1.本技术涉及钢铁生产技术领域,尤其涉及一种钢铁产品粘贴产品标识的控制方法、装置及工业控制设备。
背景技术:
2.钢材产品在产出后,经质量判定,合格的产品将通向客户,由客户完成再加工。在此过程中,为了保障钢铁产品质量不受损伤,并指导客户再加工,需要在保存、运输、使用过程中进行特殊控制,另外部分客户为了满足自身生产需求,也会提出粘贴特殊标识的要求。所以,在每一件钢铁产品上完整、准确的粘贴特殊标识就成为钢铁生产企业必须要完成一项重要工作。目前钢铁产品的特殊标识粘贴要求,一般来自自企业内部制造部门及外部客户两个方面,即特殊标识包括内部要求标识和外部客户要求标识;内部要求侧重于保障产品保存及运输过程中质量,外部客户要求侧重于指导客户自身的使用。
3.目前,外部客户要求主要通过人工录入订单时,采用订单备注方式向生产单位传递,内部要求通过纸版通知单或者人工录入系统的方式进行传递。通过上述手段,将特殊标识的粘贴要求传递到现场作业区的操作岗位,现场操作人员需要对照纸版通知单或者系统内的要求,通过人工确认的方式,操作打印机进行打印,打印完毕后再对照产品物料号进行粘贴。
4.上述手段的问题是容易出现产品特殊标识的粘贴遗漏,或粘贴错误的问题,每当出现特殊标识粘贴问题时,客户通常会提出质量异议,降低客户满意度。另外,产品需要重新打印并重新粘贴特殊标识,此过程需要消耗人力物力,产生不必要的修复、交通、邮递等费用,若未及时发现问题,会给客户使用造成不良且不可修复的后果。
技术实现要素:
5.本发明提供了一种钢铁产品粘贴产品标识的控制方法、装置及工业控制设备,以解决或者部分解决目前采用人工录入订单备注、人工传递粘贴通知单或人工录入系统产品标识粘贴要求的方案,导致的钢铁产品标识容易出现粘贴遗漏,以及粘贴错误率较高的技术问题。
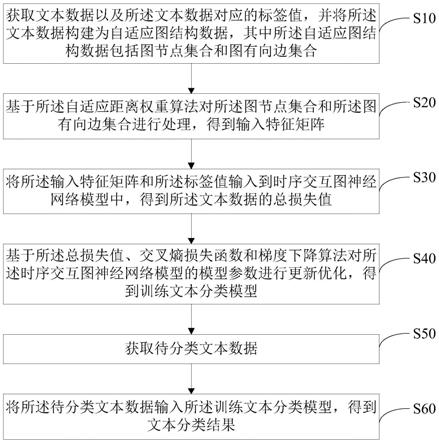
6.为解决上述技术问题,根据本发明一个可选的实施例,提供了一种钢铁产品粘贴产品标识的控制方法,所述控制方法包括:
7.获取用户订单;
8.根据所述用户订单,确定生产计划;所述生产计划包括待生产的n卷钢卷和每一卷钢卷对应的牌号,n≥1且为整数;
9.根据所述用户订单,获取目标属性信息;所述目标属性信息包括钢卷牌号,钢卷执行标准和钢卷订货用户;
10.根据所述目标属性信息和预设的属性信息与产品标识代码的映射关系,确定所述生产计划中的每一卷钢卷对应的目标产品标识代码;
11.将所述生产计划和所述目标产品标识代码下发至生产执行系统。
12.可选的,所述产品标识包括好面朝向标识,钢卷类型标识和反光标识。
13.进一步的,所述产品标识代码包括所述好面朝向标识对应的字符编码,所述钢卷类型标识对应的布尔值编码和所述反光标识对应的布尔值编码。
14.进一步的,所述产品标识还包括:薄规格标识和/或卷取方向标识。
15.可选的,所述目标属性信息还包括:钢卷用途,钢卷认证方式,钢卷运输方式和钢卷尺寸中的至少一种。
16.根据本发明另一个可选的实施例,提供了一种钢铁产品粘贴产品标识的控制装置,包括:
17.第一获取模块,用于获取用户订单;
18.第一确定模块,用于根据所述用户订单,确定生产计划;所述生产计划包括待生产的n卷钢卷和每一卷钢卷对应的牌号,n≥1且为整数;
19.第二获取模块,用于根据所述用户订单,获取目标属性信息;所述目标属性信息包括钢卷牌号,钢卷执行标准和钢卷订货用户;
20.第二确定模块,用于根据所述目标属性信息和预设的属性信息与产品标识代码的映射关系,确定所述生产计划中的每一卷钢卷对应的目标产品标识代码;
21.发送模块,用于将所述生产计划和所述目标产品标识代码下发至生产执行系统。
22.可选的,所述产品标识包括好面朝向标识,钢卷类型标识和反光标识。
23.进一步的,所述产品标识代码包括所述好面朝向标识对应的字符编码,所述钢卷类型标识对应的布尔值编码和所述反光标识对应的布尔值编码。
24.可选的,所述目标属性信息还包括:钢卷用途,钢卷运输方式和钢卷尺寸中的至少一种。
25.根据本发明又一个可选的实施例,提供了一种工业控制设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现前述技术方案中任一项所述的控制方法的步骤。
26.通过本发明的一个或者多个技术方案,本发明具有以下有益效果或者优点:
27.本发明提供了一种钢铁产品粘贴产品标识的控制方法,通过在产销一体化系统生成用户订单,并根据用户订单生成钢铁产品的生产计划之后,从用户订单中提取与粘贴产品特殊标识相关的目标属性信息,包括牌号,执行标准和订货用户,根据所述目标属性信息和预设的属性信息与产品标识代码的映射关系,可以确定出当前生产计划对应的目标产品标识代码;其中,映射关系是预先确定的,能够根据目标属性信息,得出表示需要粘贴哪些特殊标识的产品标识代码规则表;故而,通过上述方案,能够根据用户订单中携带的钢种牌号、执行标准、订货用户信息,对生产计划中的每一卷钢卷,自动确定出对应的、代表产品特殊标识粘贴要求的标准化代码;如此,在将生产计划下发到对应的生产执行系统时,通过标准化代码将特殊标识粘贴要求同步传递到现场作业区,从而在执行所述生产计划时,库区管理人员能够根据每一卷钢卷对应的产品特殊标识代码,直接打印出相应的产品标识标签。总的来说,上述方法能够通过产销一体化系统准确识别订单信息,自动确认并向作业现场传递钢铁产品特殊标识的粘贴要求,从而避免了外部客户要求采用人工录入订单备注的方式导致的粘贴要求信息遗漏和误传率高的问题,避免了内部要求采用通知单传递导致的
粘贴要求信息传递不及时,采用人工录入系统的方式导致的粘贴要求信息录入不准确的问题;通过上述两方面保障了产品保存、运输过程中的质量稳定性,减少了客户质量异议。
28.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其它目的、特征和优点能够更明显易懂,以下特举本发明的具体实施方式。
附图说明
29.通过阅读下文优选实施方式的详细描述,各种其他的优点和益处对于本领域普通技术人员将变得清楚明了。附图仅用于示出优选实施方式的目的,而并不认为是对本发明的限制。而且在整个附图中,用相同的参考符号表示相同的部件。在附图中:
30.图1示出了根据本发明一个实施例的钢铁产品粘贴产品标识的控制方法流程示意图;
31.图2示出了根据本发明另一个实施例的钢铁产品粘贴产品标识的控制装置示意图。
具体实施方式
32.为了使本技术所属技术领域中的技术人员更清楚地理解本技术,下面结合附图,通过具体实施例对本技术技术方案作详细描述。在整个说明书中,除非另有特别说明,本文使用的术语应理解为如本领域中通常所使用的含义。因此,除非另有定义,本文使用的所有技术和科学术语具有与本发明所属领域技术人员的一般理解相同的含义。若存在矛盾,本说明书优先。除非另有特别说明,本发明中用到的各种设备等,均可通过市场购买得到或者可通过现有方法制备得到。
33.通过对钢铁产品特殊标识粘贴相关技术手段的问题产生原因进行分析,得出:对于外部客户要求标识,由于采用录入订单时备注外部客户要求的方案,其工作量大且对工作人员素质要求高,需要录入人员高度认真分析合同订单并具备准确描述客户要求的能力,因此外部客户要求备注存在信息遗漏或误传率高的问题。以国内某钢厂订单为例,每条订单需要录入的信息在150项以上,从历史统计情况看,录入错误率在2%左右。而对于内部要求标识,内部制造部门通过纸版通知单或者人工录入系统的方式进行传递,存在通知不及时或者粘贴要求录入不准确情况。钢企每天生产量较大,产品产出后,需要快速准确识别哪些产品需要粘贴特殊标识,且需要粘贴哪种标识,这对操作人员的要求很高,执行不到位的情况约占到1%左右。
34.为了解决钢铁产品标识传递不及时,容易遗漏,且错误率较高的技术问题,本发明提供了一种钢铁产品粘贴产品标识的控制方法,其整体思路如下:
35.获取用户订单;根据所述用户订单,确定生产计划;所述生产计划包括待生产的n卷钢卷和每一卷钢卷对应的牌号,n≥1且为整数;根据所述用户订单,获取目标属性信息;所述目标属性信息包括钢卷牌号,钢卷执行标准和钢卷订货用户;根据所述目标属性信息和预设的属性信息与产品标识代码的映射关系,确定所述生产计划中的每一卷钢卷对应的目标产品标识代码;将所述生产计划和所述目标产品标识代码下发至生产执行系统。
36.上述方案的改进原理为:在产销一体化系统生成用户订单,并根据用户订单生成
钢铁产品的生产计划之后,从用户订单中提取与粘贴产品特殊标识相关的目标属性信息,包括牌号,执行标准和订货用户,根据所述目标属性信息和预设的属性信息与产品标识代码的映射关系,可以确定出当前生产计划对应的目标产品标识代码;其中,映射关系是预先确定的,能够根据目标属性信息,得出表示需要粘贴哪些特殊标识的产品标识代码规则表;故而,通过上述方案,能够根据用户订单中携带的钢种牌号、执行标准、订货用户信息,对生产计划中的每一卷钢卷,自动确定出对应的、代表产品特殊标识粘贴要求的标准化代码;如此,在将生产计划下发到对应的生产执行系统时,通过标准化代码将特殊标识粘贴要求同步传递到现场作业区,从而在执行所述生产计划时,库区管理人员能够根据每一卷钢卷对应的产品特殊标识代码,直接打印出相应的产品标识标签。总的来说,上述方法能够通过产销一体化系统准确识别订单信息,自动确认并向作业现场传递钢铁产品特殊标识的粘贴要求,从而避免了外部客户要求采用人工录入订单备注的方式导致的粘贴要求信息遗漏和误传率高的问题,避免了内部要求采用通知单传递导致的粘贴要求信息传递不及时,采用人工录入系统的方式导致的粘贴要求信息录入不准确的问题;通过上述两方面保障了产品保存、运输过程中的质量稳定性,减少了客户质量异议。
37.在接下来的内容中,结合具体实施方式,对上述方案进一步说明:
38.将上述方案应用到产销一体化系统,具体方案流程如下:
39.s1:获取用户订单;
40.具体的,根据此次钢厂与订货用户之间的订货合同,输入产销一体化系统,从而得到此次的用户订单。用户订单包括订货用户、订货数量、钢卷牌号、钢卷用途、钢卷运输方式、钢卷尺寸、钢卷执行标准、钢卷认证要求(如汽车外板的3c认证)等信息。
41.s2:根据所述用户订单,确定生产计划;
42.在有了用户订单后,即可在产销一体化系统中生成对应的生产计划,根据生产计划组织生产制造部门进行排产,以按照合同完成交货。生产计划包括待生产多卷钢卷,每卷钢卷至少包括对应的牌号,尺寸信息。
43.s3:根据所述用户订单,获取目标属性信息;所述目标属性信息包括钢卷牌号,钢卷执行标准和钢卷订货用户;
44.产销一体化系统从用户订单数据中提取出与产品特殊标识关联的目标属性信息。除了上述三种最基本的目标属性信息以外,还包括:钢卷用途,钢卷认证方式,钢卷运输方式和钢卷尺寸中的至少一种。与产品特殊标识相关的目标属性,是根据所有要求特殊标识的历史订单进行梳理,按照产品执行的标准,用户的个性化需求综合确定出的订单属性。
45.s4:根据所述目标属性信息和预设的属性信息与产品标识代码的映射关系,确定所述生产计划中的每一卷钢卷对应的目标产品标识代码;
46.具体的,目标产品标识代码用于表示某钢卷需要粘贴哪些特殊标识。预设关系是通过梳理钢厂历史生产的所有产品的特殊标识粘贴要求,以及所有要求特殊标识的历史订单,并结合与订货客户的不断沟通,总结出需要粘贴特殊标识的订单范围,然后利用用户订单中已有的属性信息进行关联,形成属性信息-产品特殊标识的规则对应关系。如此,在获得一份新的用户订单后,可自动以用户订单中的目标属性信息为输入,输出用户订单中每一卷钢卷所需要粘贴的产品特殊标识。为了提高信息匹配和信息传递效率和信息维护效率,设计与特殊标识相对应的特殊标识代码,从而获得属性信息与产品标识代码的对应规
则表,并在后续使用时不断更新或维护特殊标识和订单属性。如此,实现了根据用户订单中的目标属性信息为输入,输出代表特殊标识粘贴要求的特殊标识代码。
47.通常的,产品特殊标识可分为内部要求和外部客户要求,内部要求一般包括:反光标签,汽车外板标签,薄规格标签等,外部客户要求一般包括:好面朝向标签和卷取方向标签等。
48.可选的,产品标识代码的形式,与产品特殊标识的种类相关。一种可选的方式是,每一类特殊标识用一位字符或数字表示,共数类则用相应数位字符表示,可遵循“是/否”的布尔判断原则,用1/0或其他方式表示“是/否”,用数字、字母等表示补充要求,编制标准化产品标识代码。通过结合上述的“1/0”的布尔值的编码方式,具有简单快捷、易识别的优点。结合产销一体化信息系统,根据映射关系及订单中的目标属性信息,自动识别出对应的粘贴要求,失误率显著降低。
49.例如,以冷轧板带产品为例,常用的产品特殊标识可分为三类:好面朝向类,汽车外板类和反光标签类,则产品标识代码可以用三位字符串代码表示:第一位字符代码表示好面朝向的要求,不贴特殊标识用0表示,需要贴在外表面用w表示,需要贴在内表面用l表示;第二位是代表是否是汽车外板类的布尔值代码,汽车外板用1表示,非汽车外板用0表示;第三位是代表是否粘贴反光标签类的布尔值代码,需要贴反光标签用1表示,不需要贴用0表示。例如,某汽车外板用户要求粘贴好面向外特殊标签、但不需要粘贴反光标签,则编码为w10,其在生产计划中的对应示例如表1所示。
50.表1:生产计划中的卷及其对应的产品标识代码
[0051][0052]
s5:将所述生产计划和所述目标产品标识代码下发至生产执行系统。
[0053]
在通过上述步骤,确定出生产计划中每一卷钢对应的产品特殊标识代码,那么在向生产单位,如热轧或冷轧下发生产计划时,目标产品标识代码将随生产计划一起下发到对应的生产执行系统,如热轧pes系统或冷轧pes系统,从而传递到现场作业区。在pes系统中,已经预先根据所有的目标产品标识代码,生成对应的标签打印的规则表和打印模板,能准确识别内部特殊标识和外部特殊标识打印要求。如此,当生产计划中的每一卷钢卷生产完成后,热轧成品库区管理人员或冷轧成品库区管理人员可以直接打印出当前钢卷的产品特殊标识的标签,不再需要对每一卷钢卷,进行人工核对pes系统中的订单备注,或人工核实粘贴通知单的工作,从而显著的提高了标签粘贴效率,降低了出错概率。
[0054]
总的来说,上述方案在产销一体化信息系统和pes信息系统内实现后,可以通过产销一体化系统快速、精准识别并传递每一卷钢卷的特殊标识的粘贴要求,有力保障了产品保存、运输过程中的质量,保障了质量稳定性,测算表明可降低修复成本约0.6%。另一方面,正确的粘贴产品特殊标签,可提高客户满意度,提高客户的使用效率,减少质量抱怨和异议,为长期合作共赢提供信心保障。
[0055]
基于前述实施例相同的发明构思,在另一个可选的实施例中,提供了一种钢铁产品粘贴产品标识的控制装置,包括:
[0056]
第一获取模块10,用于获取用户订单;
[0057]
第一确定模块20,用于根据所述用户订单,确定生产计划;所述生产计划包括待生产的n卷钢卷和每一卷钢卷对应的牌号,n≥1且为整数;
[0058]
第二获取模块30,用于根据所述用户订单,获取目标属性信息;所述目标属性信息包括钢卷牌号,钢卷执行标准和钢卷订货用户;
[0059]
第二确定模块40,用于根据所述目标属性信息和预设的属性信息与产品标识代码的映射关系,确定所述生产计划中的每一卷钢卷对应的目标产品标识代码;
[0060]
发送模块50,用于将所述生产计划和所述目标产品标识代码下发至生产执行系统。
[0061]
可选的,所述产品标识包括好面朝向标识,钢卷类型标识和反光标识。进一步的,所述产品标识还包括:薄规格标识和/或卷取方向标识。
[0062]
可选的,所述产品标识代码包括所述好面朝向标识对应的字符编码,所述钢卷类型标识对应的布尔值编码和所述反光标识对应的布尔值编码。
[0063]
可选的,所述目标属性信息还包括:钢卷用途,钢卷运输方式和钢卷尺寸中的至少一种。
[0064]
基于前述实施例相同的发明构思,在又一个可选的实施例中,提供了一种工业控制设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现前述实施例中的控制方法的步骤。
[0065]
通过本发明的一个或者多个实施例,本发明具有以下有益效果或者优点:
[0066]
本发明提供了一种钢铁产品粘贴产品标识的控制方法、控制装置及工控设备,通过在产销一体化系统生成用户订单,并根据用户订单生成钢铁产品的生产计划之后,从用户订单中提取与粘贴产品特殊标识相关的目标属性信息,包括牌号,执行标准和订货用户,根据所述目标属性信息和预设的属性信息与产品标识代码的映射关系,可以确定出当前生产计划对应的目标产品标识代码;其中,映射关系是预先确定的,能够根据目标属性信息,得出表示需要粘贴哪些特殊标识的产品标识代码规则表;故而,通过上述方案,能够根据用户订单中携带的钢种牌号、执行标准、订货用户信息,对生产计划中的每一卷钢卷,自动确定出对应的、代表产品特殊标识粘贴要求的标准化代码;如此,在将生产计划下发到对应的生产执行系统时,通过标准化代码将特殊标识粘贴要求同步传递到现场作业区,从而在执行所述生产计划时,库区管理人员能够根据每一卷钢卷对应的产品特殊标识代码,直接打印出相应的产品标识标签。总的来说,上述方法能够通过产销一体化系统准确识别订单信息,自动确认并向作业现场传递钢铁产品特殊标识的粘贴要求,从而避免了外部客户要求采用人工录入订单备注的方式导致的粘贴要求信息遗漏和误传率高的问题,避免了内部要求采用通知单传递导致的粘贴要求信息传递不及时,采用人工录入系统的方式导致的粘贴要求信息录入不准确的问题;通过上述两方面保障了产品保存、运输过程中的质量稳定性,减少了客户质量异议。
[0067]
尽管已描述了本技术的优选实施例,但本领域内的普通技术人员一旦得知了基本创造性概念,则可对这些实施例做出另外的变更和修改。所以,所附权利要求意欲解释为包
括优选实施例以及落入本技术范围的所有变更和修改。
[0068]
显然,本领域的技术人员可以对本技术进行各种改动和变型而不脱离本技术的精神和范围。这样,倘若本技术的这些修改和变型属于本技术权利要求及其等同技术的范围之内,则本技术也意图包含这些改动和变型在内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。