一种记忆功能稳定适合人体承载植入物的镍钛形状记忆合金及其4d打印方法与应用
技术领域
1.本发明涉及镍钛形状记忆合金、增材制造技术、生物学工程等领域,具体涉及一种记忆功能稳定适合人体承载植入物的镍钛形状记忆合金及其4d打印方法与应用。
背景技术:
2.形状记忆合金由于其独特的形状记忆效应和超弹性,在医疗器械、航空航天、汽车等领域具有很大的应用价值。其中镍钛形状记忆合金的记忆性能优良,稳定性好,生物相容性好,弹性模量低、与人骨相近,促使其特别适合生物医疗领域应用。传统制备方法,例如熔炼铸造法、热等静压、粉末冶金法等,制备形状记忆合金存在着较多问题:(1)相变温度对其化学成分很敏感,在熔炼铸造中会引入杂质元素(如c、n、o等),影响其形状记忆性能;(2)镍钛记忆合金的加工性能差,降低了生产效率;(3)记忆合金的传统生产工艺成本较高,使得最终产品价格昂贵,不利于广泛使用。此外对于精密复杂的零件或者定制化医疗器械,镍钛形状记忆合金材料难加工、成型难,限制了其应用范围。
3.4d打印是在3d打印的基础上增加了时间、空间的概念,即打印的智能构件具有随时间和空间变形的能力,打印镍钛智能构件可以在热场的作用下发生及时形状回复。这样可以在打印件植入前一个形态,植入后恢复到所需要的形态,这样可以减少打印植入件与骨缺损部位的空隙,同时也可以从内部适当增加植入件与正常骨之间的结合力。选区激光熔化(selective laser melting,slm)增材制造作为一种新的粉末制造成型技术,通过逐层铺粉激光成型,结合计算机技术可以制备结构复杂精密构件,其打印精度高,成型质量高,可以在惰性气体氛围下工作,从而减少引入c、o、n杂质元素的源头。
4.目前,文献报道中(acta materialia 144(2018)552-560)采用slm技术制备致密镍钛形状记忆合金的参数主要为高功率高扫描速率(250w,1500mm/s)或者低功率低扫描速率(100w,125mm/s),比如(journal of alloys and compounds 804(2019)220-229)采用60w,300~500mm/s制备出致密的镍钛形状记忆合金。如果采用中等功率(180w~220w)中等扫描速率(800~1400mm/s)制备出来的镍钛形状记忆合金出现不规则的孔洞或者球形孔洞,样品不致密、性能不高。
5.镍钛形状记忆合主要应用于生物医疗的产品主要有,牙齿矫形丝、手术用微型钳子(brazilian journal of medical and biological research(2003)36:683-691)、心血管支架等(materials science and engineering a 378(2004)16-23)。这些产品主要是利用形状记忆合金的超弹性,而形状记忆效应在医疗领域较少报告使用,这主要是由于镍钛形状记忆合金的记忆相变温度难以精确控制(这与传统制备方法会引入杂质元素有一定关系:progress in materials science 83(2016)630-663)。动物与人体的温度常保持在一定温度范围内,例如兔子体温维持在38.5~39.5℃,人体温度维持在37℃左右。故制备出记忆相变温度处于37℃附近对于镍钛形状记忆合金的医疗使用是必要的。目前市面上常见的3d打印植入件主要有钛合金、钽金属产品,其力学性能和生物学性能均符合人体使用(中国
医疗器械行业协会团体标准-t/camdi 065-2021);但这些产品也存在自身的局限性,弹性模量相比于人骨较高,植入人体内可能会出现应力屏蔽效应,同时由于打印尺寸与实际尺寸有一定差距,会在服役一定时间后出现植入件松动、下沉等现象。镍钛形状记忆合金的弹性模量主要取决于其马奥含量,可在28~83gpa范围内调控,因而与成年人骨20~23gpa更接近;同时其拉伸强度可达600~800mpa(applied materials today 19(2020)100547),压缩强度更是高达3000~4000mpa;另外,其高可回复应变与人骨基能更相似,有研究报道承载植入物缺乏高可回复应变也是植入物体内寿命短的原因之一。尤其,承载植入件的稳定性对于医疗植入手术、病人良好体验非常关键,对于功能性形状记忆合金更加重要。由于镍钛形状记忆合金的弹性模量和屈服强度均适合人骨植入件,其可应用于医疗植入件领域,主要包括关节植入物、脊柱植入物、肩部植入物、颅颌面植入物、足踝植入物和胸骨植入物等。
6.现有技术“一种大可回复应变镍钛合金的激光增材制造方法(cn112404454a)”,采用激光同步送粉的激光近净成形增材制造工艺,制备出记忆相变温度范围为-32.2~20.3℃,并不适合室温下压缩变形、动物或人体形状回复的使用环境。
7.综上所述,快速制备出记忆相变温度介于人体37℃温度附近、形状回复率达到100%且记忆功能稳定的块体形状记忆合金,对制备符合人体需求的医疗植入件,延长植入件的体内寿命具有重大意义。制备出的记忆功能稳定适合人体承载植入物的镍钛形状记忆合金对推动医疗植入件的广泛应用,扩大镍钛形状记忆合金的应用范围至关重要。
技术实现要素:
8.为了克服现有技术的不足和缺点,本发明的首要目的在于提供一种记忆功能稳定适合人体承载植入物的镍钛形状记忆合金的4d打印方法,该打印方法能制备出全致密、记忆相变温度介于人体37℃附近,形状回复率在20次热力循环下回复率依旧100%的形状记忆合金,该合金可以在室温下进行形状变化,而在体内(高温)下发生形状回复,该合金的弹性模量处于28~55gpa,压缩强度高达3.4gpa,拉伸强度达到700~730mpa,特别适合作为人体承载植入物件应用。
9.本发明的第二目的在于提供上述制备方法制备得到的记忆功能稳定适合人体承载植入物的镍钛形状记忆合金,该镍钛形状记忆合金全致密,记忆相变温度介于37℃附近,形状回复率在20次热力循环下回复率依旧100%。
10.本发明的第三目的在于提供上述记忆功能稳定适合人体承载植入物的镍钛形状记忆合金的应用。
11.本发明的首要目的通过下述技术方案实现:
12.一种记忆功能稳定适合人体承载植入物的镍钛形状记忆合金的4d打印制备方法,包括如下步骤:
13.(1)将镍钛合金粉末在80~100℃,真空度≤0.1pa环境下烘干处理3~4小时,冷却至室温后,填充氩气储存封装,以备打印使用;
14.(2)放置并固定镍钛合金基板于打印室中,抽真空,基板预热到180~200℃,倒入步骤(1)中储存的镍钛合金粉末于储粉室中,在高纯氩气的循环作用下,保持成形室内气氛的氧含量在100ppm以内,准备铺粉打印;
15.(3)构建所需制备结构零件的三维模型(.stl),将构建的三维模型依次导入模型软件进行基准面确定和模型分层处理,将分好层的数据文件(.sli)导入slm成形设备,开启激光器,采用中等功率中等扫描速率的参数、条带式分区和各分区不同扫描路径规划的扫描策略,并赋予待打印零件上;
16.(4)在步骤(2)所述镍钛合金基板上预先均匀铺置厚度为30~60μm的镍钛合金粉末,并将多余的镍钛合金粉末送入回收缸中,之后收集重复使用;激光器根据步骤(3)中三维模型结构分层的图形进行打印,当在第一层或第二层时,激光打印重复两次,以增强零件与基板的结合力;激光每熔化一层后,镍钛合金基板下移30~60μm,接着机器会重新铺上一层厚度为30~60μm的镍钛合金新粉,继续打印,重复上述步骤,直到达到预先设定三维模型的零件尺寸和形状;
17.(5)成形完毕,系统自动关闭降温,将成形件从基板上线切割或者水割分离,得到记忆功能稳定适合人体承载植入物的镍钛形状记忆合金。
18.优选地,所述步骤(1)中镍钛合金粉末粒度范围为15~50μm。
19.优选地,所述步骤(1)中镍钛合金粉末两种元素总原子量ni ti≤100at.%,且ni原子原子量为51.2~51.4at.%。
20.优选地,所述步骤(1)中镍钛合金粉末采用电极感应气雾化技术制备。
21.优选地,所述步骤(3)中模型软件为materialise magics 23.0和slice using软件。
22.优选地,所述步骤(3)中模型分层厚度为0.01~0.03mm。
23.优选地,所述步骤(3)中等功率中等扫描速率是指,激光功率为180~220w,扫描速率为800~1400mm/s。
24.优选地,所述步骤(3)中条带式分区和各分区不同扫描路径规划的扫描策略是指,激光条纹条带宽度5~7mm,条带重叠层0.01~0.05mm,激光束偏移0.01~0.03mm,激光条带每隔一打印层旋转68
°
~70
°
,激光在同一条带中的扫描路径为往复式移动。
25.本发明的第二目的通过下述技术方案实现:
26.一种根据上述制备方法制备得到的记忆功能稳定适合人体承载植入物的镍钛形状记忆合金。
27.本发明制备的镍钛合金零件全致密、无孔洞,相对致密度高达99.7%以上,记忆相变温度在37℃范围附近,更有利于植入件手术操作。所述制备的镍钛合金零件在室温下变形4.8%以上,45℃温度下能完全回复,并且在20次热力循环之后,不可回复应变为0,记忆稳定性非常好;记忆稳定的记忆合金后续通过机加工成其他零件成品,亦可以介于37℃温度附近展现出相同的稳定的形状记忆效应。
28.本发明的第三目的通过下述技术方案实现:
29.一种记忆功能稳定适合人体承载植入物的镍钛形状记忆合金在制备医用植入件中的应用。
30.具体地,所述医用植入件为关节植入物、脊柱植入物、肩部植入物、颅颌面植入物、足踝植入物和胸骨植入物。
31.进一步地,所述关节植入物为髋或膝关节植入物,所述脊柱植入物为内固定植入物或微创植入物,所述肩部植入物为肩胛骨植入物,所述颅颌面植入物为下颌骨植入物或
颅骨植入物,所述足踝植入物为足踝关节植入物或脚趾骨植入物。
32.本发明相对于现有技术的有益效果如下:
33.(1)本发明所述的记忆功能稳定适合人体承载植入物的镍钛形状记忆合金的4d打印方法,采用slm技术,在ar气氛中工作,避免了传统制造方法中c、n、o元素的引入及其造成力学性能、形状记忆和超弹性下降;采用基板预热技术,降低热梯度,降低热裂纹现象,促进了致密镍钛形状记忆合金的形成。该4d打印方法采用slm技术,相比同步送粉的激光近净成形技术精度更高,适合打印高精度零件;由于工作氛围在ar气中,相变温度可控精度较高;基板预热,打印零件成形性好,内部无孔洞,相对致密度接近于1;激光条纹每隔一打印层旋转68
°
~70
°
,这样会致使激光在出现相同激光方向转过的次数最多(旋转角度90
°
,那么激光在出现相同激光方向转过的次数只有4次),从而增加每一层熔化粉末的散热,可以缓解成形过程中产生的应力集中;激光条带宽度5~7mm,条带重叠层0.01~0.05mm,促使每条熔池能量更均匀,交接区粉与粉之间融合更均匀;激光束偏移0.01~0.03mm,促使不同粉末粒度所受能量更均匀。
34.(2)本发明通过优化的slm参数和扫描策略,采用中等功率和中等扫描速率参数制备出相变温度介于37℃附近、形状记忆稳定,形状回复率100%的形状记忆合金,无需后续热处理可直接植入使用。该制备方法制备的记忆合金可以在室温下发生形状变化,而在体内(高温)下发生形状回复,适合医生进行骨承载植入实验,回复的镍钛植入物可以填补植入物与骨头之间的间隙,内部的回复力也会促进植入物与骨头结合更紧密,促进细胞生长与细胞增殖。相比较于高功率高扫描速率或者低功率低扫描速率,本发明通过中等功率和中等扫描速率参数制备的镍钛状记忆合金记忆回复能力(acta materialia 144(2018)552-560)更好,回复应变达4.8%以上,在20次以上热力循环下,记忆稳定性更优。
35.(3)本发明制备的镍钛形状记忆合金的弹性模量处于28~55gpa,与成年人骨弹性模量23gpa更接近,其高的可回复应变与人骨基能更相似,对于将其制备成医疗植入件稳定性更好,植入件的使用寿命更长,能广泛的应用于医疗植入手术。
附图说明
36.图1为4d打印增材制造扫描策略示意图;
37.图2为实施例1中4d打印合金样品dsc曲线;
38.图3为对比例1中4d打印合金样品dsc曲线;
39.图4为对比例2中4d打印合金样品dsc曲线;
40.图5为实施例1和实施例3中4d打印合金样品密度和相对密度;
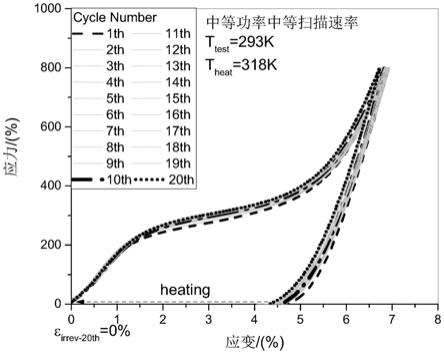
41.图6为实施例1中4d打印合金样品20次热力循环的应力应变曲线;
42.图7为对比例1中4d打印合金样品20次热力循环的应力应变;
43.图8为对比例2中4d打印合金样品20次热力循环的应力应变曲线。
具体实施方式
44.下面结合实施例及附图对本发明作进一步详细的描述,但本发明的实施方式不限于此。
45.实施例1:
46.步骤1:将分子筛筛选粒度为15~50um的镍钛合金粉末放入真空干燥箱在80℃,真空度≤0.1pa环境下烘干处理3小时,真空泵一直抽真空,冷却至室温后在真空手套箱中装入储存封装瓶内,瓶内填充氩气保护以备打印使用;
47.步骤2:放置并固定镍钛合金基板于打印室中,打印室内抽真空,基板预热到190℃,倒入保存好的镍钛粉末于储粉室中,在高纯氩气的循环作用下,保持成形室内气氛的氧含量在100ppm以内,准备铺粉打印;
48.步骤3:构建所需制备结构零件的三维模型(.stl),将构建的三维模型依次导入materialise magics 23.0和slice using软件进行基准面确定和分层处理,模型分层厚度设置为0.01m;将分好层的数据文件(.sli)导入slm成形设备,设置4d打印参数为中功率中等扫描速率,激光功率为200w,扫描速率为1200mm/s;所诉优化的扫描策略为激光条纹条带宽度7mm,条带重叠层0.02mm,激光束偏移0.02mm,激光条带每隔一打印层旋转70
°
,激光在同一条带中的扫描路径为往复式移动的激光扫描策略(见图1),并赋予打印零件上。
49.步骤4:用铺粉装置在基板上预先均匀铺置厚度为30μm的镍钛合金粉末,并将多余的粉末送入回收缸中,之后收集重复使用。激光器根据结构分层的图形进行打印,前两层(n=1,2)激光打印重复两次,以增强零件与基板的结合力;激光每熔化一层(n=k)后,基板下移30μm,接着机器会重新铺上一层厚度为30μm厚的新粉(n=k 1),继续打印,重复上述步骤,直到达到预先设定的零件尺寸和形状。
50.步骤5:成形完毕,系统自动关闭降温,将成形件从基板上线切割或者水割分离,得到成形样品。
51.对实施例1得到的样品做差热分析,得到如图2所示dsc相变曲线,发现合金在室温下为马奥混和体,奥氏体转变开始温度as为12.5℃,奥氏体转变结束温度af为46.2℃,记忆相变温度介于37℃附近;对实施例1得到的样品进行阿基米德排水法测密度,如图5所示得出打印密度为6.43g/cm3,镍钛合金的理论密度值为6.45g/cm3,相对密度为99.7%,由于不好的增材制造工艺会制备出内部有气孔、不致密的合金,从而影响合金的力学性能,因此高致密度保证了力学性能和功能性能稳定;合金的压缩强度高达3420mpa,拉伸强度达到736mpa;采用超声波(声速法)弹性模量测量仪测量制备镍钛合金的弹性模量,在37℃温度下测得合金弹性模量为38gpa,与成年人骨弹性模量更为接近。对实施例1得到的样品做热力循环回复实验,如图6所示,室温293k下对打印样品进行形状变形,在318k对变形样品进行形状回复,发现样品回复率达到100%,并且在20次循环之后,样品得不可回复率为0%。
52.实施例2:
53.步骤1:将分子筛筛选粒度为15~50um的镍钛合金粉末放入真空干燥箱在100℃,真空度≤0.1pa环境下烘干处理3.5小时,真空泵一直抽真空,冷却至室温后在真空手套箱中装入储存封装瓶内,瓶内填充氩气保护以备打印使用;
54.步骤2:放置并固定镍钛合金基板于打印室中,打印室内抽真空,基板预热到200℃,倒入保存好的镍钛粉末于储粉室中,在高纯氩气的循环作用下,保持成形室内气氛的氧含量在100ppm以内,准备铺粉打印;
55.步骤3:构建所需制备结构零件的三维模型(.stl),将构建的三维模型依次导入materialise magics 23.0和slice using软件进行基准面确定和分层处理,模型分层厚度设置为0.015m;将分好层的数据文件(.sli)导入slm成形设备,设置4d打印参数为中功率中
等扫描速率,激光功率为220w,扫描速率为1200mm/s;所诉优化的扫描策略为激光条纹条带宽度5mm,条带重叠层0.02mm,激光束偏移0.02mm,激光条带每隔一打印层旋转68
°
,激光在同一条带中的扫描路径为往复式移动的激光扫描策略(见图1),并赋予打印零件上。
56.步骤4:用铺粉装置在基板上预先均匀铺置厚度为30μm的镍钛合金粉末,并将多余的粉末送入回收缸中,之后收集重复使用。激光器根据结构分层的图形进行打印,前两层(n=1,2)激光打印重复两次,以增强零件与基板的结合力;激光每熔融一层(n=k)后,基板下移30μm,接着机器会重新铺上一层厚度为30μm厚的新粉(n=k 1),继续打印,重复上述步骤,直到达到预先设定的零件尺寸和形状。
57.步骤5:成形完毕,系统自动关闭降温,将成形件从基板上线切割或者水割分离,得到成形样品。
58.对实施例2得到的样品做差热分析,发现在室温下为马奥混和体,奥氏体转变开始温度as为11℃,奥氏体转变结束温度af为45℃,记忆相变温度介于37℃附近;对实施例1得到的样品进行阿基米德排水法测密度,得出打印密度为6.43g/cm3,镍钛合金的理论密度值为6.45g/cm3,相对密度为99.7%;合金的压缩强度高达3300mpa,拉伸强度达到730mpa;采用超声波(声速法)弹性模量测量仪测量制备镍钛合金的弹性模量,在37℃温度下测得合金弹性模量为39gpa。对实施例2得到的样品做热力循环回复实验,室温293k下对打印样品进行形状变形,在318k对变形样品进行形状回复,发现样品回复率达到100%,并且在20次循环之后,样品得不可回复率为0.18%。
59.实施例3:
60.步骤1:将分子筛筛选粒度为15~50μm的镍钛合金粉末放入真空干燥箱在100℃,真空度≤0.1pa环境下烘干处理3.5小时,真空泵一直抽真空,冷却至室温后在真空手套箱中装入储存封装瓶内,瓶内填充氩气保护以备打印使用;
61.步骤2:放置并固定镍钛合金基板于打印室中,打印室内抽真空,基板预热到200℃,倒入保存好的镍钛粉末于储粉室中,在高纯氩气的循环作用下,保持成形室内气氛的氧含量在100ppm以内,准备铺粉打印;
62.步骤3:构建所需制备结构零件的三维模型(.stl),将构建的三维模型依次导入materialise magics 23.0和slice using软件进行基准面确定和分层处理,模型分层厚度设置为0.015m;将分好层的数据文件(.sli)导入slm成形设备,设置打印参数为中功率中等扫描速率,激光功率为180w,扫描速率为1200mm/s;所诉优化的扫描策略为激光条纹条带宽度7mm,条带重叠层0.02mm,激光束偏移0.02mm,激光条带每隔一打印层旋转70
°
,激光在同一条带中的扫描路径为往复式移动的激光扫描策略(见图1),并赋予打印零件上。
63.步骤4:用铺粉装置在基板上预先均匀铺置厚度为30μm的镍钛合金粉末,并将多余的粉末送入回收缸中,之后收集重复使用。激光器根据结构分层的图形进行烧结,前两层(n=1,2)激光烧结重复两次,为了增强零件与基板的结合力;激光每熔融一层(n=k)后,基板下移30μm,接着机器会重新铺上一层厚度为30um厚的新粉(n=k 1),继续打印,重复上述步骤,直到达到预先设定的零件尺寸和形状。
64.步骤5:成形完毕,系统自动关闭降温,将成形件从基板上线切割或者水割分离,得到成形样品。
65.对实施例3得到的样品做差热分析,发现在室温下为马奥混和体,奥氏体转变开始
温度as为13℃,奥氏体转变结束温度af为47℃;对实施例3得到的样品进行阿基米德排水法测密度,得出打印密度为6.43g/cm3,镍钛合金的理论密度值为6.45g/cm3,相对密度为99.7%;合金的压缩强度高达3320mpa,拉伸强度达到728mpa;采用超声波(声速法)弹性模量测量仪测量制备镍钛合金的弹性模量,在37℃温度下测得合金弹性模量为40gpa。对实施例3得到的样品做热力循环回复实验,室温293k下对打印样品进行形状变形,在318k对变形样品进行形状回复,发现样品回复率达到100%,并且在20次循环之后,样品得不可回复率为0.18%。
66.对比例1:
67.步骤1:将分子筛筛选粒度为15~50μm的镍钛合金粉末放入真空干燥箱在100℃,真空度≤0.1pa环境下烘干处理3.5小时,真空泵一直抽真空,冷却至室温后在真空手套箱中装入储存封装瓶内,瓶内填充氩气保护以备打印使用;
68.步骤2:放置并固定镍钛合金基板于打印室中,打印室内抽真空,基板预热到200℃,倒入保存好的镍钛粉末于储粉室中,在高纯氩气的循环作用下,保持成形室内气氛的氧含量在100ppm以内,准备铺粉打印;
69.步骤3:构建所需制备结构零件的三维模型(.stl),将构建的三维模型依次导入materialise magics 23.0和slice using软件进行基准面确定和分层处理,模型分层厚度设置为0.01mm;将分好层的数据文件(.sli)导入slm成形设备,设置打印参数为高功率高等扫描速率,激光功率为300w,扫描速率为2000mm/s;所诉优化的扫描策略为激光条纹条带宽度7mm,条带重叠层0.02mm,激光束偏移0.02mm,激光条带每隔一打印层旋转70
°
,激光在同一条带中的扫描路径为往复式移动的激光扫描策略(见图1),并赋予打印零件上。
70.步骤4:用铺粉装置在基板上预先均匀铺置厚度为30μm的镍钛合金粉末,并将多余的粉末送入回收缸中,之后收集重复使用。激光器根据结构分层的图形进行打印,前两层(n=1,2)激光打印重复两次,以增强零件与基板的结合力;激光每熔融一层(n=k)后,基板下移30μm,接着机器会重新铺上一层厚度为30μm厚的新粉(n=k 1),继续打印,重复上述步骤,直到达到预先设定的零件尺寸和形状。
71.步骤5:成形完毕,系统自动关闭降温,将成形件从基板上线切割或者水割分离,得到成形样品。
72.对比例1得到的样品做差热分析,得到如图3所示dsc相变曲线,发现在室温下为马奥混和体,奥氏体转变开始温度as为3.7℃,奥氏体转变结束温度af为48.7℃,记忆相变温度介于37℃附近;对比例1得到的样品进行阿基米得排水法测密度,如图5所示得出打印密度为6.37g/cm3,镍钛合金的理论密度值为6.45g/cm3,相对密度为98.7%,说明制备的形状记忆合金致密度还是比较高的;合金的压缩强度为2900mpa,拉伸强度为600mpa。采用超声波(声速法)弹性模量测量仪测量制备镍钛合金的弹性模量,在37℃温度下测得对比例1合金的弹性模量为50gpa。对对比例1得到的样品做热力循环回复实验,如图7所示,室温293k下对打印样品进行形状变形,在338k对变形样品进行形状回复,发现样品在第十次循环后样品的不可回复应变为0.33%,在20次循环之后,样品不可回复应变为0.58%。与实施例1制备的镍钛合金的性能差距巨大。
73.对比例2:
74.步骤1:将分子筛筛选粒度为15~50um的镍钛合金粉末放入真空干燥箱在80℃,真
空度≤0.1pa环境下烘干处理3小时,真空泵一直抽真空,冷却至室温后在真空手套箱中装入储存封装瓶内,瓶内填充氩气保护以备打印使用;
75.步骤2:放置并固定镍钛合金基板于打印室中,打印室内抽真空,基板预热到190℃,倒入保存好的镍钛粉末于储粉室中,在高纯氩气的循环作用下,保持成形室内气氛的氧含量在100ppm以内,准备铺粉打印;
76.步骤3:构建所需制备结构零件的三维模型(.stl),将构建的三维模型依次导入materialise magics 23.0和slice using软件进行基准面确定和分层处理,模型分层厚度设置为0.01m;将分好层的数据文件(.sli)导入slm成形设备,设置打印参数为低功率低扫描速率,激光功率为80w,扫描速率为300mm/s;所诉优化的扫描策略为采用激光条纹条带宽度7mm,条带重叠层0.02mm,激光束偏移0.02mm,激光条带每隔一打印层旋转70
°
,激光在同一条带中的扫描路径为往复式移动的激光扫描策略(见图1),并赋予打印零件上。
77.步骤4:用铺粉装置在基板上预先均匀铺置厚度为30μm的镍钛合金粉末,并将多余的粉末送入回收缸中,之后收集重复使用。激光器根据结构分层的图形进行打印,前两层(n=1,2)激光打印重复两次,以增强零件与基板的结合力;激光每熔融一层(n=k)后,基板下移30μm,接着机器会重新铺上一层厚度为30μm厚的新粉(n=k 1),继续打印,重复上述步骤,直到达到预先设定的零件尺寸和形状。
78.步骤5:成形完毕,系统自动关闭降温,将成形件从基板上线切割或者水割分离,得到成形样品。
79.对比例2得到的样品做差热分析,得到如图4所示dsc相变曲线,发现在室温下主要为马氏体和少量奥氏体混合体,奥氏体转变开始温度as为43.7℃,奥氏体转变结束温度af为93.2℃,记忆相变温度不介于37℃附近,不满足人体植入件的应用需求;对对比例2得到的样品进行阿基米得排水法测密度,如图5所示得出打印密度为6.40g/cm3,理论相对密度为6.45g/cm3,相对密度为99.2%,合金的压缩强度为2800mpa,拉伸强度为550mpa。对比例2得到的样品做热力循环回复实验,如图8所示,室温293k下对打印样品进行形状变形,在393k(大于af)对变形样品进行形状回复,发现样品第一次循环就无法完全回复,在10次循环之后,样品得不可回复率为1.18%,并且在20次循环之后,样品得不可回复率为1.5%。根据维基百科(https://en.wikipedia.org/wiki/nickel_titanium#cite_note-11),传统制造方法制备的镍钛形状记忆合金,形状记忆在10-30次之后就无法恢复到原来的形状,而本发明专利制备的形状记忆合金在20次热力循环下,依然能恢复到原来的形状。
80.本发明利用中等功率中等扫描速率制备的镍钛合金,相变温度介于37℃温度附近,形状回复率达到100%,且记忆功能稳定,适合作为医疗植入件广泛应用。
81.本发明专利所述的利用镍钛合金制备的人体医用植入件弹性为不同解剖位置植入物,具体地,所述医用植入件为关节植入物、脊柱植入物、肩部植入物、颅颌面植入物、足踝植入物和胸骨植入物,所述关节植入物为髋或膝关节植入物,所述脊柱植入物为内固定植入物或微创植入物,所述肩部植入物为肩胛骨植入物,所述颅颌面植入物为下颌骨植入物或颅骨植入物,所述足踝植入物为足踝关节植入物或脚趾骨植入物。
82.上述实施例为本发明较佳的实施方式,但本发明的实施方式并不受上述实施例的限制,其他的任何未背离本发明的精神实质与原理下所作的改变、修饰、替代、组合、简化,均应为等效的置换方式,都包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。