1.本实用新型涉及铸造技术领域,具体地指一种冷铁片及其专用组芯工具。
背景技术:
2.柴油机的油道在铸造时,在油道位置易出现缩松缺陷,使得铸件内存在细小缩孔,在进行气密性实验的时候,产生泄漏的现象,导致柴油机报废。这是由于铸件的结构中,各个部分的壁厚不一致,壁厚较大的部位冷却的慢,壁厚较小的位置冷却的块,因而同一铸件的多个部位会出现冷却速度不均匀的问题,容易带来缩孔缩松或者壁薄位置拉裂的问题。在现有技术中,多在砂芯壁上固定外冷铁,在铸件壁或型腔内固定内冷铁,保证铁水能够迅速凝固,加快铸件的局部冷却速度,从而避免铸件容易产生缩孔缩松的缺陷。冷铁的结构一般为圆柱状,很难与柴油机的油道形状贴合,同时圆柱状的冷铁片易在铁水浇注过程中溶化后被冲掉,无法确保解决铸件出现缩松缩孔的缺陷。
技术实现要素:
3.本实用新型要解决的技术问题是提供一种冷铁片及其专用组芯工具,将冷铁片固定在铸造柴油机的砂芯中,避免柴油机铸造时产生缩松缺陷,避免柴油机的油道泄漏。
4.为实现上述目的,现设计一种冷铁片及其专用组芯工具,其包括冷铁片和用于将冷铁片安装在砂芯油道内的组芯工具,其结构特点是:所述冷铁片包括与砂芯油道表面形状贴合的贴合段,所述贴合段上设有能将贴合段紧靠在砂芯油道上的固定部件,所述组芯工具包括铰接的两根手柄杆,两根手柄杆的前伸段上设有自其前部向后伸入的沉槽且沉槽的厚度与冷铁片的厚度相适应。
5.采用上述结构后,将冷铁片安装在柴油机易出现缩松缺陷的砂芯油道处的表面,对铸件表面起到激冷作用,防止缩松缺陷引起机油泄漏,保证了柴油机的质量,通过专用组芯工具夹持冷铁片,组芯工具的沉槽将冷铁片插入能将冷铁片弯折,通过固定部件将冷铁片固定于易发生缩松的砂芯油道处的表面,避免冷铁片在铁水浇筑过程中被铁水冲掉,增加了冷铁片的稳定性。
6.所述固定部件包括能插装在砂芯油道预设的定位孔中的定位柱,定位柱倾斜连接在贴合段上。
7.所述定位柱从贴合段向内逐渐变细。
8.采用上述结构后,冷铁片采用定位柱和贴合段相互配合固定冷铁片的位置,定位柱呈由贴合段向内逐渐变细,方便定位柱插装在砂芯预设的定位孔中,在固定位置的同时更好的贴合砂芯,保证冷铁稳定性。
9.所述固定部件包括下定位片,下定位片设在贴合段下端,下定位片由沉槽夹持弯折并随砂芯的形状朝向冷铁片内侧弯折直至冷铁片的内表面贴合在砂芯油道的外表面上,通过下定位片和贴合段将冷铁片固定在砂芯上,可以很好的固定冷铁片的位置。
10.手柄杆分为左钳柄、右钳柄,左钳柄、右钳柄通过铰轴连接,左钳柄、右钳柄的前端
分别设有沉槽,钳子状的专用组芯工具不仅可以弯折冷铁片的下定位片,同时左、右钳柄也可夹持冷铁片对冷铁片进行安装,同时左、右钳柄相互配合也可夹持调整弯折后的下定位片的角度。
11.综上所述,本实用新型具有结构简单、安装方便、减少了铸造过程中缩松缺陷的优点。
附图说明
12.下面结合附图对本实用新型作进一步的说明:
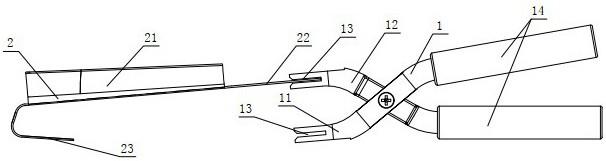
13.图1为专用组芯工具的一种实施例的结构示意图;
14.图2为专用组芯工具的立体图;
15.图3为冷铁片的一种实施例的结构示意图;
16.图4为图3的右视图;
17.图5为图3中冷铁片的定位段弯折后的仰视图;
18.图6为图3中冷铁片的定位段弯折后的立体图;
19.图7为冷铁片安装在砂芯油道内的结构示意图;
20.图8为冷铁片与专用组芯工具的使用状态图;
21.图9为冷铁片的另一种实施例的结构示意图;
22.图10为图9的仰视图;
23.图11为冷铁片的另一种实施例的结构示意图;
24.图12为图11的仰视图。
具体实施方式
25.参照所有附图所示,本实用新型提供了一种冷铁片及其专用组芯工具,通过该专用组芯工具1将冷铁片2安装在柴油机易出现缩松缺陷的砂芯油道50的表面,从而使该部位激冷。如图1-2所示,现提供一种专用组芯工具1的优选实施例,专用组芯工具1为钳子形状,其包括铰接的两根手柄杆,两根手柄杆的前伸段上设有自其前部向后伸入的沉槽13且沉槽13的厚度与冷铁片2的厚度相适应,两根手柄杆分别为左钳柄11、右钳柄12,左钳柄11与右钳柄12的中部相互铰接,左钳柄11、右钳柄12的下端均设有握持段14可供使用人员把握使用。左钳柄11、右钳柄12的前端之间设有沉槽13,沉槽13的宽度不小于冷铁片2的厚度。将冷铁片2的侧边插入左钳柄11或右钳柄12的任意一个沉槽13中,沉槽13具有一定的长度使得冷铁片2插入后不会滑落。在冷铁片2安装时,可以使用左钳柄11、右钳柄12夹持冷铁片2将冷铁片2放至相应位置,同时使用人员通过使用专用组芯工具1将冷铁片2的定位段22按照需要的角度进行弯折,使得冷铁片2紧固在砂芯上,更好的固定冷铁片2的位置。虽然左钳柄11、右钳柄12夹持定位段22也可将定位段22弯折,但左钳柄11、右钳柄12弯折所需的操作空间较大,而使用沉槽13弯折定位段22所需的操作空间更小,更利于操作。
26.如图3-8所示,提供了冷铁片2的一种具体实施例,冷铁片2包括与柴油机的油道的砂芯结构相贴合的贴合段21,贴合段21上侧设有定位段22,贴合段21下侧设有下定位片23,下定位片23向冷铁片2内侧弯折且弯折后的角度与砂芯的形状贴合。贴合段21的包括位于中间的平面和位于左右两侧的圆弧面,圆弧面的形状与砂芯油道50的结构贴合,安装后贴
合段21的内表面与砂芯外表面贴合。利用专用组芯工具1将冷铁片2的定位段22向内弯折,弯折后的定位段22和下定位片23将冷铁片2紧固在砂芯上。当安装时,将下定位片23卡扣在在砂芯上,利用专用组芯工具1的沉槽13,将冷铁片2的定位段22插入沉槽13的间隙内,通过沉槽13将冷铁片2的定位段22向内弯折,弯折后可用专用组芯工具1的左钳柄11、右钳柄12夹持配合挤压,调整定位段22的弯折角度。通过冷铁片2的安装,增加了柴油机的油道铸造时的冷凝效果。由图7中示意,最后部的砂芯油道50处已经配装了冷铁片2,贴合段21与砂芯油道50贴合,加速铁水的凝固速度,使柴油机本体外部形成一层致密层,通过熔合的冷铁片2及形成的致密层,降低了柴油机油道泄漏的可能性,从而防止此位置泄漏问题的产生。在柴油机上增加对应位置的冷铁片2时,为了保证冷铁片2在熔合的同时具有一定的极冷作用,将冷铁片2的厚度选为1毫米左右。
27.如图9-10所示,本实用新型提供了冷铁片2的另一种实施例,冷铁片2包括贴合段21和位于贴合段21内侧面上的锥形定位柱24,锥形定位柱24倾斜连接在贴合段21上,定位柱24与贴合段21间具有一定角度且不垂直,贴合段21的一端设有定位段22,定位段22的宽度和贴合段21相同。贴合段21呈圆弧形,贴合段21的形状适应于砂芯油道50的砂芯的形状,同时冷铁片2的长度可根据砂芯油道50的长度可进行修剪。砂芯上设有预设的定位孔,将冷铁片2的定位柱24插入砂芯预设的定位孔中,定位柱24呈由贴合段21向内逐渐变细,方便定位柱24插装在砂芯预设的定位孔。再利用专用组芯工具1,将冷铁片2的定位段22插入沉槽13的间隙内,通过沉槽13将冷铁片2的定位段22向内弯折,定位段22向内弯折使得定位段22卡锁在砂芯上。通过沉槽13弯折定位段22后,再利用专用组芯工具1的左钳柄11、右钳柄12配合,进一步修正定位段22的弯折角度。定位柱24和定位段22相互配合固定冷铁片2的位置。定位柱24和冷铁片2的贴合段21间不是垂直设置,定位柱24与贴合段21间的角度可以分解高温铁水在浇注过程中的冲刷作用力,防止冷铁片2在铁水浇注过程中溶化后被冲掉。通过定位段22和定位柱24将冷铁片2固定在砂芯上,冷铁片2的设置避免铸件产生缩孔缩松的缺陷,尤其是用在柴油机的油道的砂芯上,解决了柴油机的油道泄漏的问题。
28.如图11-12所示,本实用新型提供了冷铁片2的再一种实施例,其基本结构与上述第二个实施例相同,不同地方在于,上述贴合段21的横截面为弧形,其形状与砂芯油道50的表面形状适应,本实施例也具有倾斜设置的锥形定位柱24,其方便安装以及方便脱离。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。