1.本发明涉及一种烟火点火爆管和一种烟火点火爆管的制造方法。
背景技术:
2.烟火点火爆管是众所周知的并且在工业中广泛使用。尤其是在对安全至关重要的汽车应用中,通常以烟火方式实现安全带张紧器、安全气囊、电路断路器等的触发。点火爆管可用作气体发生器或推进装药器。尤其是对于载流电导体的断开,需要足够高的断开能量以确保在碰撞事件中导体的安全断开。由于烟火点火爆管的广泛使用,已经建立了一种制造方法,其中点火装药被密封布置在壳体中,并通过两个导线触头进行点火,这些导线触头通过玻璃引导通道引导到外部。在这种情况下,点火触头是线形和圆形的。
3.这对于烟火点火爆管在最新应用中的使用而言是有问题的,例如在用于汽车电气装置的烟火机械断开开关中。对于汽车的布线,设计用于角形连接销的插接器几何形状是已知的并被使用。因此,这些与传统的烟火点火爆管不相容。
技术实现要素:
4.因此,该本发明的目的在于提供一种可用于电子插接器壳体的烟火点火爆管。
5.根据本发明,该目的通过根据权利要求1所述的点火爆管和根据权利要求13所述的方法来实现。
6.烟火点火爆管的结构是众所周知的。将玻璃爆管容纳在一个套筒/环中。引导连接触头穿过玻璃爆管。在熔化过程中,玻璃爆管熔化,从而玻璃气密地紧贴连接触头。在套筒/环上焊接有盖子,在盖子内部有点火装药,其与连接触头连接。玻璃引导通道与盖子和套筒/环一起形成点火爆管的壳体,其密封地包裹点火装药。密封保护尤其是液体和/或气体密封的。
7.连接触头在壳体内与点火装药电连接,从而可以通过电点火脉冲触发点火装药并爆炸。通过气密和/或液密的玻璃引导通道确保点火装药即使在很长的使用寿命内也不会与湿气接触,因此始终可供使用。
8.为了能够将点火爆管与用于汽车应用的传统插接器一起使用,建议连接触头在点火装药区域中具有圆形的横截面轮廓并且连接触头在壳体外部具有角形的横截面轮廓。“角”形在下文意义上尤其可以这样理解,即横截面轮廓中的至少两个侧棱边彼此平行延伸。这里,在向相邻侧棱边的过渡中可能存在一定的椭圆度。
9.根据一个实施例建议,连接触头由圆线形成并且在壳体外部塑性变形。通过塑性变形,例如通过压制,圆形的横截面轮廓可以至少沿着两个侧棱边变形,从而使其变成角形的。
10.根据一个实施例建议,连接触头在玻璃引导通道的区域中相对于彼此具有第一触头间距并且在壳体外部相对于彼此具有第二触头间距,该第二触头间距大于第一触头间距。因此,连接触头可以展开并且彼此之间具有更大的距离。因此,可以将触头插入设置在
连接插头中的开口中。
11.根据一个实施例建议,连接触头在玻璃引导通道中笔直且相互平行地延伸,而在玻璃引导通道外的中间区段中以彼此成角度的方式延伸,并且在端部区段中再次笔直且彼此平行地延伸。在玻璃引导通道和壳体之外,连接触头以这样的方式变形,使得其彼此远离指向。然而,连接触头在其端部区段中可以再次变形,使得其笔直且彼此平行地延伸。
12.根据一个实施例建议,将连接触头引导通过两个彼此相对的玻璃引导通道。在壳体上,可以在盖子和底座上分别设置玻璃引导通道。连接触头可以分别被引导通过两个玻璃引导通道之一。
13.根据一个实施例建议,连接触头在玻璃引导通道的外部以彼此远离指向的方式弯曲。当在此提及玻璃引导通道的外部时,这总是指位于玻璃引导通道的背离点火装药一侧的连接触头区域。
14.根据一个实施例建议,弯曲开始于距玻璃引导通道至少为连接触头半径的距离处。在制造过程中,线形的连接触头在玻璃引导通道内以彼此平行延伸的方式布置。弯曲时不得对玻璃引导通道造成机械应力,否则可能会将其碎裂。为了防止或最小化弯曲对玻璃引导通道的影响,连接触头的弯曲仅在距玻璃引导通道一定距离处开始。该距离优选至少对应于连接触头的半径。这样,可以充分吸收弯曲力矩和/或弯曲应力,并且可以避免玻璃引导通道内的连接触头变形。
15.根据一个实施例设定,玻璃引导通道具有玻璃爆管和支撑环。在制造过程中,玻璃爆管被熔化,熔化的玻璃紧贴到连接触头。壳体的盖子以材料结合的方式布置在支撑环处,尤其是焊接到支撑环上。点火装药布置在盖子内部。连接触头通过在点火装药内部延伸的点火线相互短路。电点火脉冲流经点火线,该点火线因点火脉冲而升温,从而点燃点火装药。
16.根据一个实施例建议,在玻璃引导通道的与点火装药相对的一侧,将连接触头在连接壳体中引导。点火爆管可以具有包含点火装药的壳体。此外,可以设置另一个壳体,在该壳体中引导连接触头并且其成形为插接面。插接面适合装配的插接触点,并且可以插入其中。在连接壳体内,可以引导并弯曲连接触头。
17.根据一个实施例,连接壳体由塑料制成,尤其是注塑成型。连接壳体模制在支撑环上。
18.根据一个实施例建议,角形的横截面轮廓由两个彼此平行延伸的纵向棱边和两个彼此相对的横向棱边形成,其中横向棱边形成为弧形,尤其是凸弧形。在连接触头的横截面中,其可以是近似椭圆形的,并且具有两个彼此平行延伸的侧棱边。这可以理解为角形的。
19.另一方面是一种制造烟火点火爆管的方法。在此,首先提供具有被包裹的点火爆管的壳体,该点火爆管具有至少两个通过玻璃引导通道从壳体中引导出的连接触头。然后,将点火爆管机械固定,并且在壳体外部,在玻璃引导通道的与点火装药相对的一侧上将连接触头机械变形,使得连接触头在壳体外部具有角形的横截面轮廓。
20.根据一个实施例,角形的横截面轮廓是通过压制获得的。
21.此外,连接触头可以在壳体外弯曲分开。在此,例如可以固定连接触头并在其自由端将其弯曲分开。固定部优选直接贴靠在玻璃引导通道上并且因此防止由弯曲引入的力到达玻璃引导通道。
附图说明
22.在下文中,参照示出了实施例的附图更详细地解释本发明。图中:
23.图1a、b示出了根据第一实施例的烟火点火爆管的纵向剖视图;
24.图2a、b示出了根据另一个实施例的烟火点火爆管;
25.图3a、b示出了连接触头的横截面;
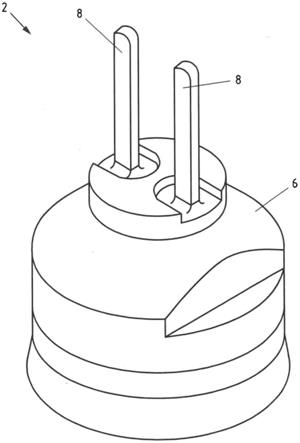
26.图4示出了烟火点火爆管的视图;
27.图5示出了根据本发明的方法的流程。
具体实施方式
28.图1a以侧视图显示烟火点火器2。烟火点火器2具有壳体4和连接壳体6。连接触头8从壳体4和连接壳体6中引出。烟火点火装药包封在壳体4中。连接壳体6容纳由壳体4引出的连接触头8并将其向外引出,如图1b所示。
29.在图1b中,壳体4以剖视图示出。壳体4包括由外绝缘层4a和内金属层4b形成的两层盖子。在盖子4a、4b内部有点火装药10,其也可以由引燃装药10a和推进装药10b形成。盖子4a、4b的金属层4b与环12环绕地焊接。环12容纳玻璃引导通道14。在玻璃引导通道14中,两个连接触头8被彼此平行延伸地引导。
30.为了制造包括点火装药10的壳体4,首先为环12装配玻璃爆管。将连接触头8穿过玻璃爆管。
31.玻璃爆管的玻璃熔化并在环12内部紧贴在连接触头8上,从而形成气密连接。在壳体4的内侧上,连接触头8通过点火线彼此电短路。点火线延伸穿过点火装药10,尤其是引燃装药10a。
32.盖子4a、4b放置在点火装药10上,尤其是首先以金属层4b放置在其上。金属层4b与环12环绕地焊接,例如激光焊接。随后,放置绝缘层4a并且将连接壳体6包覆成型在“裸露的”点火器周围。点火爆管现在可以使用了。通过盖4b和玻璃引导通道14,点火装药10被气密地屏蔽,因此相对于环境气密和/或液密地密封包裹。
33.为了进一步地应用,将连接壳体6模制到壳体4上,例如通过注塑成型。
34.在图1b中可以看出,连接触头8在玻璃引导通道14内彼此平行地延伸。在玻璃引导通道14的与点火装药10相对的一侧,连接触头8弯曲分开,但在连接壳体6外又相互平行地延伸。
35.图2a、b显示了基本相同的元件,其中根据图2b所示的连接壳体6设置有o形环6a以使连接壳体能够在必要时以液密方式插入插座。
36.与图2a不同地,在图2b中,连接触头8的弯曲是不连续的,因此连接触头8以v形成角度地彼此远离。
37.在连接壳体6已经注塑成型之前或之后,将点火爆管2固定到连接触头8上。对此,可以通过夹具直接在玻璃引导通道14上方固定连接触头8。接下来,压制工具可以压制连接触头8的在成品中位于连接壳体6外部的端部区域,从而形成如图3a,b中所示的横截面轮廓。
38.图3a示出了玻璃引导通道14内的连接触头8的横截面轮廓。可以看出连接触头8是圆形的。这尤其是由于使用连接线用于连接触头8造成的。
39.如图3b所示,通过挤压,在连接壳体外部将连接触头8制成角形的横截面轮廓。可以看出,分别两个相对的侧棱边8a彼此平行延伸。短棱边也可以相互平行延伸,但也可以是凸形的。在图3b中,可以看出连接触头8在其横截面轮廓中具有一定的椭圆度,在本发明的意义内,这也可以理解为角形的。
40.图4示出了点火爆管2的示图。可以看出,连接触头8在连接壳体6外部形成为扁平部件。这是借助于压制工具挤压连接触头8来完成的。
41.图5示出了根据本发明的方法的流程。首先,提供点火爆管2(20)。随后(22),用夹臂固定点火爆管2,例如通过将连接触头8直接在玻璃引导通道14的出口处固定。在固定连接触头之后,将各个相应连接触头8的端部区域用压制工具挤压(24)。压制工具可以具有侧向限位滑块,使得连接触头8在挤压后具有定义的宽度。
42.在步骤24之后或步骤24之前,可以在步骤26中进行连接触头8的向外弯曲,如图1b和2b所示。
43.然后,可以在步骤28中执行连接壳体6的注塑。
44.附图标记说明
45.2 点火爆管
46.4 壳体
47.6 连接壳体
48.8 连接触头
49.10 点火装药
50.12 环
51.14 玻璃引导通道
52.16 点火线
53.20 提供
54.22 固定
55.24 挤压
56.26 扩展
57.28 包覆成型
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。