1.本发明涉及一种由图形工业机器和无人驾驶运输车辆组成的系统。
2.本发明处于图形工业技术领域吧并且在此特别是处于由要加工的扁平产品、例如由纸、卡纸、纸板或薄膜或其他物品构成的印张组成的堆叠朝图形工业领域的机器、例如印刷机或再处理机器的运输和/或从这样的机器运走的技术领域。特别是,本发明在此处于以所谓的无人驾驶运输车辆(ftf或“automated guided vehicle”或agv)运输堆叠的子领域。
背景技术:
3.多个无人驾驶运输车辆(或者ftf或者agv)可以纳入无人驾驶运输系统(fts)中。
4.文献de102014209205a1公开了一种在件式产品的设备中、例如在具有仓库的印刷厂中、具有堆叠-进纸器和收纸器的印刷机中以及在再处理机器中处理堆叠的方法。在此,采用无人驾驶地构成的运输机构(ftf),例如物料输送车辆
5.文献de102007046868a1公开了一种用于货物支架、例如托盘的(无人驾驶的)运输装置。de102017215366a1也公开了一种类似的装置。
6.在大型印刷厂中越来越多地采用用于运输带有纸堆叠的托盘的由于fts的系统。在此存在如下需求,即将这样的系统与全部机械设备联接或者完全集成到总系统中且在此实现流畅的生产流程。
技术实现要素:
7.因此,本发明的任务在于,相比于现有技术实现改进,该改进特别是能实现:将图形工业机器和ftf在信息技术上如此联接,使得实现优化的生产流程且由此提高生产率。
8.所述任务的按照本发明的解决:
9.按照本发明,所述任务通过本发明的优选实施方案的系统解决。
10.本发明有利的并因此优选的进一步方案由可选实施方案以及说明书和附图得出。
11.本发明提出一种由图形工业机器和无人驾驶运输车辆组成的系统,其中,所述机器加工承印材料,并且所述运输车辆将承印材料和/或耗材朝机器运输和/或从机器运走。本发明提出,所述机器处理生产任务的队列,所述运输车辆直接地或经过另一计算机与机器的计算机交换信息,所述信息被用于生产任务的队列上的至少一个变化。
12.本发明的有利的构成和效果:
13.本发明有利地能实现,将图形工业机器和ftf在信息技术上如此联接,使得实现优化的生产流程且由此提高生产率。另外的优点是:避免停机时间、优化各个机器的负荷率以及降低成本。
14.此外,本发明能实现:将所有需要的承印材料和/或耗材(和/或如果必要还有备件)对于正在排队等候的生产任务及时地通过无人驾驶运输车供应给机器;以及将所有生产的物品(物品印张、折标(signaturen)、废页)及时地通过无人驾驶运输车运走,例如运送给另外的机器。
15.术语“计算机”在本技术中总是指的是数字计算机,其优选包括处理器和数字存储器。各计算机优选地可以例如通过数字网络(lan、wlan)或通过直接线路相互交换信息。计算机可以直接或间接连接到互联网上且将信息保存在所谓的云中和/或从云调用信息。术语“存储器”在本技术中总是指的是数字存储器。
16.图形工业机器可以是印刷机、例如处理印张的胶印印刷机,其包括进纸器、一系列印刷机组以及收纸器。图形工业机器可以是再处理机器、例如包括进纸器的折纸机、一系列折纸站和收纸器。
17.无人驾驶运输车辆(简称:ftf)可以是物料输送车辆。ftf优选地包括自身的驱动器和自身的计算机。ftf优选地在没有机械引导的情况下行驶。ftf可以一直行驶至机器,例如直至相应机器上的停放位置。ftf可以驶入机器中,例如在进纸器中或收纸器中,优选地运动到进纸器或收纸器的往复运动的堆叠托盘上。ftf可以驶入仓库中,例如直至在台架(regal)旁的停止位置或者驶入台架中。优选地,ftf可以实施行驶方向变化,例如变化 /-90
°
或180
°
。
18.承印材料优选地为印张形、带形、薄膜形或标签形且优选地由纸、卡纸、纸板、塑料、金属或复合材料制成。
19.耗材优选地是印刷油墨、漆或亮油、润湿剂、清洁剂或清洁巾。耗材可以包括未经使用或经使用的(经印刷的)印版。耗材可以包括未经使用或经使用的橡胶布。耗材可以包括废页。耗材也可以包括用于机器的备件。
20.承印材料和/或耗材可以储藏或储存在仓库中、例如高架仓库中。承印材料和/或耗材可以由仓库例如自动化地提供且借助于ftf自动化地输送给机器。
21.在存放期间和/或在运输期间,承印材料和/或耗材可以位于运输托盘(简称:托盘)上。
22.该队列生产任务在印刷机的情况下可以是印刷任务队列。该队列生产任务在再处理机器的情况下可以是再处理任务队列。相应的队列能够以数字形式存储在计算机中。计算机可以是机器的计算机或者是中央计算机(用于多个机器或者用于整个印刷厂的计算机或者用于生产规划的中央计算机)。生产任务可以中央地、优选在中央计算机上创建并且分配给各个机器或者传输给各个机器的计算机。
23.这些机器可以对于正在排队等候的和/或对于以后的生产任务自动化请求所需的承印材料和/或耗材。为此,可以与中央计算机和/或各个ftf交换数字请求。请求可以包含如下开始时刻,生产任务应在该开始时刻开始。在该时刻,ftf必须最晚提供所需材料。可以准时供给所需材料的ftf优选地被选择且优选地获得相应的运输任务。该选择可以通过中央计算机实现。替换地,ftf自身可以做出选择。对于该选择优选地应准备好如下数据,该数据允许计算和比较单个ftf对于运输任务的运输时间。而且,由仓库提供的数据可以包括在内,例如在仓库中储存了什么货物以及何时可以提供该货物。通过这种方式可以确保所谓的自动不停止运行。
24.信息例如可以是关于延迟的信息,其例如由仓库延迟和/或运输延迟得出。如果从仓库提供需要的承印材料或需要的耗材持续时间长于按照计划设定的时间,那么可以得出仓库延迟。如果需要的承印材料或需要的耗材运输至机器持续时间长于按照计划设定的时间,例如因为ftf必须行驶与规划的路径不同的路径,以便避让另一ftf,那么可以得出运输
延迟。信息例如可以是关于干扰的信息。干扰可以是ftf或仓库的非计划内的停机时间。
25.信息例如可以是关于错误的信息。错误例如可以是ftf上的错误的承印材料或错误的耗材,从而需要进行更换。
26.该队列生产任务的变化可以是多种多样的,详细地在“本发明的进一步方案”中进行描述。该变化优选地在计算机中或在存储器中实现。
27.附加或替换于该队列生产任务的变化,当正在排队等候的生产任务不能及时开始时,则可以优选地以视觉方式(显示器上的报警消息或者报警信号灯)或者以听觉方式(报警声音)通知操作者。
28.本发明的进一步方案:
29.在下文中描述本发明的优选的进一步方案(简称:进一步方案)。
30.一种进一步方案的特征可以在于,所述变化是生产任务的顺序的变化。由于延迟或干扰(参见上文)可以有利的是,将在该队列生产任务中当前(“现在”)计划的生产任务向后推移。同样地,在这样的情况下可以有利的是,将该队列生产任务中非当前(“以后”)计划的生产任务向前推移,如果为此需要的承印材料(以及如果必要还有耗材)当前可用或者当前可借助于ftf输送给机器的话。也可以进行多个顺序变化。也可以编排新的顺序。
31.一种进一步方案的特征可以在于,该变化是生产任务的删除。由于延迟或干扰(参见上文)可以有利的是,删除生产任务,例如如果为此需要的承印材料(以及如果必要还有耗材)不可用或者不可借助于ftf输送给机器的话。
32.一种进一步方案的特征可以在于,该变化是生产任务的插入。所插入的生产任务例如可以是之前删除的生产任务,该之前删除的生产任务由于消除了延迟或干扰又可被执行。
33.一种进一步方案的特征可以在于,该变化是清洁程序或维护程序的插入。由于延迟或干扰(参见上文)可以有利的是,特别是当前(亦即“现在”或“立刻”)实施清洁程序或维护程序,如果机器否则将停止且必须很快、例如在一个生产任务之后或者少量另外的生产任务之后实施这样的程序的话。因此有利地可以将该程序提前。
34.一种进一步方案的特征可以在于,该变化是对于正在排队等候的生产任务降低机器速度。优选地,只有当可以开始随后的、延迟的生产任务时,该生产任务才结束。通过这种方式可以避免停机时间,且在此可以能源优化地进行生产。
35.一种进一步方案的特征可以在于,运输车辆将承印材料和/或耗材朝至少一个另外的图形工业机器运输和/或从另一图形工业机器运走。有利地,ftf可以将承印材料和/或耗材从一个机器输送至另一机器,例如从印刷机输送至再处理机器。
36.一种进一步方案的特征可以在于,运输车辆处理一队列运输任务。所述运输任务能够以数字方式存储在ftf的存储器中。所述运输任务可以形成一个顺序,其中该顺序优选地如此选择或计算,使得ftf不必须实施空驶或者实施少量空驶。
37.一种进一步方案的特征可以在于,所述信息被用于该队列运输任务上的至少一个变化。该变化可以(类似于在所述队列生产任务上的上述变化那样)包括顺序的变化、删除和/或插入。也可以插入维护程序,在该维护程序中维护ftf。
38.一种进一步方案的特征可以在于,所述信息将机器的安全机构停用。例如可以有利的是,ftf将机器或者机器的进纸器或收纸器的光栅或机械栅栏停用且驶入机器中。在
此,优选地确保:仅仅ftf驶入且特别是操作者不可以进入机器中。如果ftf位于机器中,那么优选地又激活所述栅栏。通过所述信息交换优选地确保:机器或其安全机构不报告错误。
39.在上述技术领域、本发明和进一步方案等段落中以及在后面的实施例等段落中公开的特征和特征组合——相互间任意组合地——构成本发明的另外的有利的进一步方案。
附图说明
40.附图示出本发明及其进一步方案的实施例的优选的细节。相互相应的特征在附图中设有相同附图标记。附图中:
41.图1示出本发明的系统的一个优选实施例;
42.图2a示出示出计算机2a(或者2b、2c或2d)的显示器70;
43.图2b例如示出计算机11的显示器71;
44.图2c示出中央计算机8且示例性示出中央计算机8的显示器72。
具体实施方式
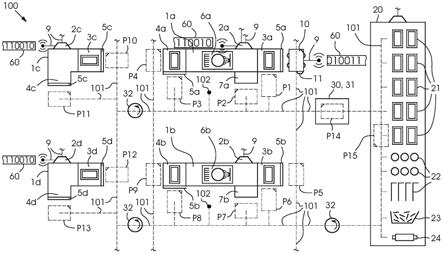
45.图1示出按照本发明的系统的一个优选实施例。
46.在此示出印刷厂100,其示例性地包括四个图形工业机器1a至1d:两个单张印刷机1a和1b以及两个折纸机1c和1d。印刷厂可以具有另外的(未示出的)机器、例如另外的印刷机、另外的折纸机以及另外的印前机器(印版曝光机等)或印后处理机器(捆扎机、折叠糊盒机等)。
47.每个机器优选地包括自身的计算机2a至2d。计算机可以包括显示器且可以是机器的一部分或者机器的操作台的一部分。
48.每个机器包括用于相互叠置的、由承印材料组成的印张的进纸器3a至3d。每个机器还包括用于相互叠置的、经印刷的印张(在印刷机的情况下)或用于折叠的印张或折标(在折纸机的情况下)的收纸器4a至4d。
49.机器1a至1d可以包括安全机构5a至5d,例如光栅,其在通过紧急关断而中断的情况下保护进纸器或收纸器。
50.印刷机1a和1b包括用于清洁构件、如滚筒或其衬套(auszug)的清洁机构6a和6b,例如包括刷-和/或毛巾-和/或喷雾洗涤装置的机构。
51.印刷机可以包括用于耗材的转交站7a和7b,例如用于(新的/未经印刷的或者经印刷的)印版。印版可以由该转交站自动化输送至印刷机的印刷机组和印版更换器。
52.印刷厂100具有中央计算机8(参见图2c)。该中央计算机可以与机器的计算机2a至2d通过连接9进行信息交换。计算机8可以创建生产任务40且可以将其任务特定地分配给机器的计算机或者转交给机器的计算机。
53.在图1中示出无人驾驶运输车辆10(简称:ftf),其示例性地定位在进纸器3a上。该ftf包括自身的计算机11。该计算机例如通过连接9优选地可以与至少一个机器并且特别优选地与所有机器、亦即与这些机器的计算机2a至2d、并且特别优选地也与中央计算机8连接并且交换信息60。该ftf可以优选地限定的行驶路径101上自动化地运动在。在此,该行驶路径并非通过机械引导件、如轨道预给定,而是通过数字方式限定,例如以虚拟地图的形式。替换地,该ftf可以自由地在印刷厂中自动化地运动。印刷厂100可以包括另外的(未示出
的)行驶路径。
54.该ftf10可以位于行驶路径101的任意位置上,特别是在示例性示出的位置p1至p15上。除了该ftf10之外也可以存在另一ftf或多个另外的ftf。而且这些ftf也可以位于行驶路径101的任意位置上,特别是在示例性示出的位置p1至p15上。在存在多个ftf的情况下,优选地通过计算技术和/或传感器技术确保:这些ftf不相撞或相互避让。该避让例如可以通过以下方式实现:即,各ftf采取不同的行驶路径和/或各ftf优选地在限定的位置102短时离开行驶路径。在每个ftf上标记一个角(仅仅用于图示目的),以便识别:是否该ftf(如有必要)绕竖直轴旋转以及是否以短侧或长侧向前运动和/或定位。该旋转可以在行驶路径101的任意位置上进行;替换地,可以设置特定的位置32;进一步替换地,如果ftf不能自身旋转,那么可以设有旋转机构32。替换地,ftf可以放下托盘且从另一侧( /-90
°
或180
°
)又拿起托盘,例如在位置32。
55.在此示出仓库20。在仓库中可以储存承印材料21和/或耗材22和/或备件24。优选地,所有储存的物品位于托盘上,且一个或多个ftf10设计为,接收和输送这样的托盘。优选地采用标准托盘。在仓库中也可以存放废页23,该废页由ftf从机器1a至1d输送离开。
56.在行驶路径101上示出缓冲区30。在该缓冲区可以缓冲、例如停放至少一个ftf10。关于多个ftf10的停放的缓冲区可以设计为串行和/或并行。缓冲区可以包括用于预处理31的机构。在那里,例如可以在预给定的温度和/或湿度和/或其他特征方面(为了在机器1a至1d中优化处理)处理或预处理(调温和/或调湿和/或通风和/或施粉和/或松散)承印材料。
57.图2a示例性示出计算机2a(或者2b、2c或2d)的显示器70。可以看见多个生产任务40,它们形成具有处理顺序的队列40b(“由上向下”)。“小勾”应示出:当前处理的是“最上面的”生产任务40。
58.如果现在ftf10告知机器1a(通过信息60的交换):存在延迟或干扰等,且需要的承印材料21或需要的耗材22或需要的备件24不能或不能及时被提供用于后续的生产任务40,那么计算机2a例如可以实施生产任务的顺序40的至少短时解决该问题的变化41。
59.替换地,该计算机可以实施不可执行的生产任务的删除42。进一步替换地,计算机可以实施另一(可执行的)生产任务的插入43。
60.进一步替换地,计算机2a(或2b)可以实施清洁程序44的插入45,或者替换地,计算机2a(或2b或2c或2d)可以实施维护程序46的插入47;这些替换方案在如下情况下是特别有利的,即这样的程序“本来”就排队等候且可提前实施并且在后续生产任务应开始之前可结束该实施。在清洁程序中可以激活清洁装置6a。在维护程序中例如可以实施机器的自动化的自检。
61.进一步替换地,计算机2a(或2b、2c或2d)可以实施机器1a-1d的机器速度或生产速度的暂时降低48。
62.图2b示例性示出ftf10的计算机11的显示器71。可以看见多个运输任务50,它们形成具有处理顺序的队列50a(“由上向下”)。“小勾”应示出:当前处理“最上面的”运输任务50。
63.由于例如在仓库20中和/或在机器1a至1d上的延迟、干扰或诸如此类,可以有利的是,计算机11实施运输任务50的顺序的变化51。替换地,计算机可以实施不可执行的运输任务的删除45。进一步替换地,计算机可以实施另一(可执行的)运输任务的插入53。
64.也可能需要的是,在两个运输任务50之间或者在一个运输任务50之内插入ftf绕其竖直轴旋转54的插入55或者实施旋转54。通过这种方式例如可以将经印刷的印张的堆叠从印刷机运走并且朝折纸机输送,其中,该堆叠在折纸机上以与其在印刷机上被接纳的侧(例如长侧在前)不同的侧在前放置(例如短侧在前)。
65.图2c示出中央计算机8且示例性示出中央计算机8的显示器72。可以看见多个生产任务40,它们形成具有处理顺序的队列40a(“由上向下”)。“小勾”应示出:当前处理“最上面的”生产任务40。这些生产任务优选地还未配置给机器1至1d。一旦进行了配置,那么可以将各自配置的生产任务40转交给机器并且可以在其计算机中集成到生产任务队列中,例如附加在“下面”。
66.附图标记列表:
67.1a至1d图形工业机器
68.2a至2d机器的计算机
69.3a至3d机器的进纸器
70.4a至4d机器的收纸器
71.5a至5d机器的安全机构
72.6a、6b清洁装置
73.7a、7b用于耗材的转交站
74.8另外的计算机、例如中央计算机
75.10无人驾驶运输车辆(ftf)
76.11无人驾驶运输车辆的计算机
77.20仓库
78.21承印材料
79.22耗材
80.23废页
81.24备件
82.30缓冲区
83.31用于预处理的机构
84.32用于旋转的位置或机构
85.40生产任务
86.40a没有机器配置的队列生产任务
87.40b具有机器配置的队列生产任务
88.41生产任务的顺序的变化
89.42生产任务的删除
90.43生产任务的插入
91.44清洁程序
92.45插入清洁程序
93.46维护程序
94.47插入维护程序
95.48降低机器速度
96.50运输任务
97.50a队列运输任务
98.51运输任务的顺序的变化
99.52运输任务的删除
100.53运输任务的插入
101.54旋转
102.55插入旋转
103.60信息
104.70机器计算机的显示器
105.71 ftf-计算机的显示器
106.72另一计算机/中央计算机的显示器
107.100印刷厂
108.101行驶路径
109.102避让位置
110.p1至p15位置
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。