具有手动珩磨台的刃磨器
背景技术:
1.切削工具在多种应用中用于从工件上切削或以其他方式去除材料。本领域中熟知多种切削工具,包括但不限于刀、剪刀、剪床、刀片、凿子、弯刀、锯子、钻头等。
2.切削工具常常具有一个或多个横向延伸的笔直或曲线的切削刃,沿着所述切削刃施加压力以进行切削。切削刃常常沿着相对表面(斜面)的相交处界定,所述相对表面沿着沿切削刃的线相交。
3.在一些切削工具(诸如许多类型的常规菜刀)中,相对表面大体上是对称的;其它切削工具(诸如许多类型的剪刀和凿子)具有沿大致法向方向延伸的第一相对表面以及相对于第一表面倾斜的第二相对表面。
4.可以使用复杂的刀片几何形状,诸如呈不同的相应角度的多组斜面,所述斜面逐渐变细到切削刃。还可以沿着切削刃提供扇形或其他不连续特征,诸如在锯齿刀的情况下。
5.切削工具在长期使用后会随着时间的推移而变钝,因此需要对变钝的切削工具进行刃磨操作以使切削刃恢复到更高的锋利度。本领域中已知多种刃磨技术,包括使用砂轮、磨石、砂布、砂带等。
技术实现要素:
6.本公开的各种实施例大体上针对于一种用于刃磨切削工具(诸如但不限于菜刀)的设备和方法。
7.在一些实施例中,提供一种用于刃磨具有切削刃的切削工具的刃磨器。所述刃磨器具有外壳、在外壳内安装到中心轴上以提供动力刃磨台的柔性研磨盘、设置在外壳内并被构造成在选定的旋转方向上旋转柔性研磨盘的电动机以及在邻近动力刃磨台的位置处可拆卸地附接到外壳的手动刃磨模块。手动刃磨模块具有动力台引导表面,所述动力台引导表面被构造成在切削工具的相对第二侧抵靠柔性研磨盘呈现期间支撑切削工具的第一侧以对切削刃实现初级刃磨操作。手动刃磨模块还具有细长的接达狭槽以便切削工具沿着切削工具牵引轴线抵靠手动刃磨元件移动,从而对切削刃实现二次刃磨操作。
8.在相关实施例中,提供一种用于刃磨具有刀片的切削工具的刃磨器,所述刀片具有会聚到居间切削刃的相对第一和第二侧。所述刃磨器包括外壳、在外壳内以间隔开的关系安装到中心轴以提供相对第一和第二动力刃磨台的第一和第二柔性研磨盘、设置在外壳内并被构造成在选定的旋转方向上旋转第一和第二柔性研磨盘的电动机以及在第一与第二动力刃磨台之间附添到外壳上的手动刃磨模块。手动刃磨模块具有相对的第一和第二引导表面,所述引导表面被构造成在刀片的对应第二和第一侧抵靠相应的第一和第二柔性研磨盘呈现期间分别支撑刀片的相对第一和第二侧。手动刃磨模块还具有珩磨台,所述珩磨台具有细长的接达狭槽以便切削刃抵靠设置在接达狭槽内的手动珩磨元件的呈现。
9.在另外的相关实施例中,提供一种用于刃磨切削工具的方法,所述切削工具具有会聚到居间切削刃的相对第一和第二侧。所述方法包括将切削工具插入到动力刃磨器的第一动力刃磨台中以对切削刃执行初级刃磨操作,所述动力刃磨器具有外壳,所述外壳包围
被构造成在选定的旋转方向上旋转第一柔性研磨盘的电动机,以及可拆卸地附接的手动刃磨模块,所述手动刃磨模块具有带有动力台引导表面的主体和内部手动刃磨元件,所述动力台引导表面在抵靠第一柔性研磨盘接触接合切削工具的第一侧期间支撑切削工具的第二侧;以及拉动切削工具穿过手动刃磨模块的细长狭槽以抵靠手动刃磨元件拉动切削工具,从而对切削刃执行二次刃磨操作。
10.通过结合附图审阅以下详细描述,可以理解各种实施例的这些和其他特征和优点。
附图说明
11.图1提供了根据本公开的各种实施例构造和操作的动力工具刃磨器的等距表示。
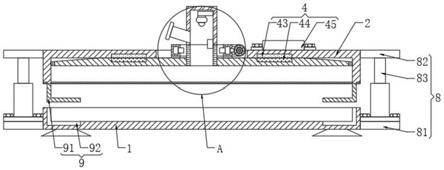
12.图2a和图2b提供了图1的刃磨器的相应前视图和侧视图。
13.图3示出了刃磨器的俯视平面图以示出一些实施例中的刃磨器的手动刃磨模块与刃磨器的基座单元的接合。
14.图4a描绘了使用基座单元的可旋转柔性盘的初级刃磨操作。
15.图4b示出了在图4a的初级刃磨操作期间盘保持器与柔性盘之间的关系。
16.图5a是使用手动刃磨模块的二次刃磨操作的俯视平面图。
17.图5b表示二次刃磨操作的侧视图。
18.图6示出了一些实施例中的使用图4至图5的初级和二次刃磨操作在刀片上实现的刃磨几何形状。
19.图7a和图7b描绘了由相应的手动刃磨模块提供的不同呈现角度。
20.图8a和图8b示出了基座单元的内部视图。
21.图9a至图9d示出了另外实施例中的用于手动刃磨模块的替代构造。
22.图10a和图10b示出了一些实施例中的用于柔性研磨盘的不同替代构造。
23.图11示出了另外实施例中的用于可旋转柔性研磨盘的替代构造。
具体实施方式
24.本公开的各种实施例大体上针对于一种动力刀具和工具刃磨器,以及一种用于使用所述刃磨器的方法。如下文解释,刃磨器包括带有动力研磨介质的基座单元和一个或多个带有手动激活研磨介质的手动刃磨模块。在基座单元内,内部电动机驱动中心横轴,一个或多个柔性可旋转研磨盘安装到所述中心横轴上。设想将使用两个盘,轴的每侧上各一个,但这不是必需的。电动机轴平行于盘轴,并且使用动力传输机构(诸如皮带和滑轮系统)进行动力传输。
25.提供固定的刃磨引导件,以使得使用者能够抵靠研磨盘的面向内部的旋转表面反复呈现刀具或其他切削工具的相对侧。柔性盘可以并入有适于提供研磨表面的砂纸或类似的柔性介质,所述研磨表面从所呈现的切削工具去除材料,以使切削工具的外部形状符合期望的切削几何形状。
26.在至少一些实施例中,可以以两种不同速度旋转盘,即较慢的“刃磨”设置和较快的“成形”设置。每一者都可以通过按下位于刃磨器外壳后部附近的相应按钮来激活,这又导致电动机在不同设置下操作以实现期望的刃磨操作。
27.手动刃磨模块可拆卸地附接到基座单元的中央顶部。当使用两个盘时,手动刃磨模块可以定位于相对的可旋转研磨盘之间。手动刃磨模块具有中心狭槽,在使用研磨盘进行动力刃磨操作之后,使用者可以通过所述中心狭槽插入刀片。手动刃磨模块可以在模块附添到基座单元时使用,或者可以在使用者将模块握在手中或将模块放置在合适的支撑表面(诸如案台)上时以手持方式使用。手动刃磨模块的目的是在已经使用动力研磨料对工具进行刃磨之后对工具的切削刃进行精细(珩磨)刃磨操作。
28.所述模块并入有手动刃磨元件,所述手动刃磨元件可以采取双斜面刃磨轮的形式,所述双斜面刃磨轮具有彼此面对的两个截头圆锥形表面。所述刃磨轮可以由单片陶瓷形成,并且相对于中心狭槽成锐角倾斜。刀片的前进和缩回对刀片提供珩磨作用,因为刀片同时受到两个截头圆锥形盘的作用。珩磨作用可以去除毛刺并提供切削刃的精细化成形。可以使用手动刃磨元件的其他布置,包括但不限于一对相交的刃磨元件,诸如研磨轮、棒、板、块等。
29.在另外实施例中,提供两个不同的手动刃磨模块用于与刃磨器的基座单元一起使用。一个手动刃磨模块被构造用于与具有相对较薄刀片的刀具(诸如菜刀)一起使用,而另一个刃磨模块被构造用于与具有相对较厚刀片的刀具(诸如小折刀)一起使用。不同的手动刃磨模块可以适于向切削工具提供不同的刃磨几何形状,诸如不同的形状或角度。如上所述,所述模块既可以在附接到外壳上时使用,也可以在将模块握在使用者手中时使用,或者通过将模块放置在平坦的基面上来使用。
30.每个模块的外表面提供成角度的支撑(引导)表面,以便在抵靠基座单元中的研磨盘进行刃磨期间使用。不同的手动刃磨模块可以提供相应刀片抵靠旋转介质的不同呈现角度。在一些实施例中,与菜刀模块(例如,大约20度)相比,小折刀模块具有较大的刃磨角度(例如,大约25度)。以这种方式,选定的刃磨模块不仅可以在工具经受动力粗略刃磨操作时提供期望的粗磨刃磨角度,还可以提供合适的对应精细珩磨操作以在工具随后被珩磨时提供期望的精磨刃磨角度。
31.可以通过向前滑动相关联的模块并且接合将相关联模块锁定就位的刚性钩来将两个模块移除和附接到外壳。移除所述模块允许使用一组铰链升起基座单元的顶盖,从而容易接达研磨盘和刃磨器的其他内部方面。相反,将模块安装到刚性钩上将顶盖锁定就位。在一些情况下,固定的剪刀支撑件形成在基座单元的顶部表面中,以允许使用者在模块从基座单元移除时抵靠选定的一个研磨盘刃磨一把剪刀。
32.研磨盘可以使用环形盘保持器安装到中心轴上。盘保持器覆盖每个研磨盘的背衬层的大部分,诸如通过具有名义上约为相关联研磨盘的半径的50%的半径。这将盘保持器的边缘放置在相关联盘的相对侧上的接触区域下方的位置以提供偏置力,从而在刃磨操作期间增加表面压力和材料取出(mto)率。在一些情况下,保持器的作用是为较厚的刀片提供较高的表面压力并且为较薄的刀片提供较低的表面压力。
33.动力柔性研磨盘可以采用多种构造。在一些实施例中,研磨盘由双面砂纸形成,以便在中间背衬层上具有相对的外部研磨表面。可以使用其他构造,诸如具有泡沫中间层的柔性研磨盘,所述泡沫中间层压缩以允许在刃磨操作期间保形成形。
34.从审阅图1开始,可以理解各种实施例的这些和其他特征和优点,图1示出了动力工具刃磨器100。动力工具刃磨器100包括基座单元102和一对可拆卸地接合的手动刃磨模
块104、106。模块104被示出为连接到基座单元102,并且模块106被示出为与基座单元分离。任何一个模块都可以根据需要安装到基座单元上。在一些情况下,基座单元在本文中还被称为主单元或动力单元。
35.如下文更详细解释,模块104大体上被构造用于相对较薄的刀片(例如,“菜刀模块”),并且模块106大体上被构造用于相对较厚的刀片(例如,“小折刀模块”)。应当了解,提供两个(或更多个)模块仅仅是示例性的,而不是必需的。此外,在至少一些实施例中,模块的可拆卸性质不是必需的。
36.如图2a和图2b中进一步描绘,基座单元102具有由基座构件110和顶盖112形成的外壳108。基座构件110包括一组具有防滑特征的支撑构件(脚)114,所述防滑特征适于将刃磨器100支撑在下面的基座表面116上。尽管没有单独示出,但是相应的手动刃磨模块104、106可以设置有类似的防滑特征以用于单独支撑在基座表面上并进行使用。
37.一对可旋转柔性研磨盘118、120封闭在外壳108内。所述盘118、120(有时还称为第一和第二盘)被布置成围绕中心轴122旋转,所述中心轴122使用驱动系统进行旋转,所述驱动系统具有电动机124、皮带126和滑轮128,大体上如图2b所描绘。下文提供有关驱动系统的另外细节。
38.一对刃磨口130、132(有时还称为动力刃磨台)设置在顶盖112中,以提供对研磨盘118、120的内表面的接达。相对的引导表面134、136设置在每个刃磨模块104、106上。以这种方式,在动力刃磨操作期间,使用者可以将刀具的刀片的相对侧依次抵靠相应的引导表面134、136放置,以抵靠相应的研磨盘118、120刃磨刀具的切削刃。出于这个原因,引导表面还可以被称为动力台引导表面或外部引导表面。应当注意的是,在这种构造中,盘118、120两者在每个刃磨台中相对于切削工具沿相同方向旋转(例如,向下和横向等)。
39.图3提供了刃磨器100的俯视平面表示以示出将选定的手动刃磨模块(在这种情况下,小折刀模块106)安装到基座单元102上。通过向前滑动模块106,与顶盖112的对准特征138和从基座构件110延伸穿过开口142的刚性保持钩140形成机械接合。以这种方式,任一模块的接合将顶盖锁定到基座单元(例如,将外壳锁定关闭)。作为参考,图3中的支撑件144可以用于在抵靠第一盘118的刃磨操作期间支撑一把剪刀。
40.模块104、106中的每一者包括沿着相关联模块的总长度在纵向方向上延伸的中心孔(狭槽)146。狭槽146(有时还称为手动刃磨台或珩磨台)提供对内部手动刃磨构件148的非接触接达,所述内部手动刃磨构件148在图3中被描绘为具有两个彼此面对的截头圆锥形表面150、152的双斜面刃磨轮。刃磨轮148围绕刃磨轮轴154自由旋转,所述刃磨轮轴154相对于狭槽146倾斜成锐角,诸如大约25度。
41.尽管不是限制性的,但是可以设想刃磨轮将由陶瓷形成,虽然还可以使用其他材料。双斜面刃磨轮(诸如148)沿着截头圆锥形表面150、152的相应轴线的交点对刀片的相对侧提供珩磨作用。所述狭槽允许刀具的刀片抵靠研磨轮沿着切削刃的长度前进和缩回。
42.再次参考图3中的基座单元102,间隙表面156、158面向相关联的刃磨模块的接触引导表面134、136突出,以允许接达相应的柔性盘。间隙表面156、158在图2a中看得最清楚(图3中未示出),并且当模块104、106分别被安装时,间隙表面156、158在刃磨期间形成刃磨口130、132的外部。
43.图4a和图4b示出了一些实施例中的相应柔性研磨盘118、120的另外方面。应当了
解,这些附图本质上是示意性的,因此用于大体上示出抵靠柔性盘118、120进行的刃磨操作。来自图2的轴组件122被更完整地示出为包括由相应的轴承组件162、164支撑的中心轴160。轴160具有螺纹端166、168,其通过一对环形盘保持器170、172螺纹接合。
44.盘保持器170、172名义上是相同的,并且每一者具有中心环形凹槽176。凹槽176在带有盘118的那侧上容纳皮带128(见图2)。保持器被构造成通过使用者将保持器与轴的螺纹端螺纹接合来容易地安装和移除。这允许使用者更换或旋转(翻转)可旋转盘118、120。保持器可以采用任何合适的构造,包括金属、塑料等。
45.如图4b所描绘,保持器170、172覆盖每个盘118、120的背侧的大部分,从而为相关联盘的内部径向延伸提供机械支撑。邻近保持器的是接触区域178,大体上如图4b所描绘,所述区域是在盘旋转期间刀片180(如图4a所示)的切削刃接触相关盘所抵靠的区域。接触区域178沿着盘118、120的最靠近使用者的近侧定位,使得切削刃在盘轴122的单侧上被刃磨;可以从图3中注意到,向内的引导件134、136致使切削刃的前部不接触盘的另一侧,大体上如所谓的“非接触”区域178a所描绘。
46.因为每个保持器都偏离接触区域,所以柔性盘可以向后偏转并遵循刀片的轮廓。如图所示,保持盘的边缘是凹陷的,使得大体上为较厚的刀片施加较高的表面压力并且向较薄的刀片施加较低的表面压力。盘中的中心孔(洞)179允许盘在盘安装期间滑过中心轴160的相关联螺纹端166、168。
47.回到图4a,刀片180具有相对的侧面182、184。侧面182抵靠手动刃磨模块106的引导表面134被接触地支撑,以抵靠盘118刃磨刀片的第一侧面。侧面184类似地抵靠引导表面136被接触地支撑,以抵靠盘120刃磨刀片的相对第二侧面。因为引导表面134、136向内成角度(见图3的俯视平面图),所以图4a中的刀片180跟随这个角度并且因此相对于图4a的端视图有利位置是倾斜的。
48.因此可以通过依次将刀片180的每一侧放入相应的刃磨狭槽130、132中来执行初级(或动力)刃磨操作。在一些情况下,电动机124可以被构造成以适合于初级刃磨操作的固定旋转速率旋转相应盘118、120。在其他情况下,电动机124可以被构造成以不同的速度和/或在不同的时间段内操作以实现不同形式的刃磨。
49.在一个非限制性实施例中,使用柔性盘118、120的初级刃磨操作可以包括刃磨周期,所述刃磨周期包括用于快速研磨斜面的第一较高(刃磨)速度和用于减少/去除在第一较高速度中形成的任何毛刺的第二较低(细化)速度。每个速度的时间由耦接到电动机的电动机控制电路(未示出)控制。使用者只需按下设备上的一个按钮就可以执行这个序列。
50.在刃磨周期之后,可以通过来自使用者的替代输入启动第二成形周期。成形周期提供第三较高(成形)速度/时间来重新成形/修复过钝的或损坏的边缘,接着是低(精磨)速度来去除/减少在先前高速操作中形成的任何毛刺。这个第三较高成形速度增加了作用于盘上的离心力分量,并且随后进一步增加了成形步骤的材料取出量(mto)。
51.在刃磨和成形周期的精磨速度期间提供的速度降低减少了作用在盘上的离心力分量,并且随后进一步降低了精磨步骤的mto。
52.图5a和图5b结合切削工具(刀具)190更详细地示出了每个模块104、106内的刃磨轮148,其中刀片180形成切削工具(刀具)190的一部分。刃磨轮148可以具有单件或多件构造,并且可以具有任何合适的外表面构造以提供刀片180的珩磨和精磨。如将认识到的,当
刀片前进并且刃磨轮围绕轴154滚动时,相应的锥形表面150、152向刀片的相对侧施加压缩力。轴154以期望的斜角倾斜以围绕斜轮轴155旋转。
53.在手动(二次)刃磨操作期间,包括在如上所述抵靠盘118、120的动力(初级)刃磨操作结束之后,使用者可以将刀片180放入狭槽146(珩磨台)中,并且沿着切削工具牵引轴线186抵靠轮148前进/缩回刀片合适的次数,诸如十次(10x),如往复箭头186a所描绘。使用者可以抓握附添到刀具190的刀片180上的手柄188,以在相应的动力和手动刃磨台(例如,130、132、146)中的初级刃磨操作和二次刃磨操作期间操纵刀片。珩磨操作使建立在刀片的相应侧面182、184的相交处的切削刃191变精细。
54.再次参考图4a,将会注意到,在初级刃磨操作和二次刃磨操作期间,使用者沿相同的大致方向(例如,远离使用者)引导刀片180,但是在初级刃磨操作期间,刀片被锥形引导表面134、136向内偏斜,而在二次刃磨操作期间,沿牵引轴线186在从前到后的方向上。这个偏斜量可以变化,但是可以在大约10度到大约30度的量级。根据需要,可以使用其他范围的斜角。
55.图6示出了一些实施例中的由刃磨器100处理的刀片180的横截面示意图。通常,刀片180设置有凸起的刃磨几何形状,使得侧面182具有一个或多个线性范围182a和一个或多个曲线范围182b,并且侧面184类似地具有线性和曲线范围184a和184b。不同的刃磨速度和介质可以提供微斜面和其他特征,以增强切削刃191的锋利度和耐用性。一个此类微斜面在191a处表示。微斜面191a局部增加了刀片在切削刃附近的角度,以增强刀片并提高切削刃的锋利度和耐用性。刀片180被示出为关于中心线192名义上对称,但是包括不对称几何形状的其他刀片几何形状可以以类似的方式进行刃磨。应当注意,图6中的中心线192名义上垂直于图5a中的牵引轴线186。
56.图7a和图7b示出了一些实施例中的各个手动刃磨模块104、106之间的差异。图7a中的菜刀模块104容纳较薄的刀片180a,并且提供第一呈现角度,诸如名义上大约20度。图7b中的小折刀模块106容纳较厚的刀片180b,并且提供不同的第二呈现角度,诸如名义上大约25度。可以根据需要使用其他角度。
57.在一些情况下,可以通过取给定的刀片并且首先使用模块104抵靠动力盘以第一角度(例如,20度)支撑刀片,随后使用第二模块106抵靠动力盘以第二角度(例如,25度)支撑刀片来提供进一步的微斜切。尽管不是限制性的,但是模块104、106中的相应狭槽146可以具有不同的相应宽度以容纳相关联的刀片,使得模块106中的狭槽可以比模块104中的狭槽稍宽。应当注意,在二次手动刃磨操作期间,狭槽146不充当引导表面。
58.图8a和图8b示出了一些实施例中的刃磨器100的基座单元102的相应等距视图。在这些图中,模块104、106已经从基座单元分开,并且顶盖112已经使用位于单元后部的一对铰链(一个此类铰链在194处表示)相对于基座构件110升高。
59.上述各种内部元件在图8a和图8b中描绘,包括柔性研磨盘118、120;电动机124;皮带126;滑轮128;保持钩140;盘保持器170、172;以及电动机控制板/电路(未单独用数字表示)。如图所示,这些元件由从基座构件110向上延伸的中心凸块196支撑。
60.一对盘形磁体198设置在基座构件110中位于相应的柔性盘118、120下方。所述磁体经由磁引力收集在使用盘进行初级刃磨操作时已经从刀片上移除的切屑(颗粒等)。
61.请注意,前述滑轮128附添到由电动机124驱动的电动机轴199上。电动机轴199名
义上平行于支撑盘118、120的中心轴160。中心轴容纳在中心凸块196内,但是被描绘为包括在图4a中。因此,皮带126用作动力传输带以将动力从电动机传输到中心轴,并且因而传输到盘118、120和盘保持器170、172。
62.图9a至图9d示出了用于上述相应手动刃磨模块104、106的替代构造。图9a示出了替代的手动刃磨模块104a,其中提供了一对相交元件200a、200b。元件200a、200b被表征为相交的圆柱形陶瓷棒。
63.如上所述,在柔性研磨盘上刃磨刀片之后,使用者可以将刀片180(图5a至图5b)放入狭槽146中位于平分珩磨元件200a、200b的位置,并且沿着牵引轴线186(图5a)沿着刀片的全长牵引刀片。这个动作用于通过研磨作用或在刃磨后冷成形存在于切削刃上的细条纹来使切削刃191精细化。应当注意,棒200a、200b的相应角度可以相对于引导表面134、136的角度来选择,以实现工具的切削刃的期望微斜切。
64.图9b示出了替代的手动刃磨模块104b,其中一对相交盘202a、202b如图所示布置。盘202a、202b是可以围绕轴构件204a、204b旋转的硬金属盘,所述轴构件204a、204b沿着名义上平行于牵引轴线186的旋转轴线延伸,其中工具沿着牵引轴线186通过狭槽146抽出。以这种方式,盘202a、202b为缩回的切削工具提供了中空的研磨(凹入)刃磨几何形状。
65.图9c示出了又一个替代的手动刃磨模块104c,其中提供了刃磨元件206a、206b。元件206a、206b各自被表征为如图所示相交的刚性金属板。这些板可以由任何合适的刚性材料(诸如碳化物等)形成,并且形成v形凹槽,通过所述凹槽,工具可以沿着牵引轴线186在狭槽146内被牵引以对工具的切削刃进行珩磨。如前所述,面向内的切削表面(在206c和206d处表示)的角度可以不同于支撑表面134、136的角度,并且可以相对于支撑表面134、136的角度进行选择。
66.图9d提供了另一个替代的手动刃磨模块104d,其中仅提供了单个刃磨元件208。刃磨元件208具有研磨表面208a,所述研磨表面208a在狭槽146内成角度以对刀片180的一侧提供二次刃磨操作。刃磨元件208可以采取研磨块或一些其他构造的形式。图9d示出了尽管预期二次刃磨操作可以涉及一对相交的刃磨元件,但是这不是必需的,因为可以使用单个刃磨元件或两个以上刃磨元件。类似地,尽管前述实施例已经示出了两个动力刃磨元件(例如,柔性盘118、120)的使用,但是还可以使用其他形式和数目的动力刃磨元件,包括仅仅一个动力刃磨元件,或者两个以上动力刃磨元件。
67.图10a和图10b示出了一些实施例中的可以用于动力研磨盘118、120的另外构造。图10a示出了单面柔性研磨盘118a,其具有附添到背衬层212的单个研磨层210。在这种情况下,研磨层被布置成面向内,并且相关联的盘保持器170、172被夹紧到背衬层212上。
68.图10b示出了双面柔性研磨盘118b,其中前述层210、212以及第二研磨层214位于背衬(中间)层的相对侧上。图10b中的构造的优点是,一旦研磨层210、214中的选定的一者已经被充分磨损,使用者可以容易地如图8a至图8b中那样抬起盖112,移除相关联的盘保持器,反转盘118b的取向并且重新安装盘保持器。
69.另一种构造可以提供动力刃磨口以使切削工具能够交替地抵靠双面研磨盘的每一侧呈现,从而依次分别刃磨工具的每一侧。在后一种情况下,多个动力刃磨引导表面可以并入到手动刃磨模块中,并且手动刃磨模块内的手动刃磨元件可以偏离动力刃磨台,而不是必须位于它们之间。
70.研磨层可以采用任何数目的合适形式和研磨性(粒度)水平。在一些情况下,这些层由粒度在大约120至240范围内的砂纸介质形成。根据需要,可以使用其它范围和形式的磨粒。背衬层是任何合适的柔性材料,诸如布或纸。可以设想,各个盘上的研磨层将具有共同的研磨水平,但是这不是必需的,因为一个表面可以具有较粗糙的粒度,而另一个表面可以具有较精细的粒度。
71.图11示出了用于柔性盘118c的又一个替代构造,其可以在一些实施例中用于相应的盘118、120。盘118c包括粘结到中间压缩弹性衬底220的相对侧上的相对研磨层216、218。衬底220可以采取多种形式,诸如泡沫橡胶。这允许研磨层216、218如上所述变形,同时衬底220提供背衬力以对抗由刀片180的呈现提供的表面压力。
72.尽管可以设想本文论述的各种实施例已经使用了呈柔性研磨盘形式的动力研磨介质,但是各种实施例的方面可以与其他形式的可移动介质一起使用,诸如但不限于环形研磨带、刚性砂轮等。
73.应当理解,即使在前面的描述中已经阐述了本公开的各种实施例的许多特征和优点,以及本公开的各种实施例的结构和功能的细节,但是这个详细描述仅仅是说明性的,并且可以在细节上做出改变,特别是在本公开的原理内的结构和零件布置的问题上,完全由表达所附权利要求书的术语的广义一般含义来指示。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。