1.本发明属于薄膜技术领域,涉及一种热封焊接用多层氟膜及其制备方法。
技术背景
2.随着世界工业技术的进步,尤其是航空航天、电子半导体、化工化学、环保工程、流体机械等工业快速发展,这些工业领域越来越离不开防腐材料。而今各种先进的防腐材料不断推陈出新,其中聚四氟乙烯(ptfe)素有“塑料王”美誉。以其优异的化学稳定性、耐高温和防腐蚀性、不粘性、优异的润滑性能等特性越来越受到人们的重视。但ptfe为高惰性难粘材料,普通的胶粘剂难以直接粘接。
3.目前塑料焊接的方法很多,如热板焊接、超声波焊接、激光焊接等,均是通过热塑性塑料受热熔融的特点,凭着热的作用,使2个塑料部件的表面同时熔融,在外力的作用下,使2个部件结为一体。热焊接最重要的是焊接膜材料的选择,由于聚四氟乙烯本身粘附力小,不易被润湿,因此需要选择可溶性及熔体流动性好,并可以有效润湿的聚四氟乙烯的焊接材料,目前常用fep或pfa材料作为聚四氟乙烯焊接材料。
4.但是,fep或pfa材料作为聚四氟乙烯焊接材料时,存在粘接后粘缝不平整,不能满足环保、流体工程所要求的密封性和强度要求,粘缝结构不平整不紧密容易造成粘结层的泄露和强度不足导致焊接结构分离,且具有始封温度高、热封强度差、工艺要求高、施工工艺复杂等缺点,限制了聚四氟乙烯的应用。
技术实现要素:
5.本发明针对现有技术中聚四氟乙烯焊接材料存在的粘缝不平整、始封温度高、热封强度差等不足,提供一种热封焊接用多层氟膜及其制备方法,可用于聚四氟乙烯的焊接材料。
6.为了实现上述目的,本发明采用以下技术方案如下:
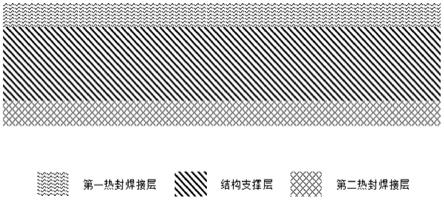
7.一种热封焊接用多层氟膜,其特征在于,所述多层氟膜包括三层氟膜层,依次包括第一热封焊接层、结构支撑层和第二热封焊接层;所述多层氟膜的总厚度为10~250μm;其中,结构支撑层的厚度占总厚度的60~98%,第一热封焊接层的厚度占总厚度的1~20%,第二热封焊接层的厚度占总厚度的1~20%。所述结构支撑层为fep氟膜、pfa氟膜中的一种或两种;所述第一、第二热封焊接层为etfe氟膜。
8.优选的,结构支撑层的厚度占总厚度的70~90%,第一热封焊接层的厚度占总厚度的5~15%,第二热封焊接层的厚度占总厚度的5~15%。优选的,所述多层氟膜的始封温度为275~350℃,热封强度为24~45n/15mm,最高长期使用温度大于215℃。
9.优选的,所述热焊接多层氟膜的总厚度为50~200μm。
10.优选的,所用氟树脂的熔融指数为5~20g/10min,拉伸强度20~50mpa,拉伸伸长率200~400%。
11.优选的,当支撑层材料为fep时,所述多层氟膜的始封温度为275
±
2℃,热封强度
为24~25n/15mm,最高长期使用温度为220
±
2℃。当支撑层材料为pfa时,所述多层氟膜的始封温度为340~350℃,热封强度为35~45n/15mm,最高长期使用温度为215~225℃。进一步优选的,所述结构支撑层所用树脂中还包括5~10wt%的功能助剂。功能助剂可提升多层焊接氟膜的拉伸强度、导热性和焊接时的熔体强度。优选的,所述功能助剂的含量为5~8%。
12.进一步优选的,所述功能助剂为纳米氮化硼、纳米硫酸钙晶须、纳米滑石粉、纳米二氧化硅中的一种或几种的混合物。进一步优选的,所述助剂为纳米氮化硼、纳米滑石粉、纳米二氧化硅中的一种或几种的混合物。
13.优选的,所述etfe为乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物。进一步优选的,所述第一、第二热封焊接层所用etfe的熔融指数为5~20g/10min,拉伸强度20~50mpa,拉伸伸长率200%~400%。
14.本发明还提供上述热封焊接用多层氟膜的制备方法,由多层共挤流延或吹膜的方式制成,包括以下步骤:
15.(1)将fep或pfa中的一种或两种与功能助剂熔融共混,挤出造粒,烘干,得到支撑层氟树脂原料;
16.(2)将第一焊封层、支撑层、第二焊封层的原料通过挤出机挤出熔体后,于流延模头或吹膜模头模内复合,得到三层氟膜初产品;
17.(3)将制备的三层氟膜初产品经冷却定型后得到热封焊接用多层氟膜成品。
18.优选的,步骤(1)中所述挤出温度为220~350℃,螺杆转速15~80r/min,烘干条件为:100-140℃,6-10h。
19.优选的,步骤(2)中使用含a、b、c三台挤出机的挤出流延薄膜机组,其中挤出机a和c挤出机用于挤出两层外层热封焊接层,挤出机b用于挤出结构支撑层。通过控制三台挤出机的转速进而调整每台挤出机的熔体流量,进而可以调节第一焊封层、第二焊封层和结构支撑层的厚度。
20.进一步优选的,步骤(2)中所述挤出机的工艺参数如下:
21.a、c挤出机:螺杆长径比为20~30;料筒有四个加热区,1区为220~340℃,2区为230~350℃,3区为230~360℃,4区为230~370℃;
22.b挤出机:螺杆长径比为25-30,料筒有四个加热区,1区为210~340℃,2区为220~340℃,3区220~350℃,4区为220~350℃;
23.进一步优选的,步骤(2)中,所述模头优选流延模头;所述流延模头温度为250~370℃。
24.优选的,步骤(3)中,所述冷却定型条件为:采用牵引辊冷却定型,牵引定型辊温度为10~200℃,牵引速度0.5~55米/秒,收卷速度0.5~55米/秒。
25.相对于现有技术,本发明的有益效果为:
26.与现有技术相比,本发明通过改变热封焊接材料的结构,并进一步优化结构支撑层的原料组成提供一种高性能热封焊接用多层氟膜。本发明制备的多层氟膜在兼顾氟膜耐温性的同时可降低热封焊接材料的始封温度、并增强热封焊接材料的热封强度,且热封焊接施工工艺简单,可解决聚四氟乙烯制品与其他材料的粘接问题,扩大聚四氟乙烯制品的应用领域。
27.本发明提供的热封焊接用多层氟膜整体为三层结构,采用共挤熔融,fep和/或pfa与etfe在模头前通过熔体分配器feedblock复合,然后进入模具,能够得到均一具备三层结构的薄膜,不需额外的粘结层和层压步骤。成型工艺简单,无溶剂残留,不会在制造和使用过程中造成污染。另外,本发明的热封焊接用多层氟膜还可根据实际需要调整结构支撑层厚度,制备不同应用需求的热封焊接氟膜。
28.比如,当支撑层厚度为膜厚的81~98%时,可用于聚四氟乙烯衬里结构的焊接,适用于对焊封强度和密实性结构要求较高的领域;当支撑层厚度为膜厚的70~80%时,可用于,聚四氟乙烯管件或部件的焊接粘结,适用于结构件的刚性焊接粘结领域。
附图说明
29.图1为热封焊接多层氟膜的结构示意图。
具体实施方式
30.下面结合附图和实施例对本发明作进一步详细描述,需要指出的是,以下所述实施例旨在便于对本发明的理解,而对其不起任何限定作用。
31.本发明实施例中所用四氟乙烯-六氟丙烯二元共聚物、乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物等树脂均为市售产品。
32.实施例1:
33.一种热封焊接用多层氟膜,总厚度为50μm,热封焊接多层氟膜由第一热封焊接层、结构支撑层和第二热封焊接层组成。所述结构支撑层的厚度为40μm,第一热封焊接层厚度为5μm,第二热封焊接层的厚度为5μm。
34.结构支撑层,由下述重量份计的原料组成为99wt%的四氟乙烯-六氟丙烯二元共聚物和1wt%的纳米氮化硼。其中四氟乙烯-六氟丙烯二元共聚物中四氟乙烯的重量百分数为50%,熔融指数为10.2g/10min。
35.第一热封焊接层、第二热封焊接层所用树脂原料为乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物。乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物中四氟乙烯的重量百分数为45%,乙烯的重量百分数为45%,全氟甲基乙烯基醚的重量百分数为10%,乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物的熔融指数为15.2g/10min。
36.上述热封焊接用多层氟膜的加工制备步骤如下:
37.(1)将结构支撑层的原料按配比在高速混合机中混合,通过双螺杆挤出机进行熔融共混,双螺杆挤出机四区加热,加热1区295℃,加热2区315℃,加热3区325℃,加热4区350℃,螺杆转速20r/min,牵引造粒后在120℃下烘干8h,密封备用;
38.(2)使用含三台挤出机的挤出流延薄膜机组,其中a和c挤出机用于挤出两层外层热封焊接层,挤出机b用于挤出结构支撑层,三层挤出机挤出的熔体通过流延模头模内复合,得到三层氟膜初产品;所述流延模头温度a、c端模体280℃,b端模体360℃。
39.所述挤出机的工艺参数如下:
40.a、c挤出机:螺杆长径比为28;料筒有四个加热区,1区为250℃,2区为265℃,3区为275℃,4区为280℃;
41.b挤出机:螺杆长径比为28,料筒有四个加热区,1区为290℃,2区为325℃,3区340
℃,4区为350℃;
42.(3)将制备的三层氟膜初产品采用牵引辊冷却定型:牵引定型辊温度为100℃,牵引速度20米/秒,收卷速度20米/秒;
43.(4)将定型后的三层氟膜通过静电消除、张力收卷;由在线测厚仪检测并调整厚度,薄膜裁边收卷,获得热封焊接用多层氟膜成品。
44.所制备的氟膜的始封温度、热封强度、长期使用温度见表1。
45.实施例2:
46.一种热封焊接用多层氟膜,总厚度为100μm,热封焊接多层氟膜由第一热封焊接层、结构支撑层和第二热封焊接层组成。所述结构支撑层的厚度为70μm,第一热封焊接层厚度为15μm,第二热封焊接层的厚度为15μm。
47.结构支撑层,由下述重量份计的原料组成:95wt%的四氟乙烯-六氟丙烯二元共聚物和5wt%的纳米二氧化硅。其中四氟乙烯-六氟丙烯二元共聚物中四氟乙烯的重量百分数为50%。
48.第一热封焊接层、第二热封焊接层,所用树脂为乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物。乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物中四氟乙烯的重量百分数为45%,乙烯的重量百分数为45%,全氟甲基乙烯基醚的重量百分数为10%,乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物的熔融指数为17.7g/10min。
49.上述热封焊接用多层氟膜的加工制备步骤如下:
50.加工方法同实施例1,不同之处在于:结构层所添加的填料为纳米二氧化硅且填料质量分数不同。
51.所制备的氟膜的始封温度、热封强度、长期使用温度见表1。
52.实施例3:
53.一种热封焊接用多层氟膜,总厚度为150μm,热封焊接多层氟膜由第一热封焊接层、结构支撑层和第二热封焊接层组成。所述结构支撑层的厚度为120μm,第一热封焊接层厚度为15μm,第二热封焊接层的厚度为15μm。
54.结构支撑层,由下述重量份计的原料组成:95wt%的可熔性聚四氟乙烯pfa(熔融指数为5g/10min),5wt%的纳米滑石粉。
55.第一热封焊接层、第二热封焊接层所用树脂原料为乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物。乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物中四氟乙烯的重量百分数为45%,乙烯的重量百分数为45%,全氟甲基乙烯基醚的重量百分数为10%,乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物的熔融指数为16g/10min。
56.加工方法如下:
57.(1)将结构支撑层的原料和助剂按配比在高速混合机中混合,通过双螺杆挤出机进行熔融共混,双螺杆挤出机四区加热,加热1区295℃,加热2区315℃,加热3区325℃,加热4区380℃,螺杆转速20r/min,牵引造粒后在120℃下烘干8h,密封备用;所用助剂为纳米滑石粉质量分数为5wt%。
58.(2)使用含三台挤出机的挤出流延薄膜机组,其中a和c挤出机用于挤出两层外层热封焊接层,挤出机b用于挤出结构支撑层,三层挤出机挤出的熔体通过流延模头模内复合,得到三层氟膜初产品;所述流延模头温度a、c端模体280℃,b端模体380℃。
59.所述挤出机的工艺参数如下:
60.a、c挤出机:螺杆长径比为28;料筒有四个加热区,1区为250℃,2区为265℃,3区为275℃,4区为280℃;
61.b挤出机:螺杆长径比为28,料筒有四个加热区,1区为300℃,2区为315℃,3区345℃,4区为380℃;
62.(3)将制备的三层氟膜初产品采用牵引辊冷却定型:牵引定型辊温度为120℃,牵引速度20米/秒,收卷速度30米/秒;
63.(4)将定型后的三层氟膜通过静电消除、张力收卷;由在线测厚仪检测并调整厚度,薄膜裁边收卷,获得热封焊接用多层氟膜成品。
64.所制备的氟膜的始封温度、热封强度、长期使用温度见表1。
65.实施例4:
66.一种热封焊接多层氟膜的总厚度为200μm,热封焊接多层氟膜由第一热封焊接层、结构支撑层和第二热封焊接层组成。所述结构支撑层的厚度为180μm,第一热封焊接层厚度为10μm,第二热封焊接层的厚度为10μm。
67.结构支撑层,由下述重量份计的原料组成:92wt%的可熔性聚四氟乙烯pfa(熔融指数为14g/10min)和8wt%的纳米滑石粉。
68.第一热封焊接层、第二热封焊接层,所用树脂为乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物。乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物中四氟乙烯的重量百分数为45%,乙烯的重量百分数为45%,全氟甲基乙烯基醚的重量百分数为10%,乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物的熔融指数为6g/10min。
69.上述热封焊接用多层氟膜的加工方法同实施例3,不同之处在于:所用助剂含量不同。
70.实施例5:
71.一种热封焊接用多层氟膜,总厚度为100μm,所述结构支撑层的厚度为66μm,第一热封焊接层厚度为17μm,第二热封焊接层的厚度为17μm。其他同实施例2。
72.对比例1:
73.一种热封焊接用氟膜,厚度为50μm,单独由乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物制成,乙烯-四氟乙烯-全氟甲基乙烯基醚三元共聚物同实施例1。
74.加工方法同实施例1,不同之处在于:只使用b挤出,模具更换为单层结构。挤出机温度设置同实施例1中的a或c挤出机温度。
75.所制备的氟膜的始封温度、热封强度、长期使用温度见表1。
76.对比例2:
77.一种热封焊接用氟膜,厚度为50μm,由四氟乙烯-六氟丙烯二元共聚物制成,其中四氟乙烯-六氟丙烯二元共聚物同实施例1。
78.加工方法同实施例1,不同之处在于:只使用b挤出机,挤出机b温度设置同实施例1中b挤出机温度。
79.所制备的氟膜的始封温度、热封强度、长期使用温度见表1。
80.对比例3:
81.一种热封焊接用氟膜,其厚度为50μm,由可熔性聚四氟乙烯制成,可熔性聚四氟乙
烯同实施例3。
82.加工方法同实施例3,不同之处在于:只使用b挤出机,挤出机b温度设置同实施例3中b挤出机温度。
83.对比例4:
84.一种热封焊接用多层氟膜,其他同实施例2,不同之处在于不填加助剂。
85.所制备的氟膜的始封温度、热封强度、长期使用温度见表1。
86.热封强度参照标准《qb/t 2358-1998塑料薄膜包装袋热合强度试验方法》,使用取样刀取热封好的试样宽度为(15
±
0.1)mm,展开长度为(100
±
1)mm,每个热封好的薄膜中取10条试样。将试样放在室温下老化48h,设置万能拉力试验机的夹距为50mm,把试样的两端夹在万能拉力试验机的两个夹头上,使试样轴线与上下夹具的中心线在纵向上重合。设置试验速度为300mm/min,读取试样断裂时的最大载荷力f,重复5次,取平均值作为热封强度。
87.表1
[0088][0089]
由表1可以看出,复合层焊接膜与比单层的fep或者paf膜相比,因为有了外层etfe焊接层可以有效的降低热封焊时的始封温度并且保持了良好的热封强度,复合层焊接膜比单层的etfe相比,热封强度更高。这是因为多层氟膜的相互作用不仅提高了热封成型后焊接部位的力学强度,同时在热封焊时提高了的熔体流动性能便于焊接材料的快速填充。在相同的多层氟膜条件下,增加一定量的助剂,可以改变多层氟膜的热封强度、始封温度和最高长期使用温度等性能。但是,若填料增加过多,会因其分散性不好等原因导致材料开始出现各向异性,而不利于提高材料的力学性能,恰当的填料填充量能够使其在基体中分散均匀并且更够形成一定的网络连通。
[0090]
以上所述的实施例对本发明的技术方案和有益效果进行了详细说明,应理解的是以上所述仅为本发明的具体实施例,并不用于限制本发明,凡在本发明的原则范围内所做的任何修改、补充和等同替换等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。