1.本发明涉及电机铝线圈钎焊领域,具体是一种药芯钎料的应用及钎焊方法。
背景技术:
2.电机定子铜线圈普遍采用硬绕组,也是最具前途的绕组发展方向之一。由于定子铜硬绕组联线方式简单、制造成本低廉,广泛应用在高铁、动车、机车、城规地铁、风电等电机定子领域。硬绕组铜线圈联线通常采用自钎剂铜基铜磷钎料bcu80agp(条状或片状),该钎料流动铺展性好,固相线645℃,液相线800℃,与纯铜熔点1083℃拉开了较大的温度台阶,不会出现铜母材过烧、熔化风险,钎焊方法采用安全可靠、温度可控、大气环境中钎焊的电阻钎焊,因不需要额外添加钎剂,钎焊过程中不会出现打火、飞溅等现象,效率高,质量一致性好。
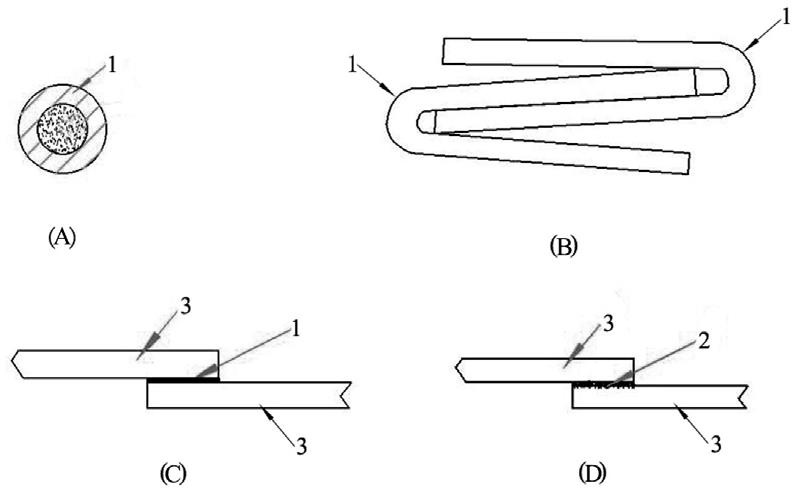
3.随着风电行业降本增效的大趋势到来,线圈设计开始采用纯铝线圈,每台直驱电机定子绕组有300~500支硬绕组铝线圈不等,若采用家电行业或真空钎焊用al-si药芯焊条1或预置钎剂2钎焊铝线圈。这两种方案的具体步骤是:(1)采用 al-si药芯焊条1(如图1(a)所示)折弯成v字型,两个v字型钎料对插在一起(如图1(b)所示),放在两根待钎焊铝导线3(或铝导电排)之间(如图1(c)所示),用火焰钎焊或中频感应钎焊;(2)在两根待钎焊铝导线3(或铝导电排)之间添加钎剂2(如图1(d)所示),用火焰钎焊或中频感应钎焊,加热到钎焊温度后在线添加al-si实芯钎焊条钎焊。
4.因al-si焊条固相线575℃,液相线630℃,非常接近纯铝熔点660℃,铝极易氧化,在大气中钎焊必须使用钎剂2,钎焊方法若采用火焰钎焊或中频感应钎焊,飞溅大、易于烫伤操作工、烧损线圈绝缘、温度不可控。此外,火焰钎焊或中频感应钎焊接头无法定位,焊后接头错位、焊镏多、钎剂残留多,打磨工作量大。尤其出现个别线圈错位超差、局部过烧或熔化,都将带来巨大的返工量,在现场生产中是不允许出现的。
技术实现要素:
5.本发明为了解决现有纯铝线圈钎焊存在的诸多问题,提供了一种药芯钎料的应用及钎焊方法。
6.本发明是通过以下技术方案实现的:一种药芯钎料在电阻钎焊中的应用,所述药芯钎料包括呈片状的药芯焊片本体,所述药芯焊片本体包括呈片状的药芯以及包覆在药芯外的合金金属皮。
7.作为本发明应用技术方案的进一步改进,所述合金金属皮是采用zn-al合金制成的。
8.作为本发明应用技术方案的进一步改进,所述药芯是采用氟铝酸铯制成的。
9.作为本发明应用技术方案的进一步改进,所述药芯焊片本体中氟铝酸铯的含量为10~20wt%。
10.作为本发明应用技术方案的进一步改进,所述药芯焊片本体的厚度小于宽度的1/
5。
11.作为本发明应用技术方案的进一步改进,所述电阻钎焊的待钎焊目标为电机铝线圈。
12.本发明进一步提供了一种电阻钎焊用药芯钎料的钎焊方法,所述钎焊方法采用的药芯钎料包括呈片状的药芯焊片本体,所述药芯焊片本体包括呈片状的药芯以及包覆在药芯外的合金金属皮;所述钎焊方法包括以下步骤:(一)调整待钎焊目标之间的搭接长度,根据搭接面积,裁剪药芯焊片本体,要求药芯焊片本体位于搭接面之内;(二)将裁剪后的药芯焊片本体预置于待钎焊目标的搭接面之间,采用电阻钎焊机的电阻钎焊钳夹持固定带有药芯焊片本体的待钎焊目标,开始加热,钎料熔化爬坡后停止加热,带压力保持,后松开电阻钎焊钳。
13.作为本发明钎焊方法技术方案的进一步改进,所述合金金属皮是采用zn-al合金制成的,所述药芯是采用氟铝酸铯制成的。
14.作为本发明钎焊方法技术方案的进一步改进,所述待钎焊目标电机铝线圈。
15.作为本发明钎焊方法技术方案的进一步改进,所述钎焊方法中,电阻钎焊机的焊接电流为25~55a,焊接周期为30ms,休止周期为2ms。
16.本发明所述药芯钎料的应用及钎焊方法,与现有技术相比,具有如下有益效果:(1)本发明将中温zn-al药芯焊片应用于电机铝线圈钎焊,降低了钎焊温度,避免了钎焊钎料外溢飞溅浪费、烫伤操作工、烧损线圈绝缘、母材过烧或熔化、焊镏打磨等,节约了钎料,保证了钎焊安全,利于操作工控制加热、错位,是一种适合大气中钎焊的高效方法,其重要性不言而喻。
17.(2)本发明调整钎焊规范,实现了大气中电阻钎焊铝线圈联线,减少了接头错位与过烧、熔化,保证了钎焊质量的一致性,提高了铝钎焊效率,达到了降本增效的目的。
附图说明
18.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
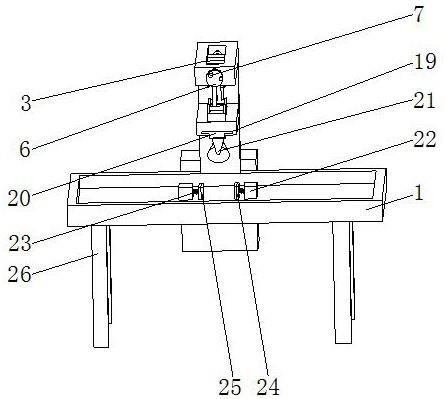
19.图1为采用al-si药芯焊条或预置钎剂钎焊铝线圈的示意图。
20.图2为所述药芯焊片本体的结构示意图。
21.图3为所述药芯焊片本体与待钎焊铝导线的配合示意图。
22.图中:1-al-si药芯焊条,2-钎剂,3-待钎焊铝导线,4-药芯焊片本体,401-药芯,402-合金金属皮。
具体实施方式
23.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术
人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.本发明提供了一种药芯钎料在电阻钎焊中的应用,所述药芯钎料包括呈片状的药芯焊片本体4,所述药芯焊片本体包括呈片状的药芯401以及包覆在药芯401外的合金金属皮402。
25.当所述电阻钎焊的待钎焊目标为电机铝线圈时,所述合金金属皮402是采用zn-al合金制成的,所述药芯401是采用氟铝酸铯制成的。此实施例所提供的药芯焊片本体属于一种中温zn-al药芯焊片,应用于电机铝线圈钎焊,能够实现大气中电阻钎焊,便于控制钎焊温度,减少飞溅,避免操作工烫伤、线圈绝缘烧损和铝母材本体局部熔化,提高钎焊效率,保证了钎焊质量的一致性。
26.本发明提供的一个实施例中,所述药芯焊片本体4中氟铝酸铯(alcsf4)的含量为10~20wt%。
27.为了增加钎焊时药芯焊片本体4与待钎焊目标之间的有效接触面积,加快传热,所述药芯焊片本体4的厚度a小于宽度b的1/5。
28.本发明还提供了一种电阻钎焊用药芯钎料的钎焊方法,所述钎焊方法采用的药芯钎料包括呈片状的药芯焊片本体4,所述药芯焊片本体包括呈片状的药芯401以及包覆在药芯401外的合金金属皮402;所述钎焊方法包括以下步骤:(一)调整待钎焊目标之间的搭接长度,根据搭接面积,裁剪药芯焊片本体4,要求药芯焊片本体4位于搭接面之内;(二)将裁剪后的药芯焊片本体4预置于待钎焊目标的搭接面之间,采用电阻钎焊机的电阻钎焊钳夹持固定带有药芯焊片本体4的待钎焊目标,开始加热,钎料熔化爬坡后停止加热,带压力保持,后松开电阻钎焊钳。
29.在本发明中,要求药芯焊片本体4位于搭接面之内,如图3所示,药芯焊片本体4比搭接面四周略小,以免加热后钎料外溢流失,烫伤操作工或烧损线圈绝缘,减少焊镏。具体的,将裁剪后的药芯焊片本体4预置于待钎焊目标的搭接面中央。
30.当药芯焊片本体4中合金金属皮402采用zn-al合金制成,所述药芯401采用氟铝酸铯制成,所述待钎焊目标电机铝线圈时,所述钎焊方法中,电阻钎焊机的焊接电流为25~55a,焊接周期为30ms,休止周期为2ms。
31.下面通过具体实施例来对本发明的技术方案进行详细的说明。
实施例
32.本发明进一步提供了一种电阻钎焊用药芯钎料的钎焊方法的具体实施例,包括以下步骤:1.预置型zn-al药芯焊片本体4的制备:1.1按照以下技术要求,采购取得药芯焊丝:钎料合金型号(合金金属皮402):s-zn98al;钎剂(药芯401):氟铝酸铯(alcsf4),含量:10~20wt%;药芯焊丝的规格:φ6.0~7.0mm(具体规格,视具体实施例选择)。
33.本实施例中药芯焊丝的具体截面形状参见图1(a)。
34.1.2将药芯焊丝制得所需规格的片状药芯焊片本体4:
①
从直径为6.0mm的药芯焊丝,用二辊轧机分二道轧制至厚5mm宽7mm的药芯焊片;
②
从厚5mm宽7mm的药芯焊片,用二辊轧机分四道轧制至厚3mm宽8.5mm的药芯焊片;
③
从厚3mm宽8.5mm的药芯焊片,用二辊轧机分四道轧制至厚1mm宽9.7mm的药芯焊片;
④
从厚1mm宽9.7mm的药芯焊片,用四辊轧机轧制厚0.7mm宽10mm的药芯焊片,药芯焊片的具体截面形状参见图2。2. zn-al药芯焊片本体4的预置:打磨某型直驱风电定子线规为6.24
×
12.5mm的小并头,打磨长度为搭接长度l=25mm及周围25mm区域,打磨后用酒精清洗油污等,并用白布擦拭干净。调整待钎焊铝导线3,搭接长度l=25mm,根据铝导线搭接面积(12.5
×
25mm),裁剪厚度为0.7mm的10
×
23mm的zn-al药芯焊片本体4,要求药芯焊片比搭接面四周稍微小,以免加热后钎料外溢流失,烫伤操作工或烧损线圈绝缘,减少焊镏。将裁剪后的药芯焊片预置于待钎焊搭接面中央。
35.3.电阻钎焊:调整电阻钎焊机到硬规范模式a,焊接电流25~55a、焊接周期30ms、休止周期2ms。用电阻钎焊钳自然夹持力固定待钎焊铝导线小并头,脚踩脚踏开关开始加热,钎料熔化爬坡后停止加热,带压力保持10s后松开焊钳。
36.本实施例中所采用的电阻钎焊机型号为qs-80tw,生产厂家为机械部成都电焊机研究所。
37.最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。