1.本实用新型涉及铜管生产技术领域,具体涉及一种铜管退火生产的包装自动化系统。
背景技术:
2.退火包装是acr铜管生产的最后一道工序,目前acr铜盘管的退火主要采用辊底式退火炉,退火包装主要靠人工上料、下料及叠垛码垛,存在效率低,劳动强度大等问题。为了解决这些问题,考虑用机器代替人工,并合理规划和组合设备,需要设计出一种结构合理,流程简洁,安全高效的上下料包装设备系统。
技术实现要素:
3.针对现有技术中的需求,本实用新型提供一种铜管退火生产的包装自动化系统。
4.一种铜管退火生产的包装自动化系统,包括退火托盘传输线、下料机器人和包装传输线,所述退火托盘传输线上设置有下料工位,所述包装传输线包括依次相连的第一栈板传输线、铜管传输线、第一码垛传输线、第一缠膜传输线和出货传输线,所述第一栈板传输线的前端与供栈机连接,所述第一栈板传输线的尾端与所述铜管传输线的前端相连处设有上料工位,所述下料工位和上料工位均位于所述下料机器人的工作半径内,在所述第一码垛传输线的中部设置有普包码垛机,在所述第一缠膜传输线的中部设置有第一缠膜包装机,在所述出货传输线上设置有称重装置和第一贴标打印机,在所述出货传输线的尾端设有暂存工位。
5.本实用新型的工作原理:供栈机发放栈板至第一栈板传输线上,当栈板传输到上料工位时,下料机器人将下料工位处退火托盘上的铜盘管搬运至上料工位处的栈板上,放有铜盘管的栈板经铜管传输线进入第一码垛传输线并铜管普包码垛机码垛,而后进入第一缠膜传输线通过第一缠膜包装机在线缠绕包装,而后进入出货传输线通过称重装置在线称重及通过第一贴标打印机贴标签后送至暂存工位并等待出货或入库。
6.进一步:包括下料暂存台,所述下料暂存台位于所述下料机器人工作半径内。下料机器人将铜盘管放置在下料暂存台后进行叠放,然后再将叠放后的铜盘管放置到栈板上。
7.进一步:在所述第一栈板传输线和第一码垛传输线之间设置有第二栈板传输线,所述第二栈板传输线一端与所述第一栈板传输线的中部相连通,所述第二栈板传输线的另一端与所述第一码垛传输线的中部相连通,所述普包码垛机位于所述第二栈板传输线和第一码垛传输线的连接节点处。下料机器人将铜盘管直接放置在铜管传输线上并运送至普包码垛机处,同时经第二栈板传输线直接向普包码垛机处运送栈板,如此,普包码垛机将铜管传输线上的铜盘管放置在从第二栈板传输线上来的栈板上,从而满足特殊生产需求。
8.进一步:包括第二缠膜传输线,所述第二缠膜传输线的前端与所述第一缠膜传输线的前端相连通,所述第二缠膜传输线的后端与所述第一缠膜传输线的后端相连通,在所述第二缠膜传输线的中部设置有第二缠膜包装机。增加第二缠膜传输线,第二缠膜包装机
和第一缠膜包装机同时工作,提高缠膜包装效率。
9.进一步:所述第一缠膜传输线经第二码垛传输线后与所述出货传输线相连通,在所述第二码垛传输线的中部设置有裸包码垛机。采用祼包装方式的铜盘管,下料机器人将第一盘铜盘管放置在由第一栈板传输线运送来的栈板上,经由铜管传输线、第一码垛传输线、第二栈板传输线合围成的闭合传输线传至上料工位,然后机器人再放置一盘铜盘管;如此,达到铜盘管包装数量要求后经第一缠膜机、第二码垛传输线并在祼包码垛机处码垛,然后传送至出货传输线上进行出货。
10.进一步:在所述铜管传输线上设置有第二贴标打印机,用于对每盘铜盘管进行贴标。
11.进一步:包括上料机器人和上料传输线,在所述上料传输线上设置有第二下料工位,在所述退火托盘传输线上设置有第二上料工位,所述第二下料工位和第二上料工位均位于所述上料机器人的工作半径内。待退火铜盘管经上料传输线传送至第二下料工位,而后上料机器人将第二下料工位上的待退火铜盘管放置到退火传输线上的第二上料工位处的退火托盘上。
12.进一步:包括上料暂存台,所述上料暂存台位于所述上料机器人的工作半径内。上料机器人将待退火铜盘管在上料暂存台上进行叠放后再放入第二上料工位。
13.进一步:包括附件抓取机器人和附件放置台,在所述上料传输线的中部设置有附件抓取工位,所述附件抓取工位和附件放置台均位于所述附件抓取机器人的工作半径内。
14.本实用新型的有益效果:通过机器人和传输线实现铜盘管的上料和下料,用自动码垛机码垛代替人工码垛,同时实现自动称重和贴标,提高了生产效率,减轻了人员劳动强度,减少了人为失误,实现了铜管退火生产的自动化。
附图说明
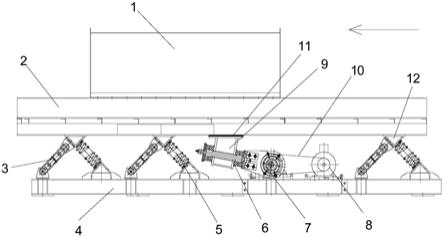
15.图1为本实用新型的系统连接示意图。
16.图中,1、退火托盘传输线;11、第二上料工位;12、下料工位;13、退火托盘;2、上料机器人;21、附件暂存台;22、附加抓取机器人;23、上料传输线;24、上料暂存台;25、第二下料工位;3、下料机器人;31、下料暂存台;4、第一栈板传输线;41、供栈机;5、第二栈板传输线;6、铜管传输线;61、上料工位;62、第二贴标打印机;7、第一码垛传输线;71、普包码垛机;81、第一缠膜传输线;811、第一缠膜包装机;82、第二缠膜传输线;821、第二缠膜包装机;9、第二码垛传输线;91、裸包码垛机;100、出货传输线;101、暂存工位;102、第一贴标打印机。
具体实施方式
17.下面结合附图对本实用新型做详细说明。下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能解释为对本实用新型的限制。本实用新型实例中的左、中、右、上、下等方位用语,仅是互为相对概念或是以产品的正常使用状态为参考的,而不应该认为是具有限制性的。
18.第一实施例:
19.一种铜管退火生产的包装自动化系统,如图1所示,包括退火托盘传输线1、下料机器人12和包装传输线,所述退火托盘传输线1上设置有下料工位12,所述包装传输线包括依次相连的第一栈板传输线4、铜管传输线6、第一码垛传输线7、第一缠膜传输线811和出货传输线100,所述第一栈板传输线4的前端与供栈机41连接,所述第一栈板传输线4的尾端与所述铜管传输线6的前端相连处设有上料工位61,在所述铜管传输线6上设置有第二贴标打印机62,所述下料工位12和上料工位61均位于所述下料机器人3的工作半径内,在所述第一码垛传输线7的中部设置有普包码垛机71,在所述第一缠膜传输线81的中部设置有第一缠膜包装机811,在所述出货传输线100上设置有称重装置和第一贴标打印机102,在所述出货传输线100的尾端设有暂存工位101。
20.其中,包括下料暂存台31,所述下料暂存台31位于所述下料机器人3工作半径内。在所述第一栈板传输线4和第一码垛传输线7之间设置有第二栈板传输线5,所述第二栈板传输线5一端与所述第一栈板传输线4的中部相连通,所述第二栈板传输线5的另一端与所述第一码垛传输线7的中部相连通,所述普包码垛机71位于所述第二栈板传输线5和第一码垛传输线7的连接节点处。还包括第二缠膜传输线82,所述第二缠膜传输线82的前端与所述第一缠膜传输线81的前端相连通,所述第二缠膜传输线82的后端与所述第一缠膜传输线81的后端相连通,在所述第二缠膜传输线82的中部设置有第二缠膜包装机821。所述第一缠膜传输线81经第二码垛传输线9后与所述出货传输线100相连通,在所述第二码垛传输线9的中部设置有裸包码垛机91。
21.本实用新型的工作原理:供栈机发放栈板至第一栈板传输线上,当栈板传输到上料工位时,下料机器人将下料工位处退火托盘上的铜盘管搬运至上料工位处的栈板上,放有铜盘管的栈板经铜管传输线进入第一码垛传输线并铜管普包码垛机码垛,而后进入第一缠膜传输线通过缠膜包装机在线缠绕包装,而后进入出货传输线通过称重装置在线称重及通过第一贴标打印机贴标签后送至第一转存工位并等待出货或入库;
22.另外,对于采用祼包装方式的铜盘管,下料机器人将第一盘铜盘管放置在由第一栈板传输线运送来的栈板上,经由铜管传输线、第一码垛传输线、第二栈板传输线合围成的闭合传输线传至上料工位,然后机器人再放置一盘铜盘管;如此,达到铜盘管包装数量要求后经第一缠膜机、第二码垛传输线并在祼包码垛机处码垛,然后传送至出货传输线上进行出货。
23.第二实施例:
24.其它技术特征在与第一实施例相同的情况下,还包括上料机器人2和上料传输线23,在所述上料传输线23上设置有第二下料工位25,在所述退火托盘传输线1上设置有第二上料工位11,所述第二下料工位25和第二上料工位11均位于所述上料机器人2的工作半径内。包括上料暂存台24,所述上料暂存台24位于所述上料机器人2的工作半径内。还包括附件抓取机器人22和附件放置台21,在所述上料传输线23的中部设置有附件抓取工位,由于需要将附件从铜盘管上取下,所以具体实施时附件抓取工位和第二下料工位25重合,所述附件抓取工位和附件放置台21均位于所述附件抓取机器人22的工作半径内。
25.以上显示和描述了本实用新型的基本原理、主要特征和优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化
和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。