1.本发明涉及铝合金表面处理技术领域,特别是涉及一种7系铝合金黑色表面的微弧氧化制备方法。
背景技术:
2.铝合金具有非常良好的物理、化学、力学和加工性能,因此具有广泛的应用范围和良好的应用前景。同时,铝合金又是一种两性金属,表面硬度低,尤其7系铝合金,防腐性能差,在酸性介质和碱性介质中皆会发生腐蚀。为了使铝合金能够广泛应用,一般通过电镀、电泳、喷涂等表面处理方法在铝合金表面制备金属镀层或有机涂层,通过对铝合金表面的颜色和性能进行改性,以提高铝合金的硬度、耐蚀性等性能。常用的铝合金表面处理方法包括阳极氧化着色技术和微弧氧化着色技术。
3.相关技术中,铝合金阳极氧化着色技术大致可以分为化学染色法、整体发色法和电解着色法三大类。采用化学染色法,由于阳极氧化膜具有多孔性和化学活性,氧化膜中的着色物质和色素体位于氧化膜顶部,能够吸附染色液中的物质,并在氧化膜表面发生化学反应生成有色物质而使氧化膜着色。采用整体发色法,氧化膜中着色物质和色素体均匀分散在整个氧化膜中。整体发色法与化学染色法、电解着色法的不同之处在于它具有成膜带色的特点,即在电解液中,经阳极电解处理直接产生有颜色的氧化膜。通常所说的电解着色是指二次电解着色,即先将铝材经过常规酸法氧化,然后浸没在含有金属盐的溶液中进行电解着色处理,在电场作用下,使金属阳离子渗入氧化膜针孔中,并在针孔底部还原沉积,从而使氧化膜着色。电解着色膜的颜色不仅取决于沉积金属的种类,同时与膜的均匀性、孔深度和形状密切相关。这是因为电解着色的发色原因是光在沉积金属粒子表面产生光散射的结果,且光的散射作用受金属种类和沉积粒子的大小形状等多种因素影响。
4.微弧氧化着色技术对铝合金进行处理,能使铝合金具有丰富的颜色,还能提高铝合金的耐蚀性。然而,目前的工艺处理后,铝合金表面粗糙,材料较脆,颜色不均匀。
5.对于7系铝合金如7075铝合金而言,主要合金元素是锌,还含有铜、镁、锰等杂质元素。这些元素的添加改善了材料的组织性能,通过热处理就可以提高材料的机械强度和性能,但缺点是材料的耐腐蚀性不强,表面硬度也不高。对于一些特殊的应用领域如军事装备中的枪械、发射器,由于这些装备外观必须是暗黑色甚至还需要具有吸光性能,普通工艺处理后,铝合金材料表面很粗糙,不耐磨,因此还需要在装备的表面额外喷涂一层昂贵的耐磨涂料使铝合金表面变成黑色,同时满足耐磨性能的要求,这种处理方法不仅成本高,而且表面较为粗糙,颜色不均匀,结合力也差,材料表面较脆,涂料容易呈块状脱落。
技术实现要素:
6.本发明的目的在于克服现有技术的不足,提供一种7系铝合金黑色表面的微弧氧化制备方法,通过该方法制备的7系铝合金表面呈黑色,完整细腻,硬度高。
7.本发明的目的是这样实现的:
8.一种7系铝合金黑色表面的微弧氧化制备方法,包括以下步骤:
9.s1:设置微弧氧化参数,将待处理工件浸没于电解液中进行微弧氧化处理;
10.微弧氧化参数包括正电流密度、负电流密度、脉冲频率、脉冲宽度、占空比和微弧氧化时间,微弧氧化所用的电源为双极性脉冲电流,微弧氧化的电源输出方式为八阶梯分段稳流输出,八阶梯分段稳流输出中,正向电流密度逐渐升高,而负向电流密度仅在第六至第八阶梯施加,且负向电流电流密度逐渐升高,
11.八阶梯分段稳流输出的模式,能够先在铝合金表面形成微薄的氧化层,随着氧化层的增厚,电阻变大,在增加正向电流密度的同时施加负向电流,利于后续微弧氧化的进行,八阶梯分段稳流输出过程中,铝合金表面初期先生成普通氧化铝,后期随着阶梯数的增加,氧化铝逐渐由γ相转变为稳定的α相,
12.s2:将步骤s1处理后的工件洗净烘干。
13.优选地,步骤s1中,浸没在电解液中的待处理工件表面距离液面5cm~15cm。
14.优选地,步骤s1中,八阶梯分段稳流输出参数为:
15.第一阶梯正向电流:50~100a,负向电流:0a;
16.第二阶梯正向电流:50~150a,负向电流:0a;
17.第三阶梯正向电流:50~150a,负向电流:0a;
18.第四阶梯正向电流:50~150a,负向电流:0a;
19.第五阶梯正向电流:80~160a,负向电流:0a;
20.第六阶梯正向电流:100a~200a,负向电流:10a~30a;
21.第七阶梯正向电流:100a~200a,负向电流:15a~40a;
22.第八阶梯正向电流:100a~200a,负向电流:15a~40a;
23.所述正电流密度为0.3~2.0a/cm2、负电流密度为0~0.3a/cm2。
24.进一步地,所述正电流密度为0.5~1.8a/cm2、负电流密度为0.07~0.18a/cm2。
25.进一步地,所述正电流密度为1.2~1.6a/cm2、负电流密度为0.07~0.15a/cm2。
26.进一步地,所述正电流密度为1.5a/cm2、负电流密度为0.15a/cm2。
27.优选地,步骤s1中,所述脉冲频率为1500hz~2000hz。
28.进一步地,所述脉冲频率为1600hz~1800hz。
29.进一步地,所述脉冲频率为1700hz。
30.优选地,步骤s1中,所述脉冲宽度为150μs~250μs。
31.优选地,步骤s1中,所述占空比为10%~20%。
32.优选地,步骤s1中,所述微弧氧化时间为30min~50min。
33.优选地,步骤s1中,所述电解液的温度为20℃~35℃,电解液的ph为9.5~12.0,电解液的ph低于9.5时,添加氢氧化钾进行调整。电解液的ph若高于12,会发生烧蚀导致缺陷。
34.进一步地,电解液的ph为10.0~12.0。
35.进一步地,电解液的ph为10.0~11.0。
36.优选地,所述电解液的组分包括6g/l~12g/l的六偏磷酸钠,6g/l~11g/l的硅酸钠,8g/l~15g/l的偏钒酸钠,10g/l~25g/l的钼酸钠和1g/l~5g/l的氢氧化钾;
37.进一步地,所述六偏磷酸钠的添加量为6g/l~10g/l。
38.进一步地,所述六偏磷酸钠的添加量为6.5g/l~9.5g/l。
39.进一步地,所述六偏磷酸钠的添加量为7g/l~9g/l。
40.进一步地,所述六偏磷酸钠的添加量为8g/l。
41.进一步地,所述硅酸钠的添加量为6g/l~10g/l。
42.进一步地,所述硅酸钠的添加量为7g/l~10g/l。
43.进一步地,所述硅酸钠的添加量为8g/l~10g/l。
44.进一步地,所述硅酸钠的添加量为9g/l~10g/l。
45.进一步地,所述硅酸钠的添加量为9g/l。
46.进一步地,所述偏钒酸钠的添加量为8g/l~13g/l。
47.进一步地,所述偏钒酸钠的添加量为9g/l~12g/l。
48.进一步地,所述偏钒酸钠的添加量为10g/l~12g/l。
49.进一步地,所述偏钒酸钠的添加量为11g/l。
50.进一步地,所述钼酸钠的添加量为10g/l~20g/l。
51.进一步地,所述钼酸钠的添加量为12g/l~18g/l。
52.进一步地,所述钼酸钠的添加量为13g/l~17g/l。
53.进一步地,所述钼酸钠的添加量为14g/l~16g/l。
54.进一步地,所述钼酸钠的添加量为15g/l。
55.进一步地,所述氢氧化钾的添加量为1g/l~9g/l。
56.进一步地,所述氢氧化钾的添加量为1g/l~5g/l。
57.进一步地,所述氢氧化钾的添加量为2g/l~6g/l。
58.进一步地,所述氢氧化钾的添加量为3g/l。
59.电解液的制备方法为:按配比,依次将六偏磷酸钠、硅酸钠、偏钒酸钠、钼酸钠和氢氧化钾溶解在水中,形成碱性电解液;
60.通过六偏磷酸钠提高氧化层保护膜的成膜速度和保护膜的耐蚀性;硅酸钠分布在保护膜靠近基体的部分,保证保护膜的封闭性;偏钒酸钠与六偏磷酸钠、钼酸钠协同作用,提高保护膜的成膜速度和保护膜的耐蚀性;钼酸钠提高耐磨性,由于钼酸钠含多氧,满足微弧氧化的多氧要求,此外,钼酸钠具有络合性,能将从铝合金中溶解下来的铜和锌以钼酸盐络合物的形式进行络合,变成粘稠状沉淀,不会影响微弧氧化的成品质量,延长功能性镀液的使用寿命;氢氧化钾电导率高、导电性好,提高功能性镀液的可靠性。
61.优选地,所述待处理工件为枪支或发射器。
62.由于采用了上述技术方案,本发明具有如下有益效果:
63.本发明提供的微弧氧化制备方法,用于7系铝合金表面处理时,能够快速在7系铝合金表面形成黑色的陶瓷氧化膜,使得7系铝合金表面在呈现黑色的同时具有细腻的表面质量,耐磨性好,适用于制备对精度要求高的装备。同时,处理后的铝合金表面具有较好的耐磨性和耐蚀性,表面硬度可以达到hv750以上。其中,较好的耐磨性是由表面形成高硬度的陶瓷层,较小的粗糙度ra值,以及电解液中的钼酸钠三者协同作用产生的。较好的耐蚀性,是由于本发明提供的微弧氧化制备方法处理后的材料表面相对于普通的微弧氧化处理后的材料表面更加致密、孔隙更加少而达到的,普通的微弧氧化制备方法处理后的材料表面通常为多孔状。
64.本发明提供的微弧氧化制备方法,可以直接在铝合金表面形成均匀的黑色微弧氧
化陶瓷层。d65光源下,外观均匀细腻,光泽度好,适用于不同的应用环境,满足特殊功能性材料如吸光材料、精密设备用材料的要求。不需要额外着色,也不需要涂装。节省涂料降低成本的同时,更加环保。
65.本发明提供的微弧氧化制备方法,电源输出方式为八阶梯分段稳流输出,和普通微弧氧化相比,耗电量更小,进一步降低了成本。
66.本发明提供的微弧氧化制备方法,使用的电解液为碱性电解液,相比常规的酸性电解液而言具有更好的环境友好性。
67.本发明提供的微弧氧化制备方法,电源输出方式为八阶梯分段稳流输出。八阶梯分段稳流输出中,正向电流密度逐渐升高,而负向电流仅在第六至第八阶梯施加。相比于恒流模式,八阶梯分段稳流输出,一方面,前期用电量小,节省了用电量能耗;另一方面,八阶梯分段稳流输出的模式,能够先在铝合金表面形成微薄的氧化层,随着氧化层的增厚,电阻变大,在增加正向电流密度的同时施加负向电流,利于后续微弧氧化的进行。八阶梯分段稳流输出过程中,铝合金表面初期先生成普通氧化铝,后期随着阶梯数的增加,氧化铝逐渐由γ相转变为稳定的α相。
68.本发明的7系铝合金黑色表面的微弧氧化制备方法,适用于特殊装备的表面处理,如枪支和发射器等,具有较高的隐秘性要求,表面材料需要具有吸光性能,并且是暗黑色。因此,常规的阳极氧化后,还需要额外的工序进行着色(枪必须是暗黑色,防止反光)。
69.本发明的7系铝合金黑色表面的微弧氧化制备方法,微弧氧化的工艺过程较为简单。微弧氧化无需复杂严格的前处理过程,更加适应粗放型的大规模工业生产条件。此外,普通的阳极氧化膜一般需要进行封孔处理来进一步提升膜层的耐蚀性,而采用本发明的制备方法制备完成的微弧氧化膜膜层较厚,耐蚀性及硬度均较高,因此无需进行后处理即可达到日常使用的要求。
70.本发明的7系铝合金黑色表面的微弧氧化制备方法,微弧氧化的材料适应性更好。目前的阳极氧化技术只能适用于si含量不高的变形铝合金,而对于含si量较多的铸造铝合金,阳极氧化后膜层结构不均匀,性能难以达到使用要求。本发明的制备方法中,微弧氧化过程会瞬间产生上千摄氏度的高温,可以将基体材料中的si氧化形成膜层的一部分,从而消除si对膜层的不利影响。此外,阳极氧化只能应用于mg、al、ti等阀金属的表面处理,而本发明的微弧氧化在特殊条件下还可以用于钢材的表面处理。
71.本发明的7系铝合金黑色表面的微弧氧化制备方法,微弧氧化使用的电解液更加环保。目前化学转化、电镀、阳极氧化等表面处理技术多使用酸性电解液,电解液处理不慎将对环境造成严重污染。而本发明的微弧氧化制备方法使用碱性电解液,电解液废液对环境的污染较小。
72.本发明的7系铝合金黑色表面的微弧氧化制备方法,具有较好的功能可设计性。通过调整电解液组成及电参数的配置,可以制备出不同性能要求的微弧氧化膜。特别适用于军事航空领域。
73.7系铝合金由于含有锌、铜、镁等杂质元素,用其它方法加工后,表面比较粗糙,颜色不均匀,结合力不好,材料脆,容易块状脱落。普通的微弧氧化为灰色或灰白色,表面还需要再喷一层耐磨涂料变成黑色。而耐磨涂料成本高,市价每公斤约3000元。使用本发明的微弧氧化制备方法,直接省略了耐磨涂料,为企业大幅降低了生产成本,减少了环境污染。
74.普通的阳极氧化和微弧氧化需要大约8h,本发明的7系铝合金黑色表面的微弧氧化制备方法,根据工件的大小,整个流程的处理时间为30min~50min,大幅降低了能耗。
75.本发明的7系铝合金黑色表面的微弧氧化制备方法,可以在7系铝合金表面形成30μm~50μm厚的膜层,解决了7系铝合金的表面硬度、耐磨性和防腐性能的问题,硬度可以到达hv750以上。
76.7系铝合金经本发明的微弧氧化制备方法处理后,表面致密,光泽度好,表面粗糙度ra《1.6。
77.经本发明的微弧氧化制备方法处理的7系铝合金,表面快速形成了黑色的保护膜层,该保护膜层中,靠近基体的部分主要以普通氧化铝为主,中间为α相al2o3和γ相al2o3,表面为α相al2o3。
附图说明
78.图1是7075铝合金机匣体表面处理后的扫描电镜图。
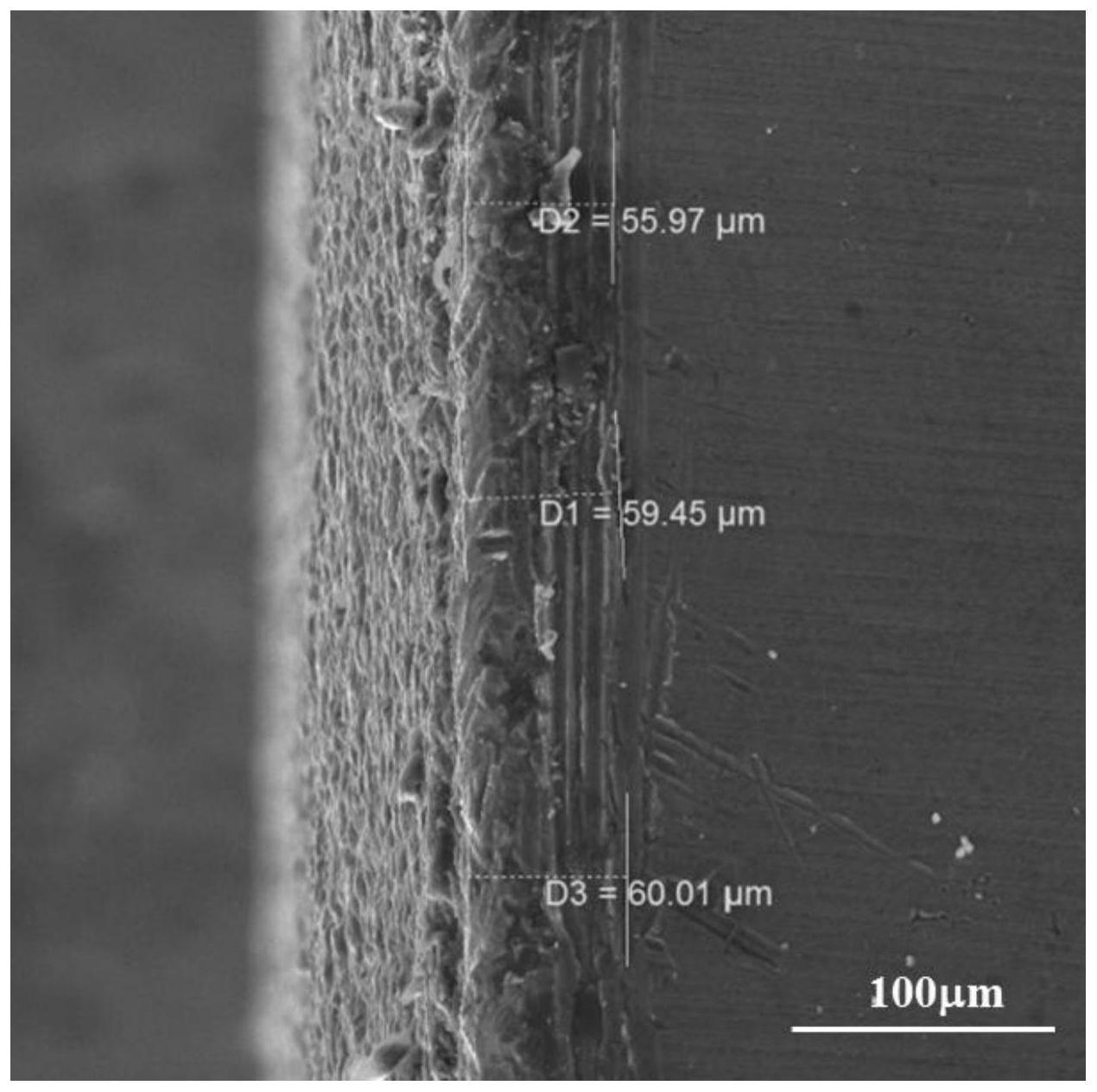
79.图2是7075铝合金机匣体表面处理后横断面的扫描电镜图。
具体实施方式
80.以下是本发明的具体实施例,并结合实施例对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
81.实施例1
82.本实施例对21件7075铝合金材质的上机匣体进行了处理,上机匣体的表面积为5dm2。具体包括以下步骤:
83.s1:配制电解液;
84.s2:设置微弧氧化参数,将待处理工件浸没于所述电解液中进行处理;
85.s3:将步骤s2处理后的工件洗净烘干;
86.在步骤s1前,对待处理工件表面进行了预处理,预处理的步骤为:水洗、去油、水洗、除光、水洗、弱腐蚀、水洗。
87.其中,微弧氧化制备方法的电流为双极性脉冲电流。
88.步骤s2中,浸没在电解液中的待处理工件表面距离液面10cm。
89.脉冲频率为1700hz。脉冲宽度为200μs。占空比为15%。微弧氧化时间为50min。电解液的温度为20℃。
90.微弧氧化制备方法的电源输出方式为八阶梯分段稳流输出。
91.八阶梯分段稳流输出的参数如表1所示。
92.表1上机匣体八阶梯分段稳流输出参数
[0093][0094]
其中,电流密度大小=电流大小/样件数量/样件表面积。
[0095]
电解液的组分包括9g/l的六偏磷酸钠、8g/l的硅酸钠、12g/l的偏钒酸钠、17g/l的钼酸钠和3g/l的氢氧化钾。
[0096]
实施例2
[0097]
本实施例对30件7075铝合金材质的复进簧管进行了处理,复进簧管的表面积为4.5dm2。具体包括以下步骤:
[0098]
s1:配制电解液;
[0099]
s2:设置微弧氧化参数,将待处理工件浸没于所述电解液中进行处理;
[0100]
s3:将步骤s2处理后的工件洗净烘干;
[0101]
在步骤s1前,对待处理工件表面进行了预处理,预处理的步骤为:水洗、去油、水洗、除光、水洗、弱腐蚀、水洗。
[0102]
其中,微弧氧化制备方法的电流为双极性脉冲电流。
[0103]
步骤s2中,浸没在电解液中的待处理工件表面距离液面10cm。
[0104]
脉冲频率为1700hz。脉冲宽度为200μs。占空比为15%。微弧氧化时间为50min。电解液的温度为20℃。
[0105]
微弧氧化制备方法的电源输出方式为八阶梯分段稳流输出。
[0106]
八阶梯分段稳流输出的参数如表2所示。
[0107]
表2复进簧管八阶梯分段稳流输出参数
[0108][0109]
其中,电流密度大小=电流大小/样件数量/样件表面积。
[0110]
电解液的组分包括9g/l的六偏磷酸钠、8g/l的硅酸钠、12g/l的偏钒酸钠、17g/l的
钼酸钠和3g/l的氢氧化钾。
[0111]
实施例3
[0112]
本实施例对21件7075铝合金材质的下机匣体进行了处理,下机匣体的表面积为4.9dm2。具体包括以下步骤:
[0113]
s1:配制电解液;
[0114]
s2:设置微弧氧化参数,将待处理工件浸没于所述电解液中进行处理;
[0115]
s3:将步骤s2处理后的工件洗净烘干;
[0116]
在步骤s1前,对待处理工件表面进行了预处理,预处理的步骤为:水洗、去油、水洗、除光、水洗、弱腐蚀、水洗。
[0117]
其中,微弧氧化制备方法的电流为双极性脉冲电流。
[0118]
步骤s2中,浸没在电解液中的待处理工件表面距离液面10cm。
[0119]
脉冲频率为1700hz。脉冲宽度为200μs。占空比为15%。微弧氧化时间约为58min。电解液的温度为20℃。
[0120]
微弧氧化制备方法的电源输出方式为八阶梯分段稳流输出。
[0121]
八阶梯分段稳流输出的参数如表3所示。
[0122]
表3下机匣体八阶梯分段稳流输出参数
[0123][0124]
其中,电流密度大小=电流大小/样件数量/样件表面积。
[0125]
电解液的组分包括9g/l的六偏磷酸钠、8g/l的硅酸钠、12g/l的偏钒酸钠、17g/l的钼酸钠和3g/l的氢氧化钾。
[0126]
实施例4
[0127]
本实施例对84件7075铝合金材质的缓冲管进行了处理,缓冲管的表面积为0.78dm2。具体包括以下步骤:
[0128]
s1:配制电解液;
[0129]
s2:设置微弧氧化参数,将待处理工件浸没于所述电解液中进行处理;
[0130]
s3:将步骤s2处理后的工件洗净烘干;
[0131]
在步骤s1前,对待处理工件表面进行了预处理,预处理的步骤为:水洗、去油、水洗、除光、水洗、弱腐蚀、水洗。
[0132]
其中,微弧氧化制备方法的电流为双极性脉冲电流。
[0133]
步骤s2中,浸没在电解液中的待处理工件表面距离液面10cm。
[0134]
脉冲频率为1700hz。脉冲宽度为200μs。占空比为15%。微弧氧化时间约为40min。电解液的温度为20℃。
[0135]
微弧氧化制备方法的电源输出方式为八阶梯分段稳流输出。
[0136]
八阶梯分段稳流输出的参数如表4所示。
[0137]
表4缓冲管八阶梯分段稳流输出参数
[0138][0139]
其中,电流密度大小=电流大小/样件数量/样件表面积。
[0140]
电解液的组分包括9g/l的六偏磷酸钠、8g/l的硅酸钠、12g/l的偏钒酸钠、17g/l的钼酸钠和3g/l的氢氧化钾。
[0141]
对比例1
[0142]
本对比例与实施例1的区别在于,微弧氧化制备方法的电源输出方式为恒流输出,正负电流密度比为1:6。
[0143]
输出的参数如表5所示。
[0144]
表5恒流微弧氧化输出参数
[0145]
正向电流密度/a/dm2负向电流密度/a/dm2时间/s2123000
[0146]
对比例2
[0147]
本对比例与实施例1的区别在于,微弧氧化制备方法的电源输出方式为恒流输出,正负电流密度比为2:1。
[0148]
输出的参数如表6所示。
[0149]
表6恒流微弧氧化输出参数
[0150]
正向电流密度/a/dm2负向电流密度/a/dm2时间/s423000
[0151]
对比例3
[0152]
本对比例与实施例1的区别在于,电解液中未加入钼酸钠。
[0153]
性能测试
[0154]
分别测试了实施例1至4和对比例1、2处理的7075铝合金部件表面的外观颜色、硬度、耐蚀性、粗糙度和耐磨性。
[0155]
其中,颜色、外观在d65标准光源下进行观察。
[0156]
耐磨性通过摩擦试验进行,样件规格加工成30mm
×
20mm
×
3mm,磨头材料为钨钢,
频率为100次/min,载荷为9.8n,行程往复。观察15min摩擦试验后,未漏出基底材料为合格,观察到基底金属漏出为不合格。
[0157]
耐蚀性按照gb/t10125中规定的方法和条件进行腐蚀试验,时间为236h。
[0158]
结果如表7所示。
[0159]
表7表面性能测试结果
[0160] 颜色、外观耐磨性硬度/hv耐蚀性粗糙度ra/μm实施例1均匀黑色、细腻合格800无锈蚀1.3实施例2均匀黑色、细腻合格797无锈蚀1.17实施例3均匀黑色、细腻合格823无锈蚀1.27实施例4均匀黑色、细腻合格760无锈蚀1.35对比例1黑色、表面粗糙不合格693轻微锈蚀7.3对比例2黑色、表面粗糙不合格580锈蚀3.12对比例3不均匀黑色不合格387轻微锈蚀1.91
[0161]
另外,还通过扫描电镜观察了实施例1处理的上机匣体的表面形貌,如图1所示。从图中可以看出,上机匣体表面微观形貌致密,未观察到明显孔隙。进一步观察了上机匣体工件表面横断面的形貌,如图2所示,从图2可以看出,工件经过本发明的镀液表面处理后形成了保护层,该保护层分为两层,层间界面连续,厚度为30μm~70μm。
[0162]
本发明的7系铝合金黑色表面的微弧氧化制备方法,由于采用了八阶梯分段稳流输出,大幅降低了用电量能耗,同时省略了昂贵的耐磨涂料,成本从约10.2元/dm2降低到了3.3元/dm2,成本显著降低。最后说明的是,以上优选实施例仅用以说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本发明权利要求书所限定的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。