技术特征:
1.一种螺栓类零件光杆表面碳化钨喷涂及磨削工艺方法,其特征在于,包括以下步骤:s1:将螺栓光杆表面磨削至相应尺寸,使粗糙度ra0.8μm;s2:对螺栓光杆进行喷丸;s3:对螺栓光杆表面进行均匀喷砂处理,吹砂后在2小时以内进行碳化钨喷涂;s4:将螺栓放在超音速火焰喷涂设备上,通过高压将燃料和氧气进行喷射,在喷嘴外燃烧,高压气体将粉末颗粒从喷嘴的内轴向送进,然后燃烧的火焰由喷嘴外部空气罩中的压缩气体进行压缩并加速,最终熔融的粉末喷涂在挤压芯棒表面上;s5:将碳化钨喷涂后的螺栓装夹在外圆磨床上,采用金刚石砂轮对螺栓碳化钨区域进行粗磨,使螺栓表面粗糙度达到ra0.6μm~ra0.8μm,碳化钨涂层磨削去除量为0.13~0.15mm;s6:采用金刚石砂轮对螺栓碳化钨区域进行进行精磨,磨削后表面粗糙度达到ra0.3μm~ra0.5μm,碳化钨涂层磨削量为0.04~0.06mm;s7:采用金刚石抛光带或金刚石研磨膏对碳化钨区域挤压部位进行抛光,表面粗糙度达到ra0.1μm~ra0.2μm,抛光量为0.01mm,光杆直径达到最终尺寸要求;s8:检测螺杆光杆的直径、表面粗糙度以及表面应力。2.如权利要求1所述的螺栓类零件光杆表面碳化钨喷涂及磨削工艺方法,其特征在于:步骤s2中喷丸强度为0.3mma~1mma,喷丸时间1~3min/cm2。3.如权利要求1所述的螺栓类零件光杆表面碳化钨喷涂及磨削工艺方法,其特征在于:步骤s5中金刚石砂轮的砂粒目数为150#~300#,磨削液为不含氯、硫和重金属的油性磨削液。4.如权利要求1所述的螺栓类零件光杆表面碳化钨喷涂及磨削工艺方法,其特征在于:步骤s6中金刚石砂轮的砂粒目数为800#~1000#。5.如权利要求3或4所述的螺栓类零件光杆表面碳化钨喷涂及磨削工艺方法,其特征在于:所述金刚石砂轮为树脂结合剂金刚石砂轮。6.如权利要求1所述的螺栓类零件光杆表面碳化钨喷涂及磨削工艺方法,其特征在于:步骤s5处理时金刚砂带的横向移动速度为10mm/s,金刚砂带对涂层的压力为0.18mpa~0.2mpa。7.如权利要求1所述的螺栓类零件光杆表面碳化钨喷涂及磨削工艺方法,其特征在于:步骤s6处理时金刚砂带的横向移动速度为5mm/s,金刚砂带对涂层的压力为0.15mpa~0.18mpa。8.如权利要求6或7所述的螺栓类零件光杆表面碳化钨喷涂及磨削工艺方法,其特征在于:步骤s5或s6的处理时间为1min~30min。9.如权利要求1所述的螺栓类零件光杆表面碳化钨喷涂及磨削工艺方法,其特征在于:步骤s8中采用千分尺测量螺栓光杆直径是否达到尺寸要求,采用粗糙度仪检测螺栓表面粗糙度是否满足粗糙度要求,采用荧光磁粉探伤检测光杆表面是否有应力。
技术总结
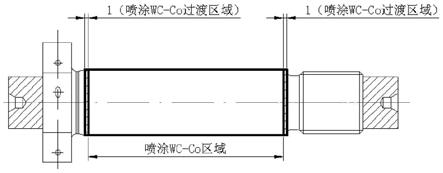
本发明公开了一种螺栓类零件光杆表面碳化钨喷涂及磨削工艺方法,在螺栓光杆表面喷涂碳化钨前先进行喷丸,再对表面吹砂,螺栓光杆采用超音速火焰进行喷涂WC-Co涂层。喷涂后涂层表面较粗糙,需对表面进行磨削保证,表面质量及尺寸精度要求,最后通过粗糙度仪检测螺栓表面粗糙度,千分尺检测螺栓光杆直径,同时通过荧光磁粉探伤检测光杆表面是否有应力。本发明既保证了螺栓基体强度,又提高了螺栓光杆表面的耐磨性能及疲劳性能,使得螺栓的使用寿命显著提升,降低了使用维护成本。经试验证明,采用本发明后,螺栓表面粗糙度能达到Ra0.2μm,尺寸精度可以控制在6级精度,螺栓疲劳寿命可提高30%以上。提高30%以上。提高30%以上。
技术研发人员:汤明军 张义涛 黎亮 黄康华 韩静宇 万志城 王智 施政 胡超鹏 洪昕
受保护的技术使用者:昌河飞机工业(集团)有限责任公司
技术研发日:2021.12.03
技术公布日:2022/4/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。