1.本发明涉及包装机技术领域,特别涉及一种牙线全自动包装机。
背景技术:
2.牙线通常是指具有弓形头部以及弧形柄部的牙线棒,弓形头部绷紧有采用尼龙线、丝线或涤沦线等制成的牙线。牙线在日常口腔护理中弥补了牙刷的不足之处,能够清除牙菌斑、软垢、食物残渣等,有利于剔除普通牙签触及不到部位的杂物,特别是对平的或凸的牙面使用效果最为显著,具有使用方便、高效、安全、卫生等优点。
3.牙线一般都是成包出售,在出厂前需要将牙线按照规定数量装入包装袋中。目前,普遍都是采用人工进行装袋作业,至少存在以下缺陷:1、需要投入人力多,效率低;2、人工计数容易出错,不能保证牙线装袋数量准确;3、牙线装袋散乱,影响美观性,占用空间大,减少牙线容纳数量,容易挤破包装袋,不便于运输。
技术实现要素:
4.本发明所要解决的问题是提供一种牙线全自动包装机,以克服现有技术包装牙线效率低下、牙线装袋数量容易出现偏差以及牙线装袋散乱的缺陷。
5.本发明为了解决其技术问题所采用的技术方案是:一种牙线全自动包装机,包括:机架以及安装在所述机架上的牙线上料机构、牙线输送线装置、牙线计数补数机构、包装袋供料机构、转盘包装装置、袋口成型机构和装袋机构;所述牙线上料机构用于抓取周转箱并将周转箱上串装有若干牙线的载料筷传递给所述牙线输送线装置;所述牙线计数补数机构用于拾取所述牙线输送线装置上的载料筷并将牙线定量的交接至所述装袋机构;所述转盘包装装置设置有上袋工位、装料工位和封口工位,所述转盘包装装置于上袋工位处夹取来自所述包装袋供料机构输送的包装袋移动至装料工位;所述袋口成型机构设置在所述装料工位处,用于将移动到位的包装袋袋口撑开成型,并由所述装袋机构将牙线整齐堆垛装入包装袋内;所述转盘包装装置能够驱动完成装料的包装袋移动至封口工位处进行封口。
6.作为本发明的进一步改进,所述牙线计数补数机构包括搬运机构、定数输送机构、第一推料机构和第二推料机构,所述定数输送机构包括至少两个平行间隔设置的输送杆以及用于对所述输送杆进行夹持定位的输送杆夹持机构,所述输送杆远离所述搬运机构的一端向下倾斜布置;所述搬运机构往返于所述牙线输送线装置和所述定数输送机构之间,用于抓取载料筷运动至与所述输送杆一一对接;所述第一推料机构用于将对接后载料筷上的牙线推至所述输送杆上;所述第二推料机构用于将所述输送杆上定量分数后的牙线推入所述装袋机构。
7.作为本发明的进一步改进,所述输送杆上均沿输送方向依次设置有第一检测工位
和第二检测工位,并在所述第一检测工位及所述第二检测工位处均设置有用于检测牙线的检测模块;当任一所述输送杆处于第一检测工位的检测模块检测到有料、并且另一所述输送杆处于第二检测工位的检测模块未检测到有料时,由所述搬运机构抓取对应的一个载料筷对少料的所述输送杆进行补料。
8.作为本发明的进一步改进,所述输送杆上均沿输送方向依次设置有第一夹持工位、第二夹持工位、第三夹持工位和第四夹持工位,所述第一检测工位及所述第二检测工位位于所述第二夹持工位和第三夹持工位之间;所述第一夹持工位、所述第二夹持工位、所述第三夹持工位及所述第四夹持工位处均设置有所述输送杆夹持机构,四个所述输送杆夹持机构交替松开所述输送杆,以使得在所述输送杆上分段进行输送牙线。
9.作为本发明的进一步改进,所述输送杆上均还设置有第三检测工位,位于所述第二检测工位和所述第三夹持工位之间,所述第三检测工位处设置有检测模块;所述定数输送机构还包括定量分数机构,所述定量分数机构与所述第三检测工位处的检测模块配合使用对所述输送杆上位于其上游的牙线进行止挡。
10.作为本发明的进一步改进,所述输送杆靠近所述搬运机构的一端部折弯形成水平的第一对接部,所述第一对接部沿端部进行斜向剖削形成有一切削面,并位于该切削面的中部设置有定位插槽;所述输送杆的另一端部折弯形成水平的第二对接部,所述第二对接部的端部设置有仿形对接槽。
11.作为本发明的进一步改进,所述装袋机构包括转向驱动模组和设置在所述转向驱动模组上的取料模组,所述转向驱动模组用于驱动所述取料模组在水平状态与竖直状态之间往复切换;所述取料模组包括仿形于牙线头部空间的取料杆和取放料驱动模组,所述取放料驱动模组用于驱动所述取料杆在水平状态时移动与所述输送杆一一对接进行取料或在竖直状态时移动伸入包装袋内进行装料;所述取料杆上设置有可活动的卡钩,所述卡钩用于在取料后动作凸露在所述取料杆的外部进行止挡牙线堆、或在装料时动作收缩在所述取料杆内。
12.作为本发明的进一步改进,所述取料杆内设置有容置腔,所述容置腔内安装有卡料气缸和连接在该卡料气缸上的滑动块,所述卡钩设置有两个,分别转动安装在所述滑动块的两侧,所述取料杆靠近一端部对应于两个所述卡钩设置有两个导向槽,所述卡料气缸用于驱动所述滑动块往复滑动带动两个所述卡钩沿所述导向槽运动。
13.作为本发明的进一步改进,所述输送杆设置有三个,相应的所述取料杆设置有三个,分别为第一取料杆、第二取料杆和第三取料杆,所述第二取料杆位于所述第一取料杆和所述第三取料杆之间;所述取料模组还包括取料底板和安装在该取料底板上的并拢气缸,所述第三取料杆的一端固定在所述取料底板上;所述第一取料杆的一端固定连接有第一驱动板,所述第二取料杆的一端固定连接有第二驱动板,所述第一驱动板和所述第二驱动板均滑动安装在所述取料底板上,且所述第一驱动板与所述并拢气缸的气缸轴固定连接;所述并拢气缸用于驱动所述第一取料杆并带动所述第二取料杆朝向或背离所述第三取料杆方向运动。
14.作为本发明的进一步改进,所述第一驱动板上设置有止位滑槽,所述第二驱动板上固定有拉钩,所述拉钩的一端延伸至所述止位滑槽内;所述取料底板上设置有第一止位挡台和第二止位挡台,三个所述取料杆并拢时,由所述第一驱动板推动所述第二驱动板止
挡在所述第二止位挡台上;三个所述取料杆打开时,由所述第一驱动板通过所述止位滑槽与所述拉钩配合使用拉动所述第二驱动板止挡在所述第一止位挡台上。
15.作为本发明的进一步改进,所述取料杆上均套装有可滑动的退料块,用于在装料时沿所述取料杆滑动进行推动牙线堆从所述取料杆上退出,并且所述退料块与所述取料杆之间设置有限位结构以限制所述退料块的移动行程;所述装袋机构还包括设置在处于竖直状态的所述取料杆一侧的退料机构,所述退料机构包括退料气缸和退料卡板,所述退料气缸用于驱动所述退料卡板移动进行卡挡在所述退料块上。
16.作为本发明的进一步改进,所述转向驱动模组包括转向驱动电机、与所述转向驱动电机驱动连接的旋转平台和设置在所述旋转平台上的转向底板,所述取料模组设置有两个,两个所述取料模组相互垂直安装在所述转向底板上且呈中心对称分布,所述旋转平台的旋转轴沿45
°
倾斜布置,两个所述取料模组之间的中心线与该旋转轴重合。
17.作为本发明的进一步改进,所述转盘包装装置包括作分度旋转的转盘以及沿所述转盘圆周进行设置的若干夹袋机构,所述夹袋机构均包括滑移驱动组件以及分别用于夹紧包装袋两侧端的第三夹爪组件和第四夹爪组件,所述滑移驱动组件与所述第四夹爪组件连接,用于驱动该第四夹爪组件相对所述第三夹爪组件进行靠拢或远离。
18.作为本发明的进一步改进,所述转盘包装装置还设置有开袋工位和检测工位,开袋工位位于上袋工位和装料工位之间,检测工位于装料工位和封口工位之间;所述转盘包装装置还包括:开袋机构,设置在开袋工位处,用于打开包装袋袋口;撑口机构,设置在所述开袋机构一侧,用于将打开后的包装袋袋口向外扩张;压附机构,设置在检测工位处,用于在检测前对处于检测工位的包装袋内的牙线堆进行压附;检测机构,设置在检测工位处,用于对牙线堆装袋状态进行检测;封口机构,设置在封口工位处,用于对检测合格并移动至封口工位处的包装袋进行热熔封口;不良品出料输送线,设置在检测工位的下方,用于承接并输送由所述检测机构检测的不良品;成品出料输送线,设置在封口工位的下方,用于承接并输送由所述封口机构热熔封口后的成品。
19.作为本发明的进一步改进,所述袋口成型机构设置在装料工位处,包括支撑架以及设置在所述支撑架上的第一撑开机构和第二撑开机构,所述第一撑开机构包括滑动安装在所述支撑架上且相对布置的两个第一撑开片以及分别与两个所述第一撑开片驱动连接的两个撑开驱动装置,两个所述第一撑开片用于伸入包装袋并分别由两个所述撑开驱动装置驱动相互远离撑开袋口两端;所述第二撑开机构包括可转动的安装在所述支撑架上且位于两个所述第一撑开片之间的两个第二撑开片,两个所述第二撑开片用于在牙线装袋时的推动下旋转撑开在包装袋的两内侧面,并与两个所述第一撑开片共同合围形成供物料通过的装袋通道。
20.作为本发明的进一步改进,所述包装袋供料机构包括:
包装袋输送线,设置有一端向下倾斜布置的输送流道以及沿该输送流道布置的输送带,所述输送流道位于输送末端处设置有取料口;取袋机构,设置在所述包装袋输送线的输送末端下方,用于逐一抓取由所述输送带输送至所述取料口处的包装袋;对位机构,设置在所述取袋机构的一侧,用于放置由所述取袋机构抓取的包装袋并进行对位;上袋机构,设置在所述对位机构的一侧,用于抓取由所述对位机构对位后的包装袋并移动至上袋工位处。
21.本发明的有益效果是:1、本发明提供一种牙线全自动包装机,设置有牙线上料机构、牙线输送线装置、牙线计数补数机构、包装袋供料机构、转盘包装装置、袋口成型机构和装袋机构,能够实现牙线从上料、输送、定量装袋、包装袋输送至包装成品全自动化作业,大大提高了生产效率;2、牙线计数补数机构设置有搬运机构、定数输送机构和第一推料机构,不仅能够实现牙线分数定量输送,保证牙线包装的准确性,而且能够自动进行补数,从而保证三个输送杆上的牙线数量均能够达到装袋要求;3、通过装袋机构能够将牙线整齐堆垛在包装袋内,避免出现散乱,提高美观性,使得包装袋能够容纳更多的牙线,防止挤破包装袋,便于运输;同时两个取料模组交替进行取放料作业,进一步提高生产效率;4、通过袋口成型机构将包装袋袋口撑开,达到较佳的袋口成型效果,有效防止撑破袋口,并能够起到导向作用,避免物料卡在包装袋袋口处,极大的方便牙线装袋;5、包装袋供料机构和转盘包装装置配合使用,通过包装袋供料机构中的取袋机构由包装袋输送线上逐一抓取包装袋放置在对位机构中,再由上袋机构抓取对位后的包装袋进行上料,实现连续、稳定上袋;转盘包装装置夹持包装袋依次经过开袋工位进行开袋、装料工位进行牙线装袋、检测工位进行检测及封口工位进行热熔封口作业,实现自动化包装作业,使得生产有序进行。
附图说明
22.图1为本发明牙线全自动包装机的立体图;图2为本发明牙线上料机构及第一输送线的立体图;图3为本发明牙线输送线装置的立体图;图4为本发明牙线计数补数机构的立体图;图5为本发明搬运机构的立体图;图6为本发明第一推料机构及载料筷回收机构的立体图;图7为本发明图6所示中a的放大图;图8为本发明定数输送机构的立体图;图9为本发明定数输送机构的侧视图;图10为本发明定量分数机构的立体图;图11为本发明第二推料机构的立体图;图12为本发明装袋机构的立体图;
图13为本发明取料模组的立体图;图14为本发明取料模组去除取放料驱动模组后的侧视图;图15为本发明图14所示三个取料杆并拢状态的示意图;图16为本发明取料杆、卡料气缸、卡钩及退料块的爆炸图;图17为本发明退料机构的立体图;图18为本发明转盘包装装置的俯视图;图19为本发明夹袋机构的立体图;图20为本发明开袋机构及撑口机构的立体图;图21为本发明检测机构及压附机构的立体图;图22为本发明袋口成型机构的主视图;图23为本发明第一撑开机构、第二撑开机构及支撑架的立体图;图24为本发明图23所示另一视角的立体图;图25为本发明包装袋供料机构的立体图;图26为本发明包装袋输送线的立体图;图27为本发明取袋机构、对位机构及上袋机构的立体图。
23.结合附图,作以下说明:1、牙线上料机构;11、周转箱上料机构;111、周转箱输送线;112、提升机;12、周转箱下料机构;13、周转箱搬移机构;14、侧推对齐机构;2、牙线输送线装置;21、第一输送线;22、第二输送线;23、顶升旋转机构;3、牙线计数补数机构;31、搬运机构;311、横向直线模组;312、纵向直线模组;313、取料夹爪模组;32、定数输送机构;321、输送杆;3211、第一对接部;3212、定位插槽;3213、第二对接部;322、输送杆夹持机构;3221、夹持气缸;3222、夹持爪;323、检测模块;324、定量分数机构;3241、分数气缸;3242、分数治具;3243、钢绳;3244、滑台;3245、止位块;33、第一推料机构;331、推杆;332、第一推料驱动模组;34、载料筷回收机构;341、拔料气缸;342、第二夹爪组件;343、回收箱;35、第二推料机构;351、拨片;352、第二推料驱动模组;353、拨料升降气缸;4、包装袋供料机构;41、包装袋输送线;411、输送流道;412、输送带;413、取料口;414、驱动电机;415、输送轮;416、挡边;417、挡板;418、压板;419、压附气缸;42、取袋机构;421、取袋回转气缸;422、取袋升降气缸;423、取袋真空吸盘组;424、调向回转气缸;43、对位机构;431、对位平台;432、基板;433、第一滑动板;434、第二滑动板;435、第一驱动装置;436、第二驱动装置;44、上袋机构;441、上袋回转气缸;442、上袋升降气缸;443、上袋真空吸盘组;45、到位检测传感器;5、转盘包装装置;51、转盘;52、夹袋机构;521、第一气缸;522、第一夹头;523、第二夹头;524、第二气缸;525、夹袋底板;526、调节板;527、分度柱塞;53、开袋机构;531、开袋真空吸盘;532、开袋气缸;533、开袋升降气缸;54、封口机构;55、撑口机构;551、撑口升降气缸;552、撑口夹爪气缸;553、鸭嘴片;5531、阔型部;56、检测机构;561、检测夹爪气缸;562、夹板;563、检测传感器;57、压附机构;571、压附升降气缸;572、弹簧铰链;58、不良品出料输送线;59、成品出料输送线;6、袋口成型机构;61、支撑架;611、耳板;612、限位凸台;62、第一撑开片;621、撑头部;63、撑开驱动装置;631、撑开气缸;632、导柱;633、连接座;64、第二撑开片;65、底座;66、升降驱动装置;67、撑开滑轨;68、扭簧;7、装袋机构;71、转向驱动模组;7101、转向驱动电机;7102、旋转平台;7103、转向底板;72、取料杆;721、导向槽;73、卡钩;74、并拢气缸;75、取料底板;751、第一止
位挡台;752、第二止位挡台;76、第一驱动板;761、止位滑槽;77、第二驱动板;771、拉钩;78、卡料气缸;79、滑动块;710、取放料驱动模组;711、退料块;712、退料气缸;713、退料卡板。
具体实施方式
24.以下结合附图,对本发明的一个较佳实施例作详细说明。
25.参阅图1至图27,本发明提供一种牙线全自动包装机,包括:机架8以及安装在机架8上的牙线上料机构1、牙线输送线装置2、牙线计数补数机构3、包装袋供料机构4、转盘包装装置5、袋口成型机构6和装袋机构7。牙线上料机构1用于抓取周转箱并将周转箱上串装有若干牙线的载料筷传递给牙线输送线装置2。牙线计数补数机构3用于拾取牙线输送线装置2上的载料筷并将牙线定量的交接至装袋机构7。转盘包装装置5设置有上袋工位、装料工位和封口工位,转盘包装装置5于上袋工位处夹取来自包装袋供料机构4输送的包装袋移动至装料工位;袋口成型机构6设置在装料工位处,用于将移动到位的包装袋袋口撑开成型,并由装袋机构7将牙线整齐堆垛装入包装袋内;转盘包装装置5能够驱动完成装料的包装袋移动至封口工位处进行封口。
26.参阅图2,牙线上料机构1用于输送周转箱并将周转箱上串装有若干牙线的载料筷进行上料作业。牙线上料机构1包括上料机架以及安装在上料机架上的周转箱上料机构11、周转箱下料机构12、往返于周转箱上料机构11和周转箱下料机构12之间的周转箱搬移机构13。周转箱上料机构11包括用于输送周转箱的周转箱输送线111、以及与周转箱输送线配合使用用于将周转箱抬升的提升机112。本实施中,所使用的周转箱的两侧面相对设置有若干凹槽,将串装有若干牙线的载料筷架设在周转箱的两侧并定位在凹槽,摆满载料筷之后,将周转箱放置在周转箱输送线111上,周转箱输送线111将周转箱由前向后输送到位后,由提升机112托举抬升。
27.其中,周转箱搬移机构13位于周转箱上料机构11和周转箱下料机构12的上方,周转箱搬移机构13包括周转箱横移模组、周转箱升降气缸和周转箱夹爪组件,周转箱升降气缸连接在周转箱横移模组上,周转箱夹爪组件设置在周转箱升降气缸上。提升机112将周转箱抬升到位后,由周转箱升降气缸驱动周转箱夹爪组件下降到位,周转箱夹爪组件驱动其两个夹爪相对移动夹取周转箱,抬升复位后,由周转箱横移模组驱动移动至周转箱下料机构12的上方。牙线输送线装置2固定在上料机架的顶部,且其一端延伸至周转箱下料机构12和周转箱搬移机构13之间。周转箱升降气缸驱动周转箱下降,使周转箱上的载料筷交接至牙线输送线装置2上,空的周转箱由下方的周转箱下料机构12回收,从而实现对牙线的自动上料作业。其中,周转箱下料机构12与周转箱上料机构11结构相同。
28.其中,上料机架上还安装有侧推对齐机构14,包括侧推对齐气缸和对齐推板,通过侧推对齐气缸推动对齐推板对提升机112抬升到位后的周转箱上的载料筷侧推,使其对齐,以便于后续牙线上料作业。
29.参阅图3,牙线输送线装置2包括第一输送线21和与第一输送线21对接的第二输送线22。第一输送线21与牙线上料机构1配合使用,用于牙线上料机构1将周装箱上串装有若干牙线的载料筷排列放置其上。第一输送线21包括由电机驱动同步转动的两组第一皮带轮机构,两组第一皮带轮机构并列间隔分布。两组第一皮带轮机构中的第一皮带上均等间距安装有若干呈v形的第一定位块,且同一第一皮带上相邻两个第一定位块之间的间距与周
转箱上相邻两个凹槽之间的间距相同。载料筷套装满牙线后,载料筷两端放置在周转箱的凹槽内,且载料筷两端凸出于周转箱前后两侧,周转箱升降气缸驱动周转箱下降过程中,使得周转箱穿过两组第一皮带轮机构之间向下移动,进而载料筷两端由第一定位块托载,载料筷离开周转箱,空的周转箱由周转箱下料机构12回收,第一输送线21将载料筷朝向第二输送线22输送。
30.其中,第二输送线22包括由电机驱动同步转动的两组第二皮带轮机构,两组第二皮带轮机构中的第二皮带上均等间距安装有若干第二定位块,相邻两个第二定位块之间的间距大于相邻两个第一定位块之间的间距。第一输送线21输送载料筷至端部时刚好一一对应交接至第二定位块上。其中,第一皮带上的相邻两个第一定位块的间距较小,且匹配于上料用周转箱上相邻用于放置载料筷的两个凹槽间距,以满足更大效率上料;通过采用第二输送线22对接第一输送线21,进而增大载料筷之间的间距,有利于牙线计数补数机构3拾取牙线输送线装置2上的载料筷,有效避免取料造成的干涉。
31.参阅图4至图11,牙线计数补数机构3包括搬运机构31、定数输送机构32、第一推料机构33、载料筷回收机构34和第二推料机构35。定数输送机构32设置在搬运机构31一侧,定数输送机构32包括固定支架、三个平行间隔设置的输送杆321以及输送杆夹持机构322,三个输送杆321均位于固定支架的一侧,输送杆夹持机构322安装在固定支架上用于对三个输送杆321进行夹持定位。搬运机构31往返于第二输送线22和定数输送机构32之间,用于抓取载料筷运动至与输送杆321一一对接;第一推料机构33用于将对接后载料筷上的牙线推至输送杆321上;第二推料机构35用于将输送杆321上定量分数后的牙线推入装袋机构7。
32.其中,搬运机构31与定数输送机构32之间设置有对接工位,搬运机构31可一次从第二输送线22上抓取串设有若干牙线的三个载料筷运动至对接工位处与三个输送杆321一一对接。第一推料机构33用于将对接后三个载料筷上的牙线分别推至输送杆321上。三个输送杆321远离搬运机构31的一端均向下倾斜布置,由第一推料机构33推送至输送杆321上的牙线受自身重力沿输送杆321顺势下滑。在本实施列中,优选的,输送杆321采用不锈钢材质,并在其表面涂覆有一层铁氟龙,以减小输送杆321与牙线之间的摩擦,避免出现磨损;同时,将输送杆321的倾斜角设置为30
°
( -5
°
),能够使牙线沿输送杆321顺利下滑,一方面避免输送杆321过于陡峭出现堆积、杂乱等状况,而不利于后续进行准确对牙线进行分数,另一方面避免输送杆321过于平缓,而不利于牙线顺利下滑。
33.参阅图8和图9,三个输送杆321处于相同高度上均沿输送方向依次设置有第一检测工位和第二检测工位,并且三个输送杆321在其各自的第一检测工位及第二检测工位处均设置有检测模块323,检测模块323可以采用光纤传感器或相机等具有检测功能的器件,用于检测相应工位处牙线有无。当任一输送杆321处于第一检测工位的检测模块323检测到有料、并且另一输送杆321处于第二检测工位的检测模块323未检测到有料时,检测模块323将检测的信号反馈至包装机的可编程控制器中,该可编程控制器控制搬运机构31只抓取对应的一个载料筷对少料的输送杆321进行补料。由于来料的每个载料筷上串设的牙线数量并不一致,在连续包装过程中,输送杆321上的牙线长时间累计后会出现偏差量,当偏差量较大时,三个输送杆321上分好数的牙线在装入一个包装袋时,会出现其中一个输送杆321上的牙线数量不足,而导致包装少量,本技术通过采用该技术手段,实现自动对出现累计偏差少量的输送杆321进行补料,从而保证三个输送杆321上的牙线数量均能够达到装袋要
求,保证连续装袋生产以及牙线包装的准确性。
34.此外,三个输送杆321处于相同高度上均沿输送方向依次还设置有第三检测工位和定量分数工位,第三检测工位处于第二检测工位的下游,三个输送杆321在其各自的第三检测工位处也同样设置有检测模块323。定数输送机构32还包括定量分数机构324,设置在定量分数工位处,定量分数机构324与第三检测工位处的检测模块323配合使用对输送杆321上位于其上游的牙线进行止挡。
35.具体的,参阅图9和图10,定量分数机构324包括分数气缸3241、分数治具3242以及连接在分数治具3242上的钢绳3243。分数气缸3241为滑台气缸,安装在固定支架的前侧,设置有一滑台3244,分数治具3242通过一滑块滑配在分数气缸3241的滑台3244上。滑台3244上位于分数治具3242的顶部固定安装有止位块3245,止位块3245与分数治具3242之间装设有弹簧。止位块3245朝向分数治具3242的一侧设置有弹簧定位柱,弹簧定位柱活动插设在分数治具3242的顶部,弹簧套装在弹簧定位柱上,其一端弹性抵置在止位块3245上,另一端弹性抵置在分数治具3242上,在弹簧的弹力作用下,在分数时使得钢绳3243能够柔性压附在输送杆321上,避免出现压损。分数治具3242设置有u型部,u型部的两端扩张至三个输送杆321的两外侧,钢绳3243固定连接在u型部的两端处。当第三检测工位处的检测模块323均检测到有料时,分数气缸3241驱动分数治具3242朝向输送杆321移动至定量分数工位处,通过钢绳3243将定量分数工位处的牙线进行分离,钢绳3243对上游的牙线进行止挡,钢绳3243下游的牙线即为定量的包装所需牙线数量,实现准确计数的功能。
36.继续参阅图8和图9,为了保障牙线能够在输送杆321上连续输送,在三个输送杆321处于相同高度上均沿输送方向依次设置有第一夹持工位、第二夹持工位、第三夹持工位和第四夹持工位。第一夹持工位和第四夹持工位分别位于靠近三个输送杆321的两端处,第一检测工位、第二检测工位及第三检测工位均位于第二夹持工位和第三夹持工位之间。第一夹持工位、第二夹持工位、第三夹持工位及第四夹持工位处均设置有输送杆夹持机构322,四个输送杆夹持机构322交替松开输送杆321,以使得在输送杆321上分段进行输送牙线。其中,输送杆夹持机构322均包括安装在固定支架上的夹持气缸3221以及安装在夹持气缸3221上且上下相对的两个夹持爪3222,三个输送杆321均位于两个夹持爪3222之间。两个夹持爪3222相对的一端部设置有与三个输送杆321一一对应的仿形夹持槽,夹持气缸3221驱动两个夹持爪3222上下相对或相向移动,进而夹紧或松开三个输送杆321。
37.其中,在第一夹持工位处同样还设置有检测模块323,当该检测模块323检测到第一夹持工位处有料后,处于第一夹持工位的输送杆夹持机构322不执行夹紧动作,进而避免第一夹持工位处有料时出现夹损故障。
38.其中,定量分数工位位于第三检测工位和第三夹持工位之间,牙线包装的数量取决于第三夹持工位与定量分数工位之间的间距。第三夹持工位处的夹持气缸3221驱动两个夹持爪3222夹紧三个输送杆321时,对三个输送杆321上输送的牙线进行止挡,牙线自第三夹持工位叠加累积到定量分数工位的数量,即为第三夹持工位与定量分数工位之间正投影距离除以单个牙线的宽度。
39.参阅图4和图5,搬运机构31包括横向直线模组311、纵向直线模组312和取料夹爪模组313,横向直线模组311和纵向直线模组312配合使用驱动取料夹爪模组313沿横向和纵向运动。本实施列中,横向直线模组311和纵向直线模组312均采用由伺服电机驱动的丝杆
直线模组,具体的,纵向直线模组312设置在横向直线模组311上,由横向直线模组311驱动沿横向往复运动,取料夹爪模组313设置在纵向直线模组312上,由纵向直线模组312驱动沿纵向往复运动。取料夹爪模组313设置有与三个输送杆321一一对应的且可独立工作的三对第一夹爪组件,每对第一夹爪组件均相对设置,用于分别抓取载料筷的两端部。第一夹爪组件均包括夹爪气缸和设置在夹爪气缸上的两个夹爪,夹爪气缸驱动两个夹爪相对靠近抓取载料筷。
40.参阅图6和图7,三个输送杆321靠近搬运机构31的一端部均折弯形成水平的第一对接部3211,第一对接部3211沿端部进行斜向剖削形成有一切削面,且该切削面朝向斜上方布置,并位于该切削面的中部设置有定位插槽3212。三个输送杆321的另一端部折弯形成水平的第二对接部3213,第二对接部3213的端部设置有仿形对接槽。搬运机构31抓取三个载料筷后移动至对接工位,使三个载料筷的一端部一一正对于定位插槽3212,再带动三个载料筷横向移动使其端部插接在定位插槽3212内,实现精准对接。优选的,将切削面的倾斜角设置为20
°
( -5
°
),能够使牙线由载料筷上顺利过渡至输送杆321上,减小摩擦力,避免角度过大增加阻力出现堵死状况。
41.参阅图4和图6,载料筷回收机构34设置在对接工位处,载料筷回收机构34设置有拔料气缸341、与三个输送杆321一一对应的三个第二夹爪组件342以及回收箱343。回收箱343设置在对接后的载料筷的正下方,拔料气缸341通过一安装板固定连接在回收箱343的上方,三个第二夹爪组件342均设置在拔料气缸341上。搬运机构31抓取三个载料筷后移动至对接工位时,使得三个载料筷的另一端刚好搭接在三个第二夹爪组件342上,在三个载料筷的一端部插接到定位插槽3212内后,第二夹爪组件342中的夹爪气缸驱动夹爪夹紧对接后的载料筷远离输送杆321的一端。第一推料机构33将载料筷上的牙线推到输送杆321上后,由拔料气缸341同步驱动第二夹爪组件342移动将载料筷从输送杆321上分离出,第二夹爪组件342松开载料筷后,载料筷自动落入下方的回收箱343中进行回收。
42.其中,第一推料机构33通过两个立柱安装在对接工位的一侧,包括推杆331和第一推料驱动模组332,第一推料驱动模组332为沿横向布置的无杆气缸,推杆331垂直于第一推料驱动模组332且水平布置。推杆331的一端与第一推料驱动模组332连接,另一端延伸至对接工位处,且位于三个输送杆321的下方。推杆331对应于三个输送杆321处均设置有凹槽,使得推杆331与三个输送杆321相交叉分布,以便于更稳定的推动牙线。推杆331由第一推料驱动模组332驱动横向往复运动。
43.参阅图4和图11,第二推料机构35设置在三个输送杆321远离搬运机构31一端的一侧,第二推料机构35包括拨片351、第二推料驱动模组352和拨料升降气缸353。拨片351设置在拨料升降气缸353上,由拨料升降气缸353驱动纵向往复运动。拨料升降气缸353安装在第二推料驱动模组352上,由第二推料驱动模组352驱动横向往复运动。本实施例中,第二推料驱动模组352同样采用由伺服电机驱动的丝杆直线模组。
44.三个输送杆321处于相同高度上还设置有第四检测工位,第四检测工位处于第三夹持工位和第四夹持工位之间,第四检测工位处同样设置有检测模块323。当第三夹持工位的输送杆夹持机构322松开三个输送杆321后,定量分数后的牙线顺势下滑,该检测模块323检测到来料后,第三夹持工位的输送杆夹持机构322恢复夹紧状态,第四夹持工位的输送杆夹持机构322由夹紧状态变为松开状态;同时,拨料升降气缸353驱动拨片351抬升。其中拨
片351上对应于三个输送杆321处均设置有凹槽,以使得拨片351上升使三个输送杆321落入对应凹槽内,能够更好的推动牙线。之后第二推料驱动模组352驱动拨片351从三个输送杆321的第二对接部3213推向对接的装袋机构7中。
45.本技术牙线在牙线计数补数机构3上的输送过程为:初始状态时,四个输送杆夹持机构322均处于夹紧状态,夹紧定位三个输送杆321;首先,由搬运机构31从第二输送线22上同步抓取三个载料筷,再移动至对接工位处与三个输送杆321一一对接,载料筷回收机构34中的第二夹爪组件342夹紧载料筷后,搬运机构31复位进行抓取下一载料筷;然后,处于第一夹紧工位的输送杆夹持机构322打开,第一推料机构33将三个载料筷上的牙线推入三个输送杆321上,沿输送杆321向下滑动直至被处于第二夹紧工位的输送杆夹持机构322所止挡;之后,处于第一夹紧工位的输送杆夹持机构322恢复夹紧状态,处于第二夹紧工位的输送杆夹持机构322打开,牙线沿输送杆321向下滑动直至被处于第三夹紧工位的输送杆夹持机构322所止挡;当三个输送杆321上的牙线累积到第三检测工位由该工位的三个检测模块323均检测到时,定量分数机构324动作,通过钢绳3243将牙线进行分离;(当三个输送杆321上的牙线累积到第一检测工位由该工位的三个检测模块323均检测到时,为避免累积过量,搬运机构31不再进行取料);处于第三夹紧工位的输送杆夹持机构322打开,牙线沿输送杆321向下滑动止挡在处于第四夹紧工位的输送杆夹持机构322;当第四检测工位的检测模块323检测到来料后,处于第三夹紧工位的输送杆夹持机构322恢复夹紧状态,处于第四夹紧工位的输送杆夹持机构322打开,第二推料机构35将牙线从三个输送杆321的第二对接部3213推向装袋机构7中;重复进行上述操作步骤进行连续生产,一旦出现任意一个输送杆321上的牙线累积到第一检测工位由该工位检测模块323检测到时、并且除此之外的另一个输送杆321上的牙线还未达到第二检测工位未被该工位检测模块323检测到时,则需要对该少量的输送杆321进行补料,搬运机构31只抓取对应的一个载料筷对少料的输送杆321进行补料。
46.参阅图1和图12,装袋机构7设置在牙线计数补数机构3和转盘包装装置5之间位置,装袋机构7包括转向驱动模组71和设置在转向驱动模组71上的取料模组,转向驱动模组71用于驱动取料模组在水平状态与竖直状态之间往复切换。当取料模组处于水平状态时,能够与三个输送杆321对接进行取料;当取料模组处于竖直状态时,转盘包装装置5驱动一个包装袋到达装料工位,使包装袋袋口正对于上方的该取料模组,进行物料装袋。
47.参阅图8、图12和图13,取料模组包括取料杆72、取放料驱动模组710、并拢气缸74和取料底板75,取料底板75连接在取放料驱动模组710上,取料杆72设置在取料底板75上,取放料驱动模组710用于驱动取料底板75移动带动取料杆72向前伸展。本实施列中,取放料驱动模组710采用电缸,当然也可以使用等同替换电缸的直线模组等。此外,在电缸的端部设置有两个导套,取料底板75通过两个导向柱滑动配合在两个导套内,从而能够提高运动的稳定性。当取料模组处于竖直状态时,取料杆72正对于下方的包装袋袋口,由取放料驱动模组710驱动取料杆72向下移动伸入包装袋中,装袋完成后再复位取出。当取料模组处于水平状态时,取料杆72正对于输送杆321,由取放料驱动模组710驱动取料杆72朝向输送杆移动进行对接,取料后再驱动复位。其中,取料杆72正对于输送杆321的一端部设置有倒角,以便于对接时插入输送杆321的第二对接部3213的仿形对接槽中相吻合,避免推料过程中出现卡料。此外,第二对接部3213与取料杆72的横截面均为仿形于牙线头部空间,所述牙线头
部空间为牙线的弓形头部与线合围所形成。输送杆321与第二对接部3213之间具有过渡部,定量分数后的牙线在第二推料驱动模组352的推动下沿输送杆321经过渡部顺利过渡到第二对接部3213上,使得牙线均朝向同一方向排布进行定位,再推入取料杆72上形成牙线堆。此结构设计能够使牙线整齐排列的串装在取料杆72上,不会出现错位,有利于后续装袋作业。
48.参阅图16,取料杆72上设置有可活动的卡钩73,卡钩73用于在取料后动作凸露在取料杆72的外部进行止挡牙线堆,防止取料杆72在旋转至竖直状态的过程中牙线堆从取料杆72上掉落;同时卡钩73能够在装袋时动作收缩在取料杆72内,使得牙线堆从取料杆72上退出到包装袋内。具体的,取料杆72内设置有容置腔,且取料杆72设置有将该容置腔盖住的盖板。容置腔内固定安装有卡料气缸78和连接在该卡料气缸78上的滑动块79,滑动块79滑动安装在容置腔的前端处。卡钩73设置有两个,分别转动安装在滑动块79的两侧。取料杆72靠近其用于对接取料的一端部对应于两个卡钩73设置有两个导向槽721,导向槽721远离取料杆72该端部的一侧均设置有倒角,当卡料气缸78驱动滑动块79沿容置腔朝向后端滑动时,滑动块79带动两个卡钩73朝向后端运动,同时两个卡钩73在导向槽721倒角的止挡下向内转动,最终收缩在取料杆72内。两个卡钩73的端部同样设置有倒角,当卡料气缸78驱动滑动块79沿容置腔朝向前端滑动时,滑动块79带动两个卡钩73朝向前端运动,同时两个卡钩73通过其倒角在导向槽721另一侧的止挡下向外转动,最终凸露在取料杆72的外部。
49.参阅图13至图15,取料杆72设置有相互平行布置的三个,分别与三个输送杆321一一对应。三个取料杆72分别为第一取料杆、第二取料杆和第三取料杆,第二取料杆位于第一取料杆和第三取料杆之间,三个取料杆72能够同步进行取料,再同步将牙线堆整齐堆垛在包装袋内。第三取料杆位于右侧,其一端固定在取料底板75上。第一取料杆位于左侧,其一端固定连接有第一驱动板76,第二取料杆的一端固定连接有第二驱动板77,取料底板75上固定有一滑轨,第一驱动板76和第二驱动板77分别通过滑块滑配在该滑轨上。并拢气缸74固定安装在取料底板75上,且第一驱动板76与并拢气缸74的气缸轴固定连接。并拢气缸74用于驱动第一取料杆并带动第二取料杆朝向或背离第三取料杆方向运动。
50.具体的,第一驱动板76上沿运动方向设置有止位滑槽761,第二驱动板77上固定有拉钩771,拉钩771的一端延伸至止位滑槽761内。取料底板75上设置有第一止位挡台751和第二止位挡台752,第一止位挡台751位于取料底板75中间顶部位置,第二驱动板77具有一凸台,该凸台端部延伸至第一止位挡台751的右侧处;第二止位挡台752位于取料底板75的右侧且正对于第二驱动板77。三个取料杆72并拢过程为:首先由并拢气缸74驱动第一取料杆向右移动,直至第一驱动板76止挡在第二驱动板77上,在此过程中拉钩771在止位滑槽761内自由滑动;之后通过第二驱动板77带动第二取料杆同步向右移动,直至第二驱动板77止挡在第二止位挡台752上,此时三个取料杆72处于并拢状态。三个取料杆72打开过程为:首先由并拢气缸74驱动第一取料杆向左移动,直至止位滑槽761的右侧壁止挡在拉钩771上,之后通过拉钩771拉动第二驱动板77,使得第二取料杆同步向左移动,直至第二驱动板77上的凸台止挡在第一止位挡台751右壁上,此时三个取料杆72处于打开状态。本技术通过一个并拢气缸74即可驱动第一取料杆带动第二取料杆与第三取料杆并拢进行整齐堆垛装袋或打开进行对接取料,减少驱动源的使用,节省空间,结构设计合理巧妙,并且在各部件相互止挡限位下,保证三个取料杆并拢及打开状态的精度。
51.参阅图3和图15,第一取料杆的侧平面方向与第二取料杆、第三取料杆的侧平面方相反,以使得串装在第一取料杆上的牙线面向串装在第二取料杆、第三取料杆上的牙线布置,从而三个取料杆上的三个牙线堆相互并拢抵靠在一起进行装袋,合理利用空间,装袋更加紧凑,同时也避免散乱。为了满足第一取料杆上的牙线所布置的方向,在第二输送线22的下方安装有顶升旋转机构23,用于将第二输送线22上对应的一载料筷顶升并进行180
°
旋转之后再放回第二输送线22。顶升旋转机构包括直线气缸、由直线气缸驱动上下移动的旋转气缸和托架。托架安装在旋转气缸上并位于两个第二皮带之间,托架的两端对称设置有开口向上的v形槽。直线气缸驱动旋转气缸及托架同步向上移动,通过两个v形槽将第二输送线22上对应的一个载料筷向上托起,到位后,由旋转气缸驱动托架使载料筷旋转180
°
,再降落使载料筷放回至第二输送线22上。搬运机构31每次抓取三个载料筷,其中包含该转向后的载料筷,其上转向后的牙线通过相对应的输送杆321输送至第一取料杆上。
52.参阅图13和图16,三个取料杆72上均套装有可滑动的退料块711,用于在装袋时沿取料杆72滑动进行推动牙线堆从取料杆72上退出,并且退料块711与取料杆72之间设置有限位结构以限制退料块711的移动行程。具体的是通过在取料杆72上沿长度方向设置有凹槽,退料块711靠近其一端部正对于凹槽处设置有通孔,并在通孔内固定有限位销,通过限位销与凹槽配合使用对退料块711进行止挡,防止退料块711从取料杆72上滑出。此外,在取料杆72靠近取料底板75的一端设置有挡台,用于对退料块711的另一端部进行止挡,从而限制退料块711在取料杆72上的滑动行程。其中,退料块711的横截面均仿形于牙线头部,保证退料块711与牙线更大的接触面积,能够更好的、更稳定的推动牙线堆。
53.参阅图17,为了确保牙线堆从取料杆72上完全退出,本技术在处于竖直状态取料杆72的一侧设置有退料机构,退料机构包括退料气缸712和退料卡板713,退料卡板713与退料气缸712的气缸轴固定连接。处于竖直状态的三个退料块711的上端均设置有卡台。取放料驱动模组710驱动取料杆72从包装袋中抽出时,退料气缸712驱动退料卡板713移动进行同步卡挡在三个退料块711的卡台上,限制退料块711跟随向上移动,直至退料块711将牙线堆完全推出取料杆72,之后退料卡板713复位。
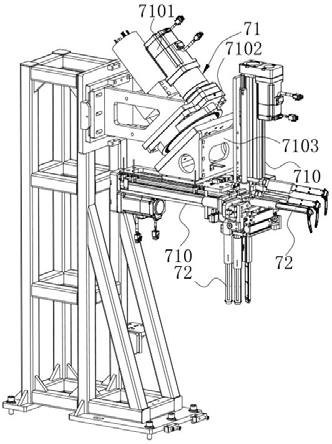
54.参阅图12,转向驱动模组71包括转向驱动电机7101、与转向驱动电机7101驱动连接的旋转平台7102和转向底板7103,旋转平台7102固定安装在一支架上,且其旋转轴沿45
°
倾斜布置。转向底板7103安装在旋转平台7102上,取料模组安装在转向底板7103上。优选的,在本实施例中,取料模组设置有两个,两个取料模组一个水平状态、一个竖直状态相互垂直的安装在转向底板7103上,且两个取料模组呈中心对称分布,两个取料模组之间的中心线与旋转平台7102的旋转轴重合。转向驱动电机7101驱动旋转平台7102作180
°
往复旋转,并通过转向底板7103带动两个取料模组跟随作180
°
往复转动,使得其中一取料模组由水平状态切换到竖直状态进行装料,相应的另一取料模组由竖直状态切换到水平状态进行取料,进而循环往复作业,两个取料模组取放料同步进行,相较于单一取料模组生产效率提高一倍。
55.本技术装袋机构7的取放料过程为:首先由处于水平状态的一个取料模组中的取放料驱动模组710驱动三个取料杆72同步朝向输送杆321移动对接进行取料,第二推料驱动模组352将定量分数后的牙线推入取料杆72上,牙线串装在取料杆72上的过程中能够推动退料块711后退;卡料气缸78驱动两个卡钩73动作凸露在取料杆72的外部对牙线堆进行止
挡,之后取放料驱动模组710再驱动复位;再由并拢气缸74驱动第一取料杆带动第二取料杆与第三取料杆进行并拢;然后转向驱动模组71驱动该取料模组旋转至竖直状态(另一取料模组旋转至水平状态进行取料动作),取放料驱动模组710驱动三个取料杆72向下移动伸入包装袋中,卡料气缸78驱动两个卡钩73动作收缩在取料杆72内,同时退料气缸712驱动退料卡板713移动进行同步卡挡在三个退料块711上;之后取放料驱动模组710驱动三个取料杆72向上移动从包装袋中抽出,直至退料块711将牙线堆完全推出取料杆72,退料气缸712驱动退料卡板713复位,退料块711跟随取料杆72上升复位,完成装袋。
56.参阅图18,转盘包装装置5包括作分度旋转的转盘51,转盘51的底部安装有分度盘,分度盘传动连接有伺服电机,通过伺服电机驱动分度盘带动转盘51作六等分旋转。转盘包装装置5围绕转盘51外周依次设置有上袋工位、空工位、开袋工位、装料工位、检测工位和封口工位,相应的,转盘51上一一对应于上袋工位、空工位、开袋工位、装料工位、检测工位和封口工位设置有六个夹袋机构52,位于上袋工位处的夹袋机构52夹持住由包装袋供料机构4上料的一个包装袋依次旋转途径空工位、开袋工位、装料工位、检测工位和封口工位进行相应工序包装作业。
57.参阅图19,夹袋机构52包括固定在转盘51顶部的夹袋底板525以及设置在该夹袋底板525上的滑移驱动组件、分别用于夹紧包装袋两侧端的第三夹爪组件和第四夹爪组件。具体的,第三夹爪组件和第四夹爪组件呈对称分布,均包括有安装板、第一气缸521、第一夹头522和第二夹头523,第一气缸521通过销轴铰接在安装板的一端部,第一夹头522固定在安装板的另一端部,第二夹头523的中部通过另一销轴转动安装在第一夹头522上,且第二夹头523的一端通过鱼眼接头连接在第一气缸521的气缸轴上。第一夹头522和第二夹头523均沿竖向布置,包装袋供料机构4将竖向的包装袋水平推至上袋工位处,使得包装袋的左右两侧端刚好分别位于第三夹爪组件、第四夹爪组件的第一夹头522和第二夹头523之间,第一气缸521用于驱动第二夹头523旋转,使第二夹头523的另一端配合第一夹头522夹紧包装袋。
58.其中,滑移驱动组件与第四夹爪组件连接,用于驱动该第四夹爪组件相对第三夹爪组件进行靠拢或远离。具体的,夹袋底板525上固定有滑轨,滑轨上滑配有滑块,第四夹爪组件与滑块连接,进而可在夹袋底板525上滑动。滑移驱动组件包括第二气缸524,固定在夹袋底板525上,第四夹爪组件与第二气缸524连接。第二气缸524能够驱动第四夹爪组件朝向第三夹爪组件移动,使得包装袋两侧端相互推进,以便于开袋机构53打开袋口;第二气缸524同样能够驱动第四夹爪组件远离第三夹爪组件移动,将包装袋的袋口进行绷紧,以便于进行封口作业。
59.优选的,滑块的顶部固定有调节板526,调节板526上设置有若干调节孔位,第四夹爪组件的安装板使用分度柱塞527可调节的安装在该调节板526上,通过调节安装板在调节板526上的位置,并将分度柱塞527固定在相应的调节孔位中,进而改变第四夹爪组件与第三夹爪组件之间的间距,能够适用于不同尺寸的包装袋,适用范围广。除此之外,作为本技术另一个较优的实施例,也可以将第三夹爪组件通过一分度柱塞527可调节的安装在夹袋底板525上,同样可以改变第四夹爪组件与第三夹爪组件之间的间距,以适用于不同尺寸的包装袋。
60.参阅图18和图20,转盘包装装置5还包括开袋机构53、封口机构54、撑口机构55、检
测机构56、压附机构57、不良品出料输送线58和成品出料输送线59。开袋机构53设置在开袋工位处,并位于转盘的上方,用于将旋转至该开袋工位处的包装袋袋口撑开。开袋机构53包括用于吸附包装袋两侧面呈相对布置的两个开袋真空吸盘531、开袋气缸532、开袋升降气缸533以及两个第三气缸,两个开袋真空吸盘531分别安装在两个第三气缸的气缸轴上,由第三气缸驱动开袋真空吸盘531平移正对到包装袋的竖直中心线处。两个第三气缸对称连接在开袋气缸532的两侧,由开袋气缸532驱动并同步带动两个开袋真空吸盘531相互靠拢或远离。开袋气缸532设置在开袋升降气缸533上,开袋升降气缸533用于驱动开袋气缸532及两个开袋真空吸盘531同步上下运动。当夹袋机构52夹持着包装袋旋转至开袋工位处,首先由第二气缸524驱动第四夹爪组件朝向第三夹爪组件移动将包装袋两侧端相互推进,之后开袋升降气缸533和第三气缸动作共同驱动两个开袋真空吸盘531移动至包装袋两侧到位后,开袋气缸532驱动两个开袋真空吸盘531相互靠近直至吸附在包装袋两外侧,开袋气缸532再驱动两个开袋真空吸盘531相互远离将包装袋袋口打开。
61.由于包装袋本身具有一定的弹性形变能力,为了避免在其自身的弹力作用下袋口恢复闭合状态,在开袋机构53的一侧还设置有撑口机构55。撑口机构55包括撑口升降气缸551、连接在撑口升降气缸551上的撑口夹爪气缸552以及设置在撑口夹爪气缸552上两个对称的鸭嘴片553。两个鸭嘴片553的下部均朝向外侧凹设形成阔型部5531,且阔型部5531的端部均折弯向内倾斜。初始状态时,两个鸭嘴片553贴合在一起呈鸭嘴状,当开袋机构53将包装袋袋口打开后,开袋机构53复位,此时由撑口升降气缸551驱动撑口夹爪气缸552及两个鸭嘴片553向下移动,使两个鸭嘴片553伸入包装袋中,撑口夹爪气缸552驱动两个鸭嘴片553打开一定程度,通过阔型部5531将袋口向两侧扩张,之后进行复位,进而保证袋口处于打开状态,便于后续物料装袋。优选的,在开袋工位处还设置有阔袋机构,位于开袋机构53的下方,阔袋机构包括阔袋夹爪气缸和安装在阔袋夹爪气缸上的两个阔袋夹爪,两个阔袋夹爪呈对称分布并正对于开袋工位处的包装袋的下部。开袋机构53将包装袋袋口打开时,阔袋夹爪气缸驱动两个阔袋夹爪夹在包装袋的下部,进而将包装袋的下部进行扩张,更进一步的方便物料装袋。
62.参阅图22至图24,包装袋在开袋工位处经开袋动作后,再由转盘51移动至装料工位。设置在装料工位处的袋口成型机构6将包装袋袋口撑开成型。袋口成型机构6包括底座65、安装在该底座65上的升降驱动装置66、支撑架61以及设置在支撑架61上的第一撑开机构和第二撑开机构。底座65沿竖向布置,其一侧面沿竖向固定有两个导轨,支撑架61通过两个滑块沿竖向滑配在两个导轨上,并与升降驱动装置66连接。具体的,升降驱动装置66为气缸,其气缸轴与支撑架61驱动连接。当包装袋输送至装料工位后,由升降驱动装置66驱动支撑架61及其上的第一撑开机构和第二撑开机构同步向下移动,使得两个第一撑开机构向下伸入包装袋内,之后进行撑开动作。
63.参阅图23,支撑架61具有两个平行的横向安装条以及垂直于横向安装条的两个安装板,两个横向安装条固定在两个安装板之间。第一撑开机构用于将袋口朝向两端撑开,包括滑动安装在两个安装板内侧且相对布置的两个第一撑开片62以及分别与两个第一撑开片62驱动连接的两个撑开驱动装置63。两个第一撑开片62用于伸入包装袋并分别由两个撑开驱动装置63驱动相互远离撑开袋口两端。第二撑开机构用于将由第一撑开机构撑开后的袋口朝向两侧撑开,包括位于两个第一撑开片62之间的两个第二撑开片64,两个第二撑开
片64相对布置且相远离的各自一端可转动的安装在两个横向安装条的内侧。在牙线装袋时,取放料驱动模组710驱动取料杆72向下移动的过程中,取料杆72自上而下从两个第二撑开片64的中间向下伸入,两个第二撑开片64相互靠近的一端在取料杆72的推动下均向下旋转撑开在包装袋的两内侧面,并与两个第一撑开片62共同合围形成供物料通过的装袋通道。通过采用此结构设计,由第一撑开机构将包装袋袋口撑开到合适大小,并无需使袋口达到绷紧状态,避免撑破袋口,再由两个第二撑开片64装袋时撑开在袋口两内侧,使得袋口成型效果较佳,并能够起到导向作用,避免出现物料卡在包装袋袋口处,保证包装作业的有序进行。
64.具体的,在支撑架61的两个安装板底部均固定有滑块,滑块上均滑动配合有撑开滑轨67,撑开滑轨67连接在撑开驱动装置63上,两个第一撑开片62固定在两个撑开滑轨67相靠近的一端部,并位于两个安装板之间。撑开驱动装置63包括撑开气缸631,撑开气缸631位于支撑架61的外侧,且其气缸轴与支撑架61固定连接,此安装方式能够避免撑开气缸631对牙线装袋产生阻碍。支撑架61的两个安装板沿外侧均安装有两个导柱632,两个导柱632上滑配有连接座633,撑开气缸631和撑开滑轨67均与连接座633固定连接。撑开气缸631在动作时,驱动其本体沿导柱632滑动,并带动撑开滑轨67及第一撑开片62同步跟随移动,进而撑开或松开袋口。优选的,第一撑开片62均沿竖向布置且沿中部进行折弯成v型,以便于较好的进行撑开成型袋口。第一撑开片62的下部设置有撑头部621,撑头部621的宽度自上至下逐渐缩小,在升降驱动装置66的驱动下,通过撑头部621使第一撑开片62顺利伸入包装袋内。
65.参阅图24,支撑架61的两个横向安装条的相对两内侧均设置有耳板611,两个第二撑开片64分别通过一转轴铰接在相应的耳板611上。第二撑开片64与耳板611之间均安装有扭簧68,使得第二撑开片64能够在扭簧68的弹力作用下进行复位。具体的,耳板611的底部设置有一销轴,扭簧68套装在该销轴上,且扭簧68的一端弹性抵置在耳板611上,另一端弹性抵置在第二撑开片64的底部,第二撑开片64在扭簧68的弹力作用下具有向上转动的趋势。其中,耳板611上设置有限位凸台612,限位凸台612延伸至第二撑开片64底部的凹槽内,第二撑开片64在扭簧68的弹力作用下止挡在该限位凸台612上,进而保持水平状态,防止因扭簧68的弹力作用向上转动过度而无法在物料装袋时顺利推动旋转。
66.参阅图18和图21,检测机构56位于该检测工位处,检测机构56包括检测升降气缸、检测夹爪气缸561和对称设置在检测夹爪气缸561上的两个夹板562,检测夹爪气缸561连接在检测升降气缸的气缸轴上,其中一夹板562上安装有检测传感器563。牙线在装料工位处装袋后,旋转至检测工位,检测升降气缸驱动检测夹爪气缸561及两个夹板562同步向下移动,使得两个夹板562对应到包装袋袋口位置,再由检测夹爪气缸561驱动两个夹板562合拢夹紧在转动到检测工位处的包装袋上。本实施列中检测传感器563采用接近开关传感器,当两个夹板562能够合拢夹紧时,通过另一夹板562触发检测传感器563,检测传感器563将检测信号反馈至设备控制器,判断该包装袋为合格品,否则判断为不良品。其中,压附机构57位于检测机构56的一侧,压附机构57包括压附升降气缸571和连接在压附升降气缸571上的弹簧铰链572。装有物料的包装袋旋转至检测工位处,并处于弹簧铰链572的正下方,压附升降气缸571驱动弹簧铰链572向下移动伸入包装袋内,用于在检测前对包装袋内的物料进行柔性压附,避免物料堆积在袋口处,影响检测的精准度。
67.参阅图18,不良品出料输送线58设置在检测工位的下方,当检测机构56检测到有不良品时,夹袋机构52松开包装袋,不良品出料输送线58承接并输送出该不良品。封口机构54设置在封口工位处,用于将在装料工位处完成装料并由检测机构56检测的合格品旋转至该封口工位处将包装袋热熔封口。封口机构54包括封口升降气缸、设置在封口升降气缸上的封口气缸及对称设置在封口气缸上的两个加热块。装有物料的包装袋旋转至封口工位处,首先由第二气缸524驱动第四夹爪组件远离第三夹爪组件移动将包装袋的袋口进行绷紧,封口升降气缸驱动封口气缸及两个加热块同步向下移动,使得两个加热块对应到包装袋袋口位置,再由封口气缸驱动两个加热块夹紧在包装袋的袋口处进行热熔封口。其中,两个加热块上均安装有热电偶,用于检测其温度,只有当温度达到设定值时才进行封口作业,保证封口效果。成品出料输送线59设置在封口工位的下方,夹袋机构52松开封口完成后的包装袋,成品出料输送线59承接并输送出该成品。
68.参阅图25,包装袋供料机构4设置在转盘包装装置5的一侧,包括:包装袋输送线41、取袋机构42、对位机构43和上袋机构44。包装袋输送线41设置有一端向下倾斜布置的输送流道411以及沿该输送流道411布置的输送带412,输送流道411安装在一支架上,其两侧均设置有导向板,包装袋位于输送流道411内由输送带412带动斜向下输送,输送流道411位于输送末端处设置有取料口413。包装袋输送线41位于一侧安装有驱动电机414以及位于靠近输送流道411的两端安装有可转动的两个输送轮415。具体的是,位于上端处的输送轮415为从动轮,位于下端处的输送轮415为主动轮,主动轮通过传动轴与驱动电机414连接。输送带412采用圆皮带,设置有四条,平行间隔的绕设在两个输送轮415之间。人工将包装袋按照指定方向(具有拉链头的一端斜向下放置)依次摆放在输送流道411的输送起始端,且若干包装袋呈交错叠加布置,驱动电机414驱动输送轮415转动,通过输送带412带动包装袋斜向下输送。通过采用直接将包装袋依次交错叠加放置在输送带412上,输送带412外侧的空隙可为包装袋上的拉链头提供避让空间,避免因拉链头而导致包装袋出现倾斜状况,也不会出现挤料混乱状况,使得包装袋可以有序进行输送。
69.参阅图26,取料口413位于两个输送轮415的外侧,具体的,取料口413是位于作为主动轮的一个输送轮415远离另一个输送轮415的一侧。取料口413的两侧均设置有用于搭载包装袋两侧边的挡边416。输送流道411位于输送末端处还设置有用于止挡包装袋的挡板417。包装袋在输送带412的带动下斜向下输送,直至由输送带412滑出至取料口413处,搭载在两侧的挡边416上,并在后一个包装袋的推动下止挡在挡板417处。输送流道411位于输送末端处安装有用于对包装袋输送到位检测的到位检测传感器45,当到位检测传感器45检测到有料到位后,控制驱动电机414停止驱动输送带412转动,由取袋机构42进行取袋操作。
70.参阅图25和图27,取袋机构42设置在包装袋输送线41的输送末端下方,用于逐一抓取由输送带412输送至取料口413处的包装袋。取袋机构42包括取袋回转气缸421、取袋升降气缸422、取袋真空吸盘组423和调向回转气缸424,取袋回转气缸421固定安装在一立柱上,取袋升降气缸422传动连接在取袋回转气缸421上,取袋升降气缸422由取袋回转气缸421驱动做旋转运动。取袋升降气缸422采用滑台气缸,调向回转气缸424安装在取袋升降气缸422的滑台上,取袋真空吸盘组423设置在调向回转气缸424上,取袋升降气缸422用于驱动调向回转气缸424与取袋真空吸盘组423同步做升降运动。此外,包装袋输送线41位于取料口413的上方架设有压板机构,包括压板418和压附气缸419,压附气缸419能够推动压板
418朝向取料口413移动配合取袋机构42使用进行抓取包装袋。
71.具体的取袋过程为:当包装袋输送到位后,取袋回转气缸421驱动取袋真空吸盘组423转动至取料口413的下方并正对于包装袋背面,取袋升降气缸422驱动取袋真空吸盘组423向上移动吸附住包装袋,同时压附气缸419推动压板418向下移动压附在包装袋正面,保证取袋真空吸盘组423能够抓取到包装袋;之后取袋升降气缸422驱动取袋真空吸盘组423向下移动,将吸附住的包装袋从取料口413向下拉扯处,取袋回转气缸421驱动取袋真空吸盘组423旋转复位,再由调向回转气缸424驱动取袋真空吸盘组423带动包装袋旋转一定角度,使得按照指定方向上料;最后由取袋升降气缸422驱动取袋真空吸盘组423向下移动将包装袋放置在对位机构43内。
72.参阅图27,对位机构43设置在取袋机构42的一侧,用于放置由取袋机构42抓取的包装袋并进行对位。对位机构43包括对位平台431、固定在对位平台431上呈垂直分布的两个基板432、分别正对于两个基板432设置的第一滑动板433和第二滑动板434、第一驱动装置435以及第二驱动装置436。对位平台431固定在一底板上,用于放置包装袋。第一驱动装置435为气缸,第一滑动板433滑动安装在对位平台431上并与第一驱动装置435的气缸轴连接,第一驱动装置435用于驱动第一滑动板433朝向或远离与之所相对的一个基板432往复运动。第二驱动装置436采用由伺服电机驱动的丝杆式直线模组,第二滑动板434设置在第二驱动装置436上,第二驱动装置436用于驱动第二滑动板434朝向或远离另一基板432往复运动。由取袋机构42放置在对位平台431上的包装袋,在第一滑动板433和第二滑动板434共同配合推动下抵靠在两个基板432上,实现精准对位,保障包装袋上料的精准度。
73.继续参阅图27,上袋机构44,设置在对位机构43的一侧,用于抓取由对位机构43对位后的包装袋进行上料。上袋机构44包括上袋回转气缸441、上袋升降气缸442和上袋真空吸盘组443,上袋升降气缸442与上袋回转气缸441传动连接,上袋真空吸盘组443设置在上袋升降气缸442上。上袋回转气缸441驱动上袋升降气缸442及上袋真空吸盘组443同步旋转90
°
,使上袋真空吸盘组443旋转至对位后的包装袋的正上方,上袋升降气缸442驱动上袋真空吸盘组443向下移动吸附包装袋,再抬升复位;最后上袋回转气缸441驱动上袋真空吸盘组443反向旋转90
°
,使包装袋由水平旋转至竖直状态,再由上袋升降气缸442驱动上袋真空吸盘组443将包装袋推至上袋工位处进行上料。
74.在以上的描述中阐述了很多具体细节以便于充分理解本发明。但是以上描述仅是本发明的较佳实施例而已,本发明能够以很多不同于在此描述的其它方式来实施,因此本发明不受上面公开的具体实施的限制。同时任何熟悉本领域技术人员在不脱离本发明技术方案范围情况下,都可利用上述揭示的方法和技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均仍属于本发明技术方案保护的范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。