1.本发明涉及陶瓷基板切割的技术领域,具体为陶瓷基板分切机。
背景技术:
2.汽车零部件调速器内部需要贴合陶瓷基板,现有的操作方式均为将整片的陶瓷板通过网格刀片切割成矩阵排列的陶瓷基板后,人工搬运到调速器的陶瓷基板贴合工位,然后人工贴合到调速器的对应位置,由于切割下来的陶瓷基板是矩阵结构,无法采用点对点的机械手进行转运作业,故需要人工转运和贴付,其使得生产效率低下。
技术实现要素:
3.针对上述问题,本发明提供了陶瓷基板分切机,其实现了切割下的陶瓷基板通过机械手点对点转运到后方的贴付工位、并能自动贴合,其使得生产效率高,且不会造成人为污染,确保生产品质。
4.陶瓷基板分切机,其特征在于,其包括:
5.机座;
6.上料机构;
7.第一搬运机构;
8.分条机构;
9.第二搬运机构;
10.分块机构;
11.以及吸附转运机构;
12.所述上料机构用于将整块的陶瓷板步进输送到所述第一搬运机构的输入端;所述第一搬运机构将整块的陶瓷板输送到所述分条机构,所述分条机构将整块的陶瓷板分条,分条后的陶瓷基板条被输入至所述第二搬运机构的输入端,所述第二搬运机构将陶瓷基板条输送到所述分块机构,所述分块机构将陶瓷基板条切割成单块的陶瓷基板块,所述吸附转运机构吸附切割下的陶瓷基板块,并将其转运到后方的贴付工位、将陶瓷基板块直接贴付到产品的对应位置。
13.其进一步特征在于:
14.所述上料机构内设置有料盒,所述料盒内层叠放置有多块整块的陶瓷板,所述上料机构还包括有底部料片送料机构、底部料片导向轨道,所述底部料片送料机构将单片陶瓷板逐片间隔送入底部料片导向轨道、并直接推入所述第一搬运机构的输入端;
15.所述第一搬运机构包括第一x向输送机构、第一y向转运机构、第二x向吸附转运机构,所述第一x向输送机构的输出末端设置有第一y向转运机构,所述第一y向转运机构的输出端位置设置有第二x向吸附转运机构,所述第二x向吸附转运机构将整片陶瓷板吸附后送至所述第二搬运机构的输入端,第二搬运机构步进设定距离间隔将陶瓷板送入分条机构的第一切刀下方、切割,切割下的单条陶瓷基板被沿着第二搬运机构向后方输送;
16.所述第二搬运机构包括第三x向输送机构、止挡板、第二y向输送机构,所述第三x向输送机构的对应于第二y向输送机构的起始端位置的上部设置有止挡板,所述止挡板用于确保陶瓷基板条被止挡后送入第二y向输送机构的起始端,所述陶瓷基板条的长度方向沿着y方向布置,所述第二y向输送机构步进间隔一定时间输送设定陶瓷基板块的成品y向距离;
17.所述分块机构包括第二切刀,所述第二切刀在升降驱动气缸的驱动下逐次切割形成块状陶瓷基板块,之后陶瓷基板块被推动到第二y向输送机构的输出位置;
18.所述吸附转运机构用于将处于第二y向输送机构的输出位置的陶瓷基板块吸附,所述吸附转运机构包括机械转运机构、吸附头,所述机械转运机构包括朝向后方贴付工位设置的x向轨道,其确保转运贴付一步到位、无需后续人工作业或二次定位;
19.所述x向轨道对应位置处、且对应于吸附头的下方位置还设置有相机检测机构,所述相机检测机构沿着x向轨道的后方位置布置有ng废料箱,相机检测不合格的陶瓷基板块直接丢弃于ng废料箱。
20.采用本发明的结构后,整块将陶瓷板通过上料机构输送、然后通过第一搬运机构使得陶瓷板送入分条机构,分条机构将陶瓷板分条生成陶瓷基板条,之后陶瓷基板条被沿着第二搬运机构步进间隔输送至分块机构,分块机构将条状陶瓷基板条切割为陶瓷基板块,第二搬运机构将陶瓷基板块输送到特定的输出位置,然后通过吸附转运机构进行点对点转运,将陶瓷基板块转运到后方的贴付工位、并自动贴合;其实现了切割下的陶瓷基板块通过机械手点对点转运到后方的贴付工位、并能自动贴合,其使得生产效率高,且不会造成人为污染,确保生产品质。
附图说明
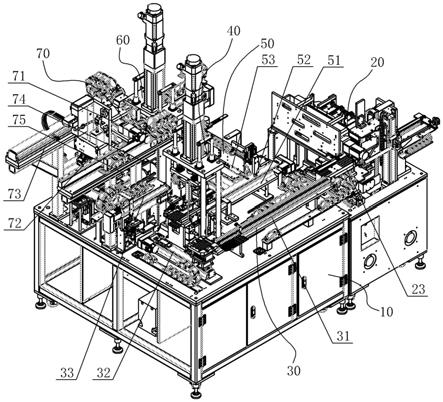
21.图1为本发明的立体图结构示意图;
22.图2为本发明的俯视图结构示意图;
23.图3为本发明的上料机构的立体图;
24.图4为本发明的分条机构、分块机构的立体图;
25.图5为本发明的相机检测机构的立体图;
26.图6为本发明的分切示意图;
27.图中序号所对应的名称如下:
28.机座10、上料机构20、料盒21、底部料片送料机构22、底部料片导向轨道23、空料盒收集部分24、料盒升降驱动装置25、第一搬运机构30、第一x向输送机构31、第一y向转运机构32、第二x向吸附转运机构33、分条机构40、第一切刀41、第二搬运机构50、第三x向输送机构51、止挡板52、第二y向输送机构53、分块机构60、第二切刀61、吸附转运机构70、机械转运机构71、吸附头72、x向轨道73、相机检测机74、ng废料箱75、陶瓷板80、陶瓷基板条90、陶瓷基板块100。
具体实施方式
29.陶瓷基板分切机,见图1-图6,其包括:
30.机座10、上料机构20、第一搬运机构30、分条机构40、第二搬运机构50、分块机构
60、以及吸附转运机构70;
31.上料机构20用于将整块的陶瓷板80步进输送到第一搬运机构30的输入端;第一搬运机构30将整块的陶瓷板80输送到分条机构40,分条机构40将整块的陶瓷板80分条,分条后的陶瓷基板条90被输入至第二搬运机构50的输入端,第二搬运机构50将陶瓷基板条90输送到分块机构60,分块机构60将陶瓷基板条90切割成单块的陶瓷基板块100,吸附转运机构70吸附切割下的陶瓷基板块100,并将其转运到后方的贴付工位、将陶瓷基板块100直接贴付到产品的对应位置。
32.具体实施时,上料机构20内设置有料盒21,料盒21内层叠放置有多块整块的陶瓷板80,上料机构20还包括有底部料片送料机构22、底部料片导向轨道23,底部料片送料机构22将单片陶瓷板80逐片间隔送入底部料片导向轨道23、并直接推入第一搬运机构30的输入端;上料机构20的下方还设置有空料盒收集部分24,上料机构20的上部还设置有料盒升降驱动装置25,料盒升降驱动装置25驱动料盒21升降,进而使得底部料片送机构逐片送料,送料完毕的空料盒被置于空料盒收集部分24,然后通过转运后再次装陶瓷板80;
33.第一搬运机构30包括第一x向输送机构31、第一y向转运机构32、第二x向吸附转运机构33,第一x向输送机构31的输出末端设置有第一y向转运机构32,第一y向转运机构32的输出端位置设置有第二x向吸附转运机构33,第二x向吸附转运机构33将整片陶瓷板80吸附后送至第二搬运机构50的输入端,第二搬运机构50步进设定距离间隔将陶瓷板80送入分条机构40的第一切刀41下方、切割,切割下的陶瓷基板条90被沿着第二搬运机构40向后方输送;
34.第二搬运机构50包括第三x向输送机构51、止挡板52、第二y向输送机构53,第三x向输送机构51的对应于第二y向输送机构53的起始端位置的上部设置有止挡板52,止挡板52用于确保陶瓷基板条90被止挡后送入第二y向输送机构53的起始端,陶瓷基板条90的长度方向沿着y方向布置,第二y向输送机构53步进间隔一定时间输送设定陶瓷基板块100的成品y向距离;
35.分块机构60包括第二切刀61,第二切刀61在升降驱动气缸的驱动下逐次切割形成块状陶瓷基板块100,之后陶瓷基板块100被推动到第二y向输送机构53的输出位置;
36.吸附转运机构70用于将处于第二y向输送机构53的输出位置的陶瓷基板块100吸附,吸附转运机构70包括机械转运机构71、吸附头72,机械转运机构71包括朝向后方贴付工位设置的x向轨道73,其确保转运贴付一步到位、无需后续人工作业或二次定位;
37.x向轨道73对应位置处、且对应于吸附头72的下方位置还设置有相机检测机构74,相机检测机74构沿着x向轨道73的后方位置布置有ng废料箱75,相机检测不合格的陶瓷基板块100直接丢弃于ng废料箱75。
38.相机检测机74包括相机741和光源742,光源742打光,通过相机741获取的图像进行检测识别。
39.具体实施时:分条机构40集成于第三x向输送机构51的起始端位置,第三x向输送机构51对应于第一切刀的正下方设置有避让缺口,第三x向输送机构51被避让缺口分隔为两段式结构;
40.分块机构60集成于第二y向输送机构上,第二y向输送机构对应于第二切刀的正下方设置有避让缺口,第二y向输送机构被避让缺口分隔为两段式结构。
41.工作流程如下:1.将陶瓷板原料放进料盒中,一盒放多片,将料盒放到上料机机构上;
42.2.上料机构将料盒中的陶瓷板一片一片的推出;
43.3.推出的陶瓷板通过搬运机构流动到分条机构,分条机构下压,将整板分成条状;
44.4.陶瓷基板条继续向前流动,到达分块机构;
45.5.分块机构下压,将条状产品分成陶瓷基板块;
46.6.陶瓷基板块通过吸附转运机构流动到相机检测机构的位置;
47.7.检测后,合格品被搬运到后方贴付工位进行贴付,ng品被搬入ng废料向。
48.其工作原理如下,整块将陶瓷板通过上料机构输送、然后通过第一搬运机构使得陶瓷板送入分条机构,分条机构将陶瓷板分条,之后条状陶瓷基板被沿着第二搬运机构被步进间隔输送至分块机构,分块机构将条状陶瓷基板切割为块状陶瓷基板,第二搬运机构将块状陶瓷基板输送到特定的输出位置,然后通过吸附转运机构进行点对点转运,将块状陶瓷基板转运到后方的贴付工位、并自动贴合;其实现了切割下的陶瓷基板通过机械手点对点转运到后方的贴付工位、并能自动贴合,其使得生产效率高,且不会造成人为污染,确保生产品质。
49.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
50.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。