1.本发明涉及一种用于运行柔版印刷机的方法。
2.本发明还涉及一种柔版印刷机,其中,该柔版印刷机按照本发明的方法以柔版印刷油墨印刷承印材料。
3.本发明还涉及一种由本发明的柔版印刷机和用于测量柔性银幕的点密度的测量装置组成的系统。
4.本发明还涉及一种用于在本发明的方法中使用的或者用于在本发明的柔版印刷机中使用的或者用于在本发明的系统中使用的柔版印模或套筒。
5.本发明处于图形工业技术领域,在此特别是处于柔版印刷机、即用于以柔版印模印刷的旋转印刷机的运行领域。特别是,本发明在此处于机器或其驱动器和/或伺服驱动器的控制或调节的部分领域,用于提高印刷质量和生产率和/或避免或降低干扰。
背景技术:
6.在所谓的柔性印刷中、特别是在工业上的处理幅面材料的柔性印刷中存在的要求是,在高速下成本高效地印刷从印刷任务到印刷任务不同的印模并且为此将出现的废页保持低并且将印刷质量保持高。
7.在此,变换的、具有不同印模或不同印刷题材的印刷任务会存在问题:印刷题材可具有或多或少被印刷的部位以及甚至完全不印刷或仅仅无足轻重地印刷的部位。
8.套筒大多在印刷前才被装载柔性印版(安装)。
9.与例如胶版印刷相比,印刷阶段(“印刷press”)与印前阶段(“印前prepress”)的联系显著不明显:在印前阶段与印刷阶段之间没有建立jdf或xjdf作为接口。因此,印前数据在印刷厂中大多不提供。经常地,印前阶段、特别是柔版印模的曝光甚至在另一企业中进行。
10.柔版印模可以在印刷之前、例如在测量站中被测量。在后公开的de102020111341a1公开了一种用于测量转动体的表面的隆起部的设备并且提供了一种改进,该改进特别是能实现快速且高精度地测量转动体的隆起部、例如柔性印版的柔性印刷点。在该文献中公开了用于测量转动体、例如安装在套筒上的柔性印版的表面的隆起部的设备,该转动体构造成用于印刷机的滚筒、辊、套筒或板,所述设备具有第一马达并且具有测量装置,该第一马达用于使所述转动体绕着转动轴线转动,该设备的特征在于,为了无接触地测量,所述测量装置包括至少一个辐射源和至少一个面摄像机。
11.在前述文献中提到和描述的其他文献de3302798a1、de102014215648a1、ep3251850、de102006060464a1、wo2010146040a1、wo2008049510a1和那里描述的系统bobst公司的形成另外的现有技术。allstein公司的系统“arun”也形成另外的现有技术。
12.de2020070047u1公开了一种旋转印刷机,其具有数个油墨层,其中的至少一个油
墨层具有辊和用于调设该辊相对于印刷机的至少一个另外的构件的位置的调设系统,其中,该至少一个油墨层具有控制单元,该控制单元设置用于通过辊接收和处理数据,所述数据描述该特殊辊的表面的形貌和/或印刷图案与形成在辊上的参考标记之间的空间关系,其中该控制单元此外被构造用于控制所述调摄系统与这些调设数据相一致,以便从而将辊调设到用于没有废品或者至少废品率降低地印刷的最佳位置上。要调设的辊可以例如是柔版印刷机中的压印滚筒或压印滚筒套筒(衬套)或者例如是柔版印刷机的网纹辊。在扫描步骤中获得的并且写到rfid芯片上的数据可以是原始数据,例如可以是描述要印刷的图像的平均图像密度的数据(例如印刷图案的印刷部分与非印刷部分之间的比例,在辊表面的适当部分上平均)。
技术实现要素:
13.因此,本发明的任务在于,提出一种相对于现有技术有所改善的方案,特别是能实现在工业柔性印刷中成本高效地且高质量地进行印刷。
14.本发明的解决方案:
15.按照本发明,该任务通过根据本发明的优选技术方案的方法、柔版印刷机、系统和柔版印模或用于柔版印模的套筒解决。
16.本发明有利的并因此优选的进一步方案由可选技术方案以及说明书和附图得出。
17.本发明提出一种用于运行柔版印刷机的方法,该柔版印刷机具有承载有套筒的压印滚筒或柔版压印滚筒和对压滚筒,所述套筒具有至少一个柔版印模,其中,通过马达调设所述压印滚筒或所述柔版压印滚筒与所述对压滚筒之间的压紧压力,其特征在于,所述调设根据所述柔版印模的点密度、即所述柔版印模的印刷隆起部的与地点相关的密度、或者据此通过运算技术推导出的数据自动地进行。
18.本发明还提出一种柔版印刷机,其具有至少一个柔版印刷机构,该柔版印刷机构包括承载有套筒的压印滚筒或柔版压印滚筒、对压滚筒和网纹辊,所述压印滚筒具有至少一个柔版印模,所述柔版印刷机按照本发明的方法运行,用于以柔版印刷油墨印刷承印材料,其特征在于,所述柔版印刷机包括至少一个伺服马达,用于自动调设压印滚筒或柔版压印滚筒与对压滚筒之间的压紧压力
19.本发明还提出一种由本发明的柔版印刷机和用于测量柔版印模的点密度的测量装置组成的系统,其特征在于,所述测量装置测量柔版印模的点密度并且将该点密度或由其推导出的数据传输给所述柔版印刷机。
20.本发明还涉及一种柔版印模或用于柔版印模的套筒,其中,该柔版印模或该套筒以机器可读的id标记,用于在本发明的方法中使用或者用于在本发明的柔版印刷机中采用或者用于在本发明的系统中采用,其特征在于,所述机器可读的id通过机器读出并且存储在计算机中以便调用。
21.本发明的有利的构造和效果
22.本发明以有利的方式允许在工业上的柔版印刷中成本高效地并且高质量地进行印刷。此外,本发明的方法以有利的方式实现进一步自动化地印刷。
23.本发明针对柔版印刷机或针对柔版印模(凸版印刷)进行了描述和图示。替换地,本发明可以针对雕刻的印模或雕刻的套筒使用(凹版印刷)。因此,代替术语“柔版”地,在本
发明中替换地使用“凹版”或“柔版或凹版”。代替“具有柔版印模的套筒”地,可以使用“具有雕刻的模具的套筒”或“雕刻的套筒”或者“激光雕刻的套筒”或“用激光器雕刻的无端套筒”或“无端印模”或“无端印刷套筒”。
24.本发明的进一步方案
25.下面描述本发明的优选的进一步方案(简称:进一步方案)。
26.本发明方法的各进一步方案的特征可以在于:
27.—所述调设在印刷期间动态地、即根据压印滚筒的旋转速度进行。
28.—测量所述柔版印模的点密度。
29.—无接触地测量所述柔版印模的点密度。
30.—利用不同于扫描辊子的器件实施柔版印模的点密度的测量。
31.—在印刷之前测量所述柔版印模的点密度。
32.—在印刷之前在测量装置中测量所述柔版印模的点密度。
33.—测量装置包括用于柔版印模或用于柔版印模的套筒的接收滚筒。
34.—接收滚筒在测量期间围绕具有轴向方向的转动轴线旋转。
35.—测量装置在柔版印刷机之外运行。
36.—在测量时采用摄像机。
37.—在测量时采用面摄像机。
38.—在测量时采用行摄像机。
39.—在摄像机中采用至少一个cis传感器。
40.—在测量时采用地点固定的摄像机。
41.—摄像机在测量之前垂直于轴向方向运动。
42.—摄像机在测量期间沿轴向方向运动。
43.—在利用摄像机测量时采用辐射源、特别是光源。
44.—在测量时检测柔版印模的整个印刷图像。
45.—在测量时,至少一个或至少两个柔版印模安装在套筒上并且被检测。
46.—在测量时检测整个套筒、即该套筒的具有已安装的柔版印模的周面。
47.—在测量时光从光源达到柔版印模的隆起部并且从这里到达摄像机。
48.—在利用摄像机测量时采用至少一个镜子。
49.—镜子可运动地布置。
50.—镜子在测量之前垂直于轴向方向运动。
51.—镜子在测量期间沿轴向方向运动。
52.—在测量时光从光源到达柔版印模的隆起部并且从这里通过镜子回到摄像机。
53.—在测量时采用激光器和三角测量方法。
54.—由用于制造柔版印模的准备阶段数据通过运算技术求取出点密度。
55.—进行调设值的计算。
56.—将调设值传输给马达的控制装置以调设压紧压力。
57.—调设值的计算根据所述柔版印模的点密度、即柔版印模的印刷隆起部的与地点相关的密度、或者据此通过运算技术推导出的数据进行。
58.—在计算调设值时采用计算机、即数字计算机。
59.—将点密度或由其推导出的数据传输给计算机。
60.—在计算调设值时在柔版印模的预给定的表面区段上进行平均。
61.—在计算调设值时进行分门别类。
62.—在计算调设值时产生密度类别矢量。
63.—形成具有以下n类别的n维矢量:0%、0-5%、5-10%、...、90-95%、95-100%或0%、0-10%、...、80-90%、90-100%;其中,100%相应于整面。
64.—调设值的计算包括两个计算,其中,对于每个轴向侧进行调设值的单独计算。
65.—在计算调设值时产生两个密度类别矢量。
66.—将调设值传输给马达的控制装置,用于调设压紧压力,其中,该压紧压力根据承印材料幅面的输送速度以0.01mm的步幅改变。
67.—附加地根据柔版印模的预给定的或测得的肖氏硬度或者据此通过运算技术推导出的数据进行调设值的计算。
68.—将调设值传输给至少一个马达的控制装置,用于调设压紧压力,其中,该压紧压力根据肖氏硬度改变。优选存在两个马达(在as和bs)。
69.—柔版印刷机包括用于给柔版印模着墨的网纹辊。
70.—网纹辊以id标记并且在柔版印刷机中检测该id。
71.—网纹辊以id标记并且该id带有关于例如各小凹点的转移量以及几何结构、线条安排和/或深度及其角度的信息。
72.—网纹辊以id标记并且对于该id在数据存储器或云存储器中存放关于各小凹点的转移量以及几何结构、线条安排和/或深度及其角度的信息。
73.—通过马达调设另一压紧压力,即压印滚筒与网纹辊之间的压紧压力。
74.—该另一压紧压力的调设在印刷期间动态地、即根据压印滚筒的旋转速度进行。
75.—为了调设该另一压紧压力,进行另外的调设值的计算。
76.—将调设值和/或该另外的调设值传输给马达和/或另一马达的控制装置,用于调设该另一压紧压力。
77.—在计算该另外的调设值时考虑柔版印模的点密度、即柔版印模的印刷隆起部的与地点相关的密度。
78.—在无干扰印刷时将压紧压力的调设值的计算出的额定值与该压紧压力的调设值的检测到的实际值相比较并且由该比较通过运算技术求取实际值与额定值的偏差并且通过运算技术求取校正值。
79.—在以数个柔版印模的不同印模印刷时求取并且存储不同的校正值。
80.—ki以存储的校正值通过运算技术实施学习步骤并且ki在以另一(与上述数个柔版印模不同的)柔版印模印刷前求取用于该柔版印模的校正值并且在印刷时使用该校正值。
81.—实施套筒和/或一个或多个已安装的柔版印模的通过运算技术的质量检查。
82.—ki经历学习过程,在该学习过程中,ki学习在以后的应用中自动地识别印模、例如柔版印模的点密度。对于ki的学习,可以产生至少一个(学习)印模,其具有至少一个(学习)印刷图像,该印刷图像具有不同的、要学习的点密度,特别是分级(例如0%、5%、10%、...、100%)或连续(例如0至100%)。这种印模或其印刷图像可以利用摄像机检测并
且ki可以根据检测到的数字图像、优选在人工和/或机器指引的情况下学习印刷图像的哪些区域相应于哪些点密度并且相应地表征数字图像中的对应的区域。优选地,ki以很多和不同的(学习)印刷图像并且必要时附加地以实际的印刷图像进行学习或训练。在此,提高了ki在识别点密度中的精度。如果ki达到了所需的识别精度,则可以结束学习过程。经过这样训练的ki于是可以在实际的印模、也就是用于印刷任务的印模的数字图像中非常迅速且非常精确地识别具有特定点密度的区域并且相应地表征它们。这种ki可以在本发明的框架内、也就是在识别点密度时应用。
83.本发明的柔版印刷机的各进一步方案的特征可在于:
84.—伺服马达通过运算技术在使用点密度或由其推导出的数据的情况下进行控制或调节,使得压印滚筒与对压滚筒之间的压紧压力具有预给定的值或预给定的值范围。
85.—柔版印刷机包括干燥器,用于干燥承印材料和/或柔版印刷油墨。
86.—干燥器是热空气干燥器。
87.—干燥器是ir干燥器。
88.—干燥器是uv干燥器。
89.—干燥器包括干燥器控制装置。
90.—干燥器包括用于对该干燥器进行功率调设或功率控制或功率调节的装置。
91.—干燥器的功率能够在通过运算技术使用点密度或由其推导出的数据的情况下改变。
92.—干燥器的功率能够在附加地通过运算技术使用网纹辊的转移量的情况下改变。
93.—干燥器的功率能够在附加地通过运算技术使用柔版印刷油墨的固体部分或水部分的值的情况下改变。
94.—在考虑转移的油墨量的情况下计算转移到承印材料上的水量。
95.—干燥器包括用于在干燥器中进行湿度调设或湿度控制或湿度调节的装置。
96.—该装置包括可调设的、可控制的或可调节的活门,该活门影响预热的、供应到干燥器中的进气的量。
97.—该装置包括可调设的、可控制的或可调节的活门,该活门影响潮湿的、从干燥器排出的排气的量。
98.—该干燥器包括连接,通过该连接将湿排气从干燥器混入到供应给干燥器的、预热的进气中。
99.—减小进气的量和排气的量。
100.—通过循环空气的连接提高该量。
101.—在柔版印刷机运行时印刷卡纸。
102.—该卡纸是将水从柔版印刷油墨中吸出的卡纸。
103.—该卡纸例如用聚乙烯涂覆。
104.—套筒带有至少两个具有不同印刷题材的柔版印模。
105.—两个柔版印模在套筒上沿周向方向相互跟随地或者沿轴向方向相互跟随地安装。
106.本发明的系统的各进一步方案的特征可以在于:
107.—测量装置是测量站的一部分,该测量站独立于柔版印刷机布置。
设置。测量站可以相对于印刷机8(柔版印刷机)独立地设置,该印刷机设有用于印版5的至少一个印刷机构9(柔性印刷机构)和用于印刷和干燥优选幅带形承印材料11的干燥器。该印版优选是柔版印模,例如具有106mm至340mm的直径。干燥器优选是热空气干燥器和/或紫外线干燥器和/或电子束干燥器和/或红外线干燥器。套筒可以从侧面推到承载滚筒上。承载滚筒可以在其周面中具有开口,压力空气可从这些开口喷出,用于扩展该套筒且用于在推移时产生气垫。带有印版的套筒可以在测量之后从测量仪器取出且在印刷机中推到印刷机构的压印滚筒上。替换于气动张紧系统,也可以应用液压张紧系统。
130.此外,图1示出数字计算机和/或数字存储器39、39b、123、317、401和/或403。测量装置可以产生数据并且将其传输给计算机/存储器。数据可以是测量值或由测量值推导出的数据,它们在测量套筒3和/或柔版印模5时生成。计算机/存储器可以是测量装置2的一部分或者是柔版印刷机8的一部分;或者可以独立地设置,例如作为(例如印刷厂的)中央计算机/存储器或者基于云。计算机/存储器可以将数据传输给柔版印刷机,例如测量值或由该测量值推导出的数据或者由该数据进一步推导出的数据。所述进一步推导出的数据可以由计算机实施的算法和/或ki(人工智能;基于软件和/或基于硬件的、自学习和机器学习的系统)。计算机/存储器可以从多个测量站获得数据并且将数据传输给多个柔版印刷机。由柔版印刷机、测量站和/计算机/存储器组成的系统允许印刷时的高度自动化直至自主印刷;通过这种方式能够有利地避免数据的由操作人员导致的充满错误的输入和/或改变。
131.测量站2的校准可以借助于承载滚筒1上的测量环12实现。替换地,测量套筒或承载滚筒自身可用于校准。
132.后续附图示出本发明的设备(参见图2c),用于无接触地测量构造成印刷机8的滚筒、辊、套筒或板的转动体6的表面14的隆起部13。这些隆起部可以例如是柔性印版的柔性印刷点(在网栅的情况下)或柔性印刷面(在满版的情况下)。在随后的实施例中,示例性地描述对印版5的测量。通过对印版5的测量,能够自动地预调设参与印刷过程的这些滚筒(例如网纹滚筒15、带有印版5的压印滚筒16和对压滚筒17)之间相应的优化的工作压力。
133.图2a至2c示出本发明的用于测量印版5的形貌的设备的优选实施方式;图2a示出横截面;图2b示出俯视图;图2c示出图2a中的放大的局部。按照该实施方式,优选借助多个装置18在3d半径求取的范畴内借助可选的参考线来检测形貌。
134.在该实施方式和随后的实施方式中,“2d”的意思是:扫描印版5(例如环形的高度轮廓)的区段,“3d”的意思是:扫描整个印版5(例如柱形的高度轮廓,由环形高度轮廓组合而成)。
135.该设备包括多个辐射源19(特别是光源19、优选led光源)、至少一个反射器20和至少一个光接收器21(优选面摄像机且特别优选是高速摄像机)。在下文中,示例性地基于光源作为辐射源,也即发出可见光。替换地,辐射源可以发出其他电磁辐射,例如红外线。这些光源优选以一排的方式垂直于承载滚筒1的转动轴线22布置并且产生光幕23,其中,具有套筒3和印版5的承载滚筒1产生遮蔽部24(也即轮廓)。被反射的且随后被接收的光25(也即基本上是所发出的光23,不带有被形貌13所遮蔽的光24)携带关于要测量的形貌13的信息。反射器20可以构造成反射箔。信息可以例如是柔版印模的关于印刷区域或非印刷区域或者其高度的信息和/或柔版印模的关于其局部点密度的信息。
136.光源19是面形的。光源优选发出可见光。优选地,光源19和光接收器21覆盖工作宽
度26,也即印版5沿着其轴线22的方向的延展范围(例如1650mm)。优选地,可以设有n个光源19和光接收器21,其中,例如2》n》69,或69》n》2。在采用较小尺寸的摄像机的情况下,可能需要比69更大的上边界。如果覆盖了整个工作宽度26,那么可以在承载滚筒1一次回转期间测量印版5。否则的话,光源和光接收器必须在轴向方向27上沿着印版运动或具有节拍。
137.优选地,采用有利的但快速工作的摄像机21,例如黑白摄像机。这些摄像机可以在印版5的转动期间拍摄单个图像或影片。
138.由光源19、反射器20和光接收器21所组成的装置优选可以沿着垂直于承载滚筒1的轴线22的方向28运动,以便使产生的光条带23朝向要测量的形貌13。为此可以存在马达29。也可以设置的是,反射器以地点固定的方式构造并且仅仅使光源和/或光接收器运动(例如以马达方式移动)。
139.与图示不同地,形貌13的测量优选是沿着垂直(例如摄像机“在下”并且反射器“在上”)且非沿着水平的方向进行,因为在该情况下可以保持不考虑承载滚筒1和参考对象30的可能的垂弯。在该优选解决方案中,需要设想将图2a沿着顺时针方向转动90
°
。
140.作为可选的参考对象30,设有线型的对象30,优选张紧的丝线30或张紧的弦30,例如金属线或碳纤维,或者刀具(或者刀状的对象或具有刃的对象)或者梁,其针对多个光接收器21产生参考线31。线型对象优选平行于承载滚筒1的轴线延伸且布置成相对于其周面33(或相对于布置在该周面33上的印版5)具有小的间距32,例如2mm至10mm(最大直至20mm)。所接收的光25也包含关于参考对象30的可分析处理的信息,例如其地点和/或与印版5的(优选经蚀刻的且因此比隆起部13更深的)表面14的间距。借助于参考线,优选在使用数字图像处理的情况下可以确定形貌13(或轮廓或轮廓隆起部)相对于参考对象30的径向间距r。参考对象30与承载滚筒1的轴线22之间的间距通过对参考对象30(可选地连同光源19和光接收器21以及如果必要还有反射器20一起)的布置和/或以马达方式的移位是已知的。因此能够通过运算技术的方式确定轮廓隆起部的径向间距(也即印刷点的半径r)。通过采用参考对象30并且从而通过由其引起的遮蔽部或每个摄像机21的对应于该遮蔽部的参考线31(在所拍摄的图像中或基于所接收的光)的存在,使得并不强制需要摄像机相互间的精确的(例如像素准确的)的定向。此外,参考对象30可用于校准该测量系统。
141.参考对象30可以为了沿着方向28的运动或调节而与光源19和/或马达29联接。替换地,参考对象可以具有用于运动/调节的、自身的马达29b。
142.为了设备的初始参考,优选地借助(“空的”)承载滚筒或布置在其上的测量套筒进行测量(测量参考对象与表面之间的间距,从as到bs)。
143.为了使设备在测量过程之前进一步初始化,优选的是,首先使面摄像机21在方向28上朝向承载滚筒1运动。优选地,一旦摄像机优选地探测到第一隆起部,那么停止运动。随后,优选将参考对象30同样沿着方向28运动直至与承载滚筒1的预定间距(例如2mm)。
144.替换地,光源19和光接收器21也可以布置在承载滚筒1的相对置的侧上;在该情况下可以取消反射器20。
145.优选地,光源19、反射器20(只要按照实施方式存在的话)、光接收器21和可选的参考对象30构成了(垂直于承载滚筒的轴线22)可运动的、特别是可通过马达调节或移动的单元34。
146.在测量期间,承载滚筒1连同位于其上的印版5转动,从而优选地可以沿着圆周方
向35检测所有的隆起部13。由此,可以根据承载滚筒1的角位置来求取形貌图以及各个隆起部13、例如柔性印刷点相对于轴线22的半径r或直径d(在相对置的隆起部之间测得)。
147.在图2c的放大的视图中示出印版5的形貌13的局部,并且可识别出形貌的遮蔽部24和参考对象30的遮蔽部36。这些形貌隆起部13可以处于2μm至20mm的范围内。
148.此外可以设有传感器37,该传感器依据识别特征38(参见图2b)检测套筒3和/或印版5。该特征可以例如是条形码、二维码(例如qr码或数据矩阵码)、无线射频识别芯片或nfc(近场通信)芯片。
149.由光接收器21产生的信号和/或数据(这些信号和/或数据包括关于所测量的表面14的形貌13以及关于参考对象30的信息)优选经由线路或经由无线电连接被传输给计算机39且在该处被进一步处理。该计算机与印刷机8连接。该计算机39分析处理这些信息。
150.参考对象30可以在测量之前被置于光接收器21的检测区域中,以便从而校准该光接收器。该光接收器21检测该参考对象并且将产生的校准信号传输给计算机39。在计算机39的数字存储器40中检测该校准的数据。
151.由此,可能的是,将虚拟的参考对象保存在计算机39中。接着将参考对象30从光接收器21的检测区域中移走并且将所测量的表面14的形貌39与该虚拟的参考对象一起进一步处理。
152.分析处理的结果保存在计算机的数字存储器40中、保存在印刷机的存储器40中、或者保存在基于云的存储器中。这些结果优选地与相应的识别特征38相配属地存储。在将安装在套筒上的印版5(或印刷套筒/柔性印版)应用在印刷机8中的后续应用中,可以重新读入印版5(或者印刷套筒/柔性印版)的识别特征38。然后可以调用对于识别特征38存储的值(例如出于预调设的目的)。例如可以设置的是,印刷机从基于云的存储器获取对于印刷任务所需的数据。
153.分析处理的结果优选可以包括直至四个值:压印滚筒16(也即承载着被测量的印版5的滚筒)在两侧41或as(驱动侧)和42或bs(操作侧)上相对于对压滚筒17(或承印材料输送滚筒17)的符合运行规定需要的压力进给,以及给被测量的印版5上色的网纹辊15在两侧41或as(驱动侧)与42或bs(操作侧)上相对于压印滚筒16的符合运行规定需要的压力进给。
154.此外可以设有用于例如通过光学扫描来检测点密度的装置43,优选激光三角装置、cis扫描压条(接触图像传感器)或面摄像机。替换地,装置43可以是可摆动或可运动的反射镜,使得该反射镜可与光源19、21一起用于测量点密度。该装置优选与用于图像处理和/或图像分析处理的装置连接,后者优选是计算机39(或具有相应编程的计算机39)或者可以是另一计算机39b。
155.cis扫描压条可以与滚筒以轴向平行的方式布置。该cis扫描压条优选包括用于照明的led和用于图像拍摄的传感器(类似于在商业上常见的复印机中的扫描压条)。这种压条优选与表面具有1至2cm间距地布置或者以该间距定位。具有要测量的表面、例如印版的滚筒在该压条下方转动,该压条在此产生该表面的图像并且将其提供给图像分析处理,用于点密度的分析处理。由点密度的检测所获得的数据例如也可以用于:基于多个提供的网纹辊通过运算技术的方式选择或推荐(对于借助所检测的印模的印刷而言优化的)网纹辊。
156.图3a和3b示出本发明的用于测量印版5的形貌的设备的优选实施方式;图3a示出横截面,图3b示出俯视图。按照该实施方式,优选地借助激光测微计44在2d直径求取的范畴
内检测形貌。
157.该设备包括光源19、优选行形led光源19或者行形激光器19以及光接收器21、优选行摄像机21。激光器和光接收器共同地形成激光测微计44。光源19产生光幕23,且具有套筒3和印版5的承载滚筒1产生遮蔽部24。光源19和光接收器21的行长度优选大于承载滚筒连同套筒和印版一起的直径d,以便能在装置44没有垂直于承载滚筒的轴线22运动的情况下得出形貌。换言之:承载滚筒的横截面完全位于该光幕中。
158.由光源19和光接收器21所组成的装置44可以平行于承载滚筒的轴线22运动(沿着方向27),以便检测整个工作宽度26。为此可以存在马达45。
159.可以设置传感器37,该传感器依据识别特征38检测(参见图2b)套筒3和/或印版5。
160.由光接收器21产生的信号和/或数据优选经由线路或经由无线电连接传输给计算机39且在该处被进一步处理。该计算机与印刷机8连接。
161.替换地,光源19和光接收器21也可以布置在承载滚筒1的同一侧上;在该情况下,类似于图2a至2c中那样在对面布置反射器20。
162.按照一个替换的实施方式,优选借助激光测微计44在2d直径求取的范畴内检测形貌,其中,不仅检测单个的测量行46,而且也检测由多个(虚线示出的)测量行48所组成的更宽的(虚线示出的)测量条带47。在该实施例中,光源19和光接收器21优选面式地构成且不仅仅是行形的。光源19可以包括多个光行48,这些光行分别具有约0.1mm宽度和相互间大约5mm的相应间距。在该示例中,摄像机优选构造成面摄像机。
163.图4a和4b示出本发明的用于测量印版5的形貌的设备的优选实施方式;图4a示出横截面,图4b示出俯视图。按照该实施方式,优选地借助激光测微计在2d半径求取的范畴内检测形貌。
164.该设备包括光源19、优选led光源19以及光接收器21、优选行形的led光源21或行形的激光器21。光源19产生光幕23,并且具有套筒3和印版5的承载滚筒1产生遮蔽部24。
165.由光源19和光接收器21所组成的装置可以优选沿着垂直于承载滚筒1的轴线22的方向28运动,以便使得光幕23朝向要测量的形貌13。为此可以存在马达29。对于光幕23足够宽且因此覆盖测量区域的情况,可以取消马达29。
166.由光接收器21产生的信号和/或数据优选经由线路或经由无线电连接传输给计算机39且在该处被进一步处理。该计算机与印刷机8连接。替换地,光源19和光接收器21可以布置在承载滚筒的同一侧上;在该情况下,类似于图2a至2c中那样在对面布置反射器20。
167.按照一个替换的实施方式,优选借助激光测微计44在3d半径求取的范畴内检测形貌13,其中,不仅检测测量行46,而且也检测更宽的(虚线示出的)测量条带47,也即同时检测多个测量行48。在该实施例中,光源19和光接收器21面式地构成且不仅仅是行形的。
168.按照另一替换的实施方式,优选借助激光测微计44在3d半径求取的范畴内检测形貌13,其中,由光源19和光接收器21所组成的装置优选可以沿着垂直于承载滚筒1的轴线的方向28运动,以便使得光幕23朝向要测量的形貌13。为此可以存在(虚线示出的)马达29。
169.按照一个替换的实施方式,优选借助激光测微计44在3d半径求取的范畴内检测形貌13,其中,将上述最后两个替换的实施方式相组合。
170.图5示出印版5(柔版印模)的示例性的且强烈放大示出的形貌测量结果,包括两个印刷区域50和两个非印刷区域51。在此示出在轴向位置(关于承载滚筒的轴线)处针对360
°
的径向测量结果。这些非印刷区域例如可以通过蚀刻产生且因此具有比印刷区域小的半径。
171.在图示中也示出包络的半径52或具有最大半径的印版5的点的包络线52,也即:形貌13在轴向位置处的最高隆起部。
172.印版5的点53是印刷点,因为该印刷点在印刷运行中在印版5与承印材料11或输送滚筒17之间常规调设的压力(或印刷进给)的情况下具有对于承印材料和对于传输油墨的网纹辊而言足够的接触。常规调设的压力产生所谓的吻印(kiss-print),在该吻印中,印版正好接触到承印材料,且在该吻印中,这些柔性印刷点不会显著受损。
173.点54是这样的点:该点在印刷运行中在常规调设的挤压量(pressung)的情况下正好还是被印刷,因为该点正好还与承印材料接触。
174.这两个点55是不会被印刷的点,因为这些点55在印刷运行中在常规调设的挤压量的情况下与承印材料和网纹辊都不接触。
175.在计算机39上运行有计算机程序,该计算机程序在印刷区域50中通过运算技术的方式、例如使用数字图像处理来求取径向最深的点56及其与包络线52的径向间距57。该计算沿着轴向方向以规律的间隔进行,例如从as到bs在所有测量点处,并且确定从as至中间以及从中间至bs的最深的点的相应的最大值(也即最深的值)。这两个最大值或由此通过运算技术的方式所确定的进给值或调设值可以例如在印刷中选择成针对as和bs的相应进给/调节,也即:参与印刷的这些滚筒之间的滚筒间距以该进给针对as和bs减小。为此可以从as和到bs各自应用以马达驱动的丝杠。
176.接下来是具体的数字示例:
177.在一侧上得到间距δr=65μm,在另一侧上得到间距δr=55μm。为了印刷所述印版5的所有的点53至55,必须进给65μm。
178.在所有示出的实施方式及其提到的替换方案中,可以附加地测量所述套筒3的与制造有关的和/或与运行有关的(由于磨损所引起的)圆跳精度,且可以基于测量及分析处理结果在印刷中被考虑以改善产生的印刷产品的品质。在超出预给定的圆跳容差的情况下可以输出警告。该测量可以在光滑的套筒以及在多孔的套筒的情况下执行。
179.在本发明的范围内,代替于光源19或光发射器19(它们发射可见光),也可以采用雷达发射器19(具有相应适配的接收器)。
180.在所有示出的实施方式及其提到的替换方案中,也可以求取用于动态压力进给的参数且将其发送给印刷机。在此例如可以考虑由聚合材料制成的可变形的和/或可压缩的印刷点53至55的已知的——(例如事先测得的)且对于计算机39可用的——滞后的延展。或者可以采用印版的事先借助硬度仪求取的硬度。这种延展可以特别是与符合运行规定占主导的印刷速度有关,或可考虑到这种印刷速度相关性。例如可以在更高的印刷速度的情况下选择更高的压力进给。
181.在此,也可以(替换或附加于印刷速度)考虑印版5的印刷面或点密度,也即:印版5上的印刷点的地点可变的密度:例如可以在更高的点密度的情况下选择更高的压力进给,和/或点密度可在调设动态压力进给时被使用。
182.为了确定局部的点密度,可以使用所接收的光25、也即基本上使用所发出的、不具有由形貌13遮蔽的光24的光23。该光带有关于要测量的形貌13和/或其表面点密度和/或其
隆起部的信息。
183.为此,还可以设置装置43,用于检测或测量印模、例如柔性印版上的点密度、也即其局部或本地值,所述装置优选是cis扫描条或面摄像机。例如可以设置的是,基于由点密度求取方式所获得/计算的数据,提供针对as(印刷机的驱动侧)和bs(印刷机的操作侧)上的不同压力进给的预定值。
184.在知晓印版5和/或上色的网纹辊15和/或网纹套筒15的点密度的情况下,能够通过运算技术的方式求取在借助印版5印刷到给定的承印材料11上的情况下预期的油墨消耗。从该油墨消耗能够通过运算技术的方式求取用于干燥承印材料上的油墨的干燥器10所需要的干燥器功率。基于计算出的、预期的油墨消耗也可以计算出要提供的油墨储备。
185.在所有示出的实施方式及其提到的替换方案中,也可以考虑到所谓的通道冲击图案。通道冲击图案是在印版5的符合运行规定的转动时周期出现的干扰,这种干扰是通过在印刷图像中的(大多沿着轴向方向延伸的)具有页面宽度或至少具有干扰宽度的空缺或通道(也即没有印刷点的干扰性的大区域或者其他轴向通道)引起。通过这种通道或其通道冲击图案可能会损害印刷品质,这是因为参与印刷的这些滚筒通过在转动时反复经过的通道区域中发生吻印式合压进而节奏式地接近和碰撞。这在不利的情况下可能导致不期望的密度波动或甚至导致印刷中断。存在的通道冲击图案优选可以借助于cis测量装置43(例如上述可摆动或可运动的镜连同面摄像机)或者借助于面摄像机进行检测且通过运算技术的方式进行分析处理,并且符合运行规定所需的压力进给中进行补偿。例如可以基于所检测到的通道冲击图案预先计算出:在印刷机的何种速度(或转动频率)的情况下会出现振动。这些速度或转动频率于是在生产期间不被应用且例如在机器启动时超过。
186.每个印版5可以具有个体化的通道冲击图案。印模中的通道可能会不利地影响到印刷结果或者甚至导致印刷中断。为了减轻或完全消除通道冲击,对印版关于沿着展开方向的通道方面进行检查。在已知印刷机构9的共振频率的情况下,可以计算出在给定的印模的情况下特别不利的生产速度。这些印刷速度应适当地避免(所谓的“no go speed”)。
187.在所有示出的实施方式及其提到的替换方案中,也可以对印模上的套准标记(或者多种套准标记,例如楔、双楔、点或十字线)进行检测(例如使用摄像机21或43以及使用后置的数字图像处理装置)并且将其位置进行测量、存储以及准备好。由此能将套准调节器或其套准传感器自动调设成针对套准标记或轴向位置。由此能够有利地阻止了由于传感器的此外通常手动调设的错误。替换地可以对图案进行检测并且将其用于对套准调节器的配置。也可以设置的是,将通过马达方式可运动的套准传感器自动地定位(特别是沿着轴向方向)。也可以设置的是,将压印滚筒和/或布置在其上的印刷套筒的角位置的预给定的零点与(例如由手工粘接的)印刷图像的实际地点的角度值进行比较,特别是沿着圆周方向(或滚筒/套筒的圆周方向)。基于这种比较可以获得针对滚筒/套筒的角位置的优化的初始值。通过这种方式能够以减小的套准偏差开始印刷生产。相应地,这也适用于横向方向(或滚筒/套筒的横向方向)。
188.在所有示出的实施方式及其提到的替换方案中,也可以对印刷机8的干燥器10的功率进行控制或调整。例如可以关断这样的区域中的led干燥器部段:在这些区域中,在承印材料上已经不传递印刷油墨,由此能够实现led的有利的节能和寿命延长。
189.更有利地,针对印版上具有小的点密度的印刷区域,可以减小干燥器10的功率(或
干燥器的单个部段的功率)。由此可以节能和/或延长干燥器或单个部段的使用寿命。这种关断或减小可以一方面区域地进行,并且另一方面则沿着平行于和/或横向于印版的轴向方向(或借此要处理的承印材料的横向方向)的方向进行。例如,可以关断这样的区域中的干燥器部段或模块,这些区域相应于(例如相互间以间距布置的特别是由手工粘接的)印版之间的空缺。
190.在所有示出的实施方式及其提到的替换方案中,也可以针对印刷检查系统来检测测量错误的相应地点(在印版5上)并且将其提供用于另外的使用,例如这种印刷检查系统的地点调设。
191.在所有示出的实施方式及其提到的替换方案中,也可以将在线或内联式(inline)油墨测量系统进行定位。为了确定在线油墨测量的地点并且从而确定位置,执行图像和/或图案识别,依据这种识别来确定针对测量系统的轴向位置。为了能实现用于针对承印材料的校准的自由部位,可以将自由的印刷部位通知在线油墨测量系统。
192.在下文中应给出示例性的总过程,该总过程可借助按照本发明的设备以适合的实施方式执行。
193.测量过程:
194.步骤1:将具有或不具有印版5的套筒3通过气垫推到测量站2的加载有空气的承载滚筒1上并且进行锁止。
195.步骤2:套筒3借助唯一的字符串38进行识别。这可以通过条形码、二维码(qr码或数据矩阵码)、rfid码、或nfc实现。
196.步骤3:将摄像机21以及可选地将参考对象30根据(具有或不具有印版5的套筒3的)直径进行定位。
197.步骤4:借助相对于承载滚筒22的轴线6(或轴线中心点)的参考点,求取印版的形貌13(也即隆起部/印刷点53至55的半径)。光源19和测量装置18的摄像机21在此必要时可轴向运动,并且承载滚筒22转动(其角位置通过编码器是已知的)。
198.步骤5:执行面扫描,以便识别点密度、自由的印刷部位、印刷面、套准标记和/或针对在线油墨测量的测量误差。
199.步骤6:采用在计算机39上运行的形貌算法,并且通过面扫描对这些面进行分析处理,采用的方式是,识别出通道冲击图案,以及构建出套准标记区或在线油墨测量。
200.步骤7:可选地求取印版硬度(以肖氏硬度为单位)。
201.步骤8:应用灰尘探测器和/或毛发探测器。
202.步骤9:将测量结果的数据存储在数字存储器40中。
203.步骤10:显示测量结果,包括对灰尘/毛发(或夹杂的气泡)的提示和/或边界值、例如圆跳、偏心率和/或凸度的显示。
204.步骤11:可能进行重复测量或者移除印刷套筒,以测量另一套筒。
205.装调过程:
206.步骤1:将具有印版5的套筒3通过气垫推到印刷机8的加载有空气的压印滚筒16上并且进行锁定。
207.步骤2:套筒3以唯一字符串38由相应的印刷机构9或位于该处的传感器识别。这可以通过条形码、二维码(qr码或数据矩阵码)、rfid码、或nfc实现。
208.步骤3:印刷机构(或印刷机)提取与所属的已识别的印刷套筒/印版有关的已存储的数据。
209.调设过程:
210.步骤1:例如根据形貌、圆跳和针对优化印刷点的承印材料数据,针对压印滚筒16和网纹滚筒15进行所谓的“吻印”进给(调设挤压量或工作压力)。求取直径或半径。直径或半径由测量已知。
211.步骤2:根据印版或套筒参考点上的套准标记数据,计算出预套准。
212.步骤3:根据所求取到的点密度值和印刷面和速度以及可选的承印材料,调设动态的压力进给。可选地考虑印版硬度(以肖氏硬度为单位)。
213.步骤4:例如根据通过通道冲击图案识别所计算出的印刷机构对于印版的所求取到的共振频率,调设优化的材料幅带速度。
214.步骤5:根据点密度值和印刷面以及网纹滚筒数据(汲取体积等),调设优化的干燥功率(紫外线或热空气),可选地动态地适配于制品幅带速度。
215.步骤6:根据点密度值和印刷面以及网纹滚筒数据(汲取体积等),计算出油墨消耗。
216.步骤7:将这样部位处的led紫外线干燥器部段减小或关断,在这些部位处,在印版上存在小的点密度,或在这些部位处不需要干燥,以通过这种方式实现节能且提高led灯的使用寿命。
217.步骤8:根据所获得的套准标记数据、例如标记配置,全自动地调设套准调整器,以及将套准传感器自动地轴向定位。
218.步骤9:调设针对光谱在线测量的测量位置和已印刷油墨的印刷检查、关于地点或测量位置的信息。
219.图6示例性示出处理幅面材料的柔版印刷机100,用于实施本发明范围内的方法。
220.机器100以串联结构方式安装并且具有两个纵向侧:即一个驱动侧100a和一个与其对置的操作侧100b。该机器处理或印刷承印材料幅面102,后者优选由纸、卡纸、厚纸板、箔或复合材料构成。该幅面可以借助于退卷器提供。该机器包括多个优选相互跟随的印刷机构103。每个印刷机构包括至少一个马达104用于在印刷期间驱动该印刷机构或该印刷机构的至少一个滚筒。所述幅面可以在印刷之后被进一步处理,例如模切。
221.所述机器100包括多个压印滚筒105和121、特别是柔版压印滚筒和所属的对压滚筒106和网纹辊107(也参见图7)。在每个压印滚筒上都接收有具有印刷图像109的印模108(所谓的模板)、特别是柔版印模、例如柔性印版,其具有突出的印刷部位,所述印刷图像由印刷部位和非印刷部位构成。
222.优选每个印刷机构103、然而至少一个或两个印刷机构包括用于以相应的伺服驱动器116或122调节的装置115。
223.所述机器100还包括数字计算机123。存在为了信号交换和数据交换而与该机器或其部件、例如马达104或伺服驱动器116的连接,但是为了简明起见没有示出。
224.图7示出用于在实施本发明的范围内的方法时用于调节的装置115。
225.对压滚筒106在至少一侧(驱动侧101a或as或者操作侧101b或bs)上接收在机器101的机架110中;压印滚筒105以其销111接收在轴承座115的轴承112中。该轴承座可以相
对于机架优选水平地移动。为此存在导向装置114。
226.存在用于在as和/或bs调节的装置115,优选用于对压印滚筒5进行位置调节和/或优选用于调节压印滚筒105与对压滚筒106之间的压紧力或压紧压力。该装置包括伺服驱动器116,优选电动机117,特别优选伺服电机117,其包括发送器118。该发送器118可以是解码器119或包括解码器119。丝杠120、优选滚珠丝杠耦合在或安装在该伺服驱动器116上,其与所述导向装置114相互作用,后者将伺服马达的旋转运动转换为轴承座113的线性运动。
227.数字计算机123与伺服马达116连接。该数字计算机可以控制或调节该伺服马达的旋转运动。由此,可以调设、特别是控制或调节压印滚筒105的位置和/或作用于对压滚筒106上的压紧力或压紧压力。根据本发明,该调设可根据柔版印模的点密度、也就是柔版印模的印刷隆起部的地点相关的密度或者据此通过运算技术推导出的数据进行。
228.特别是,该调设可以在印刷期间动态地、即根据柔版压印滚筒105的旋转速度进行。可以通过马达调设另外的压紧压力,也就是柔版压印滚筒105与网纹辊107之间的压紧压力。为此,可以设置马达117或另外的(未示出的)马达。所述另外的压紧压力在印刷期间的调设可以动态地、也就是根据压印滚筒的旋转速度或者根据柔版印模的点密度、也就是柔版印模的印刷隆起部的地点相关的密度或据此通过运算技术推导出的数据进行。
229.图8示出本发明范围内的方法的一个优选实施方式的所选择的步骤。
230.示意性示出数字计算机123,其监控示例性的四个印刷机构并且在此通过运算技术检查或分析干扰并且在此补偿、降低或防止干扰。对于每个印刷机构(从上向下:第一至第四印刷机构)示出一个图表,其中,分别示出干扰关于印刷速度的振幅。
231.在所示的例子中,与印刷速度相关地,在第一印刷机构上出现干扰124并且在另外的、例如第三印刷机构上出现另外的干扰125。这些干扰由数字计算机123在相应的印刷速度中识别。该识别可以通过比较振幅与预给定的阈值进行。如果例如在第一印刷速度127识别到干扰,则可以改变印刷速度,直到在第二印刷速度没有干扰为止,即在第一印刷机构和另一印刷机构上都没有干扰。然后,机器1在该第二印刷速度下运行。换言之,如此长时间地提高(或降低)印刷速度,直到在所有印刷机构上都没有干扰为止。
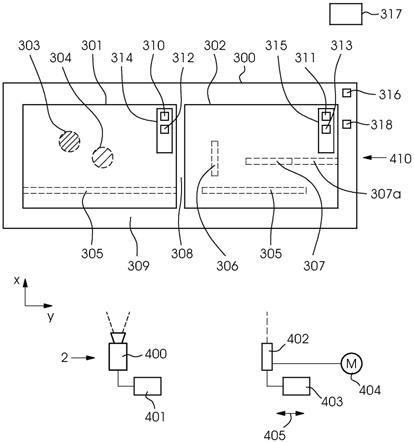
232.图9示出套筒300和示例性的第二柔版印模301和302的检测到的图像410。该图像优选由摄像机400特别是在测量站2中检测或产生。该图像可以传输给计算机401。该计算机可以是图2a中的计算机39。该图像可以经历运算技术的图像处理。在此,可以获得信息或数据。这些数据可以关于id或关于套筒的标识符316存储在数字存储器317中并且在采用套筒的情况下通过称呼或命名该id提供给柔版印刷机。
233.示例性示出较高点密度的已检测区域303和较低点密度的已检测区域304。这些区域可以通过图像处理技术识别和分开并且优选有色地编码。在知晓整个柔版印模301(和另外的柔版印模302)的局部点密度的情况下,可以通过运算技术求取用于所谓的印刷准备或印刷进给的预调设值,也就是在采用套筒的情况下用于调设柔版压印滚筒与对压滚筒(和/或网纹辊)之间的压紧压力。
234.还示例性地示出检测到的通道305。在该通道305的区域中不具有(或基本上不具有)柔版印模301的印刷隆起部。该通道305主要沿轴向的y方向延伸并且由于其y长度(和x宽度)而在通过印刷间隙时在可能的通道冲击方面并且从而在该柔版印刷机运行时在可能的干扰性振动方面是关键的。同样示例性示出的空隙306和307由于其尺寸和/或相邻/毗邻
的印刷部位307a在这方面是不关键的。同样,两个相互间隔开安装(例如粘接在套筒300上)的柔版印模301和302之间的空隙308也不关键。然而,柔版印模301的前棱边与后棱边之间的空隙309可以是关键的。关键的空隙通过运算技术识别并且优选被识别为通道。
235.还示例性地示出套准标记310和套准标记311,以及油墨测量区312和313。在所示的例子中,所述标记和区布置在相应的检查条314和315中。这些标记和区优选同样被摄像机400检测并且通过图像处理识别和分开。其求取出的位置数据(x-y定位)关于套筒id316被存储。
236.还示例性地示出所谓的错误标记318,用于探测一个套筒上或多个套筒上的一个柔版印模或多个柔版印模的安装错误。其位置数据(x-y定位)也关于套筒id316被存储。
237.图9还示出传感器402。该传感器402可以是套准传感器和/或光谱仪。其特别是布置在柔版印刷机的柔版印刷机构中并且指向承印材料幅面11。该传感器与计算机403连接并且能够以马达方式(借助于马达404)沿轴向的y方向405运动并且从而能够自动定位。在使用由图像410生成的数据并且在采用套筒300时将其提供给印刷机的情况下,传感器可以沿着承印材料11定位到待印刷或待检测的标记310、311的y位置上和/或同一个或另一个传感器可以沿着承印材料11定位到所述区312、313中例如用于利用光谱仪检查油墨。其将由传感器产生的数据传导至计算机403,该计算机可以与所述计算机401和/或与所述计算机39相同。
238.附图标记列表
[0239]1ꢀꢀꢀ
承载滚筒
[0240]2ꢀꢀꢀ
测量站
[0241]3ꢀꢀꢀ
套筒
[0242]
3a
ꢀꢀ
套筒的id
[0243]4ꢀꢀꢀ
胶带
[0244]5ꢀꢀꢀ
印版或柔版印模
[0245]
5a
ꢀꢀ
印版或柔版印模的id
[0246]6ꢀꢀꢀ
转动体或柔版印模
[0247]7ꢀꢀꢀ
第一马达
[0248]8ꢀꢀꢀ
印刷机或柔版印刷机
[0249]9ꢀꢀꢀ
印刷机构或柔版印刷机构
[0250]
10
ꢀꢀ
干燥器
[0251]
11
ꢀꢀ
承印材料
[0252]
12
ꢀꢀ
测量环
[0253]
13
ꢀꢀ
隆起部/形貌
[0254]
14
ꢀꢀ
表面
[0255]
15
ꢀꢀ
网纹辊/网纹滚筒
[0256]
15a 网纹辊/网纹滚筒的id
[0257]
16
ꢀꢀ
压印滚筒
[0258]
17
ꢀꢀ
对压滚筒/承印材料输送滚筒
[0259]
18
ꢀꢀ
测量装置
[0260]
19
ꢀꢀ
辐射源、特别是光源
[0261]
20
ꢀꢀ
反射器或镜子
[0262]
21
ꢀꢀ
辐射接收器、特别是光接收器,例如摄像机
[0263]
22
ꢀꢀ
转动轴线
[0264]
23
ꢀꢀ
光幕/发出的光
[0265]
24
ꢀꢀ
遮蔽部
[0266]
25
ꢀꢀ
反射的光
[0267]
26
ꢀꢀ
工作宽度
[0268]
27
ꢀꢀ
轴向方向
[0269]
28
ꢀꢀ
运动方向
[0270]
29
ꢀꢀ
第二马达
[0271]
29b 另外的第二马达
[0272]
30
ꢀꢀ
参考对象/线型对象,特别是线/弦/刀/梁
[0273]
31
ꢀꢀ
参考线
[0274]
32
ꢀꢀ
间距
[0275]
33
ꢀꢀ
周面
[0276]
34
ꢀꢀ
单元
[0277]
35
ꢀꢀ
圆周方向
[0278]
36
ꢀꢀ
遮蔽部
[0279]
37
ꢀꢀ
传感器
[0280]
38
ꢀꢀ
识别特征或id
[0281]
39
ꢀꢀ
数字计算机
[0282]
39b 另外的数字印刷机
[0283]
40
ꢀꢀ
数字存储器
[0284]
41
ꢀꢀ
驱动侧(as)
[0285]
42
ꢀꢀ
操作侧(bs)
[0286]
43
ꢀꢀ
用于检测点密度的装置
[0287]
44
ꢀꢀꢀ
激光测微计
[0288]
45
ꢀꢀꢀ
第三马达
[0289]
46
ꢀꢀꢀ
测量行
[0290]
47
ꢀꢀꢀ
测量条带
[0291]
48
ꢀꢀꢀ
多个测量行
[0292]
50
ꢀꢀꢀ
印刷区域
[0293]
51
ꢀꢀꢀ
非印刷区域
[0294]
52
ꢀꢀꢀ
包络的半径/包络线
[0295]
53
ꢀꢀꢀ
印版的印刷点
[0296]
54
ꢀꢀꢀ
印版的正好仍印刷的点
[0297]
55
ꢀꢀꢀ
印版的非印刷点
[0298]
56
ꢀꢀꢀ
最深的点
[0299]
57
ꢀꢀꢀ
径向间距
[0300]
58
ꢀꢀꢀ
标记器件
[0301]
59
ꢀꢀꢀ
用于测量肖氏硬度的区
[0302]
60
ꢀꢀꢀ
马达
[0303]
62
ꢀꢀꢀ
用于检测id的装置
[0304]
100
ꢀꢀ
旋转印刷机
[0305]
100a 驱动侧/as
[0306]
100b 操作侧/bs
[0307]
102
ꢀꢀ
承印材料幅面
[0308]
103
ꢀꢀ
印刷机构
[0309]
104
ꢀꢀ
马达
[0310]
105
ꢀꢀ
压印滚筒
[0311]
105a 套筒
[0312]
106
ꢀꢀ
对压滚筒
[0313]
107
ꢀꢀ
网纹辊
[0314]
108
ꢀꢀ
印模/模板
[0315]
109
ꢀꢀ
印刷图像
[0316]
110
ꢀꢀ
机架
[0317]
111
ꢀꢀ
滚筒销
[0318]
112
ꢀꢀ
轴承
[0319]
113
ꢀꢀ
轴承座
[0320]
114
ꢀꢀ
导向装置
[0321]
115
ꢀꢀ
用于调节的装置
[0322]
116
ꢀꢀ
伺服驱动器
[0323]
117
ꢀꢀ
电动机或伺服电机
[0324]
118
ꢀꢀ
发送器
[0325]
119
ꢀꢀ
解码器
[0326]
120
ꢀꢀ
丝杠
[0327]
121
ꢀꢀ
另外的压印滚筒
[0328]
122
ꢀꢀ
伺服驱动器
[0329]
123
ꢀꢀ
数字计算机
[0330]
124
ꢀꢀ
干扰
[0331]
125
ꢀꢀ
另外的干扰
[0332]
126
ꢀꢀ
输出信号
[0333]
127
ꢀꢀ
第一印刷速度
[0334]
128
ꢀꢀ
第二印刷速度
[0335]
129
ꢀꢀ
干扰器
[0336]
130
ꢀꢀ
id
[0337]
300
ꢀꢀ
套筒
[0338]
301
ꢀꢀ
柔版印模
[0339]
302
ꢀꢀ
另外的柔版印模
[0340]
303
ꢀꢀ
较高点密度的区域
[0341]
304
ꢀꢀ
较低点密度的区域
[0342]
305
ꢀꢀ
通道
[0343]
306
ꢀꢀ
空隙、非印刷部位
[0344]
307
ꢀꢀ
空隙、非印刷部位
[0345]
307a 印刷部位
[0346]
308
ꢀꢀ
柔版印模之间的空隙
[0347]
309
ꢀꢀ
空隙
[0348]
310
ꢀꢀ
套准标记
[0349]
311
ꢀꢀ
套准标记
[0350]
312
ꢀꢀ
油墨测量区
[0351]
313
ꢀꢀ
油墨测量区
[0352]
314
ꢀꢀ
检查条
[0353]
315
ꢀꢀ
检查条
[0354]
316
ꢀꢀ
id
[0355]
317
ꢀꢀ
存储器
[0356]
318
ꢀꢀ
错误标记
[0357]
400
ꢀꢀ
摄像机
[0358]
401
ꢀꢀ
计算机
[0359]
402
ꢀꢀ
传感器
[0360]
403
ꢀꢀ
计算机
[0361]
404
ꢀꢀ
马达
[0362]
405
ꢀꢀ
运动方向
[0363]
410
ꢀꢀ
图像
[0364]rꢀꢀꢀꢀ
径向间距
[0365]dꢀꢀꢀꢀ
直径
[0366]
x
ꢀꢀꢀꢀ
方向(周向方向)
[0367]yꢀꢀꢀꢀ
方向(轴向方向)
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。