1.本实用新型涉及一种发热过胶机结构,特别是涉及一种防止胶膜上翘的过胶机结构。
背景技术:
2.过胶技术是利用机器胶辊的高温和压力对胶膜和被过胶物进行压合。经塑封后的物品美观坚挺,防水、防污、防皱、防划伤、防褪色,可持久保存。这种过胶工艺目前应用广泛,文件、照片、证件、图纸、标志牌等,甚至电子产品的排线,都能派上用场。
3.现有过胶机主要分为调温型和调速型,其中调温型过胶机过胶速度不变,可通过调节温度来进行过胶,但是存在温度过高容易溢胶,温度过低又会导致粘合不稳定的问题。而调速型过胶机温度恒定不变,通过调节速度来进行过胶,存在过胶速度快导致温度受热不均导致的粘合不牢,或者由于过胶速度过慢而导致温度过高,从而导致起翘,褶皱等问题。过胶机的工作过程一般是胶膜和过胶物平整的放入发热板内,发热板内的加热管对胶辊进行加热,高温使胶膜的表面的热胶层融化,通过胶辊对其进行挤压,使胶膜和被过胶物粘合在一起,并从过胶机另一端取出。但由于加热时热量在空气中往上走,因此上胶辊和温度会比下胶辊温度高,此时过出来的胶膜会往温度高的上方弯曲,出现头部起翘甚至过空胶膜时出现卷角或堵胶现象。
4.因此,若过胶机可以解决过胶膜时胶辊上下温差不同的问题,在使用的时候便可以防止起翘、卷角、堵胶等一系列问题。
技术实现要素:
5.为解决过胶机在过胶膜时胶辊上下温差不同的问题,本实用新型提供了一种发热过胶机的胶辊结构。
6.本实用新型的技术方案为:一种发热过胶机胶辊结构,包括一对相互外切的上胶辊和下胶辊,所述上胶辊、下胶辊的外围设有均加热装置,所述上胶辊横切面外直径大于所述下胶辊横切面外直径,所述上胶辊与下胶辊在同一电机传动下向相反方向做同一转速转动。
7.具体的,所述加热装置包括上发热管和下发热管,所述上发热管和下发热管外围设有预热部,所述预热部之间留有进膜空间。
8.具体的,所述预热部包括上预热面和下预热面,所述进膜空间位于上预热面、下预热面之间。
9.具体的,所述加热装置还包括位于位于所述上胶辊上方的上弧形部、位于所述下胶辊下方的下弧形部,所述上弧形部与所述上胶辊之间留有导热空间,所述下弧形部与所述下胶辊之间留有导热空间。
10.具体的,所述上弧形部、下弧形部及预热部均为铝材质或铜材质导热装置。
11.本实用新型的有益效果是:
12.提供了一种发热过胶机的胶辊结构,在胶膜需要过胶的时候,通过上、下胶辊相切对被过胶物挤压进行过胶膜,由于上胶辊外直径比下胶辊外直径大,使得上胶辊旋转一圈的线速度快过下胶辊,从而抵消过胶膜时上下温差导致的胶膜前端起翘的问题,使过胶膜的时候胶膜可以平行的从过胶机出来。通过将上胶辊外直径比下胶辊外直径做大的方案,达到防止胶膜前端起翘和过胶空膜时出现卷角或堵胶的现象。
附图说明
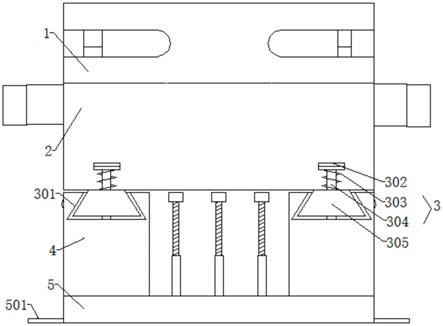
13.图1为本实用新型的结构示意图;
14.附图标记为:
15.1为上弧形部、2为下弧形部、3为上发热管、4为下发热管、5为上胶辊、6为下胶辊、7为上预热面、8为下预热面、9为被过胶物,10为预热部。
具体实施方式
16.通过参考详细的附图和在此阐述的描述,可以最好地理解本实用新型。为了使本申请的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本申请进行进一步详细说明。应当理解,此处描述的具体实施例仅仅用以解释本申请,并不用于限定本申请。
17.本实用新型提供了一种发热过胶机的胶辊结构,包括一对相互外切的过胶机胶辊,所述过胶机胶辊包括上胶辊5和下胶辊6。其中,上胶辊5横切面外直径大于所述下胶辊6横切面外直径。在上胶辊5的上方设有呈半包围状的上弧形部1,在下胶辊6的下方设有呈半包围状的下弧形部2。弧形部的材质为利于导热的材质,优选为铝材,铝材导热率为204w/(m*k),相比于其他常规材料(例如钢、铅、铁等)导热性更好,相比于铜材料更便宜。本实用新型提供的结构简单,零部件少,均为常规材料。在实际使用中先将上发热管3、下发热管4分别安置在上胶辊5和下胶辊6前方,再将上弧形部1和下弧形部2盖在上发热管3和下发热管4的外部,组装就完成了。在上述结构外部可以安装过胶机的机架或者机壳等,由于现有发热过胶机的设备机架、机壳外观五花八门,且现有发热过胶机技术也相对成熟,因此在本实施例中不对设备的机架或机壳不做过多阐述和限定。
18.如图1所示,装配好后,在设备通上电源的前提下,胶膜准备通过上弧形部1和下弧形部2之间的进膜空间(附图未标记),启动设备,上发热管3和下发热管4对上弧形部1、下弧形部2、上胶辊5和下胶辊6进行加热,热能通过上、下胶辊与上、下弧形部之间的形成的导热空间将热能传导至胶辊表面上,一般来说过胶温度在100℃-200℃之间。被过胶物9需要过胶时,将被过胶物9放置于胶膜中间并依次通过上弧形部1和下弧形部2。预热部10上的上预热面7和下预热面8同时对胶膜进行预热,上预热面和下预热面呈平行分布在所述上、下胶辊前方。当被过胶物9到达上预热面7和下预热面8之间时,通过传递上、下发热管的热能对被过胶物9进行预热,由于预热部10采用的是导热材料,优选为铝材,所以本实用新型结构同时满足预热和加热两种导热模式。通过发热管加热使塑料胶膜表层软化至有塑性的上、下胶辊并熨平覆盖在被过胶物9上,从而对被过胶物9进行过胶处理。由于本实用新型的上胶辊5外直径比下胶辊6外直径大,且上胶辊6与下胶辊6向相反的方向做相同转速的旋转运动,使得上胶辊5旋转一圈的线速度快过下胶辊6,从而抵消传统过胶机过胶膜时因上下温差导致的胶膜前端起翘的问题,过出来的胶膜干净平整,达到防止胶膜前端起翘和过胶空
膜时出现卷角或堵胶的现象。
19.在上弧形部1与上胶辊5之间留有导热空间,下弧形部2与下胶辊6之间也留有导热空间,设备通电运作时胶辊旋转,发热管对上、下弧形部进行加热同时也对上、下胶辊进行加热。热量通过此导热空间传播至上、下胶辊,可使其均匀受热并快速达到过胶膜需要的温度。在本实施例中优选加热源为红外热辐射加热,红外热辐射温度控制较为方便,升温速度快,在加热的过程中没有噪音,无需热风也不会产生二氧化碳。红外热辐射还具有节能环保,安全使用等特点。
20.需要声明的是,上述具体实施方式仅仅为本实用新型的较佳实施例及所运用技术原理,在本实用新型所公开的技术范围内,任何熟悉本技术领域的技术人员在未背离本实用新型的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都应涵盖在本实用新型的保护范围内。
技术特征:
1.一种发热过胶机胶辊结构,包括一对相互外切的上胶辊和下胶辊,所述上胶辊、下胶辊的外围均设有加热装置,其特征在于:所述上胶辊横切面外直径大于所述下胶辊横切面外直径,所述上胶辊与下胶辊在同一电机传动下向相反方向做同一转速转动。2.根据权利要求1所述的一种发热过胶机胶辊结构,其特征在于:所述加热装置包括上发热管和下发热管,所述上发热管和下发热管外围设有预热部,所述预热部之间留有进膜空间。3.根据权利要求2所述的一种发热过胶机胶辊结构,其特征在于:所述预热部包括上预热面和下预热面,所述进膜空间位于上预热面、下预热面之间。4.根据权利要求1所述的一种发热过胶机胶辊结构,其特征在于:所述加热装置还包括位于位于所述上胶辊上方的上弧形部、位于所述下胶辊下方的下弧形部,所述上弧形部与所述上胶辊之间留有导热空间,所述下弧形部与所述下胶辊之间留有导热空间。5.根据权利要求4所述的一种发热过胶机胶辊结构,其特征在于:所述上弧形部、下弧形部及预热部均为铝材质或铜材质的导热装置。
技术总结
一种发热过胶机胶辊结构,包括一对相互外切的上胶辊和下胶辊,所述上胶辊、下胶辊的外围设有一对加热装置,所述上胶辊横切面外直径大于所述下胶辊横切面外直径,所述上胶辊与下胶辊在同一电机传动下向相反方向做同一转速转动。在胶膜需要过胶的时候,通过上、下胶辊之间的导热空间进行过胶膜,由于上胶辊外直径比下胶辊外直径大,使得上胶辊旋转一圈的线速度快过下胶辊,从而抵消过胶膜时上下温差导致的胶膜前端起翘的问题,使过胶膜的时候胶膜可以平行的从过胶机出来。通过将上胶辊外直径比下胶辊外直径做大的方案,达到防止胶膜前端起翘和过胶空膜时出现卷角或堵胶的现象。和过胶空膜时出现卷角或堵胶的现象。和过胶空膜时出现卷角或堵胶的现象。
技术研发人员:杜明红
受保护的技术使用者:深圳惠格浩电子有限公司
技术研发日:2021.10.20
技术公布日:2022/4/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。