1.本发明涉及物料自动分拣技术领域,具体涉及一种箱体开缝机构、箱体开缝装置以及箱体的开缝方法。
背景技术:
2.为了满足消费者不断提升的多样化消费需求,卷烟结构不断优化提升,细支烟、短支烟、雪茄烟等异形烟销量增长迅速。目前,烟草行业普遍采用分线处理,异型烟存在二次分拣,送货交接繁琐,劳动强度大,容易出错等。烟草行业亟需一种既能适应标准烟,又能适应异型烟的分拣配送系统,实现“异标共线”。
3.目前市场上尚无一种既能适用于异形烟,又能适用于标准烟的烟箱的机械式自动开缝设备。
4.目前市场上的机械式自动划箱设备,侧戳和划中缝在不同的工位实现,设备占地面积大。
技术实现要素:
5.本发明的目的在于:针对上述存在的问题,本发明提供一种箱体开缝机构、箱体开缝装置以及箱体的开缝方法,可适应不同规格的箱体,实现“异标共线”;将划中缝和侧戳功能集成于一个工位,设备占地面积小,设备成本大大降低。
6.本发明采用的技术方案如下:
7.一种箱体开缝机构,包括侧戳组件和划缝组件,所述侧戳组件设于划缝组件的端部;所述侧戳组件包括侧戳驱动装置和侧戳刀具,所述侧戳刀具可对准箱体侧缝,所述侧戳驱动装置带动侧戳刀具相对于箱体侧缝运动,至少破坏箱体侧缝处的部分粘接和/或胶带;所述划缝组件包括划缝驱动装置和划缝刀具,所述划缝刀具可对准箱体中缝,所述划缝驱动装置带动划缝刀具相对于箱体中缝运动,至少破坏箱体中缝处的部分粘接和/或胶带。
8.由于采用了上述技术方案,将划中缝和侧戳功能集成于一个工位,设备占地面积小,设备成本大大降低。
9.进一步地,所述侧戳刀具可沿垂直于箱体侧缝方向运动,使所述侧戳刀具沿该方向破坏箱体侧缝处的粘接和/或胶带;和/或所述侧戳刀具可沿箱体侧缝的长度方向运动,使侧戳刀具在箱体侧缝长度方向上,进行单方向运动或往返运动,破坏箱体侧缝处的粘接和/或胶带;所述划缝刀具可沿箱体中缝方向运动,使所述划缝刀具沿该方向破坏箱体中缝处的粘接和/或胶带。
10.由于采用了上述技术方案,侧戳刀具对准箱体侧缝后,可沿垂直于箱体侧缝的方向运动,破坏箱体侧缝处的粘接和/或胶带;侧戳刀具还可沿箱体侧缝的长度方向运动,确保完全破坏箱体侧缝处的粘接和/或胶带。划缝刀具可沿中缝划过,破坏箱体中缝处的粘接和/或胶带。
11.进一步地,所述划缝驱动装置包括划缝驱动元件、导向装置、滑块和支杆,所述划
缝刀具连接于滑块,所述滑块可在划缝驱动元件的作用下沿导向装置移动,改变划缝刀具的位置。
12.由于采用了上述技术方案,导向装置可起到引导划缝刀具与箱体中缝匹配的作用,滑块沿导向装置移动时,可带动划缝刀具破坏箱体中缝处的粘接和/或胶带。
13.进一步地,所述划缝驱动装置为无杆气缸,所述无杆气缸连接有气管,所述滑块上设有用于支撑气管的支杆。
14.由于采用了上述技术方案,支杆可以起到限制支撑气管的作用,避免滑块在带动划缝刀具移动时,气管与其他元件发生干涉。
15.一种箱体开缝装置,包括箱体开缝机构和挡板机构,所述挡板机构设于输送装置上限定箱体,在输送装置的两侧分别设有箱体开缝机构;所述箱体开缝机构包括侧戳组件和划缝组件,所述侧戳组件设于划缝组件的端部;所述侧戳组件包括侧戳驱动装置和侧戳刀具,所述侧戳刀具可对准箱体侧缝,所述侧戳驱动装置带动侧戳刀具相对于箱体侧缝运动,至少破坏箱体侧缝处的部分粘接和/或胶带;所述划缝组件包括划缝驱动装置和划缝刀具,所述划缝刀具可对准箱体中缝,所述划缝驱动装置相对于箱体中缝运动,至少破坏箱体中缝处的部分粘接和/或胶带。
16.由于采用了上述技术方案,将划中缝和侧戳功能集成于一个工位,设备占地面积小,设备成本大大降低;输送装置可带动箱体限制于挡板机构,使得与挡板对应处的侧戳刀具可以对准箱体的侧缝。
17.进一步地,所述挡板机构包括第一挡板和第二挡板,所述第一挡板和第二挡板可相对输送装置移动并可限制输送装置上的箱体;所述第一挡板和第二挡板与划缝组件两端的侧戳组件分别匹配,限制于第一挡板或第二挡板上箱体的侧缝可与对应侧戳组件的侧戳刀具对准。
18.由于采用了上述技术方案,箱体限制于第一挡板后,与第一挡板匹配的侧戳刀具破坏箱体靠近第一挡板处的侧缝,第一挡板下降,第二挡板升起,输送装置将箱体反向输送至第二挡板处,与第二挡板匹配的侧戳刀具破坏箱体靠近第二挡板处的侧缝。
19.进一步地,还包括外框架和内框架,所述输送装置设于内框架内,所述内框架与外框架之间通过可平衡移动负载的恒力柔性连接件连接,所述内框架可相对外框架及输送装置移动。
20.由于采用了上述技术方案,恒力柔性连接件所提供的拉力为恒力,用于平衡内框架升降负载,使得升降动作更加快速、平稳,对刀精度也有所提高。
21.进一步地,还包括开缝对中部件,所述开缝对中部件可限制箱体于输送装置中位,两个箱体开缝机构分别连接于开缝对中部件,所述开缝对中部件可带动侧戳刀具移动至箱体侧缝处、带动划缝刀具移动至箱体中缝处。
22.箱体在随输送装置移动的过程中,往往不能够处于中位,由于采用了上述技术方案,通过开缝对中部件限制箱体,确保划缝刀具找正箱体中缝的位置。
23.进一步地,所述开缝对中部件包括对中元件、对中导向装置、对中驱动装置和逆向装置,所述对中导向装置与内框架连接,两个所述对中元件通过逆向装置与对中导向装置连接,所述逆向装置可在驱动装置的作用下带动对中元件做同步反向直线运动,对中元件可相互配合限制箱体并对中定位。
24.由于采用了上述技术方案,对中驱动装置作为动力,在逆向装置作用下实现对中元件的同步反向直线运动,以同步夹抱的形式实现箱体的对中定位。
25.进一步地,还包括开缝测高部件,所述开缝测高部件设于输送装置上方且连接外框架与内框架,所述开缝测高部件包括压板和对高组件,所述对高组件连接外框架与内框架,并带动内框架沿竖直方向相对输送装置运动,所述对高组件上还设有压板,所述压板与内框架在高度方向的位移变化量为固定比值。
26.由于采用了上述技术方案,由于压板与内框架在高度方向的位移变化量为固定比值,可将比值设置为2:1,不管何种高度箱体,划缝刀具都能随动找到箱体中缝。
27.进一步地,所述对高组件包括主动轴、被动轴、长摆杆、导轮、横撑组件和短摆杆;所述主动轴与外框架连接,所述横撑组件与内框架连接,所述横撑组件通过可直线运动的导杆组件与压板连接,所述压板可相对横撑组件在竖直方向上做直线运动;所述压板上设有导槽板,所述导槽板的导槽内设有可沿导槽移动的导轮,所述长摆杆一端与主动轴连接、另一端与导轮连接,所述短摆杆一端与主动轴连接、另一端与内框架连接,所述长摆杆和短摆杆长度的比值与压板和内框架在高度方向的位移变化量比值一致。
28.由于采用了上述技术方案,长摆杆与短摆杆长度比为定值,当主动轴转动时压板与内框架在高度方向的位移变化量为长摆杆与短摆杆的长度比,主动轴带动长摆杆和短摆杆一起摆动,使压板与内框架在高度方向的位移变化量为长摆杆与短摆杆的长度比,确保划缝刀具能够随动找到不同规格箱体的中缝;压板在竖直方向作直线运动,相对于压板作摆动运动的结构,设备尺寸大幅减少,设备结构更加紧凑。
29.一种箱体的开缝方法,包括以下步骤:
30.校准步骤:箱体运行至第一挡板处,开缝对中部件带动箱体开缝机构与箱体匹配,使得侧戳刀具在箱体的x轴方向上对准箱体侧缝、划缝刀具在箱体的x轴方向上对准箱体中缝;所述开缝测高部件带动侧戳刀具在箱体的z轴方向上对准箱体侧缝、划缝刀具在箱体的z轴方向上对准箱体中缝;
31.划缝步骤:划缝刀具沿中缝方向移动,破坏箱体中缝处的粘接和/或胶带,开缝对中部件复位,划缝刀具复位;
32.第一侧戳步骤:与第一挡板匹配的侧戳刀具破坏箱体靠近第一挡板处的侧缝;第一挡板下降,开缝测高机构复位,第二挡板上升;输送装置将箱体反向输送至第二挡板处,带动侧戳刀具在箱体的z轴方向上对准箱体侧缝、划缝刀具在箱体的z轴方向上对准箱体中缝;开缝对中部件带动箱体开缝机构与箱体匹配,使得侧戳刀具在箱体的x轴方向上对准箱体侧缝、划缝刀具在箱体的x轴方向上对准箱体中缝;
33.第二侧戳步骤:与第二挡板匹配的侧戳刀具破坏箱体靠近第二挡板处的侧缝;复位步骤:第二挡板下降,开缝测高机构、开缝侧戳机构复位,第二挡板上升;输送装置将箱体输出,第一挡板复位。
34.由于采用了上述技术方案,通过校准步骤使侧戳刀具和划缝刀具分别找准箱体的侧缝和中缝,完成划中缝和靠近第一挡板处侧缝的侧戳动作;输送装置带动箱体来到第二挡板处,完成第二挡板处侧缝的侧戳动作;可对不同规格的箱体进行处理实现“异标共线”,将划中缝和侧戳功能集成于一个工位,设备占地面积小,设备成本大大降低。
35.进一步地,在校准步骤中,开缝对中部件一次启动,开缝对中元件使箱体在输送装
置上正位,开缝对中部件复位;开缝测高部件启动,带动内框架沿竖直方向运动至压板与箱体接触,此时箱体开缝侧戳机构的侧戳刀具与箱体侧缝需要破坏处的高度匹配、划缝刀具与箱体中缝需要破坏处的高度匹配;开缝对中部件二次启动,开缝对中元件限制箱体并对中定位,使得侧戳刀具对准箱体侧缝、划缝刀具对准箱体的中缝。
36.由于采用了上述技术方案,第一次对中使得箱体在输送装置上摆正,便于测高时压板能够对准箱体,测高完成后,通过第二次对中使侧戳刀具对准箱体侧缝,经过两次对中,提高定位精准度,确保侧戳刀具能够找准箱体侧缝。
37.综上所述,由于采用了上述技术方案,本发明的有益效果是:
38.1、本发明可适应不同规格的箱体,实现“异标共线”。
39.2、本发明将划中缝和侧戳功能集成于一个工位,设备占地面积小,设备成本大大降低。
40.3、本发明的输送装置可带动箱体限制于挡板机构,使得与挡板对应处的侧戳刀具可以对准箱体的侧缝。
41.4、本发明的恒力柔性连接件所提供的拉力为恒力,用于平衡内框架升降负载,使得升降动作更加快速、平稳,对刀精度也有所提高。
42.5、本发明以同步夹抱的形式实现箱体的对中定位。
43.6、本发明压板在竖直方向作直线运动,相对于压板作摆动运动的结构,设备尺寸大幅减少,设备结构更加紧凑。
44.7、本发明经过两次对中,提高定位精准度,确保侧戳刀具能够找准箱体侧缝。
附图说明
45.图1为适用的箱体结构示意图;
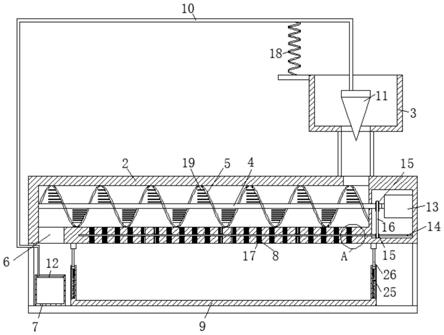
46.图2为箱体开缝装置的主视图;
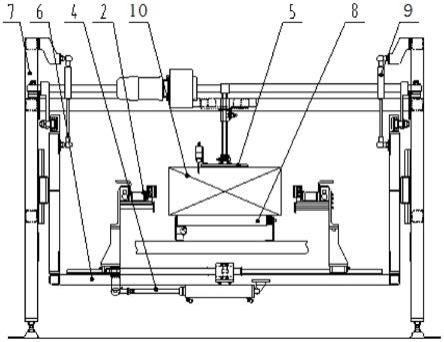
47.图3为箱体开缝装置的左视图;
48.图4为箱体开缝机构的主视图;
49.图5为箱体开缝机构的侧视图;
50.图6为箱体开缝机构的俯视图;
51.图7为开缝测高部件的主视图;
52.图8为开缝测高部件的左视图。
53.图中标记:1-侧戳组件,2-划缝组件,3-挡板机构,4-开缝对中部件,5-开缝测高部件,6-内框架,7-外框架,8-输送装置,9-恒力柔性连接件,10-箱体,101-侧戳驱动装置,102-侧戳刀具,201-划缝驱动装置,202-划缝刀具,301-第一挡板,302-第二挡板,2011-划缝驱动元件,2012-导向装置,2013-滑块,2014-支杆,501-主动轴,502-压板,503-长摆杆,504-导轮,505-横撑组件,506-短摆杆,507-导槽板,1001-上箱盖,1002-下箱盖,1003-胶带,2011-划缝驱动元件,2012-导向装置,2013-滑块,2014-支杆。
具体实施方式
54.下面结合附图,对本发明作详细的说明。
55.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对
本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
56.如图1所示,本发明使用的箱体10为长方体或正方体的箱体10,适宜的箱体10长宽高的范围为:270~585mm(l)x430~570mm(w)x230~330mm(h);所述箱体10为两端开口,在对箱体10进行开盖操作时,使箱体10侧躺于输送装置86上,箱体10封口的两端朝向输送装置8的两侧。此时,所述箱体10两端的盖页的打开方向为分别向上和向下打开,称向上打开的盖页为上箱盖1001,向下打开的盖页为下箱盖1002。箱体10两盖页通过胶带1003密封,同时胶带1003两端再粘贴到胶带1003两端对应的两侧箱体上。箱体10上下两盖页与内部的左右盖页之间通过胶点粘接在一起。
57.实施例1
58.一种箱体开缝机构,如图2-7所示,包括侧戳组件1和划缝组件2,所述侧戳组件1设于划缝组件2的端部;所述侧戳组件1包括侧戳驱动装置101和侧戳刀具102,所述侧戳刀具102可对准箱体10侧缝,所述侧戳驱动装置101带动侧戳刀具102相对于箱体10侧缝运动,至少破坏箱体10侧缝处的部分粘接和/或胶带1003;所述划缝组件2包括划缝驱动装置201和划缝刀具202,所述划缝刀具202可对准箱体10中缝,所述划缝驱动装置201带动划缝刀具202相对于箱体10中缝运动,至少破坏箱体10中缝处的部分粘接和/或胶带1003。具体地说,将划中缝和侧戳功能集成于一个工位,设备占地面积小,设备成本大大降低。
59.所述侧戳刀具102可沿垂直于箱体10侧缝方向运动,使所述侧戳刀具102沿该方向破坏箱体10侧缝处的粘接和/或胶带1003;和/或所述侧戳刀具102可沿箱体10侧缝的长度方向运动,使侧戳刀具102在箱体10侧缝长度方向上,进行单方向运动或往返运动,破坏箱体10侧缝处的粘接和/或胶带1003;所述划缝刀具202可沿箱体10中缝方向运动,使所述划缝刀具202沿该方向破坏箱体10中缝处的粘接和/或胶带1003。具体地说,侧戳刀具102对准箱体10侧缝后,可沿垂直于箱体10侧缝的方向运动,破坏箱体10侧缝处的粘接和/或胶带1003;侧戳刀具102还可沿箱体10侧缝的长度方向运动,确保完全破坏箱体10侧缝处的粘接和/或胶带1003。划缝刀具202可沿中缝划过,破坏箱体10中缝处的粘接和/或胶带1003。
60.所述划缝驱动装置201包括划缝驱动元件2011、导向装置2012、滑块2013和支杆20142014,所述划缝刀具202连接于滑块2013,所述滑块2013可在划缝驱动元件2011的作用下沿导向装置2012移动,改变划缝刀具202的位置。具体地说,导向装置2012可起到引导划缝刀具202与箱体10中缝匹配的作用,滑块2013沿导向装置2012移动时,可带动划缝刀具202破坏箱体10中缝处的粘接和/或胶带1003。
61.所述划缝驱动装置201为无杆气缸,所述无杆气缸连接有气管,所述滑块2013上设有用于支撑气管的支杆2014。具体地说,支杆2014;可以起到限制支撑气管的作用,避免滑块2013在带动划缝刀具202移动时,气管与其他元件发生干涉。
62.实施例2
63.一种箱体开缝装置,包括箱体10开缝机构和挡板机构3,所述挡板机构3设于输送装置8上限定箱体10,在输送装置8的两侧分别设有箱体10开缝机构;所述箱体10开缝机构包括侧戳组件1和划缝组件2,所述侧戳组件1设于划缝组件2的端部;所述侧戳组件1包括侧戳驱动装置101和侧戳刀具102,所述侧戳刀具102可对准箱体10侧缝,所述侧戳驱动装置101带动侧戳刀具102相对于箱体10侧缝运动,至少破坏箱体10侧缝处的部分粘接和/或胶
带1003;所述划缝组件2包括划缝驱动装置201和划缝刀具202,所述划缝刀具202可对准箱体10中缝,所述划缝驱动装置201相对于箱体10中缝运动,至少破坏箱体10中缝处的部分粘接和/或胶带1003。具体地说,将划中缝和侧戳功能集成于一个工位,设备占地面积小,设备成本大大降低;输送装置8可带动箱体10限制于挡板机构3,使得与挡板对应处的侧戳刀具102可以对准箱体10的侧缝。
64.所述挡板机构3包括第一挡板301和第二挡板302,所述第一挡板301和第二挡板302可相对输送装置8移动并可限制输送装置8上的箱体10;所述第一挡板301和第二挡板302与划缝组件2两端的侧戳组件1分别匹配,限制于第一挡板301或第二挡板302上箱体10的侧缝可与对应侧戳组件1的侧戳刀具102对准。具体地说,箱体10限制于第一挡板301后,与第一挡板301匹配的侧戳刀具102破坏箱体10靠近第一挡板301处的侧缝,第一挡板301下降,第二挡板302升起,输送装置8将箱体10反向输送至第二挡板302处,与第二挡板302匹配的侧戳刀具102破坏箱体10靠近第二挡板302处的侧缝。
65.还包括外框架7和内框架6,所述输送装置8设于内框架6内,所述内框架6与外框架7之间通过可平衡移动负载的恒力柔性连接件9连接,所述内框架6可相对外框架7及输送装置8移动。具体地说,恒力柔性连接件9所提供的拉力为恒力,用于平衡内框架6升降负载,使得升降动作更加快速、平稳,对刀精度也有所提高。优选的,所述恒力柔性连接件9为平衡拉力气弹簧。
66.还包括开缝对中部件4,所述开缝对中部件4可限制箱体10于输送装置8中位,两个箱体10开缝机构分别连接于开缝对中部件4,所述开缝对中部件4可带动侧戳刀具102移动至箱体10侧缝处、带动划缝刀具202移动至箱体10中缝处。具体地说,箱体10在随输送装置8移动的过程中,往往不能够处于中位,通过开缝对中部件4限制箱体10,确保划缝刀具202找正箱体10中缝的位置。
67.所述开缝对中部件4包括对中元件、对中导向装置2012、对中驱动装置和逆向装置,所述对中导向装置2012与内框架6连接,两个所述对中元件通过逆向装置与对中导向装置2012连接,所述逆向装置可在驱动装置的作用下带动对中元件做同步反向直线运动,对中元件可相互配合限制箱体10并对中定位。具体地说,对中驱动装置作为动力,在逆向装置作用下实现对中元件的同步反向直线运动,以同步夹抱的形式实现箱体10的对中定位。
68.还包括开缝测高部件5,所述开缝测高部件5设于输送装置8上方且连接外框架7与内框架6,所述开缝测高部件5包括压板502和对高组件,所述对高组件连接外框架7与内框架6,并带动内框架6沿竖直方向相对输送装置8运动,所述对高组件上还设有压板502,所述压板502与内框架6在高度方向的位移变化量为固定比值。具体地说,由于压板502与内框架6在高度方向的位移变化量为固定比值,可将比值设置为2:1,不管何种高度箱体10,划缝刀具202都能随动找到箱体10中缝。
69.所述对高组件包括主动轴501、被动轴、长摆杆503、导轮504、横撑组件505和短摆杆506;所述主动轴501与外框架7连接,所述横撑组件505与内框架6连接,所述横撑组件505通过可直线运动的导杆组件与压板502连接,所述压板502可相对横撑组件505在竖直方向上做直线运动;所述压板502上设有导槽板507,所述导槽板507的导槽内设有可沿导槽移动的导轮504,所述长摆杆503一端与主动轴501连接、另一端与导轮504连接,所述短摆杆506一端与主动轴501连接、另一端与内框架6连接,所述长摆杆503和短摆杆506长度的比值与
压板502和内框架6在高度方向的位移变化量比值一致。具体地说,长摆杆503与短摆杆506长度比为定值,当主动轴501转动时压板502与内框架6在高度方向的位移变化量为长摆杆503与短摆杆506的长度比,主动轴501带动长摆杆503和短摆杆506一起摆动,使压板502与内框架6在高度方向的位移变化量为长摆杆503与短摆杆506的长度比,确保划缝刀具202能够随动找到不同规格箱体10的中缝;压板502在竖直方向作直线运动,相对于压板502作摆动运动的结构,设备尺寸大幅减少,设备结构更加紧凑。
70.实施例3
71.一种箱体的开缝方法,如图2-7所示,包括以下步骤:
72.校准步骤:箱体10运行至第一挡板301处,开缝对中部件4带动箱体10开缝机构与箱体10匹配,使得侧戳刀具102在箱体10的x轴方向上对准箱体10侧缝、划缝刀具202在箱体10的x轴方向上对准箱体10中缝;所述开缝测高部件5带动侧戳刀具102在箱体10的z轴方向上对准箱体10侧缝、划缝刀具202在箱体10的z轴方向上对准箱体10中缝;
73.划缝步骤:划缝刀具202沿中缝方向移动,破坏箱体10中缝处的粘接和/或胶带1003,开缝对中部件4复位,划缝刀具202复位;
74.第一侧戳步骤:与第一挡板301匹配的侧戳刀具102破坏箱体10靠近第一挡板301处的侧缝;第一挡板301下降,开缝测高机构复位,第二挡板302上升;输送装置8将箱体10反向输送至第二挡板302处,带动侧戳刀具102在箱体10的z轴方向上对准箱体10侧缝、划缝刀具202在箱体10的z轴方向上对准箱体10中缝;开缝对中部件4带动箱体10开缝机构与箱体10匹配,使得侧戳刀具102在箱体10的x轴方向上对准箱体10侧缝、划缝刀具202在箱体10的x轴方向上对准箱体10中缝;
75.第二侧戳步骤:与第二挡板302匹配的侧戳刀具102破坏箱体10靠近第二挡板302处的侧缝;
76.复位步骤:第二挡板302下降,开缝测高机构、开缝侧戳机构复位,第二挡板302上升;输送装置8将箱体10输出,第一挡板301复位。
77.具体地说,通过校准步骤使侧戳刀具102和划缝刀具202分别找准箱体10的侧缝和中缝,完成划中缝和靠近第一挡板301处侧缝的侧戳动作;输送装置8带动箱体10来到第二挡板302处,完成第二挡板302处侧缝的侧戳动作;可对不同规格的箱体10进行处理实现“异标共线”,将划中缝和侧戳功能集成于一个工位,设备占地面积小,设备成本大大降低。
78.在校准步骤中,开缝对中部件4一次启动,开缝对中元件使箱体10在输送装置8上正位,开缝对中部件4复位;开缝测高部件5启动,带动内框架6沿竖直方向运动至压板502与箱体10接触,此时箱体10开缝侧戳机构的侧戳刀具102与箱体10侧缝需要破坏处的高度匹配、划缝刀具202与箱体10中缝需要破坏处的高度匹配;开缝对中部件4二次启动,开缝对中元件限制箱体10并对中定位,使得侧戳刀具102对准箱体10侧缝、划缝刀具202对准箱体10的中缝。具体地说,第一次对中使得箱体10在输送装置8上摆正,便于测高时压板502能够对准箱体10,测高完成后,通过第二次对中使侧戳刀具102对准箱体10侧缝,经过两次对中,提高定位精准度,确保侧戳刀具102能够找准箱体10侧缝。
79.本文中应用了具体的实施例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些
改进和修饰也落入本发明权利要求的保护范围内。
80.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该发明产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
81.在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“设置”、“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。