1.本发明涉及一种制砖领域,尤其是指一种砖坯养护流转系统及养护窑。
背景技术:
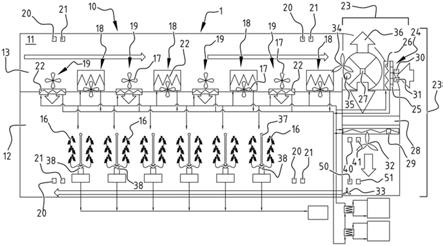
2.砌块砖在生产时,通常包括选料配料、砌块砖成型、养护和码垛等工序(详见图1);先将选料配料搅拌好后,制砖模具100在栈板上成型湿坯,该栈板承载湿坯一一转运并依次堆垛在升砖机200上,子母车300中子车3001的叉板插置于栈板下方将升砖机200上的湿坯转运至养护窑400内进行养护;养护窑400的相对两内壁设置有多层支撑湿坯的支撑部;然后,等湿坯养护成干坯后,子母车300的子车3001的叉板插置于栈板下方将干坯运转至降砖机500上,降砖机500上的干坯一一下降并由码垛机600进行码垛并将栈板转运至制砖模具10处,实现循环制砖目的;现有制砖生产线存在以下问题:
3.1、现有子母车300行走于砌块砖成型工序和养护工序之间运送湿坯进行养护,子母车300行走于养护工序和码垛工序之间运送干坯进行码垛,子母车300分开进行转运湿坯和干坯;即子母车300在砌块砖成型工序和养护工序之间或者养护工序和码垛工序之间行走一个来回只运送湿坯或干坯,其中有一趟子母车300是处于空载状态,子母车300的工作效率低,降低生产效率;
4.2、现有养护窑400一般是专门建造的钢结构养护窑,投资成本高;而且需要在养护窑400的两侧内壁上组装有多个支撑栈板的支撑架,组装繁琐,结构复杂,造价高;
5.3、现有子车3001的叉板3002将栈板和湿坯叉起进出养护窑40,栈板与养护窑400的间隙较小,要求控制定位准确,将每一栈板准确放在每一层的支撑架,否则可能存在卡板问题;
6.4、现有制砖生产中的升砖机200、降砖机500上分别设置有两平行设置且上下传动的传动链条、分别在两传动链条上对称间隔设置有多个支撑于栈板下方的支撑条;当制砖模具在栈板上成型湿坯后,栈板承载湿坯输送至升砖机200且栈板两侧支撑于两链条上对称设置的两支撑条上,之后链条传动带动支撑条支撑栈板和湿坯向上升起,在升砖机200高度方向上依次堆垛有多层湿坯后,子母车300的子车3001的多层叉板将这些湿坯叉起转运至养护窑400内养护;这些湿坯支撑于设置于养护窑400的相对两内壁的多层支撑部上;当湿坯养护成干坯后,子母车300将这些干坯叉起转运至降砖机500上,再通过降砖机500上的传动链条将干坯一一下降进行输送码垛;其中,升砖机200、降砖机500的结构比较复杂,制作成本高;
7.5、现有子母车中300的子车3001上设置有多层支撑栈板的叉板302(详见图2),由于子车3001上的叉板3002支撑栈板下方,且每次转运多层砖坯,使得叉板的层数较多且较高,栈板的四侧又未设置有防护措施,在子车3001从升砖机200叉走湿坯转运至养护窑400内或从养护窑400叉走干坯转运至降砖机500上的转运过程中,栈板可能会出现倾斜或脱出叉板的情况,不仅会出现湿坯或干坯掉落损坏现象,且存在一定的安全隐患;且子车3001的结构复杂且制作成本高;
8.6、由于子车3001的结构比较复杂、高度高、体积大,因此,子车3001与母车配合运动或固定的结构也比较复杂,子母车300的整体结构复杂、不易控制且制作成本高。
9.有鉴于此,本发明人针对上述砖坯养护流转系统及养护窑上未臻完善所导致的诸多缺失及不便,而深入构思,且积极研究改良试做而开发设计出本案。
技术实现要素:
10.本发明的目的在于提供一种砖坯养护流转系统,砖坯转运架循环流转于养护窑和砖坯转运架流转台之间,进行湿坯转运、养护和干坯转运工作,提高了砖坯的养护效率,实现砖坯养护流转的自动化;子母车在养护窑和砖坯转运架流转台之间行走一个来回,即可完成湿坯转运工作和干坯转运工作,子母车的工作效率高。
11.本发明的另一目的在于提供一种养护窑,该养护窑配合砖坯养护流转系统养护砖坯,其的结构简单,由混凝土建造,建造降低且投资成本低。
12.为了达成上述目的,本发明的解决方案是:
13.一种砖坯养护流转系统,其包括有养护窑、子母车、砖坯转运架流转台及多个砖坯转运架,所述砖坯转运架上设置有多层放置砖坯的支撑结构;所述砖坯转运架流转台设置有与制砖模具连接的湿坯上砖工位和与码垛机构连接的干坯下砖工位,且所述砖坯转运架流转台设置有将砖坯转运架从干坯下砖工位移动至湿坯上砖工位上的传动机构;所述砖坯转运架在湿坯上砖工位上装满湿坯,子母车将装有湿坯的砖坯转运架运送至养护窑进行养护工作;湿坯养护成干坯后,子母车将装有干坯的砖坯转运架移动至干坯下砖工位进行码垛工作,传动机构将在干坯下砖工位上的空的砖坯转运架移动至湿坯上砖工位上进行下一轮装满湿坯工作。
14.所述砖坯养护流转系统还包括有母车轨道,所述母车轨道连接养护窑和砖坯转运架流转台,所述湿坯上砖工位和干坯下砖工位并排位于母车轨道一侧;所述子母车包括有子车和母车,子车在养护窑和砖坯转运架流转台上装卸砖坯转运架,并母车运载子车于母车轨道上行走,转运砖坯转运架于养护窑和砖坯转运架流转台之间流转。
15.所述砖坯转运架流转台在湿坯上砖工位和干坯下砖工位之间设置有用于暂存空的砖坯转运架的空架工位;所述传动机构将在干坯下砖工位上的空的砖坯转运架移动至空架工位进行等待上砖工作,将空架工位上空的砖坯转运架移动至湿坯上砖工位进行上砖工作。
16.所述砖坯转运架流转台在湿坯上砖工位的外侧设置有湿坯等待工位,且在干坯下砖工位的外侧设置有干坯等待工位;所述传动机构将湿坯上砖工位上装满湿坯的砖坯转运架移动至湿坯等待工位等待子母车转运湿坯至养护窑;所述子母车将装满干坯的砖坯转运架转运至干坯等待工位,且所述传动机构将在干坯等待工位上装满干坯的砖坯转运架移动至干坯下砖工位进行下砖工作。
17.所述湿坯等待工位、湿坯上砖工位、空架工位、干坯下砖工位和干坯等待工位依次并排设置并位于所述母车轨道一侧;所述湿坯等待工位离养护窑最远,所述干坯等待工位离养护窑最近。
18.所述传动机构在砖坯转运架流转台上设置多个平行设置的滚动辊、多个分别设置于滚动辊上的滚动齿轮、驱动位于湿坯上砖工位上任一滚动辊滚动的第一驱动电机、驱动
位于空架工位上任一滚动辊滚动的第二驱动电机、及驱动位于干坯下砖工位上任一滚动辊滚动的第三驱动电机;位于同一工位的两相邻滚动辊上的滚动齿轮相互啮合;且位于湿坯等待工位上的滚动辊由第一驱动电机的传动,位于干坯等待工位上的滚动辊由第三驱动电机传动;所述第一驱动电机、第二驱动电机和第三驱动电机驱动其中一滚动辊转动带动滚动齿轮滚动传动其他滚动辊转动,在砖坯转运架流转台上移动砖坯转运架。
19.位于所述湿坯上砖工位和湿坯等待工位连接处上的滚动辊的两端分别设置有滚动齿轮,其中一端滚动齿轮与湿坯上砖工位上的相邻滚动辊的滚动齿轮啮合,另一端滚动齿轮与湿坯等待工位上的相邻滚动辊的滚动齿轮啮合;位于所述干坯下砖工位和干坯等待工位连接处上的滚动辊的两端分别设置有滚动齿轮,其中一端滚动齿轮与干坯下砖工位上的相邻滚动辊的滚动齿轮啮合,另一端滚动齿轮与干坯等待工位上的相邻滚动辊的滚动齿轮啮合。
20.所述湿坯等待工位具有供子车进出转运湿坯的第一进出口,所述湿坯上砖工位具有供升砖机进出上砖的第二进出口,所述干坯下砖工位具有供降砖机进出下砖的第三进出口,所述干坯等待工位具有供子车进出转运干坯的第四进出口;位于湿坯等待工位上的滚动辊在远离第一进出口一端设置有滚动齿轮;位于湿坯上砖工位上的滚动辊远离第二进出口一端设置有滚动齿轮;位于干坯下砖工位上的滚动辊远离第三进出口一端设置有滚动齿轮;位于干坯等待工位上的滚动辊远离第四进出口一端设置有滚动齿轮;位于空架工位上的滚动辊在任一端设置有滚动齿轮。
21.所述母车轨道和砖坯转运架流转台下陷于地面,所述母车轨道下陷于地面的深度大于所述砖坯转运架流转台下陷于地面的深度;且所述母车上供子车运动的子车轨道和砖坯转运架流转台设置的平面齐平。
22.一种养护窑,所述养护窑应用于上述砖坯养护流转系统,所述养护窑在窑内地面两侧上分别设置有用于支撑砖坯转运架的支撑台阶,所述支撑台阶在建造养护窑时用砖块或混凝土砌成。
23.采用上述结构后,本发明砖坯养护流转系统实现砖坯转运架循环流转于养护窑和砖坯转运架流转台之间,进行湿坯转运、养护和干坯转运工作,提高了砖坯的养护效率,实现砖坯养护流转的自动化;子母车在养护窑和砖坯转运架流转台之间行走一个来回,即可完成湿坯转运工作和干坯转运工作,提高子母车的工作效率;在砖坯养护流转过程中,所述砖坯转运架在湿坯上砖工位上装满湿坯,子母车将装有湿坯的砖坯转运架运送至养护窑进行养护工作;子母车将装有养护好的干坯的砖坯转运架移动至干坯下砖工位进行码垛工作,传动机构将在干坯下砖工位上的空的砖坯转运架移动至湿坯上砖工位上进行下一轮装湿坯工作,实现砖坯转运架循环流转;可以一边生产湿坯进行养护,一边将养护好干坯进行码垛,提高生产效率;且传动机构直接将砖坯转运架从干坯下砖工位移动至湿坯上砖工位,无需在使用其他设备(例如子母车或叉车)进行移动,实现砖坯转运架快速、便捷转移,提高生产效率。
24.本发明养护窑只需在养护窑内地面上设置有两支撑于砖坯转运架的支撑台阶,所述养护窑的结构简单,由混凝土建造,投资成本低;而且子母车的子车进入养护窑内叉起砖坯转运架时更方便且稳定地叉起砖坯转运架,方便操控;避免现有子车的每次叉部叉起每一栈板时,因养护窑内支撑架与栈板的间隙小而无法控制定位准确,否则可能存在卡板问
题较大,转运过程不顺畅。
附图说明
25.图1为现有制砖生产线的俯视示意图;
26.图2为现有子母车的结构示意图;
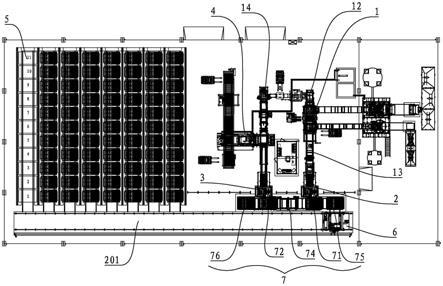
27.图3为本发明砖坯养护流转系统的整体俯视示意图;
28.图4为本发明砖坯养护流转系统的局部结构示意图;
29.图5为图4中的局部放大图;
30.图6为本发明砖坯养护流转系统的局部俯视示意图;
31.图7为本发明砖坯转运架流转于砖坯转运架流转台的侧视示意图;
32.图8为本发明砖坯转运架流转台的结构示意图;
33.图9为本发明砖坯转运架流转台的俯视示意图;
34.图10为本发明子母车运转砖坯和砖坯转运架的结构示意图;
35.图11为本发明子母车运转砖坯和砖坯转运架的侧视示意图;
36.图12为本发明子母车的结构示意图;
37.图13为本发明母车和子车分开的结构示意图;
38.图14为本发明砖坯转运架的结构示意图;
39.图15为本发明砖坯转运架的俯视示意图;
40.图16为本发明的养护窑的结构示意图。
41.符号说明
42.湿坯制砖工序10
ꢀꢀꢀꢀ
养护工序20
ꢀꢀꢀꢀꢀꢀꢀ
干坯码垛工序30
43.砖坯转运架40
ꢀꢀꢀꢀꢀꢀ
支撑结构401
ꢀꢀꢀꢀꢀꢀ
栈板11
44.第一输送机构12
ꢀꢀꢀꢀ
制砖模具1
ꢀꢀꢀꢀꢀꢀꢀꢀ
第二输送机构13
45.升砖机2
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
降砖机3
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
码垛机构4
46.第三输送机构14
ꢀꢀꢀꢀ
养护窑5
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
子母车6
47.砖坯转运架流转台7 湿坯上砖工位71
ꢀꢀꢀ
干坯下砖工位72
48.传动机构73
ꢀꢀꢀꢀꢀꢀꢀꢀ
空架工位74
ꢀꢀꢀꢀꢀꢀꢀ
湿坯等待工位75
49.干坯等待工位76
ꢀꢀꢀꢀ
滚动辊731
ꢀꢀꢀꢀꢀꢀꢀꢀ
滚动齿轮732
50.第一驱动电机733
ꢀꢀꢀ
第二驱动电机734
ꢀꢀ
第三驱动电机735
51.母车轨道201
ꢀꢀꢀꢀꢀꢀꢀ
第一进出口751
ꢀꢀꢀꢀ
第二进出口711
52.第三进出口721
ꢀꢀꢀꢀꢀ
第四进出口761
ꢀꢀꢀꢀ
支架座736
53.挡板737
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
母车62
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
子车61
54.子车轨道621
ꢀꢀꢀꢀꢀꢀꢀ
支撑台阶51
ꢀꢀꢀꢀꢀꢀꢀ
支撑座622
55.支撑杆611
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
升降部612
ꢀꢀꢀꢀꢀꢀꢀꢀ
升降油缸6121
56.平面抵顶部6122
ꢀꢀꢀꢀ
支撑杆件402
ꢀꢀꢀꢀꢀꢀ
外扩延伸段403。
具体实施方式
57.为了进一步解释本发明的技术方案,下面通过具体实施例来对本发明进行详细阐述。
58.请参阅图3至图16,本发明揭示了一种砖坯养护流转系统,其包括有养护窑5、子母车6、砖坯转运架流转台7及多个砖坯转运架40,所述砖坯转运架40上设置有多层放置砖坯的支撑结构401;所述砖坯转运架流转台7设置有与制砖模具1连接的湿坯上砖工位71和与码垛机构4连接的干坯下砖工位72,且所述砖坯转运架流转台7设置有将砖坯转运架40从干坯下砖工位72移动至湿坯上砖工位71上的传动机构73;所述砖坯转运架40在湿坯上砖工位71上装满湿坯,子母车6将装有湿坯的砖坯转运架40运送至养护窑5进行养护工作;子母车6将装有养护好的干坯的砖坯转运架40移动至干坯下砖工位72进行码垛工作,传动机构73将在干坯下砖工位72上的空的砖坯转运架40移动至湿坯上砖工位71上进行下一轮装湿坯工作。
59.本发明砖坯养护流转系统实现砖坯转运架40循环流转于养护窑5和砖坯转运架流转台7之间,进行湿坯转运、养护和干坯转运工作,提高了砖坯的养护效率,实现砖坯养护流转的自动化子;母车6在养护窑5和砖坯转运架流转台7之间行走一个来回,即可完成湿坯转运工作和干坯转运工作,提高子母车6的工作效率;在砖坯养护流转过程中,所述砖坯转运架40在湿坯上砖工位71上装满湿坯,子母车6将装有湿坯的砖坯转运架40运送至养护窑5进行养护工作;子母车6将装有养护好的干坯的砖坯转运架40移动至干坯下砖工位72进行码垛工作,传动机构73将在干坯下砖工位72上的空的砖坯转运架40移动至湿坯上砖工位71上进行下一轮装湿坯工作,实现砖坯转运架40循环流转;可以一边生产湿坯进行养护,一边将养护好干坯进行码垛,提高生产效率;且传动机构直接将砖坯转运架从干坯下砖工位移动至湿坯上砖工位,无需在使用其他设备(例如子母车或叉车)进行移动,实现砖坯转运架快速、便捷转移,提高生产效率。
60.本发明的所述砖坯养护流转系统还包括有母车轨道201,所述母车轨道201连接养护窑5和砖坯转运架流转台7,所述湿坯上砖工位71和干坯下砖工位72并排位于母车轨道201一侧;所述子母车6包括有子车61和母车62,子车61在养护窑5和砖坯转运架流转台7上装卸砖坯转运架40,并母车62运载子车61于母车轨道201上行走,转运砖坯转运架40于养护窑5和砖坯转运架流转台7之间流转;所述湿坯上砖工位71和干坯下砖工位72并排位于母车轨道201一侧,子母车6不仅在母车轨道201上行走一个来回转运湿坯和干坯,而且减少了子母车6在母车轨道201上行走距离,时间较短,提高子母车6的工作效率,提高生产效率;即子母车6在砖坯上砖工位转运湿坯至养护窑5后,要返回湿坯等待工位75上再次转运湿坯之前,子母车6可将养护窑5内养护好的干坯转运至干坯等待工位76上,之后子母车6继续行走至湿坯等待工位75上转运湿坯至养护窑;实现循环运送湿坯和干坯,可以一边生产湿坯进行养护,一边将养护好干坯进行码垛,提高生产效率。
61.本发明的所述砖坯转运架流转台7在湿坯上砖工位71和干坯下砖工位72之间设置有用于暂存空的砖坯转运架40的空架工位74;所述传动机构73将在干坯下砖工位72上的空的砖坯转运架40移动至空架工位74进行等待上砖工作,将空架工位74上空的砖坯转运架40移动至湿坯上砖工位71进行上砖工作;设置空架工位74可暂存空的砖坯转运架40,及时将空的砖坯转运架40从干坯下砖工位72上移走不占用干坯下砖工位72,及时补充空的砖坯转运架40至湿坯上砖工位71可保持生产线不中断,防止湿坯上砖工作或干坯下砖工作相互影响而降低生产效率;例如,在湿坯上砖工位71上的砖坯转运架40上砖完成而干坯下砖工位72上砖坯转运架40下砖未完成,无法进行下一个砖坯转运架40的湿坯上架,需要暂停制砖
模具1连续制砖,影响制砖效率;在干坯下砖工位72上的砖坯转运架40下砖完成而湿坯上砖工位71上砖坯转运架40上砖未完成,无法进行下一个砖坯转运架40的干坯下架,需要暂停下砖工作和码垛工作,影响码垛效率。
62.本发明的所述砖坯转运架流转台7在湿坯上砖工位71的外侧设置有湿坯等待工位75,且在干坯下砖工位72的外侧设置有干坯等待工位76;所述传动机构73将湿坯上砖工位71上装满湿坯的砖坯转运架40移动至湿坯等待工位75等待子母车6转运湿坯至养护窑5;所述子母车6将装满干坯的砖坯转运架40转运至干坯等待工位76,且所述传动机构73将在干坯等待工位76上装满干坯的砖坯转运架40移动至干坯下砖工位72进行下砖工作;所述湿坯等待工位75可暂存装满湿坯的砖坯转运架40,避免因子母车6未及时将装满湿坯的砖坯转运架40转移至养护窑5内养护,无法进行下一个砖坯转运架40的湿坯上架,需要暂停制砖模具1连续制砖,影响制砖效率;所述干坯等待工位76可暂存装满干坯的砖坯转运架40,避免子母车6运载装满干坯的砖坯转运架40至干坯下砖工位72时,干坯下砖工位72上的砖坯转运架40上干坯未下架完成而造成装满干坯的砖坯转运架40没地方暂放,影响子母车6的工作效率。
63.本发明的所述湿坯等待工位75、干坯等待工位76和空架工位74上可以放置多个砖坯转运架40;在制砖过程中,砖坯转运架40更加灵活调整流转,保证生产线顺畅进行。
64.本发明的所述湿坯等待工位75、湿坯上砖工位71、空架工位74、干坯下砖工位72和干坯等待工位76依次并排设置并位于所述母车轨道201一侧;本发明的所述湿坯等待工位75离养护窑5最远,所述干坯等待工位76离养护窑5最近;所述子母车6首先从湿坯等待工位75上转运装满湿坯的砖坯转运架40至养护窑5内,子母车6再从养护窑5内转运装满干坯的砖坯转运架40至干坯等待工位76,子母车6从干坯等待工位76返回母车轨道201继续前进至湿坯等待工位75去转运装满湿坯的砖坯转运架40;子母车6运动行程短,节省子母车6在母车轨道201上行走距离,时间较短,提高生产效率;而且,湿坯制砖工序10、养护工序20、干坯码垛工序30之间的布局使得各工序连接紧凑,可节省占地面积。
65.本发明的所述传动机构73在砖坯转运架流转台7上设置多个平行设置的滚动辊731、多个分别设置于滚动辊731上的滚动齿轮732、驱动位于湿坯上砖工位71上任一滚动辊731滚动的第一驱动电机733、驱动位于空架工位74上任一滚动辊731滚动的第二驱动电机734、及驱动位于干坯下砖工位72上任一滚动辊731滚动的第三驱动电机735;位于同一工位的两相邻滚动辊731上的滚动齿轮732相互啮合;且位于湿坯等待工位75上的滚动辊731由第一驱动电机733的传动,位于干坯等待工位76上的滚动辊731由第三驱动电机735传动;所述第一驱动电机733、第二驱动电机734和第三驱动电机735驱动其中一滚动辊731转动带动滚动齿轮732滚动传动其他滚动辊731转动,在砖坯转运架流转台7上移动砖坯转运架40;当湿坯上砖工位71上的砖坯转运架40装满湿坯后,可启动第一驱动电机733带动湿坯上砖工位71上的滚动辊731滚动移动砖坯转运架40,且湿坯上砖工位71上的滚动齿轮732啮合传动湿坯等待工位75上的滚动齿轮732滚动进而带动滚动辊731滚动,可将装满湿坯的砖坯转运架40从湿坯上砖工位71转移至湿坯等待工位75上,等待子母车6转运至养护窑5内养护;之后可启动第二驱动电机734带动空架工位74上的滚动辊731滚动,将空架工位74上的空的砖坯转运架40转移至湿坯上砖工位71上进行上砖工作;当干坯下砖工位72上的砖坯转运架40的干坯下架完成后,可启动第三驱动电机735带动干坯下砖工位72上的滚动辊731滚动移动
砖坯转运架40,同时可启动第二驱动电机734带动空架工位74上的滚动辊731滚动,将干坯下架工位72上的空的砖坯转运架40转移至空架工位74上;且干坯下砖工位72上的滚动齿轮732啮合传动干坯等待工位76上的滚动齿轮732滚动进而带动滚动辊731滚动,可将装满干坯的砖坯转运架40从干坯等待工位76转移至干坯下砖工位72上;可实现砖坯转运架40在砖坯转运架流转台7上各工位之间转移流转;提高生产效率。
66.本发明的位于所述湿坯上砖工位71和湿坯等待工位75连接处上的滚动辊731的两端分别设置有滚动齿轮732,其中一端滚动齿轮732与湿坯上砖工位71上的相邻滚动辊731的滚动齿轮732啮合,另一端滚动齿轮732与湿坯等待工位75上的相邻滚动辊731的滚动齿轮732啮合;所述湿坯上砖工位71和湿坯等待工位75的滚动辊731是利用第一驱动机构733驱动同步运动,不仅可方便将装满湿坯的砖坯转运架40从湿坯上砖工位71转移至湿坯等待工位75,而且减少驱动电机的使用,降低生产成本;位于所述干坯下砖工位72和干坯等待工位76连接处上的滚动辊731的两端分别设置有滚动齿轮732,其中一端滚动齿轮732与干坯下砖工位72上的相邻滚动辊731的滚动齿轮732啮合,另一端滚动齿轮732与干坯等待工位76上的相邻滚动辊731的滚动齿轮732啮合;所述干坯下砖工位72和干坯等待工位76的滚动辊731是利用第三驱动机构735驱动同步运动,不仅可方便将装满干坯的砖坯转运架40从干坯等待工位76转移至干坯下砖工位72,而且减少驱动电机的使用,降低生产成本。
67.本发明的所述湿坯等待工位75具有供子车61进出转运湿坯的第一进出口751,所述湿坯上砖工位71具有供升砖机2进出上砖的第二进出口711,所述干坯下砖工位72具有供降砖机3进出下砖的第三进出口721,所述干坯等待工位76具有供子车61进出转运干坯的第四进出口761;位于湿坯等待工位75上的滚动辊731在远离第一进出口751一端设置有滚动齿轮732;位于湿坯上砖工位71上的滚动辊731远离第二进出口711一端设置有滚动齿轮732;位于干坯下砖工位72上的滚动辊731远离第三进出口721一端设置有滚动齿轮732;位于干坯等待工位76上的滚动辊731远离第四进出口761一端设置有滚动齿轮732;位于空架工位74上的滚动辊731在任一端设置有滚动齿轮732;可避免滚动齿轮732相互啮合连接在一起而形成子车6、升砖机2和降砖机3进出砖坯转运架流转台7的障碍,提高生产效率。
68.本发明的所述砖坯转运架流转台7所位于平面上设置有支撑固定滚动辊731两端的支架座736,位于所述湿坯等待工位75上的第一进出口751一侧的支架座736和位于所述干坯等待工位76上的第四进出口761一侧的支架座736分别设置有供子车61进出的缺口,所述子车61更顺畅便捷进出湿坯等待工位75和干坯等待工位76;且所述砖坯转运架流转台7在滚动辊731设置滚动齿轮732的一端设置有用于限制子车61、升砖机2或降砖机3运动的挡板737;所述挡板737保证砖坯转运架40位于砖坯转运架流转台7的中部,砖坯转运架40平稳支撑于砖坯转运架流转台7上。
69.本发明的所述母车轨道201和砖坯转运架流转台7下陷于地面,所述母车轨道201下陷于地面的深度大于所述砖坯转运架流转台7下陷于地面的深度;且所述母车62上供子车61运动的子车轨道621和砖坯转运架流转台7设置的平面齐平,方便子车61从母车62上的子车轨道621上移动至砖坯转运架流转台7上。
70.本发明的所述子母车6具有母车62和子车61,所述母车62在两子车轨道621的外侧分别设置有用于支撑砖坯转运架40的支撑座622;所述子车61具有插置于砖坯转运架40底部的支撑杆611、及设置于支撑杆611上的升降部612;在转移砖坯转运架40时,所述子车61
的支撑杆611插置于砖坯转运架40底部,所述升降部612上升抵顶砖坯转运架40向上移动,将砖坯转运架40架空于养护窑5内或砖坯转运架流转台7上并砖坯转运架40支撑于升降部612上,子车61带动砖坯转运架40移动至母车62上,所述支撑杆611贴靠于支撑座622的内侧壁,然后所述升降部612下降将砖坯转运架40支撑于支撑座622上;所述子车61运载砖坯转运架40至养护窑5内或砖坯转运架流转台7上时,子母车6停靠于养护窑5或砖坯转运架流转台7一侧后,子车的升降部612上升抵顶砖坯转运架40向上移动,将砖坯转运架40架空于母车62的支撑座622上并砖坯转运架40支撑于升降部612上,子车61带动砖坯转运架40移动至养护窑5或砖坯转运架流转台7上,然后所述升降部612下降将砖坯转运架40支撑于支撑台阶51或滚动辊731上;所述砖坯转运架40通过母车62移动流转于养护窑5内或砖坯转运架流转台7上。
71.本发明的所述升降部612具有分别设置于两支撑杆611两端的升降油缸6121和设置于升降油缸6121的活塞杆端部且用于抵顶砖坯转运架40底部的平面抵顶部6122;在上升支撑砖坯转运架40时,驱动升降油缸6121推动平面抵顶部6122顶推砖坯转运架40向上运动,子车61可运载砖坯转运架40移动,方便将砖坯转运架40从子车61转移至养护窑5或砖坯转运架流转台7,或者从养护窑5或砖坯转运架流转台7转移至子车61上。
72.本发明的所述砖坯转运架40设置有两列多层支撑结构401,所述支撑结构401为两支撑于栈板11两侧的支撑杆件402,所述支撑杆件402为l型杆,两对应的支撑杆件402具有抵挡在栈板11两侧的外侧挡板,可以防止栈板11倾斜脱出支撑结构401,砖坯装载更平稳、安全;且支撑杆件402的两端设置有外扩延伸段403,相对应两支撑杆件402的两端的外扩延伸段403形成两喇叭状开口;所述喇叭状开口方便每一栈板11承载砖坯上架支撑于两支撑杆件402上或从两支撑杆件402上下架,所述升砖机2上砖和降砖机2下砖更方便、快速。
73.本发明还揭示了一种养护窑,所述养护窑5应用于上述砖坯养护流转系统,所述养护窑5在窑内地面两侧上分别设置有用于支撑砖坯转运架40的支撑台阶51,所述支撑台阶51在建造养护窑时用砖块或混凝土砌成;相对于现有养护窑在建造完成后在窑内两侧壁上设置有多层支撑砖坯的支撑结构来说,本发明的所述养护窑的结构简单,由混凝土建造,投资成本低。
74.本发明砖坯养护流转系统可以应用于制砖生产线上,所述制砖生产线包括有湿坯制砖工序10、养护工序20、干坯码垛工序30和多个流转于各工序上的砖坯转运架40;所述湿坯制砖工序10具有运送栈板11至制砖模具1的第一输送机构12、制砖模具1、运送湿坯至升砖机2的第二输送机构13、及将湿坯一板一板上架至砖坯转运架40上的升砖机2;所述干坯码垛工序30具有将砖坯转运架40上的干坯一板一板下架的降砖机3、码垛机构4、及运送栈板11至第一输送机构12上的第三输送机构14;所述养护工序20具有养护窑5、子母车6、及砖坯转运架流转台7;生产时,所述砖坯上砖工位71上放置有空的砖坯转运架40;所述第一输送机构12运送栈板11至制砖模具1处,所述制砖模具1在栈板11上成型湿坯;所述第二输送机构13将湿坯运送至升砖机2上,所述升砖机2将湿坯一板一板上架装入砖坯转运架40上;子母车6将在砖坯上砖工位71上装满湿坯的砖坯转运架40整体叉走并转运至养护窑5内养护;子母车6从养护窑5内将装满养护好的干坯的砖坯转运架40整体叉走并转运至干坯下砖工位72,降砖机3将干坯一板一板下架并运送至码垛机构4进行码垛,第三输送机构14运送栈板11至第一输送机构12上配合制砖模具1进行下一轮制砖;而传动机构73将干坯下砖工
位72上的空的砖坯转运架40移动至湿坯上砖工位71进行下一轮湿坯上砖工作。
75.本发明制砖生产线在生产过程中砖坯只需在砖坯转运架40上进行上架和下架,然后通过砖坯转运架40整体移动进行各工序之间转移,避免砖坯在各个工序之间单独多次叉起转移,可防止在运送过程中栈板11倾斜脱出而造成砖坯损坏的问题,安全性更好;本发明制砖生产线及制砖方法更简洁,提高了砖坯的养护效率,实现砖坯养护流转的自动化;而且养护窑5的结构更简单,建造简单且成本低。
76.本发明制砖生产线具有以下优点:
77.1、通过采用砖坯转运架40,升砖机2只需将砖坯一板一板上架于砖坯转运架40,降砖机3只需将砖坯一板一板下架于砖坯转运架40,结构更简单;例如,升砖机2和降砖机3设置有支撑栈板11的支撑机构和升降支撑机构将砖坯的升降机构,在砖坯上架时,升砖机2的支撑机构支撑栈板下方,升降机构带动支撑机构带动砖坯上升高于砖坯转运架40的支撑结构401一侧,移动升砖机2带动栈板11和砖坯移动至支撑结构401的上方,再升降结构带动支撑机构下降让栈板11支撑于支撑结构401上,完成砖坯上架工作;在砖坯下架时,降砖机3移动至砖坯转运架40内并位于栈板11下方,升降机构带动支撑机构上升抵靠于栈板11底面,并继续向上升起使栈板11脱离支撑结构支撑;再移动降砖机3带动栈板11和砖坯移动至砖坯转运架40外,之后升降机构下降带动栈板11下降进行码垛工作,完成砖坯下降工作;解决了现有升砖机2、降砖机3上需要设置链条传动结构,结构简单且制作成本低;
78.2、本发明采用砖坯转运架40,只需在子母车6的子车61上设置有顶起砖坯转运架40运动的升降部612,将砖坯转运架40移动支撑至母车62上,母车62运动带动砖坯转运架40移动;相对于现有子母车的子车需要设置有多层支撑栈板的叉板,本发明子车结构简单、便于控制且制作成本低;而且,砖坯转运架40作为一个整体,结构更稳固,砖坯支撑结构更稳定,转运更方便、安全;
79.3、在制砖生产线上,将湿坯制砖工序10、养护工序20和干坯码垛工序30串在一起,子母车6在母车轨道201在行走一个来回,即可完成湿坯转运工作和干坯转运工作,提高子母车6的工作效率;
80.4、本发明在砖坯转运过程中,砖坯只需在砖坯转运架40上进行上架和下架,然后通过砖坯转运架40整体移动进行各工序之间转移,在砖坯上架后和下架前位于砖坯转运架40内不动;避免砖坯在各个工序之间单独叉起频繁转移,可防止在运送过程中栈板11倾斜脱出而造成砖坯损坏的问题,安全性更好;
81.5、本发明只需在养护窑5内地面上设置有两支撑于砖坯转运架40的支撑台阶51,所述养护窑5的结构简单,由混凝土建造,投资成本低;而且子母车6的子车61进入养护窑5内叉起砖坯转运架40时更方便且稳定地叉起砖坯转运架40,方便操控;避免现有子车61的每次叉部叉起每一栈板11时,因养护窑5内支撑架与栈板11的间隙小而无法控制定位准确,否则可能存在卡板问题较大,转运过程不顺畅;
82.6、本发明的传动机构73直接将砖坯转运架40从干坯下砖工位72移动至湿坯上砖工位71,无需在使用其他设备(例如子母车或叉车)进行移动,实现砖坯转运架40快速、便捷转移,提高生产效率。
83.本发明的母子车采用新转桶式定位机构,定位精准,平稳;且母车装配防误撞装置,保障生产中的人工安全。
84.上述实施例和附图并非限定本发明的产品形态和式样,任何所属技术领域的普通技术人员对其所做的适当变化或修饰,皆应视为不脱离本发明的专利范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。