1.本实用新型涉及管桩裙板加工技术领域,尤其涉及一种裙板卷圆焊接设备用辅助对齐装置。
背景技术:
2.预应力混凝土预制桩(管桩)作为一种混凝土制品,广泛应用于工业和民用建筑、公路、铁路、水利、港口码头等领域。为便于预应力混凝土预制桩的连接,混凝土预制桩的两端需要安装端板。制作预应力混凝土预制桩前,需先将端板与带钢(裙板)进行铆接或焊接。管桩(接头)的加工过程一般包括带钢放料步骤、切断步骤、卷圆步骤、裙板焊接步骤、端板的上料步骤以及端板与裙板的压铆布置,而传统的管桩(接头)生产中存在着加工周期长、效率低、生产人员多、生产成本高以及劳动力不足、劳动成本不断增高等问题。
3.为此,申请号为cn202011480275.1(公开号为cn112518349a)的中国发明专利申请公开了一种管桩端板压铆加工自动化生产线,包括:裙板坯料放料装置;整平装置,用以将传送至该整平工作台上的裙板坯料的进行整平;切断装置,位于整平装置的矫直辊组件的前侧,用于将裙板坯料进行切断;卷圆焊接装置,设于切断装置的前侧,并与切断装置之间通过传送带相接,用于将裙板坯料进行卷圆弯曲及焊接在一起形成环形裙板;压筋装置,设于卷圆焊接装置的前侧,并与卷圆焊接装置之间通过第一滚料架相接,用于将沿第一滚料架滚动过来的环形裙板进行压筋处理;端板上料装置;压铆装置,设于压筋装置及端板上料装置的前侧,并与压筋装置之间通过第二滚料架相接,以及与端板上料装置的出料口相接,用于将环形裙板与端板压接在一起。其中,卷圆焊接装置包括焊接机架、卷圆机构、焊接装置、升降调节装置,卷圆机构设于焊接机架上,包括用于夹紧裙板坯料并使裙板坯料向前传送的送料辊组件以及位于送料辊组件前侧、用于引导裙板坯料的前端向上弯曲而形成环形裙板的卷圆辊,焊接装置用于将经卷圆机构卷圆完成的环形裙板的首尾两端焊接在一起。焊接装置包括焊接平台、焊接定位座、挑杆组件、裙板定位组件以及焊接头组件,在卷圆操作完成后,挑杆组件的升降杆上升,将卷圆完成的裙板向上挑起,而使裙板的首尾两端限位在焊接定位座的条形间隔筋的两侧,然后,裙板定位组件的推板能横向滑动而将裙板朝向定位挡板推动并抵压在该定位挡板上,最后经焊接头组件的焊接头能沿焊接定位座的长度方向移动,而将定位完成后的环形裙板的首尾两端焊接在一起。
4.上述专利中的裙板卷圆焊接工序还存有一定的不足,在卷圆弯曲后的裙板坯料经挑杆向上挑起到位后,其前后两端(即首尾两侧边缘)会出现不能有效对齐情况,如果直接进行焊接加工,则会出现焊接不到位或焊接面不平整的问题,致使废品率增加。因此,如何实现对卷圆操作后的环形裙板的前后两端进行有效对齐成为了本领域技术人员亟待解决的技术问题。
技术实现要素:
5.本实用新型所要解决的第一个技术问题是针对现有技术的现状,提供一种能够实
现对卷圆操作后的环形裙板的前后两端进行有效对齐,进而提高焊接效果的裙板卷圆焊接设备用辅助对齐装置。
6.本实用新型解决上述技术问题所采用的技术方案为:一种裙板卷圆焊接设备用辅助对齐装置,包括:
7.具有焊接平台的机架,所述焊接平台上设有焊接定位座;
8.挑杆,由第一升降驱动机构驱动而能上下移动,挑杆上移能挑动卷圆弯曲后的环形裙板的后端上移并插入所述焊接定位座的底部与所述焊接平台之间;
9.还包括:
10.振动件,由第二升降驱动机构带动而上下移动,所述振动件下移能抵在所述环形裙板的顶部,并以在上下方向上产生振动的方式作用于所述的环形裙板。
11.为了能更好地与环形裙板的顶部接触,保证环形裙板在振动件的作用下的振动效果,进而快速实现环形裙板的前后两端的对齐,
12.所述振动件包括:
13.第一压板,与所述第二升降驱动机构(71)的动力输出端连接;
14.第二压板,位于所述第一压板之下,与所述第一压板相对间隔布置,并以能相对第一压板上下活动的方式约束在所述第一压板上;
15.弹性件,作用于所述第二压板,并使所述第二压板始终具有向下移动的趋势;
16.振动器,与所述第二压板连接,并能带动该第二压板在上下方向上产生振动。
17.上述振动件的振动器的方式,可以为气动方式,也可以为电动或其他驱动方式。优选为气动振动器。
18.为了实现第二压板与第一压板之间的活动连接,所述第二压板上设有向上延伸的连接柱,所述连接柱的上端穿设在所述第一压板上,并通过抵挡件限位在所述第一压板之上,所述弹性件为弹簧,该弹簧套设在所述连接柱上,并抵在所述第一压板与第二压板之间。
19.弹性件的设置,可以保证第二压片能够快速复位至初始位置,避免出现卡死问题。上述弹性件可以采用各种现有技术,可以包括压簧、扭簧、簧片等各种弹性元件。
20.为了防止裙板坯料在卷圆弯曲过程中发生偏移问题,影响环形裙板的前后两侧边的对齐及焊接效果,还包括升降板组件,该升降板组件包括第三升降驱动机构以及升降板,所述升降板穿设在所述焊接定位座中,并与所述第三升降驱动机构的动力输出端连接,且能相对所述焊接定位座上下移动,该升降板的下侧边能下移外露出所述焊接定位座的底壁之外而将所述环形裙板的前后两端间隔开,以及能上移而解除对所述环形裙板的前后两端的间隔状态,以允许所述环形裙板的前后两端相向移动而对齐。
21.在卷圆弯曲过程中,升降板的下端能下移外露出焊接定位座的底壁之外形成一个间隔部,由此,卷圆弯曲过程中,裙板坯料的前端能够与上述间隔部相抵实现定位,避免裙板坯料在卷圆过程发生脱离问题,在挑杆将经卷圆弯曲后的环形裙板的后端调节到位后,升降板又能上移而解除对环形裙板的前后两端的间隔状态,以允许环形裙板的前后两端相向移动而对齐,以便焊接装置在原位进行焊接操作。
22.为了更好地匹配裙板坯料的卷圆操作,使得裙板坯料的前后两端能对应进入焊接定位座的底部与焊接平台之间,从而实现良好定位,所述焊接定位座的横截面呈上大下小
的倒三角形,该焊接定位座上具有竖向设置、以供所述升降板穿过的导向槽,该导向槽的下端口位于所述焊接定位座的最低处。
23.为了使环形裙板的前后两端能快速有效对齐,还包括裙板限位机构,设于所述机架上,该裙板限位机构包括用于与所述环形裙板的前侧相抵的前限位件以及用于与所述环形裙板的后侧相抵的后限位件。
24.为了方便环形裙板在加工完成后进行下料,所述前限位件为横向设于所述环形裙板前侧的限位挡杆,该限位挡杆与翻转驱动件连接,并能在翻转驱动件的带动下发生偏转,从而具有移位至所述环形裙板的前侧而与环形裙板相抵的第一状态以及具有移出所述环形裙板的前侧区域而允许环形裙板在焊接完成后向前滚动的第二状态。
25.为了实现对环形裙板的后侧的有效限位,所述后限位件为竖向布置的限位挡板,该限位挡板的正面朝向所述环形裙板,并与环形裙板的后侧相抵。
26.第一升降驱动机构、第二升降驱动机构以及第三升降驱动机构可以采用驱动气缸、电动推杆等各种现有技术,为了保证整个卷圆焊接加工过程的节拍,提高加工效率,所述第一升降驱动机构、第二升降驱动机构以及第三升降驱动机构均为气缸。
27.与现有技术相比,本实用新型的优点:在环形裙板的后端经挑杆上移挑动插入到焊接定位座的底部与焊接平台之间后,可通过能上下升降的振动件抵在环形裙板的顶部,其中,在振动件的振动作用下,环形裙板的整体会产生振动,由此,环形裙板的前后两端能够有效消除间隙,实现快速对齐,保证了环形裙板的焊接效果。
附图说明
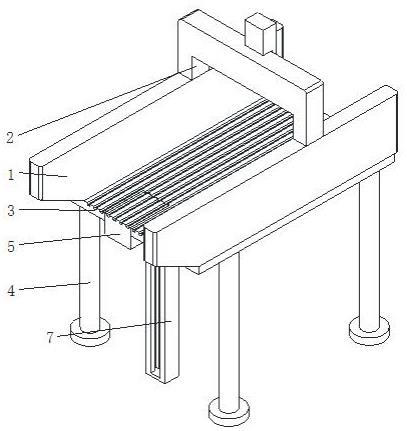
28.图1为本发明实施例的立体结构示意图;
29.图2为图1省去环形裙板后的立体结构示意图;
30.图3为本发明实施例的另一角度的立体结构示意图;
31.图4为本发明实施例的部分结构的立体结构示意图(示出了焊接装置、焊接定位座及焊接平台等结构);
32.图5为图4的侧视图;
33.图6为图1省去焊接装置后的立体结构示意图(挑杆处于低位置状态);
34.图7为图1省去焊接装置后的立体结构示意图(挑杆处于高位置状态,且未伸入到环形裙板中);
35.图8为图7的后视图(其中,挑杆处于高位置状态,且伸入到环形裙板中);
36.图9为本发明实施例的立体结构示意图(环形裙板处于下料状态);
37.图10为图9的前视图;
38.图11为本发明实施例的立体结构示意图(示出有另一规格(小尺寸)的环形裙板);
39.图12为图5中a-a处的剖视图;
40.图13为本发明实施例的省去部分部件后的立体结构示意图;
41.图14为本发明实施例的振动件的立体结构示意图;
42.图15为图14的立体分解图。
上,翻转驱动件33的动力输出端与限位支架31相连,从而能带动限位挡杆32发生偏转,并使该限位挡杆32具有移位至环形裙板100的前侧而与环形裙板100相抵的第一状态以及具有移出环形裙板100的前侧区域而允许环形裙板100在焊接完成后向前滚动的第二状态。
51.由于不同规格的裙板工件,其在卷圆弯曲后的高度也不同,为了更好地匹配不同规格裙板,实现对不同规格的裙板的牢靠限位,限位支架31具有自后向前向上倾斜的连接支臂310,连接支臂310沿其长度方向依次布置多个连接位3100。本实施例的前限位件为横向设置(也即沿左右方向设置)的限位挡杆32,连接支臂310上的连接位3100 为安装孔,限位挡杆32的一端可安装在限位支架31对应的连接位3100上。在需要加工不同规格的裙板时,操作人员可直接将限位挡杆32连接在不同的连接位3100即可,如,当需要加工尺寸相对较大的裙板坯料时,限位挡杆32可安装在限位支架31的对应靠前(位置也相对较高)的连接位3100上;当需要加工尺寸相对较小的裙板坯料时,限位挡杆32可安装在限位支架31的对应靠后(位置也相对较低)的连接位3100上。
52.上述翻转驱动件33可以采用气缸、电动推杆等各种现有技术,本实施例中的翻转驱动件33优选为气缸,该气缸基本呈竖向放置,其底部铰接在机架1上。本实施例的限位挡杆32采用上述翻转的方式在第一状态和第二状态之间进行切换,简化了卷圆焊接设备的整体结构,并使得卷圆焊接设备的整体体积更加小巧,占用空间小,也避免了限位挡杆32与其他部件的干涉问题。
53.图3为本实施例的裙板卷圆焊接设备的另一角度的立体结构示意图,可以看出,本实施的后限位件为基本呈竖向布置的限位挡板41,该限位挡板41位于环形裙板100(放置到位后)的后侧,且正面朝向环形裙板100。本实施例的限位挡板41前后滑动地约束在机架1上,其中,机架1上还设有在左右方向上间隔设置的两个第一滑座42,对应地,限位挡板41的背面具有斜向下延伸的支架,支架的底部连接有两个并列延伸布置的第一滑轨43,该两个第一滑轨43滑动设于上述两个第一滑座42上。
54.继续参见图3,限位挡板41与机架1之间还设有用于将限位挡板41锁定在设定位置的锁止机构。具体地,限位挡板41的背面铰接有能上下摆动的定位杆44,该定位杆 44上具有沿其长度方向间隔布置的至少两个定位凹口440。机架1上对应于上述定位杆 44的底部具有立式放置的第二支架45,第二支架45的顶部具有水平放置的定位柱46,定位柱46的尺寸与定位杆44上的定位凹口440的尺寸相匹配。限位挡板41上还具有拉簧47,该拉簧47的一端与定位杆44连接,另一端连接在支架上,在拉簧47的弹力作用下,该定位杆44始终具有向下摆动的趋势,由此,使得定位杆44的定位凹口440 能与定位柱46保持在牢靠的锁止状态。上述定位杆44、定位柱46以及拉簧47即共同构成了本实施例的锁止机构。
55.上述锁止机构的设计也方便了操作人员针对不同规格的裙板进行对应调节,如,当需要对大尺寸的裙板工件进行卷圆焊接加工时,操作人员可将定位杆44抬起,使定位凹口440与机架1上的定位柱46脱离,然后向后移动限位挡板41,移动到位后,在拉簧47的弹力作用下,定位杆44自动下摆,其上对应位置的定位凹口440与定位柱46 卡配,而不会轻易脱出。
56.继续参见图3,为了实现焊接加工完成后的环形裙板100的自动下料限位挡板41 上还设有推料机构,推料机构包括推料板51以及推料驱动件52,本实施例的推料板51 设于限位挡板41的正面,在初始状态时,推料板51可与限位挡板41的正面贴合。推料驱动件52设
于限位挡板41背面,推料驱动件52的动力输出端穿过限位挡板41与推料板51连接,并能带动推料板51前后移动,从而作用于焊接完成后的环形裙板100,使该环形裙板100向前滚动脱离焊接平台11。
57.本实施例的推料驱动件52可以为气缸、电动推杆等各种现有技术,本实施例中的翻转驱动件33优选为气缸,该气缸基本呈水平放置,限位挡板41上具有供气缸的伸缩杆穿过的第一穿孔411。此外,为了保证推料板51前后移动的稳定性,推料板51的背部还连接有第一导向杆53,该第一导向杆53与上述气缸的伸缩杆平行,对应地,限位挡板41上具有供该第一导向杆53穿过的第二穿孔412。
58.图4为裙板卷圆焊接设备的部分结构示意图,其中,示出了焊接装置9、焊接定位座12及焊接平台11等结构。焊接平台11设于机架1上,具体位于送料辊组件23以及导向辊组件21的中间区域的上方位置,焊接定位座12能相对该焊接平台11水平滑移 (具体是焊接定位座12的移动方向与环形裙板100的轴向一致),焊接装置9设于焊接定位座12上,且能随焊接定位座12移动,从而将环形裙板100的前后两端焊接在一起。
59.图5为图4的侧视图,机架1在左右方向上具有并列且间隔布置的第一立板95和第二立板96,第一立板95与第二立板96之间设有能左右滑动的移动座13,移动座13 呈条形,其底部沿长度方向设有条形齿部130,第一立板95上还有第一驱动电机15(结合图4),该第一驱动电机15的输出轴上同轴连接有齿轮14,该齿轮14与移动座13的条形齿轮14啮合,从而带动移动座13左右移动。
60.图12为图5中a-a处的剖视图,可以看出,焊接定位座12的横截面呈上大下小的倒三角形,该焊接定位座12的顶面上设有横截面呈n形的第一支架16,该第一支架 16上设有第三升降驱动机构61,第三升降驱动机构61的动力输出端能向下伸出,而与升降板62连接,从而带动升降板62上下移动。具体地,焊接定位座12的中部具有竖向设置、以供升降板62穿过的导向槽120,该导向槽120的下端口位于焊接定位座12 的最低处。再具体地,升降板62在上下移动过程中具有位于低位的第一状态以及位于高位的第二状态,在第一状态下,升降板62的下侧边外露出焊接定位座12的底壁之外,而将环形裙板100的前后两端间隔开(具体在下文中说明),在第二状态下,升降板62 的下侧边收容在焊接定位座12的导向槽120而解除对环形裙板100的前后两端的间隔状态,以允许环形裙板100的前后两端相向移动而对齐。上述的第三升降驱动机构61 以及升降板62构成了本实施例的升降板组件6。第三升降驱动机构61可选择为气缸、电动推杆等各种现有技术,优选地,第三升降驱动机构61采用第一升降气缸。
61.在卷圆弯曲过程中,升降板62的下端能下移外露出焊接定位座12的底壁之外形成一个间隔部,由此,卷圆弯曲过程中,裙板坯料的前端能够与上述间隔部相抵实现定位,避免裙板坯料在卷圆过程发生脱离问题,在提升组件将经卷圆弯曲后的环形裙板100的后端调节到位后(具体过程在下文中说明),升降板62又能上移而解除对环形裙板100 的前后两端的间隔状态,以允许环形裙板100的前后两端相向移动而对齐,以便焊接装置9在原位进行焊接操作。
62.继续参见图4,焊接装置9包括第三升降气缸91、焊接支撑座92以及设于焊接支撑座92上的焊接头93,第三升降气缸91设于上述的焊接定位座12上的上第一支架16 上,并具有能上下移动的动力作用端,具体的,该第三升降气缸91的动力作用端是向上伸出,焊接支
撑座92设于第三升降气缸91的动力作用端上。在焊接过程中,焊接定位座12的移动方向参见图3中箭头方向所示。
63.回到图12,由于裙板坯料在卷圆加工过程中,裙板坯料的前端可在裙板导板的引导作用下伸入到焊接定位座12与焊接平台11之间的后侧间隙m中,但裙板坯料的后端不能顺利进入到焊接定位座12与焊接平台11之间的前侧间隙n中(也即裙板坯料的后端仍位于该区域的下方位置),因而,需要提升组件作用于环形裙板100,使得环形裙板 100的后端稍向上移动,从而移位至该间隙位置。
64.图6-图8中示出了裙板卷圆焊接设备中提升组件的挑杆83处于不同状态的结构示意图。提升组件还包括支撑架81、滑动架82、第一升降驱动机构87、横向驱动机构84 以及挑杆83,其中,支撑架81、滑动架82、第一升降驱动机构87、横向驱动机构84 即共同构成了偏移驱动机构。支撑架81设于机架1上,并邻近环形裙板100的端口设置。本实施例的第一升降驱动机构87设于该支撑架81上,并具有能在竖向方向上作直线移动的动力输出端。支撑架81上具有第二滑座86,滑动架82通过第二滑轨85滑动约束在第二滑座86上,具体地,滑动架82是设置在第二滑轨85的上部,并与第一升降驱动机构87的动力输出端连接。横向驱动机构84设置在设于滑动架82上,横向驱动机构84具有能在左右方向上作直线移动的动力输出端,挑杆83与横向驱动机构84 的动力输出端连接,并在横向驱动机构84的带动下能移位至环形裙板100内以及能从环形裙板100的内部移出。上述横向驱动机构84以及第一升降驱动机构87可与控制系统电信号连接,从而使得挑杆83能及时从环形裙板100的内部移出,方便了焊接完成后的裙板成品进行下料。
65.上述横向驱动机构84以及第一升降驱动机构87可以为气缸、电动推杆等各种现有技术,本实施例中的横向驱动机构84以及第一升降驱动机构87均优选为气缸。此外,为了对挑杆83的移动位置进行精确控制,可通过设置对应的接近开关对其进行识别,比如,参见图7,支撑架81在高度方向上具有不同的安装孔位,可以用于安装接近开关,滑动架82上具有向下延伸的感应杆88,当滑动架82(也即挑杆83)上移或下移至设定位置时,接近开关能够对感应杆88进行识别,进而控制第一升降驱动机构87停止动作,使挑杆83保持在该位置状态。其中,支撑架81在高度方向上具有不同的安装孔位方便了适配不同规格的环形裙板100。
66.在提升组件将环形裙板100上挑后,环形裙板100的后端可能会出现不能与前端有效对齐合缝的情况,因而需要裙板辅助对齐装置对环形裙板100进行调节,使其前后两端有效对齐。具体地,本实施例的裙板辅助对齐装置可用于将经所述挑杆调节后的环形裙板100的前后两端在原位置进行对齐,并压紧在焊接平台11上。
67.裙板振动压紧机构包括第二升降驱动机构71以及振动件72,振动件72连接在第二升降驱动机构71的动力输出端上,并能在第二升降驱动机构71驱动下向下移动,从而作用在环形裙板100的顶部。上述振动件72可以采用现有技术中能够作上下伸缩移动的各种振动件结构。此外,上述第二升降驱动机构71可选择为气缸、电动推杆等各种现有的驱动机构。本实施例的中第二升降驱动机构71优选为第二升降气缸。
68.机架1上还设有立式设置的第三支架73,第二升降驱动机构71设于该第三支架73 上。此外,振动件72上还具有向上延伸的第二导向杆74,第三支架73在对应于振动件 72的上方区域位置具有供第二导向杆74穿过的第三穿孔730。
69.在卷圆弯曲过程中,升降板62的下端能下移外露出焊接定位座12的底壁之外形成一个间隔部,由此,卷圆弯曲过程中,裙板坯料的前端能够与上述间隔部相抵实现定位,避免裙板坯料在卷圆过程发生脱离问题,在挑杆83将经卷圆弯曲后的环形裙板100的后端调节到位后,升降板62又能上移而解除对环形裙板100的前后两端的间隔状态,以允许环形裙板100的前后两端相向移动而对齐,以便焊接装置9在原位进行焊接操作。其中,在升降板62上移至设定位置时,振动件72在第二升降驱动机构71的带动下可向下移动并压紧在环形裙板100的顶部,在下压状态下,振动件72的振动动作可以使得裙板的前后两侧边能够有效对齐,进而保证了环形裙板100在此处的焊接效果。
70.参见图14及图15,振动件72包括第一压板721、第二压板722、弹性件723以及振动器724。第一压板721与第二压板722在上下方向上相对间隔布置。
71.第一压板721与第二升降驱动机构71的动力输出端连接。上述第二导向杆74的下端也与第一压板721连接。第二压板722位于第一压板721的下方,并与第一压板721 相对间隔设置,且以能相对第一压板721上下活动的方式约束在第一压板721上。
72.第二压板722上设有向上延伸的连接柱725,连接柱725有四个,分别位于第二压板的四个角上。每个连接柱725的上端均穿设在第一压板721上,并通过抵挡件726限位在第一压板721之上,具体地,抵挡件726可采用卡簧与挡片配合的结构卡接的连接柱725的端部。弹性件723为弹簧,弹簧有四个,分别对应套设在上述四个连接柱725 上,并抵在第一压板721)与第二压板722之间。
73.振动器724优选为气动振动器,位于第一压板721与第二压板722之间,振动器 724的底部连接在第二压板722上。
74.裙板坯料的卷圆加工过程以及焊接加工过程是在同一工位进行,其中,在卷圆加工完成后,可通过裙板辅助对齐装置将经提升组件调节后的环形裙板100的前后两端在原位置进行对齐,并压紧在焊接平台11上,然后通过随焊接定位座12移动的焊接装置9 将环形裙板100的前后两端焊接在一起,由于在同一工位进行卷圆加工操作与焊接加工操作,由此便省去了现有技术中需要将裙板在卷圆加工工位与焊接加工工位之间进行转移的过程,有效提高生产效率。另一方面,将裙板坯料的卷圆加工以及焊接加工集中在同一位置上,能有效缩小整个设备体积,减少了占用空间。
75.结合图3及图4,为了将环形裙板100的前后两端在对齐后进行牢靠压紧还包括在水平方向(也即机架1的前后方向)上间隔布置的第一压紧组件和第二压紧组件,其中,第一压紧组件和第二压紧组件均位于环形裙板100的端口位置,具体可设置在第二立板 96上。第一压紧组件位于第二压紧组件的后侧位置,其包括第一压紧气缸63以及第一压臂64,该第一压臂64与该第一压紧气缸63的动力输出端连接,而能将环形裙板100 的前端沿环形裙板100的轴线压紧在对应设于机架1上的挡块上。其中,第一压紧气缸 63的动力输出端运动方向与环形裙板100的轴线一致,从而能使第一压臂64与环形裙板100的端部边缘相抵,以及相对环形裙板100远离,避免对环形裙板100的下料造成干涉。第二压紧组件包括第二压紧气缸65以及第二压臂66,该第二压臂66与该第二压紧气缸65的动力输出端连接,而能将环形裙板100的后端沿其轴线压紧在对应设于机架1上的挡块上。其中,同样地,第二压紧气缸65的动力输出端运动方向与环形裙板 100的轴线一致,从而能使第二压臂66与环形裙板100的端部边缘相抵,以及相对环形裙板100远离,避免对环形裙板100的下料造成干涉。
76.在本实施例中,第一压紧组件和第二压紧组件为先后分步动作,在卷圆加工操作时,裙板坯料的前端可在裙板导板的引导作用下伸入到焊接定位座12与焊接平台11之间的后侧间隙中,此时可通过第一压紧组件的第一压臂64将环形裙板100的前端沿其轴向压紧在机架1的挡块上。在提升组件进行调节到位后,环形裙板100的后端稍向上移动,从而移位至焊接定位座12与焊接平台11之间,然后再通过裙板振动压紧机构的振动件 72作用于环形裙板100的顶部,从而将环形裙板100的后端朝向环形裙板100的前端移动而与该环形裙板100的前端对齐,此时,第二压紧组件动作,使其第二压臂66将环形裙板100的后端沿其轴向压紧在机架1的另一挡块上。
77.上述的裙板振动压紧机构、升降板组件6以及第一压紧组件和第二压紧组件共同构成了本实施例的裙板辅助对齐装置,实现了将经提升组件调节后的环形裙板100的前后两端在原位置进行对齐,并压紧在焊接平台11上的功用。
78.本实施的裙板卷圆焊接设备的工作过程如下:
79.(1)、第三升降驱动机构61动作,带动升降板62下移,升降板62的下侧边外露出焊接定位座12的底壁之外形成一个间隔部;
80.(2)、送料辊组件23向前传送裙板坯料,并通过导向辊组件21、卷圆辊22以及限位挡板41的配合,引导裙板坯料的前端向上弯曲而形成环形裙板100,其中,环形裙板100的前端可在限位挡板41的引导作用下伸入到焊接定位座12与焊接平台11之间的后侧间隙m中,并与升降板62的间隔部的后侧壁相抵;
81.(3)、提升组件动作的第一升降驱动机构87动作,带动滑动架82上移,与此同时,横向驱动机构84动作,带动挑杆83伸入环形裙板100内并作用于环形裙板100的内壁将环形裙板100抬起,使环形裙板100的后端进入到焊接定位座12与焊接平台11之间的前侧间隙n中,在环形裙板100提升到位后,第一升降驱动机构87以及横向驱动机构84复位,带动挑杆83从环形裙板100内移出复位至初始位置,避免对环形裙板100 的后续下料过程造成干涉;
82.(4)、第一压紧组件的第一压紧气缸63动作,带动其第一压臂64移动,将环形裙板100的前端沿环形裙板100的轴向压紧在机架1的挡块上;
83.(5)、第三升降驱动机构61再次动作,带动升降板62上移,升降板62的下侧边收容在焊接定位座12的导向槽120120中,而解除对环形裙板100的前后两端的间隔状态,以允许环形裙板100的前后两端相向移动而对齐;
84.(6)、在升降板62上移至设定位置时,振动件72在第二升降驱动机构71的带动下可向下移动并压紧在环形裙板100的顶部,在下压状态下,振动件72的振动动作可以使得裙板的前后两侧边能够有效对齐,进而保证了环形裙板100在此处的焊接效果。
85.(7)、第二压紧组件的第二压紧气缸65动作,带动其第二压臂66移动,将环形裙板100的后端沿环形裙板100的轴向压紧在机架1的另一挡块上,与此同时,裙板振动压紧机构的振动件72释放环形裙板100,上移复位至初始位置;
86.(8)、焊接装置9的第三升降气缸91动作,带动焊接头93下移至环形裙板100 的前后两端的结合位置,第一驱动电机15动作,带动焊接定位座12及设于其上的焊接装置9移动,通过焊接头93将环形裙板100的前后两端焊接在一起;
87.(9)、环形裙板100在焊接完成后,焊接定位座12以及设于其上的焊接装置9从环形裙板100的内部移出,此外,第一压紧组件的第一压臂64及第二压紧组件的第二压臂66也对
应释放环形裙板100的前后两端,并从环形裙板100的内部移出,避免对环形裙板100的下料过程造成干涉;
88.(10)、限位挡板41上的推料驱动件52动作,带动推料板51推动焊接完成后的环形裙板100,使该环形裙板100向前滚动脱离焊接平台11,从而实现焊接完成后的环形裙板100的自动下料。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。