1.本发明涉及机械设备设计技术领域,更具体地说,涉及一种有色漆自动喷涂生产线。
背景技术:
2.目前辅料行业市面上大部分都是由手工喷漆和半自动喷漆来参与喷涂生产,而手工喷涂对工作人员的经验要求极其严格,新员工短时间内无法直接喷出符合工艺要求的产品,且手动喷涂的人力投入成本较大,工作人员工作强度较高,导致员工幸福度不高,人员流动性大,无法保证产能。
3.综上所述,如何解决产能无法保证的问题,是目前本领域技术人员亟待解决的问题。
技术实现要素:
4.有鉴于此,本发明的目的是提供一种有色漆自动喷涂生产线,可保证生产产能。
5.为了实现上述目的,本发明提供如下技术方案:
6.一种有色漆自动喷涂生产线,包括用于运输四方板的轨道运输装置、用于对所述四方板除尘的除尘柜、用于抓取所述四方板的自动抓取装置、用于对所述四方板喷漆的喷漆装置、用于加热所述四方板的烘道炉输送装置、用于输送加热后的所述四方板的下件输送装置、用于冷却所述四方板的风冷装置以及控制装置,所述控制装置分别与所述轨道运输装置、所述除尘柜、所述自动抓取装置、所述喷漆装置、所述烘道炉输送装置、所述下件输送装置以及所述风冷装置信号连接。
7.优选的,所述自动抓取装置包括x轴轨道和用于移动除尘后的所述四方板的一号抓手,所述一号抓手设于所述x轴轨道且分别可沿纵向、所述x轴轨道移动,所述一号抓手与所述控制装置连接。
8.优选的,所述x轴轨道设有用于感应所述一号抓手位置的第一感应装置,所述第一感应装置与所述控制装置连接,当所述第一感应装置感应到所述一号抓手移动至第一预设位置时,发送信号至所述控制装置,所述控制装置控制所述一号抓手停止移动并沿纵向移动。
9.优选的,所述x轴轨道设有z轴轨道且所述z轴轨道可分别在纵向、所述x轴轨道上移动,所述z轴轨道设有用于抓紧或放开所述四方板的二号抓手,且所述二号抓手可沿所述z轴轨道移动,所述z轴轨道和所述二号抓手均与所述控制装置连接。
10.优选的,所述z轴轨道设有用于感应所述二号抓手位置的第二感应装置,所述第二感应装置与所述控制装置连接,当所述第二感应装置感应到所述二号抓手移动至第二预设位置时,发送信号至所述控制装置,所述控制装置控制所述二号抓手停止移动。
11.优选的,所述烘道炉输送装置设有用于感应所述四方板的第四感应装置,所述第四感应装置与所述控制装置连接;当所述第四感应装置在感应区域内没有感应到所述四方
板时,发送信号至所述控制装置,所述控制装置控制所述二号抓手松开所述四方板。
12.优选的,所述x轴轨道的一端连接有y轴轨道,所述y轴轨道设于所述烘道炉输送装置的上方,且所述z轴轨道可沿所述y轴轨道移动。
13.优选的,所述x轴轨道与所述y轴轨道的连接处设有用于感应所述z轴轨道位置的第五感应装置,所述第五感应装置与所述控制装置连接,当所述第五感应装置感应到所述z轴轨道沿所述x轴轨道移动至第五预设位置时,发送信号至所述控制装置,所述控制装置控制所述z轴轨道沿所述y轴轨道移动。
14.优选的,所述y轴轨道设有用于感应所述z轴轨道位置的第六感应装置,所述第六感应装置与所述控制装置连接,当所述第六感应装置感应到所述z轴轨道移动至第六预设位置时,发送信号至所述控制装置,所述控制装置控制所述z轴轨道停止移动并控制所述二号抓手沿所述z轴轨道移动。
15.优选的,还包括用于处理废气的水帘式自动喷漆室和气动混合旋流塔,所述气动混合旋流塔与所述水帘式自动喷漆室连接。
16.本发明提供的有色漆自动喷涂生产线,包括轨道运输装置、除尘柜、自动抓取装置、喷漆装置、烘道炉输送装置、下件输送装置、风冷装置以及控制装置,控制装置分别与各个装置信号连接。
17.使用前,根据运行要求设定好各个装置的运行程序,使用时,控制装置根据运行程序分别对各个装置进行控制,以使各个装置能够配合运行,从而达到自动生产的目的,并且生产过程中工作人员仅需将四方板放置在轨道运输装置上和取出冷却后的四方板即可,因此可降低工作人员的经验要求和工作强度,从而减小人员流动性,提高生产效率和产品质量,保证产能。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
19.图1为本发明所提供的有色漆自动喷涂生产线的结构示意图;
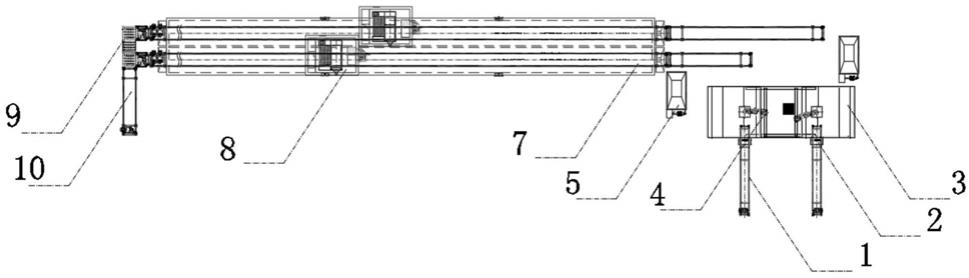
20.图2为本发明所提供的有色漆自动喷涂生产线的自动抓取装置的结构示意图;
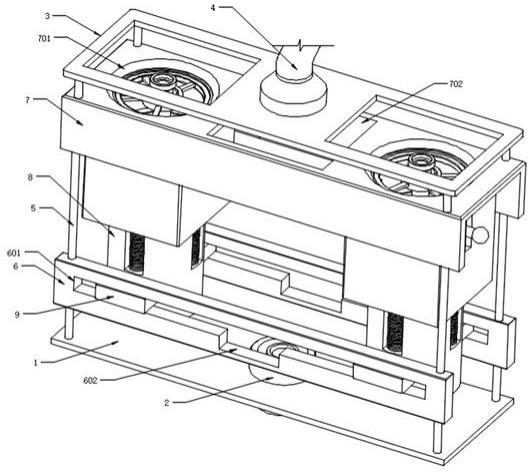
21.图3为本发明所提供的有色漆自动喷涂生产线的加热装置的结构示意图。
22.图1-3中:
23.1为轨道运输装置、2为除尘柜、3为水帘式自动喷漆室、4为喷漆装置、5为气动混合旋流塔、7为烘道炉输送装置、8为加热装置、9为下件输送装置、10为风冷装置、11为x轴轨道、12为电机、13为z轴轨道、14为一号抓手、15为二号抓手、16为第一限位组件、17为第二限位组件、18为转盘、19为循环风机、20为燃烧机、21为热交换器、22为回风管。
具体实施方式
24.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于
本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
25.本发明的核心是提供一种有色漆自动喷涂生产线,可保证生产产能。
26.请参考图1-图3,图1为有色漆自动喷涂生产线的结构示意图;图2为自动抓取装置的结构示意图;图3为加热装置的结构示意图。
27.本技术提供的一种有色漆自动喷涂生产线,包括用于运输四方板的轨道运输装置1、用于对四方板除尘的除尘柜2、用于抓取四方板的自动抓取装置、用于对四方板喷漆的喷漆装置4、用于加热四方板的烘道炉输送装置7、用于输送加热后的四方板的下件输送装置9、用于冷却四方板的风冷装置10以及控制装置,控制装置分别与轨道运输装置1、除尘柜2、自动抓取装置、喷漆装置4、烘道炉输送装置7、下件输送装置9以及风冷装置10信号连接。
28.具体的,该生产线包括两条轨道运输装置1,轨道运输装置1为链条运输,在轨道运输装置1的出口端设有用于感应四方板的轨道传感器,轨道传感器与控制装置连接。
29.喷漆装置4为机械臂,喷漆装置4前方设有用于放置四方板的可360度旋转的转盘18,转盘18上设置有第七感应装置,第七感应装置与控制装置连接。
30.烘道炉输送装置7为双层烘道炉输送装置,每层烘道炉输送装置由滚轮输送链组成,且烘道炉输送装置7中设有加热装置8,加热装置8包括燃烧机20、热交换器21、循环风机19以及回风管22,燃烧机20通过燃烧天然气将热交换器21充分加热,循环风机19将热交换器21上的热量从回风管22吹向烘道炉输送装置7,从而实现对烘道炉输送装置7的升温以及恒温,烘道炉输送装置7的出口端设有行程开关,行程开关与控制装置连接。
31.下件输送装置9为双层升降平台,每层升降平台均由滚轮平送杆组成,双层升降平台设于烘道炉输送装置7的末端,且双层升降平台分别与烘道炉输送装置7的上下层对应,双层升降平台的上下层分别设有上层限位板和下层限位板,烘道炉输送装置7出口端对应双层升降平台的位置设有上层限位传感器和下层限位传感器,下件输送装置9沿烘道炉输送装置7运输方向的末端设有第八感应装置,上层限位传感器、下层限位传感器以及第八感应装置均与控制装置连接。
32.风冷装置10设有用于感应四方板的第九感应装置,第九感应装置与控制装置连接。
33.生产线运行时,工作人员将四方板放置在轨道运输装置1上,通过轨道运输装置1将四方板经过除尘柜2输送到出口端,当轨道传感器感应到四方板时,发送信号至控制装置,控制装置控制轨道运输装置1停止运输,自动抓取装置将抓取四方板并将四方板放置在转盘18上,此时轨道传感器感应到出口端没有四方板,发送信号至控制装置,控制装置控制轨道运输装置1继续运输。
34.喷漆装置4对转盘18上的四方板进行喷漆,当喷漆装置4喷完一次时,转盘18旋转90度,喷漆装置4进行第二次喷漆,以此类推,转盘18旋转360度后回至原位时喷漆结束,当第七感应装置感应到转盘18恢复原位时,发送信号至控制装置,控制装置控制自动抓取装置将喷漆后的四方板抓取并运输至烘道炉输送装置7上。
35.自动抓取装置将四方板间隔放置在上层烘道炉输送装置7和下层烘道炉输送装置7上,烘道炉输送装置7将四方板进行输送和加热,通过控制装置控制烘道炉输送装置7带动四方板每走18秒停75秒,全程烘烤时间范围在45分钟-60分钟之间。
36.当四方板被输送至烘道炉输送装置7的出口端并触碰到行程开关时,行程开关发送信号至控制装置,控制装置控制烘道炉输送装置7停止输送,并控制下件输送装置9上升,当上层限位传感器和下层限位传感器分别感应到上层限位板、下层限位板时,发送信号至控制装置,控制装置控制下件输送装置9停止运行,并控制烘道炉输送装置7继续输送,当四方板的边缘触碰到第八感应装置时,发送信号至控制装置,控制装置控制下件输送装置9下降。
37.下件输送装置9下降至风冷装置10处后,滚轮平送杆开始转动,通过滚轮平送杆将四方板输送至风冷装置10上,当第九感应装置感应到四方板时,发送信号至控制装置,控制装置控制各装置停止运行,四方板通过风冷装置10强制冷却;当工作人员将四方板取走时,第九感应装置未感应到四方板,发送信号至控制装置,控制装置控制各个装置重新运行。
38.该生产线通过各个装置和控制装置连接,实现自动化生产,工作人员仅需放置和取走四方板即可,从而减小工作人员劳动强度,减小人员流动性,同时可提高生产效率,保证产能,另外通过天然气加热可降低生产成本。
39.使用链条运输可保证传输的稳定性,并且能够适应生产线的环境,可选的,也可以使用皮带或者其他方式运输。
40.需要说明的是,四方板在烘道炉输送装置7内停留时间、行走时间以及整体烘烤时间可根据需求另行设定。
41.可选的,各装置可以与控制装置电连接。
42.可选的,也可以设置多条轨道运输装置1和多层烘道炉输送装置7。
43.在上述实施例的基础上,自动抓取装置包括x轴轨道11和用于移动除尘后的四方板的一号抓手14,一号抓手14设于x轴轨道11且分别可沿纵向、x轴轨道11移动,一号抓手14与控制装置连接。
44.具体的,一号抓手14与电机12连接,且电机12设置x轴轨道11上,一号抓手14设有可沿纵向伸缩的滑车,当一号抓手14在等待输送四方板时,一号抓手14位于轨道运输装置1的出口端,且一号抓手14的伸缩端位于轨道运输装置1的下方;当四方板通过轨道运输装置1运输至出口端时,四方板位于一号抓手14伸缩端的上方,轨道传感器发送信号至控制装置,控制装置控制轨道运输装置1停止输送,并且控制一号抓手14缩回,以使四方板支撑于一号抓手14上,一号抓手14沿x轴轨道11移动,当一号抓手14移动至转盘18上方时,一号抓手14伸出以将四方板放置在转盘18上。
45.通过一号抓手14和x轴的设置,可保证运输四方板的稳定性,同时可减少工作人员的工作强度,提高生产效率。
46.可选的,一号抓手14也可以通过夹紧或者其他方式运输四方板。
47.在上述实施例的基础上,x轴轨道11设有用于感应一号抓手14位置的第一感应装置,第一感应装置与控制装置连接,当第一感应装置感应到一号抓手14移动至第一预设位置时,发送信号至控制装置,控制装置控制一号抓手14停止移动并沿纵向移动。
48.具体的,一号抓手14设有一号限位板,第一感应装置设于转盘18的上方,当一号抓手14沿x轴轨道11移动,且第一感应装置感应到一号限位板时,发送信号至控制装置,控制装置控制一号抓手14停止移动,并控制一号抓手14的伸缩端向下伸出至转盘18的下方,以使四方板放置于转盘18上。
49.通过设置第一感应装置,能够提高一号抓手14运行的精确度,避免在将四方板运输至转盘18时四方板移位导致喷漆不完全,提高运输的稳定性。
50.可选的,也可以在一号抓手14上设置第一感应装置,在x轴轨道11上设置一号限位板。
51.在上述实施例的基础上,x轴轨道11设有z轴轨道13,且z轴轨道13可分别在纵向、x轴轨道11上移动,z轴轨道13设有用于抓紧或放开四方板的二号抓手15,且二号抓手15可沿z轴轨道13移动,z轴轨道13和二号抓手15均与控制装置连接。
52.具体的,x轴轨道11上设有z轴轨道13,z轴轨道13上设有二号抓手15,二号抓手15的端部设有四个气缸,当四方板喷漆完毕时,控制装置控制二号抓手15移动,当第一感应装置感应到二号抓手15时,发送信号至控制装置,控制装置控制二号抓手15停止移动,并控制二号抓手15沿z轴轨道13向下移动,使气缸将四方板夹紧并沿x轴轨道11运输。
53.通过二号抓手15的设置,将四方板在x轴轨道11上的运输分为两个部分,当二号抓手15运输四方板时,一号抓手14可将下一个四方板运输至转盘18上,从而提高运输效率和生产效率,并且通过气缸夹紧四方板可保证四方板的运输稳定性,从而避免四方板在运输过程中发生倾倒、移位等情况。
54.可选的,也可以设置四个以上的气缸,或者通过其他方式夹紧四方板。可选的,也可以在x轴轨道11上设置另一个用于感应二号抓手15的感应装置。
55.在上述实施例的基础上,z轴轨道13设有用于感应二号抓手15位置的第二感应装置,第二感应装置与控制装置连接,当第二感应装置感应到二号抓手15移动至第二预设位置时,发送信号至控制装置,控制装置控制二号抓手15停止移动。
56.具体的,z轴轨道13设有第二感应装置,当二号抓手15移动至四方板上方时,控制装置控制二号抓手15沿z轴轨道13向下移动至极限位置;当二号抓手15夹紧四方板后,控制装置控制二号抓手15沿z轴轨道13向上移动,当第二感应装置感应到二号抓手15时,发送信号至控制装置,控制装置控制二号抓手15停止移动并沿x轴轨道11移动。
57.由于二号抓手15的长度小于z轴轨道13的长度,因此通过第二感应装置的设置,可避免二号抓手15向上缩回时二号抓手15的端部与z轴轨道13的端部撞击导致四方板倾斜、移位等情况,从而保证运输的稳定性。
58.可选的,第二感应装置可以是位置传感器或者其他感应装置。
59.在上述实施例的基础上,烘道炉输送装置7设有用于感应四方板的第四感应装置,第四感应装置与控制装置连接;当第四感应装置在感应区域内没有感应到四方板时,发送信号至控制装置,控制装置控制二号抓手15松开四方板。
60.具体的,第四感应装置包括光电传感器、磁吸式传感器以及光电互感器,四方板包括铁质四方板和铝质四方板,当运输铁质四方板时,光电传感器感应到二号抓手15将四方板放置在烘道炉输送装置7上方,且磁吸式传感器感应到其感应区域内没有四方板时,发送信号至控制装置,控制装置控制二号抓手15将铁质四方板松开;同理,当运输铝质四方板时通过光电互感器发送信号。
61.通过第四感应装置的设置,可确保四方板之间的间隔在15厘米以上,避免后续输送的四方板与前一张四方板重叠而影响最终出货口的运行。
62.需要说明的是,四方板之间的间隔距离可根据需求选择其他距离。
63.可选的,也可以使用具有其他功能的传感器或者其他感应装置。
64.在上述任意一个方案的基础之上,x轴轨道11的一端连接有y轴轨道,y轴轨道设于烘道炉输送装置7的上方,且z轴轨道13可沿y轴轨道移动。
65.具体的,y轴轨道垂直于x轴轨道11设置,且x轴轨道11与y轴轨道连接处位于下层的烘道炉输送装置7入口端的上方,y轴轨道的另一端位于上层的烘道炉输送装置7入口端的上方。
66.当需要将四方板放置在下层的烘道炉输送装置7时,二号抓手15抓取四方板后,z轴轨道13带动二号抓手15沿x轴轨道11移动至x轴轨道11和y轴轨道的连接处,控制装置控制二号抓手15将四方板松开并放置在烘道炉输送装置7上;当需要将四方板放置在上层的烘道炉输送装置7时,二号抓手15抓取四方板后,z轴轨道13带动二号抓手15沿x轴轨道11移动至x轴轨道11和y轴轨道的连接处,控制装置控制z轴轨道13带动二号抓手15继续沿y轴轨道移动并移动至端部后,二号抓手15将四方板松开并放置在烘道炉输送装置7上。
67.通过y轴轨道的设置,可将四方板自动运输至上层的烘道炉输送装置7,从而实现自动运输至多通道的操作,同时可保证运输四方板的稳定性,提高生产效率。
68.可选的,也可以将上层的烘道炉输送装置7的入口端对应在y轴轨道的其他位置。
69.在上述实施例的基础上,x轴轨道11与y轴轨道的连接处设有用于感应z轴轨道13位置的第五感应装置,第五感应装置与控制装置连接,当第五感应装置感应到z轴轨道13沿x轴轨道11移动至第五预设位置时,发送信号至控制装置,控制装置控制z轴轨道13沿y轴轨道移动。
70.具体的,x轴轨道11和y轴轨道的连接处设有第一限位组件16,第五感应装置安装于第一限位组件16上,当z轴轨道13带动二号抓手15沿x轴轨道11移动至x轴轨道11和y轴轨道的连接处时,会触碰到第一限位组件16,此时第五感应装置感应到z轴轨道13,并发送信号至控制装置,若需要将四方板放置在下层的烘道炉输送装置7,则控制装置控制二号抓手15松开四方板;若需要将四方板放置在上层的烘道炉输送装置7,则控制装置控制二号抓手15沿y轴轨道继续移动。
71.通过第五感应装置的设置,可使z轴轨道13以及二号抓手15的移动更精确、稳定,提高生产线的自动化。
72.另外,第一限位组件16上设有弹力橡胶,以对z轴轨道13进行缓冲作用,避免z轴轨道13对第一限位组件16产生撞击导致z轴轨道13损坏,可选的,也可以在第一限位组件16上设置其他韧性较好的装置。
73.在上述实施例的基础上,y轴轨道设有用于感应z轴轨道13位置的第六感应装置,第六感应装置与控制装置连接,当第六感应装置感应到z轴轨道13移动至第六预设位置时,发送信号至控制装置,控制装置控制z轴轨道13停止移动并控制二号抓手15沿z轴轨道13移动。
74.具体的,y轴轨道的端部设有第二限位组件17,第二限位组件17上安装有第六感应装置,当z轴轨道13带动二号抓手15沿y轴轨道移动至端部时,z轴轨道13触碰第二限位组件17,此时第六感应装置感应到z轴轨道13,并发送信号至控制装置,控制装置控制z轴轨道13停止移动,并控制二号抓手15松开四方板。
75.通过设置第六感应装置,可使z轴轨道13以及二号抓手15的移动更精确、稳定,进
一步提高生产线的自动化,且第六感应装置的反应速度快,可提高生产效率。
76.另外,第二限位组件17上设有弹力橡胶,以对z轴轨道13进行缓冲作用,避免z轴轨道13对第二限位组件17产生撞击导致z轴轨道13损坏,可选的,也可以在第二限位组件17上设置其他韧性较好的装置。
77.在上述任意一个方案的基础之上,还包括用于处理废气的水帘式自动喷漆室3和气动混合旋流塔5,气动混合旋流塔5与水帘式自动喷漆室3连接。
78.具体的,该生产线设有水帘式自动喷漆室3和气动混合旋流塔5,当四方板经过除尘柜2后,废气经过水帘式自动喷漆室3,水帘式自动喷漆室3未能处理的废气进入气动混合旋流塔5,经过气动混合旋流塔5之后的废气,经过废气处理塔过滤、催化燃烧后可直接排至外界环境。
79.水帘式自动喷漆室3和气动混合旋流塔5对除尘后的废气进行处理,使废气漆雾含量更少,保护环境,同时除尘后的四方板在无尘的环境下进行喷漆,可提升产品质量。
80.本技术提供的有色漆自动喷涂生产线,包括轨道运输装置1、除尘柜2、自动抓取装置、喷漆装置4、烘道炉输送装置7、下件输送装置9、风冷装置10以及控制装置,控制装置分别与各个装置信号连接,且各个装置上均设有对应的感应装置,通过感应装置和控制装置的配合,使生产线上的各个装置可精确、快速以及自动的实行操作,可减小工作人员的工作强度,减小人员流动性,从而可保证生产产能,同时提高生产效率,提高产品质量。另外生产线设有水帘式自动喷漆室3和气动混合旋流塔5,对除尘后产生的废气进行处理,达到保护环境的目的,并且烘道炉输送装置7内通过燃烧天然气进行加热,从而可降低生产成本。
81.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
82.以上对本发明所提供的有色漆自动喷涂生产线进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。