1.本发明涉及层叠膜、金属质感产品、金属质感招牌。更具体地说,本发明涉及成型加工性能优异、在加工成为成型品后能在白天呈现有金属质感的外观且能在夜间良好地透射来自背面光源的光的层叠膜、金属质感产品、金属质感招牌。
背景技术:
2.至今,对于室内外的招牌等已开发出了使用金属装饰材料的金属质感产品,上述金属装饰材料能在白天呈现金属外观且在夜间透射来自背面光源的光。已知有使用了层叠膜作为这样的金属装饰材料的金属质感产品,该层叠膜使用了铝的薄膜。另外,一般来说,用于赋予金属质感的外观的层叠膜除使用铝的层叠膜之外,有时还使用铬或铟等的层叠膜(专利文献1)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2006-26946号公报。
6.然而,蒸镀有铝的层叠膜在成型加工为各种三维形状时的追随性差,成型加工后也容易出现白化等外观缺陷。因此,在蒸镀铝的情况下会采用以分批蒸镀的方式设置蒸镀层的方法。但是所得到的铝薄膜的耐久性差,因此又需要外涂层。另外,通过分批蒸镀的方式来制造层叠膜的成本也较高。
技术实现要素:
7.除此之外,也考虑蒸镀铟等其他金属来代替铝。但是,以设置有由铟构成的蒸镀层的层叠膜为例,其与使用铝的情况相比,透光性较差。因此,若要用于上述的招牌等金属质感产品的话,则认为使用铟的层叠膜并不适合。
8.本发明是鉴于这种现有的发明而完成的,其目的在于提供一种成型加工性能优异、在加工成为成型品后能在白天呈现有金属质感的外观且能在夜间良好地透射来自背面光源的光的层叠膜、金属质感产品、金属质感招牌。
9.本发明的发明人在进行深入研究后,最终发现:通过采用铟作为金属蒸镀层,并且,将od(光密度)值调整到规定的范围以下,又将od值与l*a*b*色空间中的透射光的a*值和b*值调整为满足规定的关系的方式,则成型加工性能优异,且在加工成为成型品后能在白天呈现有金属质感的外观且能在夜间良好地透射来自背面光源的光,由此完成了本发明。
10.解决了上述技术问题的本发明的层叠膜,具备:基材、增粘层、金属蒸镀层和粘接层,所述金属蒸镀层含有铟,od值小于等于1.2,od值与l*a*b*色空间中的透射光的a*值及b*值满足下式(1);
11.od值
×
(a*2 b*2)
1/2
≤6.7 (1)。
12.解决了上述技术问题的本发明的金属质感产品是使用了上述层叠膜的金属质感
产品。
13.解决了上述技术问题的本发明的金属质感招牌是使用了上述层叠膜的金属质感招牌。
具体实施方式
14.《层叠膜》
15.本发明的一个实施方式的层叠膜具备基材、增粘层、金属蒸镀层和粘接层。金属蒸镀层含有铟。od值小于等于1.2。od值与l*a*b*色空间中的透射光的a*值及b*值满足下述式(1)。以下,分别进行说明。
16.od值
×
(a*2 b*2)
1/2
≤6.7 (1)。
17.(基材)
18.对基材没有特别限定。举例来说,基材由诸如聚甲基丙烯酸甲酯(pmma)等的聚(甲基)丙烯酸酯、聚碳酸酯、聚对苯二甲酸乙二醇酯、聚2,6-萘二甲酸乙二醇酯、聚氟乙烯(pvf)、聚偏氟乙烯(pvdf)、聚四氟乙烯(ptfe)、聚氯三氟乙烯(pctfe)、乙烯-四氟乙烯共聚物(etfe)、乙烯-氯三氟乙烯共聚物(ectfe)、四氟乙烯-全氟烷基乙烯基醚共聚物(pfa)、四氟乙烯-六氟丙烯共聚物(fep)等构成。
19.对基材的厚度没有特别限定。举例来说,基材的厚度优选为1.0~300μm。通过使基材的厚度在上述范围内,层叠膜的耐擦伤性能、耐磨损性能优异。
20.基材可以使用实施了所希望的表面加工的基材。对表面加工没有特别限定。举例来说,表面加工为哑光加工、缎纹加工、压花加工、发纹加工等。另外,也可以对基材的表面(与形成有增粘层的面相反的面)实施诸如各类涂层(氟加工、硬涂层加工等)、转印等表面加工。由此,能够对基材的表面赋予各种设计性、功能性。
21.(增粘层)
22.增粘层是为了提高基材与金属蒸镀层的密接性而设置的。
23.对增粘层没有特别限定。举例来说,增粘层只要是与基材的密接性较好且与构成金属蒸镀层的铟的接受性也较好的原料即可,诸如丙烯酸系树脂、硝基纤维素系树脂、聚氨酯系树脂、聚酯系树脂、苯乙烯-马来酸系酸树脂、氯化pp系树脂等。
24.对增粘层的厚度没有特别限定。举例来说,增粘层的厚度优选为0.1~3μm。通过使增粘层的厚度在上述范围内,层叠膜相对于基材和金属蒸镀层的密接性优异。
25.增粘层可以通过付加着色剂或金属颜料从而被赋予设计性。例如,通过搭配作为着色剂的黄色颜料,层叠膜能呈现出金色的外观。着色剂的种类和含量可以根据所希望的金属质感的外观来适当调整。另外,增粘层也可以通过搭配抗静电剂等从而被赋予抗静电效果等功能。
26.(金属蒸镀层)
27.金属蒸镀层含有铟。铟可被以氧化物、氮化物的形式含有。通过使金属蒸镀层含有铟,从而所得到的层叠膜在成型加工时不易出现白化等外观缺陷且成型加工性能优异。其结果是层叠膜被容易地加工成各种三维形状。
28.另外,金属蒸镀层除铟之外,还可以含有各种非金属、金属、金属氧化物和金属氮化物。对非金属、金属等没有特别限定。举例来说,非金属是无定形碳(dlc)及其复合体,金
属等是金、银、铂、锡、铬、硅、钛、锌、铝和镁等金属,以及其氧化物、其氮化物。
29.对金属蒸镀层中的铟的含量没有特别限定。举例来说,金属蒸镀层中铟的含量优选大于等于95质量%,更优选大于等于98质量%。铟的含量可以为100质量%。
30.对金属蒸镀层的厚度没有特别限定。举例来说,金属蒸镀层的厚度优选大于等于10nm,更优选大于等于15nm。另外,金属蒸镀层的厚度优选小于等于35nm,更优选小于等于30nm。通过使金属蒸镀层的厚度在上述范围内,金属蒸镀层容易兼具金属光泽和成型性能。另外,所得到的层叠膜不仅增加了透射率,而且可以降低透射雾度。其结果是所得到的透射光的模糊度降低,并能够呈现出良好的色调。
31.(粘接层)
32.粘接层是为了将层叠膜贴合于被粘物而设置的。
33.对粘接层没有特别限定。举例来说,粘接层由各种粘接剂、粘着剂、压敏胶(psa:pressure sensitive adhesive)等构成。对粘接剂没有特别限定。举例来说,粘接剂由丙烯酸树脂类、聚氨酯树脂类、聚氨酯改性聚酯树脂类、聚酯树脂类、环氧树脂类、乙烯-醋酸乙烯酯共聚树脂(eva)类、乙烯基树脂类(氯乙烯、醋酸乙烯、氯乙烯-醋酸乙烯共聚树脂)、苯乙烯-乙烯-丁烯共聚树脂类、聚乙烯醇树脂类、聚丙烯酰胺树脂类、聚丙烯酰胺树脂类、异丁烯橡胶、异戊二烯橡胶、天然橡胶、sbr、nbr、硅橡胶等树脂构成。这些树脂可以适当地溶解于溶剂中来使用,也可以通过无溶剂的方式使用。
34.上述粘接层优选含有着色剂。通常,设置有由铟构成的金属蒸镀层的层叠膜当使光源的光自其背面透射时会使其成为茶褐色的透射光,色泽容易变差。另一方面,通过在粘接层中搭配着色剂,可以调整来自光源的光的透射光的色调。其结果是能够调整为层叠膜能透射所希望的色调(例如蓝色系的色调等)的透射光。
35.对着色剂没有特别限定。着色剂可以考虑所希望的透射光的色调来适当选择。举例来说,在希望呈蓝色的色调的情况下,着色剂优选含有蓝色颜料或品红色颜料中的至少任意一种。由此,能够利用着色剂将来自光源的光的透射光调整为蓝色系的色调。
36.对蓝色颜料和品红色颜料的种类没有特别限定。蓝色颜料和品红色颜料的种类根据所希望的透射光的色调来适当选择即可。
37.对蓝色颜料和品红色颜料的含量没有特别限定。蓝色颜料和品红色颜料的含量根据所希望的透射光的色调来适当选择即可。举例来说,蓝色颜料和品红色颜料在构成粘接层的树脂溶液中的含量优选大于0质量%且小于等于8质量%。由此,透射光的色调能被适度地赋予蓝色系的色调。
38.对形成粘接层的方法没有特别限定。举例来说,粘接层可以通过使用辊涂机等来将溶解于适当溶剂中的构成粘接层的树脂溶液涂布于后述的隔膜,然后,将形成有粘接层的隔膜与金属蒸镀层贴合的方式形成,也可以通过在金属蒸镀层上直接涂布上述树脂溶液的方式形成。另外,粘接层也可以使用已在隔膜设有粘接层的现成品。粘接层的形成方法可以根据所使用的粘接剂或粘着剂的特性来适当选择。
39.对粘接层的厚度没有特别限定。举例来说,粘接层的厚度优选大于等于10μm,更优选大于等于15μm。另外,粘接层的厚度优选小于等于60μm,更优选小于等于55μm。通过使粘接层的厚度在上述范围内,所得到的层叠膜的粘接时外观以及粘接性会更加优异。
40.除上述着色剂之外,粘接层还可以通过付加金属颜料从而被赋予设计性。另外,粘
接层也可以通过搭配抗静电剂等从而被赋予抗静电效果等功能。由此,粘接层的贴合适应性得以提高。
41.回到对层叠膜整体的说明,层叠膜的od(optical density,光密度)值小于等于1.2即可,优选小于等于1.1。od值是表示透光性的参数,例如可以使用透射密度仪(dm-500,大日本网屏制造(株式会社)制)进行测定。本实施方式的层叠膜的od值若大于1.2,则加工成为成型品时,来自光源的光难以透射。相对地,通过使层叠膜的od值在上述范围内,在加工成为成型品时,来自光源的光容易适度地发生透射。
42.本实施方式的层叠膜的od值与l*a*b*色空间中的透射光的a*值和b*值满足下述式(1)即可,优选满足下述式(2)。
43.od值
×
(a*2 b*2)
1/2
≤6.7 (1)。
44.od值
×
(a*2 b*2)
1/2
≤6.0 (2)。
45.本实施方式的层叠膜通过使od值与l*a*b*色空间中的透射光的a*值及b*值满足式(1),在加工成为成型品时,能容易地在白天呈现有金属质感的外观且能在夜间良好地透射来自光源的光。
46.如式(1)和式(2)中所规定的那样,本实施方式的层叠膜在od值比1.2稍小的情况下(例如od值为1.0左右的情况等),与od值更加小的情况相比,来自光源的光较难发生透射。其结果是“(a*2 b*2)
1/2”的值(即透射光的色调)的影响变大。因此,为了满足“od值
×
(a*2 b*2)
1/2
≤6.7”,“(a*2 b*2)
1/2”中的a*和b*优选均在
±
4.0以内,更优选在
±
3.5以内。由此,本实施方式的层叠膜即使在od值比较大的情况下也容易满足式(1),并容易兼顾白天的反射性和夜间的透光性。
47.另一方面,在od值比1.2更加小的情况下(例如od值为0.8左右的情况等),与od值稍大(例如1.0左右)的情况相比,来自光源的光变得容易透射。其结果是“(a*2 b*2)
1/2”的值(即透射光的色调)的影响变小。因此,为了满足“od值
×
(a*2 b*2)
1/2
≤6.7”,“(a*2 b*2)
1/2”中的a*和b*优选均在
±
5.5以内,更优选在
±
5.0以内。由此,本实施方式的层叠膜即使在od值比较小的情况下也容易满足式(1),并容易兼顾白天的反射性和夜间的透光性。
48.另外,本实施方式的层叠膜的l*a*b*色空间中的反射光的亮度l*值优选大于等于60,更优选大于等于70。通过使反射光的亮度l*值在上述范围内,层叠膜不仅具有优异的透光性,而且反射亮度(反射率)也得以提高。其结果是层叠膜在白天更容易呈现金属质感的外观。
49.在本实施方式中,“l*a*b*色空间中的透射光及反射光”均可使用例如紫外可见近红外分光光度计(uv-3600,(株式会社)岛津制作所制),基于jis k 8722及cie1976的标准,在光源为卤素灯、反射光为包含正反射的积分球收光(几何条件d(8
°
:di))、透射光为包含正透射的积分球收光(几何条件f(0
°
:di))的条件下进行测定。
50.以上,本实施方式的层叠膜的金属蒸镀层含有铟。因此,与由铝等构成的金属蒸镀层相比,层叠膜在成型加工时对三维形状的追随性优异。其结果是不易出现白化等,并容易得到外观优异的成型品。另外,层叠膜的od值被包含在规定的数值范围内,且满足由od值与l*a*b*色空间中的透射光的a*值及b*值构成的上述式(1)。其结果是层叠膜在白天能够得到金属质感的外观,并且在夜间能够良好地透射来自光源的光。
51.另外,由于本实施方式的层叠膜在白天能够得到金属质感的外观且在夜间能够良好地透射来自光源的光,所以能够非常适合应用于例如具有各种三维形状的金属质感产品的用途。
52.本发明的一个实施方式的金属调制品是使用了上述层叠膜的金属质感产品。金属质感产品通过将上述层叠膜贴付在被粘物的方式制成。
53.对被粘物没有特别限定。举例来说,被粘物为聚丙烯树脂、丙烯酸树脂、聚苯乙烯树脂、聚丙烯腈-苯乙烯树脂、聚丙烯腈-丁二烯-苯乙烯树脂等。被粘物优选具有透光性,以使在加工成为成型品后,能够透射光源从背面照射的光。
54.因含有铟的金属蒸镀层的作用,所得到的金属质感产品在白天表现为金属质感的外观。另一方面,在夜间,通过光源从背面照射光,能够使光向外部透射。
55.对金属质感产品没有特别限定。举例来说,金属质感产品是金属质感招牌、金属质感车用内外装饰材料、金属质感家电、金属质感娱乐产品、金属质感建材等。这其中,当金属质感产品是使用上述层叠膜的金属质感招牌的情况下,能在白天表现出优异的金属质感的外观且在夜间表现出优异的透光性。
56.《层叠膜和金属质感产品的制造方法》
57.对上述的层叠膜和金属质感产品的制造方法没有特别限定。举例来说,对于层叠膜,主要包括:在上述基材形成增粘层的工序(增粘层形成工序)、在增粘层形成金属蒸镀层的工序(蒸镀工序)、在金属蒸镀层形成粘接层的工序(粘接层形成工序)。所得到的层叠膜通过成型的方式加工成为成型品(金属质感产品)。
58.·
增粘层形成工序
59.首先,对准备好的基材形成增粘层。对形成增粘层的方法没有特别限定。举例来说,增粘层可以通过使用辊涂机等将溶解于适当溶剂中的构成增粘层的树脂溶液涂布在基材的方式形成。
60.·
蒸镀工序
61.接着,在增粘层上形成金属蒸镀层(蒸镀工序)。对金属蒸镀层的形成方法没有特别限定。举例来说,蒸镀方法可以适当采用现有公知的真空蒸镀法、溅射法、离子镀法等物理蒸镀法或化学蒸镀法等。这其中,根据生产率较高这一理由,优选通过真空蒸镀法设置金属蒸镀层。蒸镀条件可以根据所希望的金属蒸镀层的厚度来适当采用现有公知的条件。需要说明,金属材料优选杂质较少,并且纯度大于等于99重量%,更优选大于等于99.5重量%。另外,金属材料优选为粒状、棒状、片状、线状或加工成所使用的坩埚形状。用于使金属材料蒸发的加热方法可以使用公知的方法,诸如使用将金属材料放入坩埚中并进行电阻加热或高频加热的方式、进行电子束加热的方法、将金属材料放于氮化硼等陶瓷制的板直接进行电阻加热的方法等。用于真空蒸镀的坩埚优选为碳制,也可以是氧化铝、氧化镁、二氧化钛、氧化铍制的坩埚。
62.·
粘接层形成工序
63.接着,在金属蒸镀层上形成粘接层(粘接层形成工序)。粘接层是为了将本实施方式的层叠膜应用到被粘物来制造成型品(金属质感产品)而设置的。
64.对形成粘接层的方法没有特别限定。如上所述,粘接层可以通过将构成粘接层的树脂溶液涂布于隔膜并将形成有粘接层的隔膜与金属蒸镀层贴合的方式形成,也可以将粘
接层形成在金属蒸镀层。另外,粘接层也可以使用已在隔膜设有粘接层的现成品。
65.设置有粘接层的层叠膜也可以设置衬片。在制造金属质感产品时若采用薄膜内嵌(film insert)工艺的情况下,优选设置衬片。对衬片没有特别限定。举例来说,衬片只要是能够可热成型的聚合物片材即可,优选为abs片材、聚丙烯酸类片材、聚丙烯片材、聚乙烯片材、聚碳酸酯类片材、a-pet片材、pet-g片材、氯乙烯类片材、聚酰胺类片材等。
66.对衬片的厚度没有特别限定。举例来说,从关于压缩成型等的成型性能的观点来看,衬片的厚度优选为0.05~5mm,更优选为0.3~3mm。
67.衬片可以使用实施了所希望的表面加工的衬片。对表面加工没有特别限定。举例来说,表面加工为哑光加工、缎纹加工、压花加工、发纹加工以及各类的图案纹理加工等。
68.所得到的层叠膜设有隔膜。如上所述,层叠膜可以使用预先设置有粘接层的隔膜,也可以将粘接层形成于隔膜,通过使其粘接层与金属蒸镀层相接触的方式贴合。
69.对隔膜没有特别限定。举例来说,隔膜为聚对苯二甲酸乙二醇酯(pet)、聚乙烯、聚丙烯,或利用诸如氟系剥离剂、长链烷基丙烯酸酯系剥离剂等剥离剂进行了表面涂布的塑料薄膜或纸等。
70.剥离隔膜时则会露出粘接层。露出的粘接层被贴附在成型加工前的被粘物。
71.然后,将贴附了本实施方式的层叠膜的被粘物适当加工成三维形状,制造成型品(金属质感产品)。对金属质感产品的成型方法没有特别限定。举例来说,成型方法是通过真空成型、tom(three dimension overlay method,三维表面加饰)成型等来进行成型。在tom成型中,层叠膜被附着到预先准备的被粘物,因热而软化,由此贴合被粘物并一体成型。另一方面,在真空成型中,层叠膜被加热器加热而软化。接着,加热后的层叠膜被真空吸引并按压向具有所希望的三维形状的模具,从而以贴合三维成型产品形状的方式发生形变。
72.因含有铟的金属蒸镀层的作用,所得到的金属质感产品在白天表现为金属质感的外观。另一方面,在夜间,通过光源从背面照射光,能够使光向外部透射。
73.以上,对本发明的一个实施方式进行了说明。本发明并不特别限定于上述实施方式。需要说明,上述的实施方式是以具有以下结构的发明为主进行说明的。
74.(1)一种层叠膜,具备:基材、增粘层、金属蒸镀层和粘接层,所述金属蒸镀层含有铟,od值小于等于1.2,od值与l*a*b*色空间中的透射光的a*值及b*值满足下式(1);
75.od值
×
(a*2 b*2)
1/2
≤6.7 (1)。
76.根据这样的结构,层叠膜的成型加工性能优异,并容易加工成各种三维形状。另外,层叠膜的od值被包含在规定的数值范围内且满足上述式(1),其结果是能在白天呈现金属质感的外观且能在夜间良好地透射来自光源的光。其结果是层叠膜能够非常适合应用于具有各种三维形状的金属质感招牌等金属质感产品的用途。
77.(2)如(1)所述的层叠膜,其中,od值与l*a*b*色空间中的透射光的a*值及b*值满足下述式(2);
78.od值
×
(a*2 b*2)
1/2
≤6.0 (2)。
79.根据这样的结构,层叠膜的od值被包含在规定的数值范围内且满足上述式(2),其结果是能容易在白天呈现金属质感的外观且能在夜间良好地透射来自光源的光。
80.(3)如(1)或(2)所述的层叠膜,其中,所述粘接层含有着色剂。
81.设置有由铟构成的金属蒸镀层的层叠膜当使光源的光自其背面透射时会使其成
为茶褐色的透射光,色泽容易变差。根据这样的结构,能够通过着色剂调整来自光源的光的透射光的色调。
82.(4)如(3)所述的层叠膜,其中,所述着色剂含有蓝色颜料或品红色颜料中的至少任意一种。
83.根据这样的结构,能够通过着色剂将来自光源的光的透射光调整为蓝色系的色调。
84.(5)如(1)~(4)中任一项所述的层叠膜,其中,l*a*b*色空间中的反射光的亮度l*值大于等于60。
85.根据这样的结构,不仅透光性优异,而且提高了反射亮度(反射率)。其结果是层叠膜在白天更容易呈现金属质感的外观。
86.(6)如(1)~(5)中任一项所述的层叠膜,其中,所述粘接层的膜厚为10~60μm。
87.根据这样的结构,层叠膜在粘接时的外观和粘接性能更优异。
88.(7)一种金属质感产品,使用了(1)~(6)中任一项所述的层叠膜。
89.根据这样的结构,金属调制品容易通过成型加工来制造,在白天能够得到金属质感的外观且在夜间能够良好地透射来自光源的光。其结果是金属质感产品能非常适合应用于例如具有各种三维形状的金属质感招牌等的用途。
90.(8)一种金属质感招牌,使用了(1)~(6)中任一项所述的层叠膜。
91.根据这样的结构,金属质感招牌容易通过成型加工来制造,在白天能够得到金属质感的外观且在夜间能够良好地透射来自光源的光。
92.[实施例]
[0093]
以下,通过实施例来对本发明进行更具体的说明。本发明不受这些实施例的任何限定。需要说明,只要没有特别限制,“%”指代“质量%”,“份”指代“质量份”。
[0094]
《实施例1》
[0095]
准备由pmma构成的基材(厚度75μm)。对基材使用凹版涂布机,以干燥后为1.3μm的方式涂布混合了丙烯酸多元醇和异氰酸酯类涂布材料而成的增粘涂层剂溶液,再接着将其在100℃下干燥1分钟,形成了增粘层。然后,对于增粘层,通过真空蒸镀法,以使由铟构成的金属蒸镀层的厚度为20nm的方式形成了金属蒸镀层。除此之外,另准备了隔膜(pet膜),该隔膜带有粘着层(厚度25μm),该粘着层含有相对于丙烯酸系粘着剂为2质量%的蓝色颜料(c.i.颜料蓝15:3)作为着色剂。以金属蒸镀层与粘着层(粘接层)相接触的方式进行贴合,将粘着层(粘接层)转印到金属蒸镀层后,剥离隔膜,从而制造了实施例1的层叠膜。
[0096]
《实施例2~10、比较例1~32》
[0097]
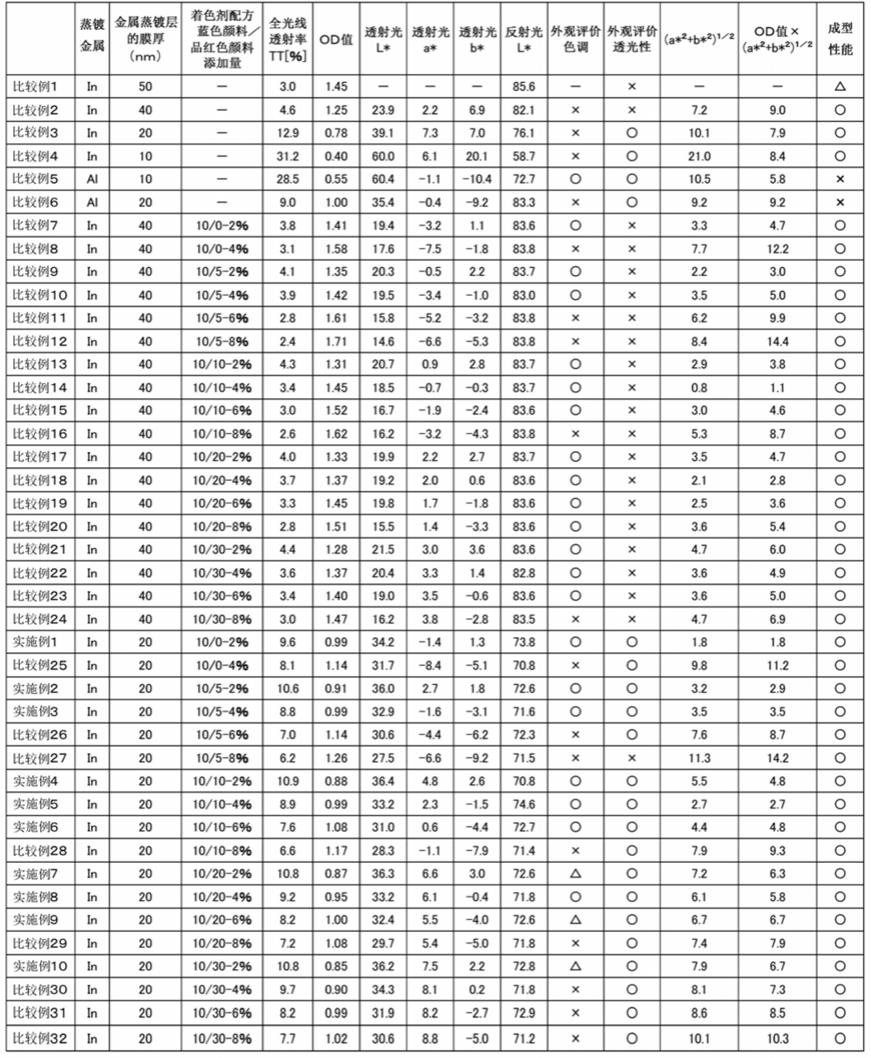
除了按照表1所示的配方调整了金属蒸镀层的蒸镀金属的种类、od值等以外,通过与实施例1同样的方法制造了层叠膜。需要说明,使用品红色颜料时,使用了品红色颜料(c.i.颜料红122)。
[0098]
[表1]
[0099]
表1
[0100][0101]
对于实施例1~10和比较例1~32中得到的层叠膜,按照以下的方法,评价全光线透射率(tt)、od值、l*a*b*色空间中的透射光和反射光的值(透射光的l*值、a*值、b*值、反射光的l*值)、外观评价(色调、透光性)、成型性能。结果示于表1。
[0102]
《全光线透射率(tt)》
[0103]
关于全光线透射率,通过对各个层叠膜使用雾度计(ndh2000,日本电色工业(株式会社)制),基于jis k 7361的标准进行了测定。
[0104]
《od值》
[0105]
关于od值,通过对各个层叠膜使用透射密度仪(dm-500,大日本网屏制造(株式会社)制)进行了测定。
[0106]
《l*a*b*色空间中的透射光及反射光》
[0107]
关于l*a*b*色空间中的透射光及反射光,通过对各个层叠膜均使用紫外可见近红外分光光度计(uv-3600,(株式会社)岛津制作所制),基于jis k 8722及cie1976的标准,在光源为卤素灯、反射光为包含正反射的积分球收光(几何条件d(8
°
:di))、透射光为包含正透射的积分球收光(几何条件f(0
°
:di))的条件下进行了测定。
[0108]
《外观评价(色调、透光性)》
[0109]
将各个层叠膜贴附在被粘物(三菱化学(株式会社)制丙烯酸板(半透明乳白色),acrylite ex432,厚度3mm)。准备由不透光的黑色板构成且上部开口的长方体状的框体,并在内部放入了led光源。将框体的开口用贴附有层叠膜的被粘物封闭。点亮led光源((株式会社)jw-system制,mj60led模块(6000k)),使光从背面透射,通过目视确认色调和透光性,并基于以下的评价标准来进行评价。
[0110]
(评价标准(色调))
[0111]
○
:颜色为不引人注意的程度。
[0112]
△
:稍有颜色但在允许范围内。
[0113]
×
:颜色明显。
[0114]
(评价标准(透光性))
[0115]
○
:明亮度充足。
[0116]
×
:明亮度不充足。
[0117]
《成型性能》
[0118]
将各个层叠膜贴附到被粘物透明abs片材(厚度300μm)。使用台式真空试验机(v.former,(株式会社)rayama pack制),将其加热至片材温度140℃后,以拉伸倍率为120%的方式进行了成型加工。按照以下的评价标准,对成型时的加工性能进行评价。
[0119]
(评价标准)
[0120]
○
:能够充分地保持金属光泽。
[0121]
△
:金属光泽有些许减少。
[0122]
×
:金属光泽显著减少。
[0123]
如表1所示,实施例1~10的层叠膜均呈现金属质感的外观,并且透光性和成型性能优异。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。