1.本发明涉及一种锂电电芯绝缘防护膜的激光除膜装备及其方法。
背景技术:
2.随着科学技术的进步和用户环保意识的觉醒,新能源汽车的占有量逐渐提升,锂电池作为新能源汽车的动力源,产量也越来越大。为保证锂电电芯的安全性,会在生产制作过程中包裹一层绝缘防护膜,避免电芯与金属铝壳直接接触造成短路。如图1所示,为锂电电芯外形示意图,锂电电芯表面包含上面a、前面b、下面c、后面d、右面e、左面f,上面a与下面c相对,前面b与后面d相对,右面e与左面f相对,其中上面a安装有凸起的极耳11,前面b、下面c、后面d被pet与丙烯酸材质绝缘防护膜12覆盖,右面e、左面f被结构胶材质绝缘防护膜13覆盖,但由于绝缘防护膜粘性好,其完整快速去除十分困难。直接采用人工或机械刮铲等直接接触去除方式会导致加工效率低、表面残留物多、损伤电芯表面铝材等问题。
3.鉴于目前的除膜方法无法满足生产需要,急需研发锂电池电芯绝缘防护膜的高效除膜设备及其工艺。
技术实现要素:
4.本发明的目的是克服现有技术存在的不足,提供一种锂电电芯绝缘防护膜的激光除膜装备及其方法。
5.本发明的目的通过以下技术方案来实现:
6.锂电电芯绝缘防护膜的激光除膜装备,特点是:包含
7.用于夹持和传送锂电电芯进出的产品进出单元;
8.位于产品进出单元一侧,用于按照设定参数发出激光光束连续扫描锂电电芯表面绝缘防护膜对其改性的改性机械手单元;
9.位于产品进出单元一侧,用于提供固定长度胶带的胶带自动供料系统;
10.位于产品进出单元一侧,用于将胶带自动供料系统提供的胶带粘至改性后绝缘防护膜一端,通过夹取胶带的方式将绝缘防护膜撕除,以及将锂电电芯旋转的撕膜机械手单元;
11.位于产品进出单元一侧,用于将粘在改性后绝缘防护膜上胶带压实使胶带与改性后绝缘防护膜牢固粘结的滚压机构。
12.进一步地,上述的锂电电芯绝缘防护膜的激光除膜装备,其中,还包含:位于产品进出单元一侧,用于收集胶带及撕下废膜的废膜收集机构。
13.进一步地,上述的锂电电芯绝缘防护膜的激光除膜装备,其中,还包含:位于产品进出单元一侧,用于除完绝缘防护膜的锂电电芯下料的下料机械手单元。
14.进一步地,上述的锂电电芯绝缘防护膜的激光除膜装备,其中,改性机械手单元包括机器人、扫描振镜以及激光测距仪,扫描振镜和激光测距仪安装于工具头上,工具头安装于机器人上,激光测距仪位于扫描振镜侧边,扫描振镜输出激光束扫描锂电电芯表面绝缘
防护膜。
15.进一步地,上述的锂电电芯绝缘防护膜的激光除膜装备,其中,所述产品进出单元包括直线运动平台以及位于其上用于对锂电电芯定位夹紧的治具,直线运动平台可驱动治具沿x轴方向移动;
16.所述治具包含载台以及位于其上的x向定位块一、x向定位块二、y向定位块,载台的中间部位设有可供产品托板上下升降运动的镂空结构,产品托板连接于旋转气缸的转轴上,旋转气缸安装于直线气缸上,可驱动产品托板上下升降运动和旋转运动;
17.x向定位块一、x向定位块二和y向定位块位于镂空结构的旁侧,x向定位块一和x向定位块二的相对侧设有用于x向夹紧的x向夹紧气缸,y向定位块的相对侧设有用于y向夹紧的y向夹紧气缸,可对产品托板上锂电电芯进行x向和y向定位夹紧;
18.载台的侧部设有直线气缸,直线气缸上安装有刮刀,可驱动刮刀沿z轴向运动。
19.进一步地,上述的锂电电芯绝缘防护膜的激光除膜装备,其中,所述胶带自动供料系统包括供料轴、胶带转盘、压块、切刀以及拨料块,伺服电机与胶带转盘驱动连接,胶带卷置于供料轴上,胶带转盘上设有多个吸附爪,胶带转盘旁布置有压块,压块安装气缸上,气缸可驱动压块压向吸附爪;
20.胶带转盘旁布置有与其轴向相平行的导轨,刀杆置于导轨上,气缸与刀杆驱动连接,刀杆上安装切刀;
21.胶带转盘旁竖直布置有气缸,气缸上安装拨料块,可驱动其竖直升降运动。
22.进一步地,上述的锂电电芯绝缘防护膜的激光除膜装备,其中,还包含导向轴一、导向轴二、导向轴三,供料轴、导向轴一、导向轴二、导向轴三与胶带转盘平行设置,构成胶带输送的轮组。
23.进一步地,上述的锂电电芯绝缘防护膜的激光除膜装备,其中,所述撕膜机械手单元包括工业机器人、胶带吸盘、夹料爪气缸一、夹料爪气缸二、夹爪气缸和激光传感器,胶带吸盘、夹料爪气缸一、夹料爪气缸二、夹爪气缸和激光传感器安装于工具头上,工具头搭载在工业机器人上,夹料爪气缸一和夹料爪气缸二分布在工具头的两端,夹料爪气缸一上安装夹料爪一,夹料爪气缸二上安装夹料爪二,可驱动夹料爪一与夹料爪二相对运动将锂电电芯夹取;
24.夹爪气缸布置于工具头中间,胶带吸盘与激光传感器位于其左右两侧,胶带吸盘吸取固定长度胶带,激光传感器发射激光用于检测判定有无工件。
25.进一步地,上述的锂电电芯绝缘防护膜的激光除膜装备,其中,所述滚压机构包括支架、滚压气缸、弹簧、滚轮,滚压气缸固定于支架上,弹簧的支撑架通过弹簧连接于滚压气缸上,滚压气缸控制滚轮上下运动。
26.进一步地,上述的锂电电芯绝缘防护膜的激光除膜装备,其中,所述废膜收集机构包括直线运动机构、压爪、以及压板,直线运动机构置于导轨上,伺服电机与其驱动连接,直线运动机构上设有支撑板,压爪通过弹簧安装于支撑板上,压爪与压板相对,直线运动机构带动压爪与压板相对运动用以夹取废膜。
27.进一步地,上述的锂电电芯绝缘防护膜的激光除膜装备,其中,压爪下方设置有废膜收集盒。
28.进一步地,上述的锂电电芯绝缘防护膜的激光除膜装备,其中,所述下料机械手单
元包括下料机械手和下料传送带,下料机械手置于直线导轨上可沿其运动,直线导轨通过支架固定在机架上,下料传送带位于下料机械手运动轨迹的下方。
29.本发明锂电电芯绝缘防护膜的激光除膜方法,包括以下步骤:
30.去除前面b、下面c、后面d的绝缘防护膜:
31.由产品进出单元夹持传送锂电电芯,改性机械手单元输出激光光束连续扫描锂电电芯表面绝缘防护膜对其改性,激光对绝缘防护膜照射的方式使绝缘防护膜的温度上升而发生改性,使其粘性降低而便于脱落;能量密度大于绝缘防护膜的改性阈值,小于锂电电芯的表面铝材的损伤阈值,使整面的绝缘防护膜改性而未损伤锂电电芯表面;
32.改性后的绝缘防护膜粘附胶带后以撕除的方式将绝缘防护膜从锂电电芯上剥除,由胶带自动供料系统提供固定长度胶带,撕膜机械手单元将胶带自动供料系统提供的胶带粘至改性后绝缘防护膜一端,一端粘贴上胶带,留有一悬空部分;由滚压机构将粘在改性后绝缘防护膜上胶带压实使胶带与改性后绝缘防护膜牢固粘结,由滚轮对胶带与绝缘防护膜重合的部分进行滚压,实现胶带与绝缘防护膜的牢固粘结;由撕膜机械手单元通过夹取胶带的方式将绝缘防护膜撕除,夹爪气缸夹住胶带的悬空部分并进行撕扯,实现绝缘防护膜的剥除;
33.去除右面e、左面f的绝缘防护膜:
34.由改性机械手单元输出激光光束连续扫描锂电电芯表面绝缘防护膜对其改性,激光对绝缘防护膜直接照射,其工艺与去除前面b、下面c、后面d相同;绝缘防护膜材质有所不同,其允许的工艺参数区间适应性调整,能量密度大于绝缘防护膜的改性阈值,小于锂电电芯的表面铝材的损伤阈值;
35.利用机械刮铲的方式将绝缘防护膜从锂电电芯上剥除,由刮刀对改性后的绝缘防护膜进行铲除。
36.更进一步地,上述的锂电电芯绝缘防护膜的激光除膜方法,具体包括以下步骤:
37.步骤一:将锂电电芯放置于产品进出单元的治具上,保持其前面b朝上,锂电电芯位于工位1,利用治具的x向定位块一、x向定位块二、y向定位块与x向夹紧气缸、y向夹紧气缸对锂电电芯定位与夹紧,完成上料;
38.步骤二:改性机械手单元的机器人将扫描振镜的激光照射方向沿z轴对准前面b,激光测距仪测定扫描振镜至锂电电芯表面距离,实现加工位置的确定与自动对焦;按照设定参数发出激光束,照射至锂电电芯表面绝缘防护膜,实现绝缘防护膜的改性;
39.步骤三:产品进出单元将锂电电芯移动至工位2,此时胶带自动供料系统开始工作,伺服电机驱使胶带转盘转动一角度,由于胶带与胶带转盘上吸附爪有粘结力,一定长度的胶带从供料轴的胶带卷上拉出;随后通过气缸带动压块与胶带转盘上吸附爪挤压,使得胶带粘附在吸附爪上;接着通过气缸驱动刀杆运动,刀杆上安装的切刀沿导轨进给,将胶带切割成片状;气缸将拨料块向上顶起,使切下的胶带与吸附爪分离;
40.步骤四:撕膜机械手单元通过激光传感器发出激光判定工位2处有无工件,识别出工件后将工作头移动至胶带自动供料系统上方,由胶带吸盘吸附剥离好的胶带,随后移动至锂电电芯上方,将胶带粘至锂电电芯的一端,同时留出悬空部分;
41.步骤五:产品进出单元将锂电电芯移动至工位3,滚压机构的滚压气缸驱动滚轮下降,随后产品进出单元控制锂电电芯在滚轮下往复运动,待胶带与改性后的锂电电芯表面
绝缘防护膜牢固粘结后,滚轮上升;
42.步骤六:产品进出单元将锂电电芯移动至工位2,撕膜机械手单元将工作头运动至锂电电芯上方,夹爪气缸夹取胶带的悬空部分并进行拉扯,通过胶带带动整个前面b上绝缘防护膜的去除;
43.步骤七:撕膜机械手单元将胶带及撕下的废膜移动至废膜收集机构,伺服电机驱使直线运动机构直线运动,由导轨导向,压爪与压板进行挤压,实现废膜的夹取,废膜粘附在压板上;
44.步骤八:撕膜机械手单元将工作头运动至锂电电芯位置,通过夹料爪气缸一、夹料爪气缸二带动夹料爪一、夹料爪二相对运动,抓取锂电电芯,随后将锂电电芯绕y轴顺时针旋转90
°
并再次放置到治具上,此时锂电电芯的下面c朝上;
45.步骤九:治具的x向定位块一、x向定位块二、y向定位块与x向夹紧气缸、y向夹紧气缸对锂电电芯定位与夹紧,产品产品进出单元将锂电电芯移动至工位1;
46.重复步骤一~步骤九,完成锂电电芯的下面c、后面d的绝缘防护膜的去除;
47.步骤十:后面d的绝缘防护膜去除后,产品进出单元再次将锂电电芯移动至工位1,治具的直线气缸与旋转气缸的组合将依靠自身重力固定在产品托板上的锂电电芯随z轴直线向上运动并绕z轴顺时针旋转90
°
,使右面e朝向x轴负方向;改性机械手单元将工作头移动至治具的x轴负方向,按照设定参数发出激光束对绝缘防护膜进行改性;
48.步骤十一:改性结束后,治具的直线气缸带动刮刀竖直向上运动,利用刮刀将右面e改性后的绝缘防护膜铲除;
49.步骤十二:治具的旋转气缸将锂电电芯绕z轴逆时针旋转180
°
,使左面f朝向x轴负方向;
50.重复步骤十~步骤十一,完成锂电电芯的左面f绝缘防护膜的去除;
51.步骤十三:锂电电芯表面绝缘防护膜全部去除之后,治具的旋转气缸将锂电电芯绕z轴顺时针旋转90
°
,直线气缸将产品托板降下,随后产品进出单元将锂电电芯移动至工位4;下料机械手单元的下料机械手抓取锂电电芯,放置于下料传送带上。
52.再进一步地,上述的锂电电芯绝缘防护膜的激光除膜方法,其中,由脉冲激光器输出波长500~1100nm、激光功率大于50w、脉冲宽度300fs~1us的脉冲激光,经整形形成矩形大光斑,光斑大小为1.5
×
0.5mm,激光扫描时能量分布均匀;由扫描振镜控制光斑的移动,扫描振镜可左右和上下偏转,控制激光在左右和上下的偏转角度变化;采用激光测距仪,对激光对焦;控制激光器的功率、扫描次数、扫描速度和离焦量工艺参数,使能量密度大于绝缘防护膜的改性阈值,小于锂电电芯的表面铝材的损伤阈值。
53.本发明与现有技术相比具有显著的优点和有益效果,具体体现在以下方面:
54.①
本发明巧妙利用绝缘防护膜对一定波长激光的透射性,使激光直接作用至压敏胶层,使压敏胶升温而发生改性,最终粘性降低,从而极大降低了绝缘防护膜的去除难度;通过调控工艺参数使激光对绝缘防护膜进行改性而不伤及电芯表面铝壳;绝缘防护膜表层材料不被熔化、气化等物理损伤,锂电电芯表面温升小于70℃,锂电电芯铝材不受损伤;
55.②
利用胶带粘结整面改性后绝缘防护膜将其一起带起,即胶带自动供料系统提供胶带,机械手贴胶带,滚压机构压实胶带,机械手撕胶带,废膜收集机构收集废膜的完整流程,将改性后绝缘防护膜高效地从锂电电芯表面剥除;
56.③
改性机械手单元可快速地在空间上选择锂电电芯的加工面,从而高效地对锂电电芯右面e、左面f进行改性;
57.④
多功能治具实现锂电电芯装夹、定位与旋转及机械刮铲,撕膜及下料机械手实现胶带的吸附、绝缘防护膜的撕除、废膜的转移、锂电电芯的旋转等多种功能,一机多用,节约成本;
58.⑤
除上料工序为人工外,其余工序全部为自动化操作,相比于传统人工刮除方式,极大节省人力资源和生产成本,经济效益显著。
59.本发明的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明具体实施方式了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
附图说明
60.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
61.图1:锂电电芯外形示意图;
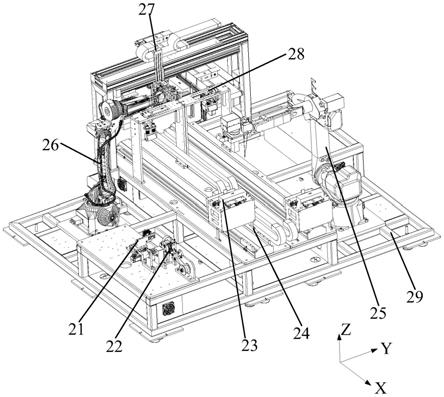
62.图2:本发明激光除膜装备的结构示意图;
63.图3:工位示意图;
64.图4:改性机械手单元的结构示意图;
65.图5:产品进出单元的结构示意图;
66.图6:治具的一轴测示意图;
67.图7:治具的另一轴测示意图;
68.图8:胶带自动供料系统的一轴测示意图;
69.图9:胶带自动供料系统的另一轴测示意图;
70.图10:撕膜机械手单元的结构示意图;
71.图11:滚压机构的结构示意图;
72.图12:废膜收集机构的结构示意图;
73.图13:下料机械手单元的结构示意图;
74.图14:前面b、下面c、后面d的激光改性的示意图;
75.图15:撕膜机械手单元贴胶带的示意图;
76.图16:滚压的示意图;
77.图17:撕膜机械手单元撕胶带的示意图;
78.图18:右面e、左面f的绝缘防护膜去除的示意图。
具体实施方式
79.下面将结合本发明实施例中附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。因
此,以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
80.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。同时,在本发明的描述中,方位术语和次序术语等仅用于区分描述,而不能理解为指示或暗示相对重要性。
81.如图2~3所示,锂电电芯绝缘防护膜的激光除膜装备,包含:
82.用于夹持和传送锂电电芯23进出的产品进出单元24;
83.位于产品进出单元24一侧,用于按照设定参数发出激光光束连续扫描锂电电芯表面绝缘防护膜对其改性的改性机械手单元25;
84.位于产品进出单元24一侧,用于提供固定长度胶带的胶带自动供料系统22;
85.位于产品进出单元24一侧,用于将胶带自动供料系统22提供的胶带粘至改性后绝缘防护膜一端,通过夹取胶带的方式将绝缘防护膜撕除,以及将锂电电芯旋转的撕膜机械手单元26;
86.位于产品进出单元24一侧,用于将粘在改性后绝缘防护膜上胶带压实使胶带与改性后绝缘防护膜牢固粘结的滚压机构28;
87.位于产品进出单元24一侧,用于收集胶带及撕下废膜的废膜收集机构21;
88.位于产品进出单元24一侧,用于除完绝缘防护膜的锂电电芯下料的下料机械手单元27;
89.以及激光器和控制系统,上述单元部件均安装于机架29上,激光波长范围500~1100nm、激光功率范围大于50w、脉冲宽度范围300fs~1us,并使用经过整形的矩形光斑,光斑大小为1.5
×
0.5mm。
90.除膜过程中,锂电电芯主要运行于四个工位中,工位位置如图3。
91.为提高加工效率,可设置两套产品进出单元同时运转。
92.如图4所示,改性机械手单元25包括机器人44、扫描振镜41、激光测距仪42以及集尘装置43,扫描振镜41、激光测距仪42、集尘装置43安装于工具头上,工具头安装于机器人44上,机器人实现工具头在空间内的六自由度运动,激光测距仪42位于扫描振镜41侧边,用于定位及自动对焦,激光器发出激光经光学传播至扫描振镜,由扫描振镜输出的激光束411实现对锂电电芯表面绝缘防护膜的快速照射;集尘装置43用于收集改性过程中产生的细小碎屑。
93.如图5所示,产品进出单元24包括直线运动平台51以及位于其上用于对锂电电芯23定位夹紧的治具52,直线运动平台51可驱动治具52沿x轴方向移动;
94.如图6~7,治具52包含载台以及位于其上的x向定位块一64、x向定位块二68、y向定位块67,载台的中间部位设有可供产品托板65上下升降运动的镂空结构,产品托板65连接于旋转气缸71的转轴上,旋转气缸71安装于直线气缸72上,可驱动产品托板65上下升降运动和旋转运动;实现锂电电芯的z轴方向运动与绕z轴的转动,使锂电电芯在旋转时不与定位块等部件干涉;
95.x向定位块一64、x向定位块二68和y向定位块67位于镂空结构的旁侧,x向定位块一64和x向定位块二68的相对侧设有用于x向夹紧的x向夹紧气缸69,y向定位块67的相对侧
设有用于y向夹紧的y向夹紧气缸66,可对产品托板65上锂电电芯进行x向和y向定位夹紧;
96.载台的侧部设有直线气缸63,直线气缸63上安装有刮刀62,可驱动刮刀62沿z轴向运动,并在其旁侧设置有废膜收集盒61。
97.如图8~9,胶带自动供料系统22包括供料轴87、导向轴一84、导向轴二85、导向轴三86、胶带转盘83、压块92、切刀95以及拨料块98,供料轴87、导向轴一84、导向轴二85、导向轴三86、胶带转盘83平行设置,构成胶带输送的轮组,导向轴用于胶带的导向及张紧,伺服电机81通过联轴器82与胶带转盘83驱动连接,胶带卷88置于供料轴87上,胶带转盘83上设有五个吸附爪99,吸附爪留有间隔供切刀将胶带切下,避免干涉,胶带转盘83旁布置有压块92,压块92安装气缸93上,气缸93可驱动压块92压向吸附爪99;
98.胶带转盘83旁布置有与其轴向相平行的导轨94,刀杆96置于导轨94上,气缸97与刀杆96驱动连接,刀杆96上安装切刀95,气缸控制切刀将胶带切割;
99.胶带转盘83旁竖直布置有气缸91,气缸91上安装拨料块98,可驱动其竖直升降运动,气缸控制拨料块将切好的胶带顶起,减少胶带与吸附爪的粘着力,便于撕膜机械手将胶带取走。
100.如图10所示,撕膜机械手单元26包括工业机器人101、胶带吸盘104、夹料爪气缸一103、夹料爪气缸二108、夹爪气缸106和激光传感器107,胶带吸盘104、夹料爪气缸一103、夹料爪气缸二108、夹爪气缸106和激光传感器107安装于工具头上,工具头搭载在工业机器人101上,工业机器人实现工具头在空间内的六自由度移动,夹料爪气缸一103和夹料爪气缸二108分布在工具头的两端,夹料爪气缸一103上安装夹料爪一102,夹料爪气缸二108上安装夹料爪二109,可驱动夹料爪一102与夹料爪二109相对运动将锂电电芯夹取;
101.夹爪气缸106布置于工具头中间,胶带吸盘104与激光传感器107位于其左右两侧,胶带吸盘104吸取固定长度胶带105,激光传感器107发射激光1071判定有无。
102.如图11所示,滚压机构28包括支架111、滚压气缸114、弹簧113、滚轮112,滚压气缸114固定于支架111上,弹簧113的支撑架通过弹簧113连接于滚压气缸114上,滚压气缸114控制滚轮112z轴方向上下运动,弹簧起缓冲作用,滚轮实现对胶带的滚压。在滚压过程中由产品进出单元24带动锂电电芯在x轴方向往复运动,使胶带粘附在绝缘防护膜上。
103.如图12所示,废膜收集机构21包括直线运动机构128、压爪123、压板121与废膜收集盒126,直线运动机构128置于导轨125上,伺服电机129与其驱动连接,直线运动机构128上设有支撑板127,压爪123通过弹簧124安装于支撑板127上,压爪123与压板121相对,直线运动机构128带动压爪123与压板121相对运动用以夹取废膜122,压爪123下方设置废膜收集盒126,收集掉落的废膜。压爪的直线运动与压块配合实现废膜的夹取,并设置弹簧进行缓冲。
104.如图13所示,下料机械手单元27包括下料机械手132和下料传送带133,下料机械手132置于直线导轨134上可沿其运动,直线导轨134通过支架131固定在机架29上,下料传送带133位于下料机械手132运动轨迹的下方,下料传送带133将除膜结束的锂电电芯送出。
105.本发明锂电电芯绝缘防护膜的激光除膜方法,首先,去除前面b、下面c、后面d的绝缘防护膜:
106.由产品进出单元24夹持和传送锂电电芯23,改性机械手单元25发出激光光束连续扫描锂电电芯表面绝缘防护膜对其改性,激光对绝缘防护膜照射的方式使绝缘防护膜的温
度上升而发生改性,使其粘性降低而便于脱落;脉冲激光器输出波长500~1100nm、激光功率大于50w、脉冲宽度300fs~1us的脉冲激光,经过整形的矩形大光斑,光斑大小为1.5
×
0.5mm,使激光扫描时能量分布均匀且提高工作效率,缩短工时;由扫描振镜控制光斑的移动,扫描振镜根据指令左右和上下偏转,从而控制激光在左右和上下的偏转角度变化;采用激光测距仪,实现激光的自动对焦;控制激光器的功率、扫描次数、扫描速度和离焦量工艺参数,使能量密度大于绝缘防护膜的改性阈值,小于锂电电芯的表面铝材的损伤阈值,最终使整面的绝缘防护膜改性而未损伤锂电电芯表面;
107.改性后的绝缘防护膜粘附胶带后以撕除的方式将绝缘防护膜从锂电电芯上剥除,由胶带自动供料系统22提供固定长度胶带,撕膜机械手单元26将胶带自动供料系统22提供的胶带粘至改性后绝缘防护膜一端,一端贴上胶带,留有一悬空部分;由滚压机构28将粘在改性后绝缘防护膜上胶带压实使胶带与改性后绝缘防护膜牢固粘结,由滚轮对胶带与绝缘防护膜重合的部分进行滚压,实现胶带与绝缘防护膜的牢固粘结;由撕膜机械手单元26通过夹取胶带的方式将绝缘防护膜撕除,使用夹爪气缸夹住胶带的悬空部分并进行撕扯,实现绝缘防护膜的剥除,同时剥除后收集废膜;
108.然后,去除右面e、左面f的绝缘防护膜:
109.由改性机械手单元25输出激光光束连续扫描锂电电芯表面绝缘防护膜对其改性,激光对绝缘防护膜直接照射,除扫描振镜的工作位置不同外,其工艺与去除前面b、下面c、后面d相同;绝缘防护膜材质有所不同,其允许的工艺参数区间有所区别,但符合能量密度大于绝缘防护膜的改性阈值,小于锂电电芯的表面铝材的损伤阈值的准则;
110.采用机械刮铲的方式将绝缘防护膜从锂电电芯上剥除,采用直线气缸控制刮刀,直接对改性后的绝缘防护膜进行铲除;同时设置废膜收集盒,收集掉落的废膜;
111.所有绝缘防护膜去除后通过下料机械手下料。
112.具体工艺步骤如下:
113.步骤一:将锂电电芯23放置于产品进出单元24的治具52上,保持其前面b朝上,锂电电芯23位于工位1,利用治具52的x向定位块一64、x向定位块二68、y向定位块67与x向夹紧气缸69、y向夹紧气缸66对锂电电芯23定位与夹紧,完成上料;
114.步骤二:如图14所示,改性机械手单元25的机器人44将扫描振镜41的激光照射方向沿z轴对准前面b,激光测距仪42测定扫描振镜41至锂电电芯23表面距离,实现加工位置的确定与自动对焦;按照设定参数发出激光束411,照射至锂电电芯表面绝缘防护膜12,实现绝缘防护膜12的改性;
115.步骤三:产品进出单元24将锂电电芯23移动至工位2,此时胶带自动供料系统22开始工作,伺服电机81通过联轴器82使胶带转盘83转动一角度,由于胶带与胶带转盘83上吸附爪99有粘结力,一定长度的胶带从供料轴87的胶带卷88上拉出,导向轴三86、导向轴二85及导向轴一84对胶带的导向及张紧使每次拉出的部分胶带均为固定长度;随后通过气缸93带动压块92与胶带转盘83上吸附爪99挤压,使得胶带粘附在吸附爪99上;接着通过气缸97驱动刀杆96运动,刀杆96上安装的切刀95沿导轨94进给,将胶带切割成85mm长度的片状;气缸91将拨料块98向上顶起,使切下的胶带与吸附爪99分离;
116.步骤四:撕膜机械手单元26通过激光传感器107发出激光1071判定工位2处有无工件,识别出工件后将工作头移动至胶带自动供料系统22上方,由胶带吸盘104吸附剥离好的
胶带105,如图15所示;随后移动至锂电电芯23上方,将胶带105粘至锂电电芯23的一端,同时留出不小于30mm的悬空部分;
117.步骤五:产品进出单元24将锂电电芯23移动至工位3,滚压机构28的滚压气缸114驱动滚轮112下降,随后产品进出单元24控制锂电电芯23在滚轮112下往复运动,其滚压位置如图16所示;待胶带105与改性后的锂电电芯表面绝缘防护膜12牢固粘结后,滚轮112上升;
118.步骤六:产品进出单元24将锂电电芯23移动至工位2,撕膜机械手单元26将工作头运动至锂电电芯23上方,如图17所示;夹爪气缸106夹取胶带105的悬空部分并进行拉扯,通过胶带带动整个前面b上绝缘防护膜的去除;
119.步骤七:撕膜机械手单元26将胶带及撕下的废膜移动至废膜收集机构21,伺服电机129驱使直线运动机构128直线运动,由导轨125导向,压爪123与压板121进行挤压,实现废膜122的夹取,废膜122或粘附在压板121上,或落入至废膜收集盒126内;
120.步骤八:撕膜机械手单元26将工作头运动至锂电电芯23位置,通过夹料爪气缸一103、夹料爪气缸二108带动夹料爪一102、夹料爪二109相对运动,抓取锂电电芯23,随后将锂电电芯23绕y轴顺时针旋转90
°
并再次放置到治具52上,此时锂电电芯23的下面c朝上;
121.步骤九:治具52的x向定位块一64、x向定位块二68、y向定位块67与x向夹紧气缸69、y向夹紧气缸66对锂电电芯23定位与夹紧,产品产品进出单元24将锂电电芯23移动至工位1;
122.重复步骤一~步骤九,完成锂电电芯23的下面c、后面d的绝缘防护膜的去除;
123.步骤十:后面d的绝缘防护膜去除后,产品进出单元24再次将锂电电芯23移动至工位1,治具52的直线气缸72与旋转气缸71的组合将依靠自身重力固定在产品托板65上的锂电电芯23随z轴直线向上运动并绕z轴顺时针旋转90
°
,使右面e朝向x轴负方向;如图18所示,改性机械手单元25将工作头移动至治具52的x轴负方向,按照设定参数发出激光束411对绝缘防护膜13进行改性;
124.步骤十一:改性结束后,治具52的直线气缸63带动刮刀62竖直向上运动,利用刮刀将右面e改性后的绝缘防护膜13铲除;
125.步骤十二:治具52的旋转气缸71将锂电电芯23绕z轴逆时针旋转180
°
,使左面f朝向x轴负方向;
126.重复步骤十~步骤十一,完成锂电电芯23的左面f绝缘防护膜12的去除;
127.步骤十三:锂电电芯表面绝缘防护膜全部去除之后,治具52的旋转气缸71将锂电电芯23绕z轴顺时针旋转90
°
,直线气缸72将产品托板65降下,随后产品进出单元24将锂电电芯23移动至工位4;下料机械手单元27的下料机械手132抓取锂电电芯23,放置于下料传送带133上。
128.综上所述,本发明巧妙利用绝缘防护膜对一定波长激光的透射性,使激光直接作用至压敏胶层,使压敏胶升温而发生改性,最终粘性降低,从而极大降低了绝缘防护膜的去除难度;通过调控工艺参数使激光对绝缘防护膜进行改性而不伤及电芯表面铝壳;绝缘防护膜表层材料不被熔化、气化等物理损伤,锂电电芯表面温升小于70℃,锂电电芯铝材不受损伤;
129.利用胶带粘结整面改性后绝缘防护膜将其一起带起,即胶带自动供料系统提供胶
带,机械手贴胶带,滚压机构压实胶带,机械手撕胶带,废膜收集机构收集废膜的完整流程,将改性后绝缘防护膜高效地从锂电电芯表面剥除;
130.改性机械手单元可快速地在空间上选择锂电电芯的加工面,从而高效地对锂电电芯右面e、左面f进行改性;
131.多功能治具实现锂电电芯装夹、定位与旋转及机械刮铲,撕膜及下料机械手实现胶带的吸附、绝缘防护膜的撕除、废膜的转移、锂电电芯的旋转等多种功能,一机多用,节约成本;
132.除上料工序为人工外,其余工序全部为自动化操作,相比于传统人工刮除方式,极大节省人力资源和生产成本,经济效益显著。
133.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
134.上述仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。
135.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个
……”
限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。