1.本技术涉及电路保护相关技术领域,具体涉及电源及其制造方法、电源的制造装置。
背景技术:
2.目前电子业界广泛采用冷却方式为风冷,缺点为需要占用巨大的散热空间,能耗高,效率低,因此具有更高散热效率、空间占位更小、能耗更低的液冷方式已经成为行业内的研究热点之一。
技术实现要素:
3.本技术的目的在于提供一种采用液冷作为散热方式的电源及其制造方法、电源的制造装置。
4.为达上所述目的,本技术提供如下技术方案:
5.一种电源的制造方法,包括以下步骤:
6.装配:将电子零件和pcb板装配成一体,形成pcb组件;
7.喷漆:对所述pcb组件整体表面喷涂三防漆。
8.本技术的一些实施例中,在所述喷漆步骤中,采用以下工艺参数进行自动喷漆作业:喷涂压力为0.4~0.8mpa,喷涂速度为80~200m/s,雾化范围为10~15mm,干膜厚度为70~120μm。
9.本技术的一些实施例中,在所述喷漆步骤之后还包括固化步骤,将喷涂完毕的pcb组件放入自动uv炉中固化。
10.本技术的一些实施例中,在所述固化步骤中,采用以下工艺参数进行固化作业:固化速度为0.8~1.2m/min,固化能量为1200~2500mj,固化时长为3~10s,采用波长为360~370nm的紫光灯照射。
11.本技术的一些实施例中,在所述固化步骤之后还包括壳体密封步骤,采用倾斜装配机构将固化完毕的pcb组件密封于壳体中,得到半成品。
12.本技术的一些实施例中,在所述壳体密封步骤之后还包括灌装步骤,采用灌装导流机构与所述半成品对接并将冷却液灌入所述半成品,得到所述电源。
13.本技术的一些实施例中,所述三防漆为聚氨酯丙烯酸酯;所述冷却液的牌号为美国3m公司的fc-40。
14.本技术的一些实施例中,将荧光粉以质量比0.1~0.5%掺入所述三防漆中。
15.本技术的一些实施例中,所述三防漆的品牌为信友,型号为uv3342lv-80h;或者是,所述三防漆的品牌为bt,型号为bt51-00uv。
16.为达上述目的,本技术还提供一种技术方案:
17.一种电源,包括壳体、pcb组件、冷却液和三防漆;
18.所述三防漆喷涂于所述pcb组件表面;
19.所述冷却液与所述壳体、pcb组件接触;
20.由上述的电源的制造方法得到。
21.为达上述目的,本技术还提供一种技术方案:
22.一种电源的制造装置,用于执行上述的电源的制造方法,所述电源的制造装置包括倾斜装配机构;
23.所述倾斜装配机构包括底盘、支撑架、支撑板;
24.所述底盘为矩形,其上设有定位突起;
25.所述支撑架一端卡设于所述定位突起,另一端支撑所述支撑板,所述支撑板与所述底盘之间形成倾斜的夹角;
26.所述壳体包括第一外壳和第二外壳,将第一外壳固定于所述支撑板上,将固化完毕的pcb组件安装于所述第一外壳内,再将第二外壳与所述第一外壳对接,所述第一外壳、第二外壳形成密封的壳体将pcb组件密封于其中。
27.本技术的一些实施例中,所述底盘上设有多个所述定位突起,所述支撑架支撑于不同所述定位突起,形成不同的所述角度。
28.本技术的一些实施例中,所述支撑板上还设有旋转板;所述旋转板通过旋转轴固定于所述支撑板上,所述旋转板相对所述支撑板旋转。
29.本技术的一些实施例中,所述旋转板上设有固定块,所述固定块限定所述第一外壳的位置。
30.本技术的一些实施例中,所述电源的制造装置还包括灌装导流机构;
31.所述壳体上设有螺孔和堵塞件;
32.所述灌装导流机构通过所述螺孔与所述壳体连接;
33.所述灌装导流机构内设有导流孔,所述导流孔连接灌液枪,冷却液从所述灌液枪经过所述导流孔和螺孔进入所述电源内部,灌装完毕后移除所述灌装导流机构并用所述堵塞件堵塞所述螺孔。
34.本技术的一些实施例中,所述灌装导流机构的沿冷却液流动方向的外周面部分为圆柱面,部分为六棱柱面;
35.且所述六棱柱面部分相应的第一端面低于所述圆柱面部分相应的第二端面;所述第一端面与所述灌液枪配合。
36.本发明的有益效果是:
37.1、解决了电源产品在液冷环境下对电子零件及电子电路的保护问题,在快速散热的同时大大缩小了散热空间,处使电源产品的体积大大减小,降低能耗,提高功能效率高,使所得电源可以在高负荷工作中高效散热并使得电路板不会被冷却液腐蚀。
38.2、解决了电源产品在uv三防漆与3m fc-40冷却液环境下的应用及兼容性问题,可以在客供3m fc-40的散热液中进行长久正常防护,兼容性强并使电源产品在使用过程中更高效性,更合理性,更具保护性,更低成本。
39.3、使三防漆固化后的硬度和厚度可以达到使用保护的要求,可以实现低成本高效率生产,工艺成熟,流程简单。
40.4、在所述三防漆中掺入所述荧光粉可以显示喷涂区域,便于喷涂工作的进行。
41.5、倾斜装配机构可在30
°
~90
°
的范围内多个位点调节倾斜角度,并且具有可以
360
°
旋转的旋转板,可提供多种支撑角度以便于装配工作,有利于pcb电路板被金属壳体固定密封包覆。
42.6、灌装导流机构与灌液枪配合,防止灌液枪发生旋转、歪斜等防呆作用,从而防止冷却液外溢。
附图说明
43.为了更清楚地说明本技术实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
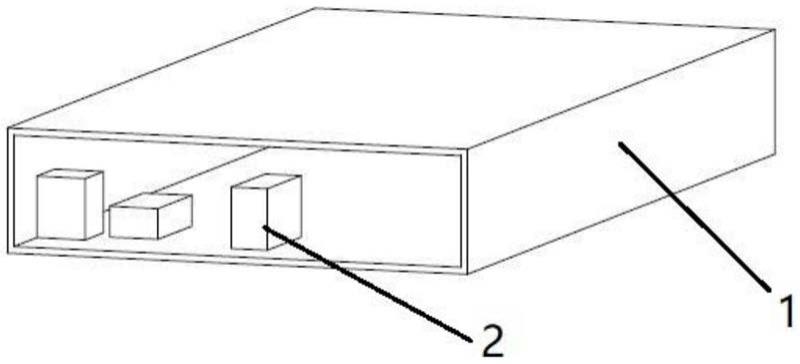
44.图1为电源的剖面示意图;
45.图2为倾斜装配机构的结构示意图;
46.图3为灌装导流机构的结构示意图;
47.图4为堵塞件的结构示意图。
48.本技术说明书附图中的主要附图标记说明如下:
49.1-壳体;2-pcb组件;3-底盘;4-支撑架;5-支撑板;6-定位突起;7-旋转板;8-固定块;9-灌装导流机构;10-导流孔;11-堵塞件。
具体实施方式
50.下面将对本技术实施例中的技术方案进行清楚、完整地描所述,显然,所描所述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本技术保护的范围。
51.本技术提供一种电源及其制造方法、电源的制造装置,以下分别进行详细说明。需要说明的是,以下实施例的描所述顺序不作为对本技术实施例优选顺序的限定。且在以下实施例中,对各个实施例的描所述都各有侧重,某个实施例中没有详所述的部分,可以参见其它实施例的相关描述。
52.一种电源的制造方法,包括以下步骤:
53.装配:将电子零件和pcb板装配成一体,形成pcb组件;
54.喷漆:对所述pcb组件整体表面喷涂三防漆。
55.本技术的一些实施例中,在所述喷漆步骤中,采用以下工艺参数进行自动喷漆作业:喷涂压力为0.4~0.8mpa,喷涂速度为80~200m/s,雾化范围为10~15mm,干膜厚度为70~120μm。
56.本技术的一些实施例中,在所述喷漆步骤中,采用的喷涂压力可以为0.5~0.7mpa,也可以为0.55~0.60mpa或0.58~0.64mpa。
57.本技术的一些实施例中,在所述喷涂步骤中,采用的喷涂速度可以为95~180m/s,也可以为120~150m/s或140~164m/s。
58.本技术的一些实施例中,在所述喷涂步骤中,采用的雾化范围可以为11~14mm,也可以为12~13mm或12.5~13.7mm。
59.本技术的一些实施例中,在所述喷涂步骤中,所述干膜厚度可以为85~110μm,也可以为90~106μm或95~102μm。
60.本技术的一些实施例中,在所述喷漆步骤之后还包括固化步骤,将喷涂完毕的pcb组件放入自动uv炉中固化。
61.本技术的一些实施例中,在所述固化步骤中,采用以下工艺参数进行固化作业:固化速度为0.8~1.2m/min,固化能量为1200~2500mj,固化时长为3~10s,采用波长为360~370nm的紫光灯照射。
62.在本技术的一些实施例中,在所述固化步骤中,采用的固化速度可以为0.9~1.1m/min,也可以为0.92~1m/min或0.98~1.05m/min。
63.在本技术的一些实施例中,在所述固化步骤中,采用的固化能量可以为1500~2200mj,也可以为1700~2100mj或1800~2000mj。
64.在本技术的一些实施例中,在所述固化步骤中,采用的固化时长可以为4~9s,也可以为5~8s或6~7s。
65.在本技术的一些实施例中,在所述固化步骤中,采用的紫光灯波长可以为362~368nm,也可以为364~367nm或365~366nm。
66.本技术的一些实施例中,在所述固化步骤之后还包括壳体密封步骤,采用倾斜装配机构将固化完毕的pcb组件密封于壳体中,得到半成品。
67.本技术的一些实施例中,在所述壳体密封步骤之后还包括灌装步骤,采用灌装导流机构与所述半成品对接并将冷却液灌入所述半成品,得到所述电源。
68.本技术的一些实施例中,所述三防漆为聚氨酯丙烯酸酯;所述冷却液的牌号为美国3m公司的fc-40。本技术的一些实施例中,所述三防漆的品牌为信友,型号为uv3342lv-80h;本技术的一些实施例中,所述三防漆的品牌为bt,型号为bt51-00uv;也可以根据实际情况替换成其他品牌的三防漆。
69.本技术的一些实施例中,将荧光粉以质量比0.1~0.5%掺入所述三防漆中,在所述三防漆中掺入所述荧光粉可以显示喷涂区域,便于喷涂工作的进行。
70.所述荧光粉的品牌为巴斯夫,型号为荧光增白剂ob型;也可以根据实际情况替换成其他品牌的荧光粉。
71.如图1所示,本技术的一些实施例中,一种电源,包括壳体1、pcb组件2、冷却液(未示出)和三防漆(未示出);
72.所述三防漆喷涂于所述pcb组件2表面;
73.所述pcb组件2密封于所述壳体1内;
74.所述冷却液与所述壳体1、pcb组件2接触;
75.由上述的电源的制造方法得到。
76.如图2所示,本技术的一些实施例中,一种电源的制造装置,用于执行上述的电源的制造方法,所述电源的制造装置包括倾斜装配机构;
77.所述倾斜装配机构包括底盘3、支撑架4、支撑板5;
78.所述底盘3为矩形,其上设有定位突起6;
79.所述支撑架4一端卡设于所述定位突起6,另一端支撑所述支撑板5,所述支撑板5与所述底盘3之间形成倾斜的夹角;
80.将第一外壳(未示出)固定于所述支撑板5上,将固化完毕的pcb组件安装于所述第一外壳内,再将第二外壳(未示出)与所述第一外壳对接,所述第一外壳、第二外壳形成密封的壳体将pcb组件密封于其中。
81.本技术的一些实施例中,所述底盘3上设有多个所述定位突起6,所述支撑架4支撑于不同所述定位突起6,形成不同的所述角度。
82.本技术的一些实施例中,所述支撑板5上还设有旋转板7;所述旋转板7通过旋转轴(未示出)固定于所述支撑板5上,所述旋转板7相对所述支撑板5旋转。
83.本技术的一些实施例中,所述旋转板7上设有固定块8,所述固定块8限定所述第一外壳的位置。
84.本技术的一些实施例中,所述电源的制造装置还包括灌装导流机构9;
85.所述壳体上设有螺孔(未示出)和堵塞件11;
86.所述灌装导流机构9通过所述螺孔与所述壳体1连接;
87.如图3和图4所示,所述灌装导流机构9内设有导流孔10,所述导流孔10连接灌液枪,冷却液从所述灌液枪经过所述导流孔10和螺孔进入所述电源内部,灌装完毕后移除所述灌装导流机构9并用所述堵塞件11堵塞所述螺孔。
88.本技术的一些实施例中,所述灌装导流机构9的沿冷却液流动方向的外周面部分为圆柱面,部分为六棱柱面;
89.且所述六棱柱面部分相应的第一端面低于所述圆柱面部分相应的第二端面;所述第一端面与所述灌液枪配合,通过二者的配合来防止所述灌液枪在灌液时可能发生的歪斜、旋转等问题,从而避免了冷却液在灌装途中可能发生的外泄。
90.将上述品牌为信友、型号为uv3342lv-80h的三防漆进行高温高湿测试,采用高温高湿试验箱在温度为85℃、湿度为85%rh的条件下进行测试,最初紫外固化的剂量为1200mj/cm2,之后再在湿度为70%rh的条件下固化72h;观察发现所述三防漆的胶层无气泡、脱落、开裂现象,说明所述三防漆的耐高温耐高湿性能良好。
91.将上述品牌为信友、型号为uv3342lv-80h的三防漆根据astm d 1980进行酸值测试,测试环境温度为25℃,测试环境湿度为40%rh,测试结果为所述三防漆的酸值为0.29mgkoh/g,说明所述三防漆具有良好的酸值。
92.将上述品牌为信友、型号为uv3342lv-80h的三防漆根据gb/t2411-2008进行瞬时硬度测试,采用lx-d型邵氏硬度计在温度为25℃、湿度为40%rh的条件下进行测试,最初紫外固化的剂量为1200mj/cm2,之后外加70%rh湿气固化72h,测试结果为所述三防漆的瞬时硬度为45d,说明所述三防漆具有良好的硬度。
93.将上述品牌为信友、型号为uv3342lv-80h的三防漆根据astm b809-95(2003)standard test method for porosity in metallic coatings by humid sulfur vapor进行硫化试验,测试环境温度为25℃,测试环境湿度为55%rh,采用汞灯固化(uv光),固化能量为3000mj/cm2,再置于室温下24h,湿膜涂覆厚度为125μm,试验结束后未见硫化腐蚀现象,说明所述三防漆具有良好的耐硫化腐蚀性能。
94.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以所述权利要求的保护范围为准。
此外,说明书中应用了具体个例对本技术的原理及实施方式进行了阐所述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想,本说明书内容不应理解为对本技术的限制。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。