1.本实用新型涉及钣金件成型加工技术领域,尤其涉及一种双翻边胀型工装。
背景技术:
2.钣金件在航天领域应用广泛,随不同的用途其结构形式多样。如图1所示的钣金件,其两端设置有扩口翻边,该类钣金件体积较大,深度高,成型存在一定的难度。此类钣金件成型现多采用分段成型的方式,及将钣金件分为两至三部分,分别成型后,再通过焊接将钣金件成型,分段成型的方式,工序冗杂,成本较高,且焊缝影响钣金件的性能。
技术实现要素:
3.鉴于现有技术中的上述缺陷或不足,期望提供一种操作简便,使钣金件一体成型,成型质量佳,提高了加工效率的双翻边胀型工装。
4.本实用新型提供的一种双翻边胀型工装,包括支撑板、抱箍、胀型外模、第一胀型内膜组件和第二胀型内膜组件;其中,
5.所述抱箍,可拆卸的固定设置于所述支撑板的顶面;
6.所述胀型外模,为筒型,可分离的设置于所述抱箍内,所述胀型外模的外径与抱箍的内径相同;
7.所述第一胀型内膜组件,与所述胀型外模相配合,对筒型的钣金毛坯的一端进行翻边胀型;
8.所述第二胀型内膜组件,与所述胀型外模相配合,对所述钣金毛坯的另一端进行翻边胀型。
9.进一步的,所述第一胀型内膜组件包括连接块、导向锥和第一胀型块;
10.所述连接块为圆柱形,其外径等于所述钣金毛坯的内径,所述连接块的底面设置有第二螺孔,顶面设置有第三螺孔;
11.所述导向锥的底面对应第二螺孔设置有第二沉孔,所述第二沉孔内设置有与第二螺孔螺纹连接的第二螺栓,所述导向锥的上半部外径与所述连接块的外径相同,所述导向锥的下半部外径由上至下逐渐减小;
12.所述第一胀型块的顶面对应第三螺孔设置有第三沉孔,所述第三沉孔内设置有与第三螺孔螺纹连接的第三螺栓,所述第一胀型块的下半部外径与所述连接块的外径相同,所述第一胀型块的上半部外径由下至上逐渐增加形成第一内成型部。
13.进一步的,所述第二胀型内膜组件包括胀型锥和内膜组件;
14.所述胀型锥下半部的外径由上至下逐渐减小;
15.所述内膜组件为环形,其下半部的外径与所述连接块的外径相同,其上半部的外径由下至上逐渐增加形成第二内成型部,所述内膜组件由沿周向均布的若干扇形的第二成型块及分别设置于相邻的所述第二成型块之间的楔形块组成。
16.进一步的,所述胀型外模由两个半筒型的半模组成,所述胀型外模的顶端内径由
下至上逐渐增加形成与所述第一内成型部相匹配的第一内成型面,所述胀型外模的底端内径由上至下逐渐增加形成与所述第二内成型部相匹配的第二内成型面。
17.进一步的,所述抱箍的底端沿周向均布有若干第一螺孔,所述支撑板的底面设置有与所述第一螺孔一一对应的第一沉孔,所述第一沉孔内设置有与对应的所述第一螺孔螺纹连接的第一螺栓,所述支撑板上位于所述抱箍的轴线上开设有型孔,所述型孔的内径小于所述钣金毛坯的外径,大于所述连接块的外径。
18.相对于现有技术而言,本实用新型的有益效果是:
19.本实用新型的双翻边胀型工装设置有抱箍、胀型外模、第一胀型内膜组件和第二胀型内膜组件,胀型外模通过抱箍进行限位。在第一胀型内膜组件和胀型外模的配合下,通过液压机下压第一胀型内膜组件完成钣金件一端的翻边胀型成型;然后卸下第一胀型内膜组件,在第二胀型内膜组件和胀型外模的配合下,通过液压机下压第二胀型内膜组件完成钣金件另一端的翻边胀型成型,钣金件成型加工完成。工装操作简便,提高了钣金件的加工效率;实现了钣金件的一体成型,翻边部位胀型均匀度高,对钣金件的成型质量佳。
20.应当理解,实用新型内容部分中所描述的内容并非旨在限定本实用新型的实施例的关键或重要特征,亦非用于限制本实用新型的范围。本实用新型的其它特征将通过以下的描述变得容易理解。
附图说明
21.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本实用新型的其它特征、目的和优点将会变得更明显:
22.图1为钣金件的结构示意图;
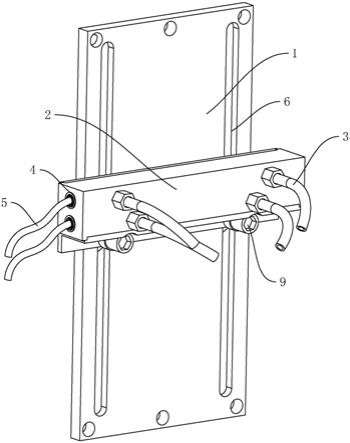
23.图2为双翻边胀型工装的第一次翻边结构示意图;
24.图3为图2的剖面结构示意图;
25.图4为胀型外模的结构示意图;
26.图5为第一胀型内模组件的结构示意图;
27.图6为双翻边胀型工装的第二次翻边结构示意图;
28.图7为图6的剖面结构示意图;
29.图8为第二胀型内模组件的结构示意图。
30.图中标号:11、钣金件;12、支撑板;13、抱箍;14、胀型外模;15、第一胀型内膜组件;16、第二胀型内膜组件;
31.21、第一沉孔;22、第一螺栓;23、型孔;
32.31、第一螺孔;
33.41、半模;42、第一内成型面;43、第二内成型面;
34.51、连接块;52、导向锥;53、第一胀型块;54、第二螺孔;55、第三螺孔;56、第二沉孔;57、第二螺栓;58、第三沉孔;59、第三螺栓;510、第一内成型部。
35.61、胀型锥;62、内膜组件;63、第二内成型部;
36.621、第二成型块;622、楔形块。
具体实施方式
37.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关实用新型,而非对该实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与实用新型相关的部分。
38.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本实用新型。
39.请参考图1~图8,本实用新型的实施例提供了一种双翻边胀型工装,包括支撑板12、抱箍13、胀型外模14、第一胀型内膜组件15和第二胀型内膜组件16;其中,
40.抱箍13,可拆卸的固定设置于支撑板12的顶面;
41.胀型外模14,为筒型,可分离的设置于抱箍13内,胀型外模14的外径与抱箍13的内径相同;
42.第一胀型内膜组件15,与胀型外模14相配合,对筒型的钣金毛坯的一端进行翻边胀型;
43.第二胀型内膜组件16,与胀型外模14相配合,对钣金毛坯的另一端进行翻边胀型。
44.在本实施例中,钣金毛坯为钣金滚圆后焊接形成的筒形,通过本技术的工装完成钣金毛坯两端的翻边胀型后形成如图1所示的钣金件11。
45.进行钣金件11的成型加工时,首先支撑板12固定安装到液压机的工作台上,将抱箍13固定安装到支撑板12的顶面,然后将胀型外模14安装到抱箍13内,再将钣金毛坯放置于胀型外模14内,将第一胀型内膜组件15的底端从钣金毛坯的顶端伸入,通过液压机将第一胀型内膜组件15下压,在第一胀型内膜组件15和胀型外模14的配合下,完成钣金毛坯一端的翻边胀型成型;然后从工作台上卸下工装,再卸下支撑板12和第一胀型内膜组件15,将工装翻转180度,在第二胀型内膜组件16和胀型外模14的配合下,通过液压机下压第二胀型内膜组件16完成钣金毛坯另一端的翻边胀型成型,钣金件11成型加工完成,拆卸工装将钣金件11取下。
46.工装的操作简便,提高了钣金件11的加工效率;实现了钣金件11的一体成型,翻边部位胀型均匀度高,对钣金件11的成型质量佳。
47.在一优选实施例中,如图3和图5所示,第一胀型内膜组件15包括连接块51、导向锥52和第一胀型块53;
48.连接块51为圆柱形,其外径等于钣金毛坯的内径,连接块51的底面设置有第二螺孔54,顶面设置有第三螺孔55;
49.导向锥52的底面对应第二螺孔54设置有第二沉孔56,第二沉孔56内设置有与第二螺孔54螺纹连接的第二螺栓57,导向锥52的上半部外径与连接块51的外径相同,导向锥52的下半部外径由上至下逐渐减小;
50.第一胀型块53的顶面对应第三螺孔55设置有第三沉孔58,第三沉孔58内设置有与第三螺孔55螺纹连接的第三螺栓59,第一胀型块53的下半部外径与连接块51的外径相同,第一胀型块53的上半部外径由下至上逐渐增加形成第一内成型部510。
51.在本实施例中,导向锥52通过第二螺栓57与连接块51固定连接,第一胀型块53通过第三螺栓59与连接块51固定连接,对钣金毛坯的一端进行翻边胀型成型时,液压机抵住第一胀型块53的顶部并缓慢下压,底端的导向锥52起到导向作用,使得第一胀型内膜组件
15沿钣金毛坯顺畅下移。随着第一内成型部510缓慢下移,配合胀型外模14对钣金毛坯的顶端进行扩张,直至完成钣金毛坯顶端的翻边胀型成型。成型均匀度高,确保了钣金件11的成型质量。
52.在一优选实施例中,如图7和图8所示,第二胀型内膜组件16包括胀型锥61和内膜组件62;
53.胀型锥61下半部的外径由上至下逐渐减小;
54.内膜组件62为环形,其下半部的外径与连接块51的外径相同,其上半部的外径由下至上逐渐增加形成第二内成型部63,内膜组件62由沿周向均布的若干扇形的第二成型块621及分别设置于相邻的第二成型块621之间的楔形块622组成。
55.在本实施例中,钣金毛坯完成一端的翻边胀型成型后,将支撑板12卸下,再将导向锥52和第一胀型块53卸下,然后将工装翻转180度后重新固定在液压机的工作台上,将连接块51按压至钣金毛坯的底端,作为底部支撑;然后将各个第二成型块621沿周向均匀的摆在钣金毛坯内的顶端,再将各个楔形块622分别插入相邻的两块第二成型块621之间,将胀型锥61的底端插入内膜组件62内,通过液压机缓慢下压胀型锥61,胀型锥61挤压各个楔形块622,楔形块622挤压第二成型块621缓慢向外扩张,第二内成型部63配合胀型外模14对翻转后的钣金毛坯的顶端进行扩张,直至完成钣金毛坯另一端的翻边胀型成型。成型均匀度高,确保了钣金件11的成型质量。
56.在一优选实施例中,如图3、图4和图7所示,胀型外模14由两个半筒型的半模41组成,胀型外模14的顶端内径由下至上逐渐增加形成与第一内成型部510相匹配的第一内成型面42,胀型外模14的底端内径由上至下逐渐增加形成与第二内成型部63相匹配的第二内成型面43。
57.在本实施例中,胀型外模14的第一内成型面42与第一胀型内膜组件15的第一内成型部510相配合实现了钣金毛坯一端的翻边胀型成型;胀型外模14的第二内成型面43与第二胀型内膜组件16的第二内成型部63相配合实现了钣金毛坯另一端的翻边胀型成型。抱箍13对胀型外模14进行限位,使得钣金件11成型过程中,半模41不会向外侧移动。胀型外模14由两个半模41组成,方便钣金件11成型后的拆卸。
58.在一优选实施例中,如图3和图5所示,抱箍13的底端沿周向均布有若干第一螺孔31,支撑板12的底面设置有与第一螺孔31一一对应的第一沉孔21,第一沉孔21内设置有与对应的第一螺孔31螺纹连接的第一螺栓22,支撑板12上位于抱箍13的轴线上开设有型孔23,型孔23的内径小于钣金毛坯的外径,大于连接块51的外径。
59.在本实施例中,抱箍13通过第一螺栓22与支撑板12可拆卸的固定连接,方便第二次翻边胀型时支撑板12的拆卸。抱箍13的顶端也可开设第一螺孔31,使得抱箍13的两端均可与支撑板12固定连接,提高抱箍13安装的便捷性。支撑板12上的型孔23供导向锥52伸入,使得第一内成型部510配合第一内成型面42可对钣金毛坯进行充分挤压。
60.在本说明书的描述中,术语“连接”、“安装”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
61.在本说明书的描述中,术语“一个实施例”、“一些实施例”等的描述意指结合该实
施例或示例描述的具体特征、结构、材料或特点包含于本技术的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
62.以上仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。