技术特征:
1.一种inner离线aoi自动化上、下板记录方法,其特征在于,所述inner离线aoi自动化上、下板记录方法采用胶框为上、下板载体装载pcb,通过设备硬件设置装载胶框和自动吸气手臂机,自动吸气手臂机利用plc程序将pcb自动送入aoi台面检测,检测完成后自动在aoi台面上取板放置在指定载体胶框内,进行自动上、下板aoi检测;所述自动吸气手臂机利用地plc程序将pcb自动送入aoi台面的方法包括:所述plc包括:自动吸气手臂机电路控制模块,外环为电压控制器,内环为电流控制器,采用电压电流双环控制进行电路电流电压的控制;通过在传统h桥电路基础上,分裂交流侧和直流侧的支撑电容与滤波电容,并通过连接两组电容中点各并联构成共模回路,通过共模电压控制进行功率解耦;所述单相逆变器功率解耦电路通过差模模式进行直流侧与交流侧功率传递;还通过共模模式控制电容电压共模分量进行二倍频功率补偿,实现解耦;所述共模电压控制进行功率解耦的方法包括:在没有附加开关下,通过小容值的电容向共模回路注入基频电压,使得交流侧得到二倍频功率补偿,消除单相逆变器直流侧二次纹波脉动,去电解电容化;所述单相逆变器功率解耦电路主电路部分为传统h桥;所述单相逆变器功率解耦电路由h桥逆变器的开关管g1、g2、g3和g4四个开关管组成;所述开关管g1和g2构成桥臂a,开关管g3和g4构成桥臂b;电感l1和电感l2分别接在两桥臂的a点和b点,解耦电容c1和c2一端分别接在负载两侧,另一端直接相连于直流侧分裂电容点o1处;在未加入共模状态下,采用单极性调制,同一桥臂上下导通占空比互补;加入共模电压后使得交流侧电容电压为后使得交流侧电容电压为上式中b为所需要的共模分量幅值,θ为最佳补偿的共模分量相位,电感储存的功率忽略不计,得到如下所示的功率关系p
vc1
p
vc2
p
vc3
p
vc4
=p
ad
其中p
vc1
为交流侧电容c1瞬时功率,p
vc2
为交流侧电容c2瞬时功率,p
vc3
为直流侧电容c3瞬时功率,p
vc4
为直流侧电容c4瞬时功率,p
vg
为输出功率,p
ad
为直流侧功率,得到为直流侧功率,得到2.根据权利要求1所述的inner离线aoi自动化上、下板记录方法,其特征在于,所述进行自动上、下板aoi检测包括:进行上、下板图像数据采集以及多打码点分配模块对采集的上、下板图像进行多打码
点分配,控制自动打码器实现自动按序打码;所述多打码点分配包括:(1)初始化已选打码点集合为空集,候选打码点集合为打码点全集,随着调度过程的进行,已选打码点集合和候选打码点集合的元素不断更新,a
n
和s
n
分别为在第n次迭代结束时候选和已选打码点集合,n=1,
…
,n
t
为迭代的次数,初始化n=1;(2)图像数据采集和多打码点分配模块对打码点k反馈的信道信息矩阵h
k
进行奇异值分解其中,λ
k,1
表示第k个打码点的信道矩阵的奇异值,表示维度1
×
(n
t-1)的零向量,和分别由与非零奇异值λ
k,1
和零奇异值对应的右奇异值向量构成,因为rank(h
k
)=1,所以v
i(1)
=v
i,1
,v
i,1
为v
i
的第一个列向量,其中,rank(
·
)表示求矩阵的秩;(3)图像数据采集和多打码点分配模块根据分解后的矩阵构造中间矩阵和以及其中,diag(
·
)表示对角化操作;4)图像数据采集和多打码点分配模块构造相关矩阵r,r为l
×
l方阵,第i行第j列的元素为其中,|
·
|表示求模运算;(5)从r中选择出与已经调度的n-1个打码点对应的n-1列,构成矩阵将剩余的部分分别对行元素进行升序排列,得到矩阵即(6)计算打码点的相关因子即对r
n
中每一行的前ξ个元素分别求和并取倒数,等效于简化得到列向量ψ
n
=[ψ
1,n
ꢀ…ꢀ
ψ
l,n
]
η
;(7)按照公式选择第n个打码点;(8)若n<n
t
,返回5);否则调度完成,根据被调度的打码点受到的实际干扰计算相关因子ψ
k
;若打码点未被调度ψ
k
=0,并按照公式更新打码点k,k∈{1,
…
,l}平均相关因子,用于计算下一个传输周期中的打码点调度权重,调度完成后,图像数据采集和多打码点分配模块通知激活打码点并进行下行数据通信,在下一个传输周期(t 1)的开销时隙阶段,重复执行步骤(1)-步骤(8)。3.根据权利要求2所述的inner离线aoi自动化上、下板记录方法,其特征在于,在步骤(6)中,综合考虑候选打码点受到已选打码点以及潜在的可能被调度的打码点的影响根据式(1)计算打码点的相关因子即对r
n
中每一行的前ξ个元素分别求和并取倒数,等效于简化式(2);简化式(2);得到列向量ψ
n
=[ψ
1,n
ꢀ…ꢀ
ψ
l,n
]
η
,其中,a
l
表示潜在的、后续可能被选择的打码点集合,card(
·
)表示集合中的元素的个数。
4.根据权利要求2所述的inner离线aoi自动化上、下板记录方法,其特征在于,在步骤(7)中,按照公式选择第n个打码点;s
n
表示被选择的打码点的标号,是打码点k的调度权重,是上一传输周期结束时打码点k的平均相关因子,更新s
n
=s
n-1
∪{s
n
},a
n
=a
n-1-{s
n
},n=n 1;对打码点进行调度,随着时间的推移,平均相关因子增大,权值μ
k
随之减小,调度优先级降低。5.根据权利要求2所述的inner离线aoi自动化上、下板记录方法,其特征在于,在步骤(8)中,中更新打码点k的平均相关因子的公式为:其中,δ
c
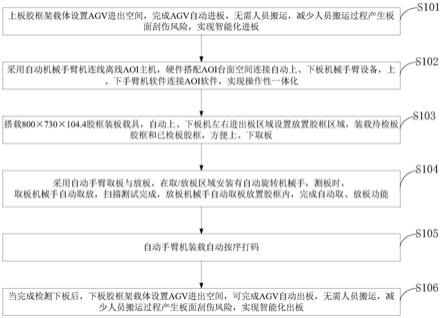
=0.99。6.根据权利要求1所述的inner离线aoi自动化上、下板记录方法,其特征在于,所述inner离线aoi自动化上、下板记录方法具体包括:步骤一:上板胶框架载体设置agv进出空间,完成agv自动进板;步骤二:采用自动机械手臂机连线离线aoi主机,硬件搭配aoi台面空间连接自动上、下板机械手臂设备,上、下手臂机软件连接aoi软件,实现操作性一体化;步骤三:搭载胶框装板载具,自动上、下板机左右进出板区域设置放置胶框区域,装载待检板胶框和已检板胶框,方便上、下取板;步骤四:采用自动手臂取板与放板,在取/放板区域安装有自动旋转机械手,测板时,取板机械手自动取放,扫描测试完成,放板机械手自动取板放置胶框内,完成自动取、放板功能;步骤五:自动手臂机装载自动按序打码;在测试完成后取板机械手上安装自动打码器,打码器上装载水溶性墨水,依据软件编码程序依次对以扫描检测完成的pcb进行打码,以分辨测试顺序;步骤六:当完成检测下板后,下板胶框架载体设置agv进出空间,完成agv自动出板。7.一种实施权利要求6所述inner离线aoi自动化上、下板记录方法的inner离线aoi自动手臂机,其特征在于,所述inner离线aoi自动手臂机包括:胶框辅助载具,用于放置pcb板;自动手臂,用于自动取放pcb板;自动打码设备,用于自动喷码;agv车,用于自动智能化进出取、放板。8.根据权利要求7所述的inner离线aoi自动手臂机,其特征在于,所述inner离线aoi自动手臂机进一步包括:aoi主机,用于执行自动机械手臂机、配备胶框辅助载具放板以及自动打码的运行程序。9.根据权利要求7所述的inner离线aoi自动手臂机,其特征在于,所述inner离线aoi自动手臂机进一步包括:下板设备,用于输出自动喷码的pcb板;
所述自动手臂还用于自动翻转pcb板。10.一种pcb板打码生产线,其特征在于,所述pcb板打码生产线实施权利要求6所述inner离线aoi自动化上、下板记录方法。
技术总结
本发明属于PCB制造技术领域,公开了Inner离线AOI自动化上、下板记录方法、自动手臂机及应用。采用胶框为上、下板载体装载PCB,通过设备硬件设置装载胶框和自动吸气手臂机,利用软件功能将PCB自动送入AOI台面检测,检测完成后自动在AOI台面上取板放置在指定载体胶框内,进行规律性的自动上、下板AOI检测本发明创新的解决了PCB Inner离线AOI人工手动上下板和记录方式。本发明利用自动机械手臂机、配备胶框辅助载具放板、自动打码记录,实现离线AOI自动上下板和自动打码记录。实现离线AOI自动化生产,有效降低人工操作成本。自动打码记录,数据同步出错率为零。据同步出错率为零。据同步出错率为零。
技术研发人员:李飞军 宁建明 陈章虎 段伦永
受保护的技术使用者:珠海中京电子电路有限公司
技术研发日:2022.01.05
技术公布日:2022/4/8
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。