导向副结构;左侧机架、右侧机架分别装设有至少两个从上至下依次间隔布置的气动压紧组件,左侧机架的气动压紧组件与右侧机架的气动压紧组件对齐布置。
8.其中,所述气动压紧组件包括有压紧活动座、左右水平动作的压紧推移气缸,压紧推移气缸的活塞杆外延端部与压紧活动座连接;压紧活动座螺装有压紧驱动气缸、位于压紧驱动气缸旁侧的压紧固定块,压紧驱动气缸的活塞杆外延端部装设有压紧活动块,压紧固定块与压紧活动块正对布置;所述左侧机架、所述右侧机架对应各气动压紧组件分别螺装有推移气缸座,各压紧推移气缸分别螺装紧固于相应的推移气缸座。
9.其中,所述左侧机架与相应的所述压紧活动座之间、所述右侧机架与相应的压紧活动座之间分别装设有第二导轨副结构。
10.其中,各所述第二导轨副结构分别包括有沿着左右方向水平延伸的第二导轨、螺装于所述压紧活动座的第二滑块,第二导轨与第二滑块相配合;各第二导轨副结构的第二导轨分别螺装于相应的所述左侧机架、所述右侧机架。
11.其中,所述第一导向副结构包括有螺装于所述治具底座且沿着前后方向水平延伸的第一导轨,所述活动承托板对应第一导轨螺装有第一滑块,第一导轨与第一滑块相配合。
12.其中,所述治具底座于所述活动承托板的下方螺装有装夹工位固定销座、焊接工位固定销座,装夹工位固定销座位于焊接工位固定销座的前端侧,装夹工位固定销座、焊接工位固定销座分别开设有朝上开口的销座插销孔;所述活动承托板的前端部开设有上下完全贯穿的承托板插销孔,且活动承托板配装有定位插销;当活动承托板位于装夹工位时,定位插销依次插入至承托板插销孔、装夹工位固定销座的销座插销孔内;当活动承托板位于焊接工位时,定位插销依次插入至承托板插销孔、焊接工位固定销座的销座插销孔内。
13.其中,所述活动承托板的前端部装设有推拉把手。
14.一种服务器机箱焊接装夹方法,包括有以下步骤,具体的:步骤1、朝前拉动活动承托板并使得活动承托板前移至装夹工位,将定位插销依次插入至活动承托板的承托板插销孔、装夹工位固定销座的销座插销孔内,以通过定位插销将活动承托板定位于装夹工位;步骤2、待活动承托板定位于装夹工位后,将机箱底座放入至活动承托板的机箱底座放置区域,机箱底座通过机箱底座定位块进行定位,以使得机箱底座准确定位于活动承托板;步骤3、待机箱底座准确定位于活动承托板后,将定位插销从活动承托板的承托板插销孔、装夹工位固定销座的销座插销孔抽出,而后朝后推动活动承托板并使得活动承托板后移至焊接工位,此时机箱底座随着活动承托板后移至焊接工位;步骤4、待活动承托板、机箱底座后移至焊接工位后,将定位插销依次插入至活动承托板的承托板插销孔、焊接工位固定销座的销座插销孔内,以通过定位插销将活动承托板定位于焊接工位;步骤5、待活动承托板定位于焊接工位后,放置机箱框架并通过左侧机架、右侧机架的气动压紧组件将机箱框架压紧固定;在气动压紧组件压紧固定机箱框架的过程中,压紧推移气缸朝机箱框架侧推动压紧活动座,以使得压紧固定块移动至机箱框架压紧位置,而后压紧驱动气缸驱动压紧活动块动作,以使得压紧固定块与压紧活动块靠拢,机箱框架通过压紧固定块、压紧活动块压紧固定;步骤6、待机箱框架压紧固定后,即可进行焊接作业。
15.本发明的有益效果为:本发明所述的一种服务器机箱焊接辅助治具,其包括有治具底座,治具底座的上端部装设有分别呈竖向布置的左侧机架、右侧机架,左侧机架位于右侧机架的左端侧,且左侧机架与右侧机架正对间隔布置;治具底座的上端侧可相对前后水
平活动地装设有活动承托台,活动承托台位于左侧机架与右侧机架之间,活动承托台包括有呈水平横向布置的活动承托板,活动承托板上表面的中间区域为机箱底座放置区域,活动承托板的上表面于机箱底座放置区域的周侧螺装有若干依次间隔布置的机箱底座定位块;活动承托板与治具底座之间装设有第一导向副结构;左侧机架、右侧机架分别装设有至少两个从上至下依次间隔布置的气动压紧组件,左侧机架的气动压紧组件与右侧机架的气动压紧组件对齐布置。通过上述结构设计,本发明的服务器机箱焊接辅助治具具有结构设计新颖、装夹方便的优点,且能够有效地提高服务器机箱焊接效率、精度。
16.本发明的另一有益效果为:本发明所述的一种服务器机箱焊接装夹方法,其包括有以下步骤:步骤1、朝前拉动活动承托板并使得活动承托板前移至装夹工位,将定位插销依次插入至活动承托板的承托板插销孔、装夹工位固定销座的销座插销孔内,以通过定位插销将活动承托板定位于装夹工位;步骤2、待活动承托板定位于装夹工位后,将机箱底座放入至活动承托板的机箱底座放置区域,机箱底座通过机箱底座定位块进行定位,以使得机箱底座准确定位于活动承托板;步骤3、待机箱底座准确定位于活动承托板后,将定位插销从活动承托板的承托板插销孔、装夹工位固定销座的销座插销孔抽出,而后朝后推动活动承托板并使得活动承托板后移至焊接工位,此时机箱底座随着活动承托板后移至焊接工位;步骤4、待活动承托板、机箱底座后移至焊接工位后,将定位插销依次插入至活动承托板的承托板插销孔、焊接工位固定销座的销座插销孔内,以通过定位插销将活动承托板定位于焊接工位;步骤5、待活动承托板定位于焊接工位后,放置机箱框架并通过左侧机架、右侧机架的气动压紧组件将机箱框架压紧固定;在气动压紧组件压紧固定机箱框架的过程中,压紧推移气缸朝机箱框架侧推动压紧活动座,以使得压紧固定块移动至机箱框架压紧位置,而后压紧驱动气缸驱动压紧活动块动作,以使得压紧固定块与压紧活动块靠拢,机箱框架通过压紧固定块、压紧活动块压紧固定;步骤6、待机箱框架压紧固定后,即可进行焊接作业。通过上述步骤设计,本发明的服务器机箱焊接装夹方法能够实现服务器机箱快速装夹固定,且能够有效地提高服务器机箱焊接效率、精度。
附图说明
17.下面利用附图来对本发明进行进一步的说明,但是附图中的实施例不构成对本发明的任何限制。
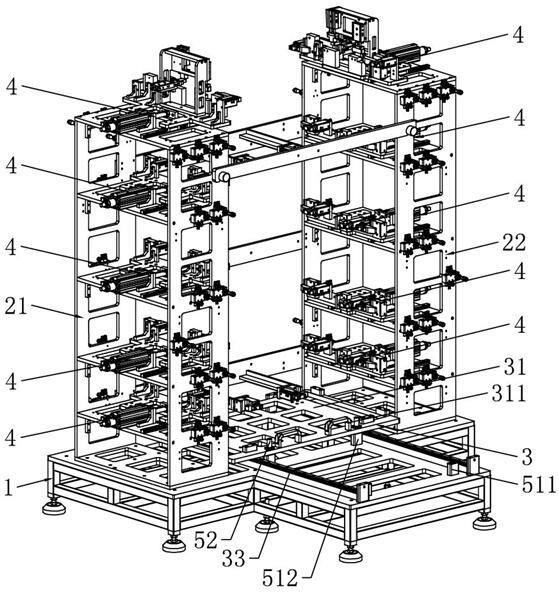
18.图1为本发明的结构示意图。
19.图2为本发明另一视角的结构示意图。
20.图3为本发明又一视角的结构示意图。
21.图4为本发明的局部结构示意图。
22.图5为图4的局部放大示意图。
23.图6为本发明的活动承托台的结构示意图。
24.图7为本发明于服务器机箱装夹完毕时的结构示意图。
25.在图1至图7中包括有:1——治具底座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21——左侧机架22——右侧机架
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3——活动承托台31——活动承托板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
311——推拉把手
32——机箱底座定位块
ꢀꢀꢀꢀꢀ
33——第一导轨4——气动压紧组件
ꢀꢀꢀꢀꢀꢀꢀꢀ
41——压紧活动座42——压紧推移气缸
ꢀꢀꢀꢀꢀꢀꢀ
43——压紧驱动气缸44——压紧固定块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
45——压紧活动块46——推移气缸座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
471——第二导轨472——第二滑块
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
511——装夹工位固定销座512——焊接工位固定销座
ꢀꢀ
513——销座插销孔52——定位插销。
具体实施方式
26.下面结合具体的实施方式来对本发明进行说明。
27.如图1至图7所示,一种服务器机箱焊接辅助治具,其包括有治具底座1,治具底座1的上端部装设有分别呈竖向布置的左侧机架21、右侧机架22,左侧机架21位于右侧机架22的左端侧,且左侧机架21与右侧机架22正对间隔布置。
28.其中,治具底座1的上端侧可相对前后水平活动地装设有活动承托台3,活动承托台3位于左侧机架21与右侧机架22之间,活动承托台3包括有呈水平横向布置的活动承托板31,活动承托板31上表面的中间区域为机箱底座放置区域(图中未示出),活动承托板31的上表面于机箱底座放置区域的周侧螺装有若干依次间隔布置的机箱底座定位块32;活动承托板31与治具底座1之间装设有第一导向副结构。
29.优选的,对于本发明的第一导向副结构而言,第一导向副结构包括有螺装于治具底座1且沿着前后方向水平延伸的第一导轨33,活动承托板31对应第一导轨33螺装有第一滑块(图中未示出),第一导轨33与第一滑块相配合。
30.进一步的,左侧机架21、右侧机架22分别装设有至少两个从上至下依次间隔布置的气动压紧组件4,左侧机架21的气动压紧组件4与右侧机架22的气动压紧组件4对齐布置。如图1、图2、图3、图4以及图7所示,左侧机架21、右侧机架22分别装设有五个从上至下依次间隔布置的气动压紧组件4;当然,上述气动压紧组件4的数量并不构成对本发明的限制。
31.需指出的是,气动压紧组件4包括有压紧活动座41、左右水平动作的压紧推移气缸42,压紧推移气缸42的活塞杆外延端部与压紧活动座41连接;压紧活动座41螺装有压紧驱动气缸43、位于压紧驱动气缸43旁侧的压紧固定块44,压紧驱动气缸43的活塞杆外延端部装设有压紧活动块45,压紧固定块44与压紧活动块45正对布置;左侧机架21、右侧机架22对应各气动压紧组件4分别螺装有推移气缸座46,各压紧推移气缸42分别螺装紧固于相应的推移气缸座46。
32.在压紧推移气缸42驱动相应的压紧活动座41左右水平移动的过程中,为保证压紧活动座41平稳可靠地左右移动,本发明采用下述 结构设计,具体的:左侧机架21与相应的压紧活动座41之间、右侧机架22与相应的压紧活动座41之间分别装设有第二导轨471副结构。具体的,各第二导轨471副结构分别包括有沿着左右方向水平延伸的第二导轨471、螺装于压紧活动座41的第二滑块472,第二导轨471与第二滑块472相配合;各第二导轨471副结构的第二导轨471分别螺装于相应的左侧机架21、右侧机架22。
33.需进一步指出的是,治具底座1于活动承托板31的下方螺装有装夹工位固定销座
511、焊接工位固定销座512,装夹工位固定销座511位于焊接工位固定销座512的前端侧,装夹工位固定销座511、焊接工位固定销座512分别开设有朝上开口的销座插销孔513;活动承托板31的前端部开设有上下完全贯穿的承托板插销孔,且活动承托板31配装有定位插销52。当活动承托板31位于装夹工位时,定位插销52依次插入至承托板插销孔、装夹工位固定销座511的销座插销孔513内;当活动承托板31位于焊接工位时,定位插销52依次插入至承托板插销孔、焊接工位固定销座512的销座插销孔513内。
34.为便于工作人员推拉活动承托板31前后移动,本发明采用下述结构设计,具体的:活动承托板31的前端部装设有推拉把手311。在工作人员推拉活动承托板31前后移动的过程中,工作人员通过推拉把手311驱动活动承托板31移动。
35.对于本发明的服务器机箱焊接辅助治具而言,其可以采用以下装夹方式实现服务器机箱装夹,具体的,一种服务器机箱焊接装夹方法,其包括有以下步骤,具体的:步骤1、朝前拉动活动承托板31并使得活动承托板31前移至装夹工位,将定位插销52依次插入至活动承托板31的承托板插销孔、装夹工位固定销座511的销座插销孔513内,以通过定位插销52将活动承托板31定位于装夹工位;步骤2、待活动承托板31定位于装夹工位后,将机箱底座放入至活动承托板31的机箱底座放置区域,机箱底座通过机箱底座定位块32进行定位,以使得机箱底座准确定位于活动承托板31;步骤3、待机箱底座准确定位于活动承托板31后,将定位插销52从活动承托板31的承托板插销孔、装夹工位固定销座511的销座插销孔513抽出,而后朝后推动活动承托板31并使得活动承托板31后移至焊接工位,此时机箱底座随着活动承托板31后移至焊接工位;步骤4、待活动承托板31、机箱底座后移至焊接工位后,将定位插销52依次插入至活动承托板31的承托板插销孔、焊接工位固定销座512的销座插销孔513内,以通过定位插销52将活动承托板31定位于焊接工位;步骤5、待活动承托板31定位于焊接工位后,放置机箱框架并通过左侧机架21、右侧机架22的气动压紧组件4将机箱框架压紧固定;在气动压紧组件4压紧固定机箱框架的过程中,压紧推移气缸42朝机箱框架侧推动压紧活动座41,以使得压紧固定块44移动至机箱框架压紧位置,而后压紧驱动气缸43驱动压紧活动块45动作,以使得压紧固定块44与压紧活动块45靠拢,机箱框架通过压紧固定块44、压紧活动块45压紧固定;步骤6、待机箱框架压紧固定后,即可进行焊接作业。
36.综合上述情况可知,本发明的服务器机箱焊接辅助治具及其装夹方法能在服务器机箱焊接过程中对机箱进行整体夹持,并通过双向布置多个气动压紧组件4对机箱框架进行压紧,已使机箱底座和机箱框架在焊接过程中夹持稳固、受力均匀、不发生位移、弯曲等变形;故而,本发明的服务器机箱焊接辅助治具及其装夹方法能够实现服务器机箱快速装夹固定,且能够有效地提高服务器机箱焊接效率、精度。
37.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。