1.本发明涉及自动化控制技术领域,具体涉及一种光伏行业智慧车间制造系统及方法。
背景技术:
2.mes系统(manufacturing execution system,制造执行系统)是一套面向制造企业车间执行层的生产信息化管理系统,随着社会的发展,大量的生产制造企业均开始使用相应的 mes管控对作业现场进行控制。现有的mes系统无法整合生产线的各道工序,实现产、供、销业务流程信息化整合,订单无法及时下派,存在生产效率低,监管不到位的问题;同时的mes系统没有对工序的生产情况进行检查。
技术实现要素:
3.本发明提供一种光伏行业智慧车间制造系统及方法,能对不同工序的生产情况进行检查;提高生产质量。
4.为达到上述目的,本发明的技术方案是:一种光伏行业智慧车间制造系统,包括erp单元、mes单元和生产单元;erp单元、mes单元和生产单元之间数据连接;erp单元用于接收订单信息;mes单元用于控制生产单元进行加工;生产单元用于对待加工硅片进行加工。
5.所述mes单元包括储存模块、对比模块和反馈模块;储存模块用于预存第一物资信息、检验信息和对比信息;检验信息用于获取待加工硅片在不同工序中的质量数据;对比信息用于与质量数据进行对比;对比模块用于读取对比信息与质量数据进行对比并生成对比结果;反馈模块用于将对比结果反馈到erp单元。
6.生产单元包括发料机、agv和加工工位;agv设有一台以上,加工工位设有一个以上;agv用于在发料机和相邻加工工位之间输送硅片。
7.在发料机和agv上安装有传输装置;传输装置设有两个以上;传输装置为双向输送装置;所述发料机和agv都包括上层支架和下层支架;一传输装置通过高度调节装置安装在上层支架上,另一传输装置通过高度调节装置安装在下层支架上。
8.在上层支架和下层支架上都设有两个以上的横向支架,高度调节组件设有两组以上;传输装置通过高度调节组件安装在上层支架和下层支架的横向支架上。
9.高度调节组件包括固定座和调节装置,固定座安装在横向支架上,调节装置活动设置固定座上;调节装置包括移动件、连接件和调节件;连接件用于连接第一传输装置和移动件、第二传输装置和移动件;移动件活动设置在固定座上;所述移动件包括调节孔;调节件与调节孔螺纹连接,调节件用于穿过调节孔与横向支架接触;旋转调节件改变移动件在调节件上的高度位置。
10.进一步的,所述固定座还包括定位腰孔;调节装置包括定位装置;移动件还包括移动定位孔;所述定位装置包括定位螺栓和定位螺母;定位螺栓穿过移动定位孔和定位腰孔与定位螺母连接;定位装置将移动件固定在固定座上。
11.进一步的,agv包括车体、可过滤灰尘的进风部、卷帘门、移动机构和控制模块;控制模块用于控制进风部、卷帘门、移动机构和传输装置连接。
12.车体内设有用于放置物料的容腔,车体在容腔的一侧设有开口,所述传输装置设置在容腔内;进风部设置在车体的一侧壁上,进风部与容腔连通;卷帘设置在车体位于容腔开口的上侧,当卷帘关闭后,卷帘盖合容腔开口,且卷帘与车体之间设有间隙;移动机构设置在车体的底部;控制模块设置在车体上。
13.进风部包括进风外壳、风机和过滤网,进风外壳设置在车体上,风机设置在过滤网的一侧,风机和过滤网分别通过进风外壳固定设置在车体上。
14.进一步的生产单元还包括打包生产线;agv将完成加工的硅片输送到打包生产线进行打包。
15.打包生产线包括送料装置、出料装置、第一横移组件和打包设备;打包设备包括打包装置、第二横移组件、第三横移组件和过渡组件;送料装置和出料装置位于第一横移组件的一侧;第二横移组件位于第一横移组件的另一侧;第一横移组件的一端和第二横移组件的一端靠近过渡组件;所述第三横移组件设置在过渡组件下方且位于第一横移组件和第二横移组件之间。
16.送料装置的水平高度高于第四输送装置的水平高度;所述送料装置包括第一输送装置、第二输送装置和第三输送装置;第一横移组件包括第四输送装置、检测装置和第一升降装置;第四输送装置和第一升降装置都设有一个以上;检测装置设置在其中一第一升降装置上;相邻第四输送装置沿第一横移组件的长度方向依次分布;第一升降装置沿第四输送装置的输送方向依次分布;第一升降输送装置可升降的设置在第四输送装置两侧之间;第一升降输送装置分别与第一输送装置、第二输送装置、第三输送装置和过渡组件对应设置。
17.第一输送装置用于输入物料;第二输送装置和第三装置用于输出物料;检测装置用于识别物料;第四输送装置用于在第一输送装置、第二输送装置、第三输送装置和打包设备之间输送物料;第一升降输送装置用于接收第一输送装置输入的物料并将识别后的物料输出到第二输送装置、第三输送装置或打包设备上。
18.进一步的,打包设备包括过渡组件和第二横移组件;第二横移组件位于第一横移组件远离送料装置的另一侧;第一横移组件的一端和第二横移组件的一端靠近第一过渡装置;过渡组件的水平高度高于第一横移组件和第二横移组件的水平高度。
19.过渡组件包括第五输送装置、升降驱动和第六输送装置;升降驱动与第五输送装置连接;第六输送装置设置在第五输送装置两侧之间;第五输送装置的输送方向与第一输送装置的输送方向相同;第六输送装置的输送方向与第四输送装置的输送方向相反;第五输送装置用于接收第一升降输送装置输出的物料并将物料输送到第六输送装置上;第六输送装置用于将物料输出到第二横移组件上。
20.进一步的,打包设备还包括打包装置;第二横移组件包括第七输送装置和一个以上的第二升降输送装置;相邻第二升降输送装置沿第七输送装置的输送方向依次分布;第二升降输送装置可升降的设置在第七输送装置两侧之间;打包装置的水平高度高于第七输送装置的水平高度;第二升降输送装置与打包装置对应设置;第七输送装置的输送方向与第四输送装置的输送方向相反;第二升降输送装置与第七输送装置的输送方向垂直;第七
输送装置用于接收第六输送装置输出的物料并将物料输送到第二升降输送装置上;第二升降输送装置用于将物料输送到打包装置上。
21.进一步的,打包设备还包括第三横移组件;在第三横移组件位于第一横移组件和第二横移组件之间;第二横移组件位于第三横移组件上方。
22.在第三横移组件靠近送料装置的一侧设有出料装置;出料装置的输送方向与第二输送装置的输送方向相同;第三横移组件包括第八输送装置和一个以上的第三升降输送装置;相邻第三升降输送装置沿第八输送装置的输送方向依次分布;第三升降输送装置可升降的设置在第八输送装置两侧之间;打包装置的水平高度高于第八输送装置的水平高度;第三升降输送装置用于接收打包装置输出的物料并将物料输送到出料装置;第八输送装置用于在打包装置和出料装置之间输送物料。
23.进一步的,打包装置包括第一打包输送装置、第二打包输送装置和提升横移装置;第一打包输送装置的水平高度高于第二打包输送装置的水平高度;第一打包输送装置、第二打包输送装置位于第二横移组件和提升横移装置之间;第一打包输送装置用于接收第二升降输送装置输出的物料并将物料输送到提升横移装置上;提升横移装置用于将物料输送到第二打包输送装置上;第二打包输送装置用于将物料输送到第三升降输送装置上。
24.本发明还提供一种光伏行业智慧车间制造制造方法,包括以下步骤:步骤(1).预存第一物资信息,第一物资信息为各物资的库存数量;预设检验信息;根据检验信息获取不同工序中待加工硅片的质量数据。
25.步骤(2).导入订单信息,将订单信息作为生产计划储存在erp单元;erp单元将生产计划发送到mes单元;mes单元根据订单信息生成第二物资信息;第二物资信息为完成订单所需的物资数量。
26.步骤(3).读取第一物资信息;判断第一物资信息中的物资数量是否大于等于第二物资信息所需的物资数量,若否,则进行步骤(4);若是,则进行步骤(5)。
27.步骤(4).补充第二物资信息所需的物资,对第一物资信息进行更新,然后重复进行步骤(3)。
28.步骤(5).设置分组数值n;将生产计划的总数量划分为n个流程单。
29.步骤(6).对其中一个流程单的待加工硅片依工序进行加工;获取待加工硅片在不同工序中的质量数据;将质量数据发送到mes单元中;mes单元中通过对比信息与质量数据进行对比;生成对比结果;对比结果反馈到erp单元。
30.步骤(7).重复步骤(5)-步骤(6);完成所有流程单。
31.步骤(8).对完成加工的硅片进行检测,将检测完成的硅片放置在对应的花篮中;将装有硅片的花篮输送到第一输送装置。
32.步骤(9).第一输送装置将装有硅片的花篮输送到第四输送装置;检测装置对花篮进行识别;然后将对应的花篮输送到第二输送装置、第三输送装置或过渡装置上;过渡装置通过第二横移组件将装有硅片的花篮输送到打包装置;取出硅片后;打包装置将空花篮通过第三横移组件将空花篮输送到出料装置上。
33.进一步的,步骤(9)具体为:步骤(9.1).在花篮底部预设数据码;数据码对硅片的类别对应;将硅片分类放置在类别匹配的花篮上;将装有硅片的花篮输送到第一输送装置。
34.步骤(9.2).第一输送装置将装有硅片的花篮输送到第四输送装置上;沿第四输送装置的输送方向继续输送装有硅片的花篮。
35.步骤(9.3).与第二输送装置对应的第一升降输送装置的升降限位装置伸出对装有硅片花篮进行限位;检测装置识别当前装有硅片花篮的数据码;然后进行步骤(9.4)。
36.步骤(9.4).判断是否能识别当前装有硅片花篮的数据码,若否则进行步骤(9.5);若是则进行步骤(9.6)。
37.步骤(9.5).与第二输送装置对应的第一升降输送装置的上升并解除位对装有硅片花篮进行限位;装有硅片花篮被输送到第二输送装置;然后进行步骤(9.51)。
38.步骤(9.51)将装有硅片的花篮取出并重新输送到第一输送装置中;然后进行步骤(9.2)。
39.步骤(9.6).判断当前装有硅片花篮的中对应硅片的类别;若为第一类别,则进进行步骤(9.61);若为第二类比则进行步骤(9.62)。
40.步骤(9.61).与第三输送装置对应的第一升降输送装置的升降限位装置伸出对装有硅片花篮进行限位;与第二输送装置对应的第一升降输送装置解除对装有硅片花篮的限位;装有硅片的花篮输送到与第三输送装置对应的第一升降输送装置上方;与第三输送装置对应的第一升降输送装置的上升并解除位对装有硅片花篮进行限位;装有硅片花篮被输送到第三输送装置。
41.步骤(9.62).与第五输送装置对应的第一升降输送装置的升降限位装置伸出对装有硅片花篮进行限位;与第二输送装置对应的第一升降输送装置解除对装有硅片花篮的限位;装有硅片的花篮输送到与第五输送装置对应的第一升降输送装置上方;与第五输送装置对应的第一升降输送装置的上升并解除位对装有硅片花篮进行限位;装有硅片花篮被输送到第五输送装置。
42.步骤(9.7).装有硅片的花篮沿第五输送装置的输送方向移动;当装有硅片的花篮移动到第六输送装置上方时;升降驱动带动第五输送装置下降;装有硅片花篮与第六输送装置接触被输送到第七输送装置上。
43.步骤(9.8).第七输送装置将装有硅片花篮输送到打包装置进行打包。
44.以上制造系统和制造方法;在进行生产前先根据第二物资信息所需的物资对库存数量进行补充;这样保证有充足的物资进行生产;然后将生产计划的总数量划分为n个流程单;对每个流程单中加工的硅片进行加工;将加工硅片质量数据发送到mes单元中;这样能实现发现进行加工的硅片时候达标;若加工的硅片的质量数据与对比信息的偏差较大;则可以判断当前加工的硅片出现问题;以便进行及时处理;在本实施中,通过各加工工位上的设备将硅片在不同工序中的质量数据发送到mes单元中;这样能针对不同工序的要求对不同工序中硅片的质量数据进行对比;进而能及时反馈当前加工的硅片在任一工序的情况。
附图说明
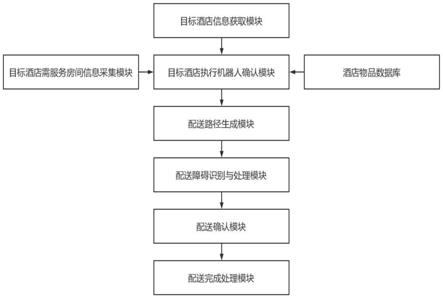
45.图1为本发明制造系统的框图。
46.图2为本发明制造系统中打包生产线的示意图。
47.图3为发明制造系统中第一输送线的侧视图。
48.图4为本发明制造系统中去除送料装置、出料装置和打包装置的立体示意图。
49.图5为图4中a的放大图。
50.图6为图7中b的放大图。
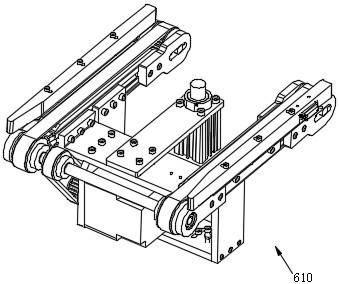
51.图7为本发明制造系统中第一过渡输送装置的立体示意图。
52.图8为本发明制造系统中第一升降输送装置的立体示意图。
53.图9为本发明制造系统中第一升降输送装置的分解图。
54.图10为本发明制造系统中第二横移组件、第三横移组件和过渡组件的立体示意图。
55.图11为本发明制造系统中打包装置的侧视图。
56.图12为本发明制造系统中提升横移装置的立示意图。
57.图13为本发明制造系统中提升驱动装置、提升移动件和提升导向装置立体示意图。
58.图14为本发明制造系统中提升升降装置和提升传送装置的分解图。
59.图15为本发明制造系统中第一输送装置的立体结构示意图。
60.图16为本发明制造系统中第一输送装置的分解。
61.图17为本发明制造系统中发料机的立体示意图。
62.图18为本发明制造系统中发料机示意图。
63.图19为本发明制造系统中agv的示意图。
64.图20为本发明制造系统中传输装置、高度调节组件与横向支架的立体示意。
65.图21为本发明制造系统中高度调节组件与横向支架的立体示意。
66.图22为本发明制造系统中分解后的高度调节组件与横向支架的立体示意。
具体实施方式
67.下面结合附图和具体实施方式对本发明做进一步详细说明。
68.如图1-22所示;一种光伏行业智慧车间制造系统,包括erp单元1、mes单元2和生产单元3;erp单元1、mes单元2和生产单元3之间数据连接;erp单元1用于接收订单信息;mes单元2用于控制生产单元进行加工;生产单元3用于对待加工硅片进行加工。
69.所述mes单元1包括储存模块、对比模块和反馈模块;储存模块用于预存第一物资信息、检验信息和对比信息;检验信息用于获取待加工硅片在不同工序中的质量数据;对比信息用于与质量数据进行对比;对比模块用于读取对比信息与质量数据进行对比并生成对比结果;反馈模块用于将对比结果反馈到erp单元。
70.生产单元3包括发料机4、agv5、加工工位和打包生产线6;agv设有一台以上,加工工位设有一个以上;agv用于在发料机和相邻加工工位之间输送硅片。
71.所述加工工位用于对硅片进行加工;在本实施中,加工工位设有十二个;分别为:制绒工位、扩散工位、去bsg工位、碱抛工位、popaid工位、退火工位、boe工位、ald工位、正膜处理工位、背膜处理工位、印刷工位和检测工位;在各工位设有对应的设备;各工位和其对应的设备为对硅片进行加工的现有技术,在此不做累述。agv用于在相邻加工工位之间、发料机与制绒工位之间、检测工位与打包生产线之间输送硅片。
72.打包生产线6包括送料装置、出料装置、第一横移组件1和打包设备;打包设备包括打包装置9、第二横移组件2、第三横移组件33和过渡组件4。
73.送料装置和出料装置位于第一横移组件的一侧;第二横移组件位于第一横移组件的另一侧;第一横移组件的一端和第二横移组件的一端靠近过渡组件;所述第三横移组件63设置在过渡组件下方且位于第一横移组件和第二横移组件之间。
74.第一横移组件61包括第四输送装置611、检测装置613和第一升降装置612;第四输送装置611和第一升降装置612都设有一个以上;检测装置613设置在其中一第一升降装置612上;相邻第四输送装置611沿第一横移组件61的长度方向依次分布;第一升降装置612沿第四输送装置611的输送方向依次分布;第一升降输送装置612可升降的设置在第四输送装置611两侧之间。
75.所述送料装置包括第一输送线65、第二输送线66和第三输送线64;第一输送线65设有一组以上;在本实施中,第一输送线65设有四组;通过设置四组第一输送线65起到缓存作用;装有硅片的花篮能在第一输送线65上缓存。第一输送线65包括一个以上的第一输送装置651;相邻第一输送装置651沿第一输送线65的长度方向依次分布;第二输送线66包括一个以上的第二输送装置661;相邻第二输送装置661沿第二输送线66的长度方向依次分布;第三输送线67包括一个以上的第三输送装置671;相邻第三输送装置671沿第三输送线67的长度方向依次分布。第一升降输送装置612分别与第一输送装置651、第二输送装置661、第三输送装置671和过渡组件64对应设置。在本实施中,检测装置设置613在与第二输送装置66对应的第一升降输送装置612上。
76.在本实施中,第二输送装置661和第三输送装置671的输送方向相同;第一输送装置651与第二输送装置661的输送方向相反;第四输送装置611的输送方向与第一输送装置651的输送方向垂直;第一升降输送装置612为双向输送装置;第一升降输送装置612的输送方向与第一输送装置651和第二输送装置661的输送方向对应。
77.第一输送装置651用于输入物料;第二输送装置和661第三装置用于671输出物料;检测装置613用于识别物料;第四输送装置611用于在第一输送装置651、第二输送装置661、第三输送装置671和过渡组件64之间输送物料;第一升降输送装置612用于接收第一输送装置651输入的物料并将识别后的物料输出到第二输送装置661、第三输送装置671或过渡组件64上。
78.第一升降输送装置612可升降的设置在第四输送装置161两侧;送料装置的水平高度高于第四输送装置651的水平高度;运输花篮时;第一升降输送装置612升高到与第一输送装置651相同的高度;然后第一输送装置651将花篮输送到第一升降输送装置612上;然后第一升降输送装置612下降使花篮与第四输送装置611接触;花篮沿第四输送装置611的长度方向进行运输;检测装置613设置在其中第一升降输送装置612上,且相邻第一升降输送装置12沿第四输送装置611的输送方向依次分布;当第四输送装置611输送花篮时;检测装置613对到达的花篮进行识别;若当前花篮与第二运输装置661对应,则通过一第一升降输送装置612上升将将当前花篮输送到第二运输装置661;若当前花篮与第三运输装置671对应;则第四输送装置611将当前花篮输送到另一第一升降输送装置612上方;然后另一第一升降输送装置612上升将当前花篮输送到第三运输装置671上;若当前花篮与打包设备对应;则沿第四输送装置611的输送方向继续输送。这样能将不同类别的硅片输送到不同工位上;自动化水平高。
79.所述过渡组件64包括第五输送装置641、升降驱动(图中未示出)和第六输送装置
642;所述升降驱动为气缸;升降驱动与第五输送装置641连接;第六输送装置642设置在第五输送装置641两侧之间;第五输送装置641的输送方向与第一输送装置651的输送方向相同;第六输送装置642的输送方向与第四输送装置611的输送方向相反;第五输送装置641用于接收第一升降输送装置612输出的物料并将物料输送到第六输送装置642上;第六输送装置642用于将物料输出到第二横移组件上62。
80.通过过渡组件64实现花篮从第一横移组件61移动到第二横移组件62;在第四输送装置611输送的花篮靠近过渡组件64时;通过又一第一升降输送装置612上升,将当前花篮输送到第五输送装置641上;第五输送装置641继续输送花篮;同时第五输送装置641连接有升降驱动;当花篮移动到第六输送装置642上时;升降驱动驱动第五输送装置641下降;花篮与第六输送装置642接触;然后第六输送装置642将花篮输送到第二横移组件62上。
81.第二横移组件62包括第七输送装置621和第二升降输送装置622;第七输送装置621和第二升降输送装置622都设有一个以上;相邻第七输送装置621沿第二横移组件62的长度方向依次分布;第二升降装置622沿第七输送装置621的输送方向依次分布;第二升降输送装置622可升降的设置在第七输送装置621两侧之间。所述打包装置69设有一个以上;第七输送装置621与第六输送装置642对应;第二升降输送装置622与打包装置69对应。
82.第七输送装置621的输送方向与第四输送装置611的输送方向相反;第二升降输送装置622与第七输送装置621的输送方向垂直;第七输送装置621用于接收第六输送装置642输出的物料并将物料输送到第二升降输送装置622上;第二升降输送装置622用于将物料输送到打包装置69上。
83.第三横移组件63包括第八输送装置631和一个以上的第三升降输送装置632;第八输送装置631和第三升降输送装置632都设有一个以上;相邻第八输送装置631沿第三横移组件63的长度方向依次分布;第三升降装置沿第八输送装置631的输送方向依次分布;第三升降输送装置632可升降的设置在第八输送装置631两侧之间。第三升降输送装置632用于接收打包装置69输出的物料并将物料输送到出料装置;第八输送装置631用于在打包装置69和出料装置之间输送物料。
84.通过第三升降输送装置632上升接收打包装置69输出的花篮;然后第三升降输送装置632下移,花篮与第八输送装置631接触;实现将花篮转移动第八输送装置631上;通过第八输送装置631将花篮输送到出料装置上;使用时;通过第一横移组件61和第二横移组件62将装有硅片的花篮输送到打包装置69上;取出硅片后;将空花篮通过第三横移组件63输送到出料装置。
85.打包装置69包括包括第一打包输送装置691、第二打包输送装置692和提升横移装置693;第一打包输送装置691、第二打包输送装置692位于第二横移组件62和提升横移装置693之间;第一打包输送装置691的与第二升降输送装置622对应,第二打包输送装置692的与第三升降输送装置632对应。第一打包输送装置691用于接收第二升降输送装置622输出的物料并将物料输送到提升横移装置693上;提升横移装置693用于将物料输送到第二打包输送装置692上;第二打包输送装置692用于将物料输送到第三升降输送装置632上。
86.所述出料装置包括出料输送线68;出料输送线68设有一组以上。在本实施例中,出料输送线68设有四组;通过过设置四组出料输送线68起到缓存作用;空花篮能在出料输送线68上缓存。出料输送线68包括一个以上的出料输送装置681;相邻出料输送装置681沿出
料输送线的长度方向依次分布。
87.第一输送装置651、第二输送装置661、第三输送装置671水平高度高于第四输送装置611的水平高度;第六输送装置642、第七输送装置621和第一打包输送装置691的水平高度相同;第一打包输送装置691的水平高度高于第二打包输送装置692的水平高度;第二打包输送装置692的水平高度高于第八输送装置631的水平高度;出料输送装置651的水平高度高于第八输送装置631的水平高度。
88.生产线还包括第一过渡输送装置610、第二过渡输送装置620、第四升降输送装置630和第三过渡输送装置660;所述第一过渡输送装置610分别设置在在第一输送装置651与第四输送装置611之间、第二输送装置661与第四输送装置611之间、第三输送装置671与第四输送装置611之间。
89.第二过渡输送装置620设置在第二打包输送装置692与第三升降输送装置632之间,第四升降输送装置630设置在第三升降输送装置632与出料装置之间;第三过渡输送装置660设置在第四升降输送装置630与第三升降输送装置632;第三过渡输送装置660位于第四输送装置611下方;第三过渡输送装置660的水平高度高于第八输送装置631的水平高度。
90.通过设置第一过渡输送装置、第二过渡输送装置和第四升降输送装置进行过渡;使第二打包输送装与第三升降输送装置632、第三升降输送装置632与出料装置的配合效果好;第一输送装置、第二输送装置和第三输送装置与与第四输送装置的配合效果好。
91.在本实施中,第一输送装置651、第二输送装置661、第三输送装置671、第四输送装置611、第五输送装置641、第七输送装置621、打包第一输送装置691、打包第二输送装置692、第八输送输送装置和631出料输送装置681结构相同;第一升降输送装置611、第二升降输送装置622、第三升降输送装置632和第四升降输送装置结构相同;第六输送装置642、第一过渡输送装置610和第二过渡输送装置620结构相同。第一输送装置641和第一过渡输送装置620为结构相同,长度不同的输送带。
92.在本实施中,在第一升降输送装置612、第二升降输送装置622、第三升降输送装置632和第四升降输送装置30上设有传感器640;传感器610用于检测是否有花篮经过。
93.第一输送装置651包括第一输送支架511、第一输送驱动电机512、第一输送主动轮513、第一输送从动轮514和第一输送同步装置515;第一输送驱动电机512设置在第一输送支架511上,第一输送驱动电机512与第一输送主动轮513连接;第一输送同步装置515在第一输送支架511左右两侧对称设置,两第一输送同步装置515之间连接有第一输送同步轴516;第一输送从动轮514安装在第一输送同步轴516上;第一输送从动轮514和第一输送主动轮513之间套接有第一输送皮带517。
94.第一输送同步装置515包括第一同步支架一5151、第一同步轮一5153、第一同步轮二5154、第一同步支架三5155和第一同步支架二5152;第一输送同步轴516穿过第一同步轮一5153与第一同步支架一连接5151;所述第一同步支架二5152设有两个;第一同步轮二5154与两第一同步支架二5152连接;在第一同步轮二5154和第一同步轮一5153之间套接有第一同步带5156;第一同步支架三5155设置在第一同步轮二5154和第一同步轮一5153之间。
95.在第一输送装置651、第二输送装置661、第三输送装置671、第四输送装置611、第七输送装置621、第一打包输送装置691、第二打包输送装置692、第八输送装置31和出料输送装置81上都设有限位装置;其分别为第一限位装置501、第二限位装置(图中未示出)、第三限位装置(图中未示出)、第四限位装置502、第七限位装置503、第一打包限位装置(图中未示出)、第二打包限位装置(图中未示出);第八限位装置和出料限位装置(图中未示出)。
96.所述第一限位装置501设置在第一输送装置651的输出端;第二限位装置设置在第二输送装置661的输出端;第三限位装置设置在第三输送装置671的输出端;第四限位装置502设置在第四限位装置611上且位于与打包装置69和第三输送装置671对应的相邻第一升降输送装置612之间。第七限位装置503设置在第七限位装置621的输入端与第一打包输送装置691对应第二升降输送装置622之间。第八限位装置设置在第八限位装置681的输出端与第二打包输送装置692对应第三升降输送装置632之间。第一打包限位装置设置在第一打包输送装置691的输出端。第二打包限位装置设置在第二打包输送装置692的输出端。
97.提升横移装置693安装在提升支架930上。提升横移装置693与提升支架930之间连接有限位链条9301;限位链条9301的一端固定在提升支架930上,限位链条9301的另一端固定在提升横移装置93上,通过设置限位链条9301对提升横移装置693进行限位,当提升横移装置93移动时带动限位链条9301沿着提升横移装置693移动。
98.提升横移装置933包括提升驱动装置931、提升移动件932、提升导向装置933、提升升降装置934和提升传送装置935;提升传送装置935安装在提升升降装置934上,提升升降装置934安装在提升移动件932上,提升移动件932与提升导向装置933连接,提升驱动装置931带动提升传送装置935和提升升降装置934沿提升导向装置933的导向方向运动;提升导向装置933的导向方向与第一打包输送装置691的输送方向相垂直。提升传送装置935与第一打包输送装置691或第二打包输送装置692对应设置;通过设置提升传送装置935实现花篮从第一打包输送装置691移动到第二打包输送装置692。提升导向装置933包括提升导轨9331和提升滑块9332,提升滑块9332滑动的设置在提升导轨9331上,提升移动件932与提升滑块9332连接;提升移动件932设有提升限位槽(图中未示出)和传动固定件9321。
99.提升驱动装置931包括提升驱动电机9311、提升驱动主动轮9312、提升驱动传动轮9313和提升驱动传动皮带9314;提升驱动电机9311与提升驱动主动轮9312连接,提升驱动传动皮带9314穿过提升限位槽套接在提升驱动主动轮9312和提升驱动传动轮9313之间;传动固定件9321夹紧提升驱动传动皮带9314。
100.提升升降装置934包括提升升降支架9341、提升升降驱动件9342和提升支撑件9343;提升升降支架9341与提升移动件932连接,提升升降驱动件9342安装在提升升降支架9341上,提升升降驱动件9342与提升支撑件9343连接。在本实施例中,提升升降驱动件9342为气缸,通过提升升降驱动件的伸出和缩回带动提升支撑件9343升降。
101.通过提升导向装置933,这样安装在提升移动件932上的提升升降装置934和提升传送装置935移动稳定;通过提升升降驱动件9342带动提升支撑件9343升降,进而带动提升传送装置935升降;接收装有硅片的花篮时,提升支撑件与第一打包输送装置691同高;当硅片被取出后;提升驱动装置931带动提升升降装置934和提升传送装置935沿提升导向装置933的导向方向朝第二打包输送装置692移动,同时提升升降驱动件9342带动提升支撑件
9343上的空花篮下降,然后提升传送装置35将空花篮输送到第二打包输送装置92。
102.提升传送装置935安装在提升升降支架9341上,提升传送装置935包括提升传送电机9351、提升传送主动轮9352、提升传送从动轮9353和提升传送同步装置9354;提升传送同步装置9354在提升支撑件9343左右两侧对称设置,两提升传送同步装置9354之间连接有提升同步轴9356,提升传送从动轮9353安装在提升同步轴9356上,提升传送主动轮9352和提升传送从动轮9353之间套接有提升传送皮带9355。提升装置693还包括提升导向件936;提升导向件936设有两个;一个提升导向件936设置在一个提升传送同步装置9354的一侧。在本实施例中,提升导向件936为导向条;通过提升导向件936避免提升传送装置935上的物料掉落。
103.通过设置提升传送从动轮9353带动提升同步轴9356转动,通过提升同步轴9356实现提升传送同步装置9354对花篮的输送。
104.提升传送同步装置9354包括提升同步支架一93541、提升同步支架二93542、提升同步轮一93543、提升同步轮二93544、提升同步支架三93545和传送限位件93546;传送限位件93546设置在提升传送同步装置9354远离提升传送电机9351的一端。
105.在本实施例中,提升同步轴9356设有两个;其中一提升同步轴穿过提升同步轮一93543与提升同步支架一93541连接;另一提升同步轴穿过提升同步轮二93544与提升同步支架二93542连接;在提升同步轮二93544和提升同步轮一93543之间套接有提升同步带93547;提升同步支架三93545设置在提升同步轮二93544和提升同步轮一93543之间。通过设置提升同步支架三93545提高对提升同步带93547的支撑效果;通过设置提升同步支架一93541和提升同步支架二93542,这样能固定提升同步轴。通过设置传送限位件93546,传送限位件93546对花篮进行限位,避免花篮脱离提升传送装置935。
106.第一升降输送装置612包括第一固定支架121、第一升降支架122、第一升降驱动123和第一运送装置124;所述第一升降驱动123为气缸。第一升降驱动123安装在第一固定支架121上;第一升降驱动123的活动端与第一升降支架122连接;第一运送装置123安装在第一升降支架122上。所述检测装置613传感器640安装在第一升降支架122上。在第一固定支架121上设有升降限位装置125。
107.第一运送装置124包括第一运送驱动电机1241、第一运送主动轮1242、第一运送从动轮1243和第一运送同步装置1244;第一运送驱动电机1241设置在第一升降支架122上,第一运送驱动电机1241与第一运送主动轮1242连接;第一运送同步装置1244在第一升降支架122左右两侧对称设置,两第一运送同步装置1244之间连接有第一运送同步轴1245;第一运送从动轮1243安装在第一运送同步轴1245上;第一运送从动轮1243和第一运送主动轮1242之间套接有第一运送皮带12421。
108.第一运送同步装置1244包括运送同步支架一1245、运送同步轮一1246、运送同步轮二1247和运送同步支架二1248;运送同步轮一1246设置在运送同步支架一1245的一端;运送同步轮二1247设置在运送同步支架一1245的另一端;第一运送同步轴1245穿过运送同步支架一1245与运送同步轮一1246连接;在运送同步轮二1247和运送同步轮一1246之间套接有运送同步带1249;运送同步支架二1248设置在运送同步轮二1246和运送同步轮一1247之间。
109.在发料机4和agv上安装有传输装置21;传输装置21设有两个以上;传输装置21为
双向输送装置;传输装置21与第一输送装置651结构相同。
110.所述发料机4和agv都包括上层支架11和下层支架12;一传输装置21通过高度调节装置7安装在上层支架11上,另一传输装置21通过高度调节装置7安装在下层支架上12;参照图3所示;发料机4上层支架的传输装置沿a方向输送硅片;发料机4下层支架的传输装置沿b方向输送硅片。
111.所述发料机4包括机架41;agv包括车体510;所述上层支架11和下层支架12设置在机架41和车体510。在上层支架11和下层支架12上都设有两个以上的横向支架13,高度调节组件7设有两组以上;传输装置21通过高度调节组件安7装在上层支架11和下层支架12的横向支架13上。在本实施中,传输装置21通过三组高度调节组件6与横向支架13连接。
112.一组高度调节组件7包括固定座71和调节装置,固定座71安装在横向支架13上,调节装置活动设置固定座71上;调节装置包括移动件72、连接件73和调节件;在本实施中,一组高度调节组件7设有两个连接件73,移动件72的一端与一连接件73连接,移动件72的另一端与另一连接件73连接。连接件73用于连接传输装置21和移动件32;在本实施中,连接件73与传输装置21的第一同步支架三侧面连接。移动件72活动设置在固定座71上;所述固定座71包括调节孔721;在本实施中,调节件为螺栓,调节孔721为螺纹孔。调节件与调节孔721螺纹连接,调节件用于穿过调节孔721与横向支架13接触;旋转调节件改变移动件72在调节件上的高度位置。
113.传输装置21为双向传输装置;这样位于上层支架11的传输装置6与位于下层支架12的传输装置6能沿不同方向传输物料;固定座71安装在横向支架13上,传输装置21通过移动件72安装在固定座71上;通过旋转调节件改变移动件72的水平高度;进而调整传输装置6的水平高度;通过对传输装置水平高度进行调整,使得发料机上层支架的传输装置与agv上层支架的传输装置水平高度能保持一致;发料机下层支架的传输装置与agv下层支架的传输装置水平高度也能保持一致;进而花篮在不同传输装置之间移动时,能实现稳定移动,避免花篮在水平高度不同的传输装置之间移动时,受到冲击导致硅片损坏。同时高度调节组件7设置在传输装置的两端;通过对移动件72进行调节。
114.所述移动件72的自靠近固定座71一侧向远离固定座71的一侧凹陷有定位槽722;固定座71设置在定位槽722中,在移动件72顶部向上凸设有定位部723;固定座71与定位部723和定位槽722贴合;所述固定座71还包括定位腰孔711;调节装置包括定位装置(图中未示出);移动件72还包括移动定位孔724;所述定位腰孔711设置在固定座71的侧面;移动定位孔724设置在定位部723的侧面;定位装置连接移动定位孔724和定位腰孔711;定位装置将移动件72固定在固定座71上。所述定位装置包括定位螺栓(图中未示出);和定位螺母(图中未示出);定位螺栓穿过移动定位孔724和定位腰孔711与定位螺母连接。通过定位螺栓和定位螺母对移动件722进行固定,结构简单。
115.固定座71设置在定位槽722中,且固定座71与定位部723、定位槽722贴合,增大固定座71与移动件72的接触面积,提升固定座71与移动件72的连接强度。通过定位腰孔711和移动定位孔724配合对移动件72进行固定;当移动件72调整至合适高度时,定位装置对移动件72进行固定,避免在传输花篮时,传输装置21的水平高度发生变化。
116.agv还包括进风部55、卷帘门56、移动机构57和控制模块;进风部55可过滤灰尘;控
制模块分别与进风部55、卷帘门56、移动机构57和连接;通过控制模块分别控制进风部55的打开和关闭、卷帘门56的打开和关闭、移动机构57的移动以及设置agv上传输装置的打开和关闭。
117.其中卷帘门56为电动卷帘门,包括卷轴、门帘以及驱动所述门帘打开或者关闭的转动电机,转动电机与控制模块连接,控制模块控制转动电机正转或反转,从而带动卷轴正转或反转,进而卷轴带动门帘打开或关闭;所述控制模块可以是单片机、plc或工控机等。
118.车体510内设有用于放置物料的容腔,所述上次支架、下次支架和传输装置设置在容腔内。车体510在容腔5101的一侧设有开口,进风部55设置在车体510的一侧壁上,进风部55与容腔101连通;卷帘设置在车体510位于容腔开口的上侧,当卷帘关闭后,卷帘盖合容腔101的开口,且卷帘与车体510之间设有间隙,此时容腔5101内的空气只能从卷帘与车体10之间的间隙排出;移动机构7设置在车体510的底部;控制模块设置在车体510上。
119.进风部5包括进风外壳、风机和过滤网,进风外壳设置在车体510上,风机设置在过滤网的一侧,风机和过滤网分别通过进风外壳固定设置在车体510上;在本实施例中,进风部55设置在车体510的顶面;这样,通过将进风部55设置在车体510的顶面,提高进风部55的位置,吸入的空气中所含有的灰尘相对较少,从而降低了过滤网的过滤压力。
120.车体510内相对外界处于正压状态,而车体510仅通过卷帘与车体510之间的间隙排出气体;这样,通过使得车体510内外形成一定的气压差,外界的灰尘只能通过进风部5进入车体510内,然后从卷帘与车体510之间的间隙排出,进而车体510流出的气体流出较快,外界的灰尘难以进入车体510内,从而提高了防尘的效果。
121.一种光伏行业智慧车间制造制造方法包括以下步骤:步骤(1).预存第一物资信息,第一物资信息为各物资的库存数量;预设检验信息;根据检验信息获取不同工序中待加工硅片的质量数据。
122.步骤(2).导入订单信息,将订单信息作为生产计划储存在erp单元;erp单元将生产计划发送到mes单元;mes单元根据订单信息生成第二物资信息;第二物资信息为完成订单所需的物资数量。
123.步骤(3).读取第一物资信息;判断第一物资信息中的物资数量是否大于等于第二物资信息所需的物资数量,若否,则进行步骤(4);若是,则进行步骤(5)。
124.步骤(4).补充第二物资信息所需的物资,对第一物资信息进行更新,然后重复进行步骤(3)。
125.步骤(5).设置分组数值n;将生产计划的总数量划分为n个流程单。
126.步骤(6).对其中一个流程单的待加工硅片依工序进行加工;获取待加工硅片在不同工序中的质量数据;将质量数据发送到mes单元中。
127.具体为:发料机输出装有硅片的花篮;然后agv接收装有硅片的花篮;并将装有硅片的花篮输送到制绒工位对硅片进行加工;当制绒工位完成对硅片的加工后;然后agv装有硅片的花篮输送到扩散工位、去bsg工位、碱抛工位、popaid工位、退火工位、boe工位、ald工位、正膜处理工位、背膜处理工位、印刷工位依次对硅片完成加工。
128.步骤(7).重复步骤(5)-步骤(6);完成所有流程单。
129.步骤(8).对完成加工的硅片进行检测,将检测完成的硅片放置在对应的花篮中;将装有硅片的花篮输送到第一输送装置。
130.具体为:agv将完成加工的装有硅片的花篮通过检测工位;检测工位对每一块硅片进行检测;通过检测对每一块硅片进行分类;在另一花篮底部预设数据码;数据码对硅片的类别对应;将硅片分类放置在类别匹配的花篮上。
131.步骤(9).第一输送装置将装有硅片的花篮输送到第四输送装置;检测装置对花篮进行识别;然后将对应的花篮输送到第二输送装置、第三输送装置或过渡装置上;过渡装置通过第二横移组件将装有硅片的花篮输送到打包装置;取出硅片后;打包装置将空花篮通过第三横移组件将空花篮输送到出料装置上。
132.以上方法,在进行生产前先根据第二物资信息所需的物资对库存数量进行补充;这样保证有充足的物资进行生产;然后将生产计划的总数量划分为n个流程单;对每个流程单中加工的硅片进行加工;将加工硅片质量数据发送到mes单元中;这样能实现发现进行加工的硅片时候达标;若加工的硅片的质量数据与对比信息的偏差较大;则可以判断当前加工的硅片出现问题;以便进行及时处理;在本实施中,通过各加工工位上的设备将硅片在不同工序中的质量数据发送到mes单元中;这样能针对不同工序的要求对不同工序中硅片的质量数据进行对比;进而能及时反馈当前加工的硅片在任一工序的情况。
133.上述方法中;步骤(9)具体为:步骤(9.1).将装有硅片的花篮输送到第一输送装置。
134.步骤(9.2).第一输送装置将装有硅片的花篮输送到第四输送装置上;沿第四输送装置的输送方向继续输送装有硅片的花篮;步骤(9.3).与第二输送装置对应的第一升降输送装置的升降限位装置伸出对装有硅片花篮进行限位;检测装置识别当前装有硅片花篮的数据码;然后进行步骤(9.4)。
135.步骤(9.4).判断是否能识别当前装有硅片花篮的数据码,若否则进行步骤(9.5);若是则进行步骤(9.6)。
136.步骤(9.5).与第二输送装置对应的第一升降输送装置的上升并解除位对装有硅片花篮进行限位;装有硅片花篮被输送到第二输送装置;然后进行步骤(9.51)。
137.步骤(9.51)将装有硅片的花篮取出并重新输送到第一输送装置中;然后进行步骤(9.2)。
138.步骤(9.6).判断当前装有硅片花篮的中对应硅片的类别;若为第一类别,则进进行步骤(9.61);若为第二类比则进行步骤(9.62)。
139.步骤(9.61).与第三输送装置对应的第一升降输送装置的升降限位装置伸出对装有硅片花篮进行限位;与第二输送装置对应的第一升降输送装置解除对装有硅片花篮的限位;装有硅片的花篮输送到与第三输送装置对应的第一升降输送装置上方;与第三输送装置对应的第一升降输送装置的上升并解除位对装有硅片花篮进行限位;装有硅片花篮被输送到第三输送装置。
140.步骤(9.62).与第五输送装置对应的第一升降输送装置的升降限位装置伸出对装有硅片花篮进行限位;与第二输送装置对应的第一升降输送装置解除对装有硅片花篮的限位;装有硅片的花篮输送到与第五输送装置对应的第一升降输送装置上方;与第五输送装置对应的第一升降输送装置的上升并解除位对装有硅片花篮进行限位;装有硅片花篮被输送到第五输送装置。
141.步骤(9.7).装有硅片的花篮沿第五输送装置的输送方向移动;当装有硅片的花篮移动到第六输送装置上方时;升降驱动带动第五输送装置下降;装有硅片花篮与第六输送装置接触被输送到第七输送装置上。
142.步骤(9.8).第七输送装置将装有硅片花篮输送到打包装置进行打包。具体为:(9.81).第二升降输送装置的升降限位装置伸出对装有硅片花篮进行限位;装有硅片的花篮沿第七输送装置的输送方向移动;装有硅片的花篮输送到的第二升降输送装置上方;第二升降输送装置的上升并解除位对装有硅片花的篮进行限位;装有硅片的花篮被输送到第一打包输送装置上。
143.(9.82).第一打包输送装置将装有硅片的花篮输送到提升横移装置上;然后取出硅片并对硅片进行打包;空花篮通过提升横移装置输送到第二打包输送装置上。
144.(9.83).空花篮沿第二打包输送装置的输送方向移动;第二打包限位装置对空花篮进行限位;对第二打包输送装置对应的第三升降输送装置的升降限位装置伸出对孔花篮进行限位同时该第三升降输送装置上升;第二打包限位装置解除对空花篮的限位;空花篮移动到与第二打包输送装置对应的第三升降输送装置上;(9.84).与第二打包输送装置对应第三升降输送装置下将并解除对空花篮的限位;空花篮沿第八输送装置的输送方向移动;与出料输送装置对应的第三升降输送装置的升降限位装置伸出对孔花篮进行限位;花篮移动到与出料输送装置对应的第三升降输送装置上时;与出料输送装置对应的第三升降输送装置的上升并解除位对空花篮的限位;空花篮被输送到出料输送装置上。
145.以上方法,将无法识别数据码输出然后重新输送到第一输送装置中;这样第一次无法识别的花篮能在第四输送装置中进行再次识别;提高准确性;通过第三输送装置、过渡装置和第一升降装置的配合对装有硅片的花篮进行分类;这样能对同一类别的硅片进行打包;实现对硅片的分类包装。
146.步骤(9.2)中还包括:第一输送装置将装有硅片的花篮输送导第一渡装置;第一渡装置在将装有硅片的花篮输送第四输送装置上;当装有硅片的花篮移动到第一渡装置上时;第一限位装置伸出对第一输送装置上装有硅片花篮进行限位;当第一过渡装置上装有硅片的花篮移动到第四输送装置上时;第一限位装置解除对装有硅片花篮的限位。
147.步骤(9.62)中还包括;若装有硅片花篮移动到与第五输送装置对应的第一升降输送装置上方时;第四限位装置伸出对下一装有硅片花篮进行限位;当与第五输送装置对应的第一升降输送装置上的装有硅片花篮移动到第五输送装置上时;第四限位装置解除对下一装有硅片花篮的限位。这样能避免对输送花篮造成干涉。
148.步骤(9.81)中还包括;若装有硅片花篮移动到第二升降输送装置上方时;第七限位装置伸出对下一装有硅片花篮进行限位;当第二升降输送装置的装有硅片花篮移动到第一打包输送装置上时;第七限位装置解除对下一装有硅片花篮的限位。
149.步骤(9.84)还包括:花篮移动到与出料输送装置对应的第三升降输送装置上时;与出料输送装置对应的第三升降输送装置的上升并解除位对空花篮的限位;空花篮被输送到第三过渡输送装置上;然后第四升降输送装置的升降限位装置伸出;第三过渡输送装置将空花篮输送到第四升降输送装置上;然后第四升降输送装置上升同时对空花篮解除限位;然后将空花篮输送到出料输送装置上。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。