1.本发明属于同步器齿套生产技术领域,具体涉及一种同步器齿套防错、漏加工自动连线检测设备及检测方法。
背景技术:
2.同步器齿套是同步器内重要的零件,整体呈环形。在同步器齿套1内设置有多个内花键1a,在内花键1a的侧面上设置有倒锥1b,在内花键1a的上端设置有锁止角1c,同时在同步器齿套1上设置周向均布有缺齿1d和滑块槽1e,在缺齿中的内花键上还设置有下沉台阶1f。在实际加工过程中,会导致倒锥、锁止角、缺齿、滑块槽、下沉台阶错加工或漏加工的情况。
3.在中国专利cn210571336u中公开了一种倒锥、尖角及滑块槽漏序检测装置,包括定位盘、定位芯轴、尖角倒锥防漏序塞块、限位挡板以及接近开关。该装置在检测时,需要将同步器齿套套装在芯轴上,然后工件在重力的作用下向下方的接近开关移动,使尖角倒锥防漏序塞块与定位芯轴上对应检测点与工件对应特征贴合,当倒锥、尖角及滑块槽均加工且尺寸合格后,进行打标,打标完成后,再将工件向上推出并取出工件,完成检测。
4.在上述检测过程中,其检测时需要先将同步器齿套上对应特征对准后套入工件,并且在取出工件时,需要向上推出工件,整个过程只能由人工完成,其过程中易出现工件安装时无法对准,从而导致检测结果出现偏差的情况,并且人工检测会增加人工成本。
技术实现要素:
5.本发明拟提供一种同步器齿套防错、漏加工自动连线检测设备及检测方法,能自动对同步器齿套进行检测,并且对于检测合格后的产品进行正常流转,不合格产品单独流转。
6.为此,本发明所采用的技术方案为:一种同步器齿套防错、漏加工自动连线检测设备,包括用于放置plc控制器的控制柜,所述控制柜的上方设置有工作台,所述工作台的上方设置有安装板,所述安装板上设置有与控制柜电连接的定位检测总成,所述定位检测总成包括能转动的定位盘,所述定位盘内设置有中心通孔,所述定位盘上侧围绕中心通孔设置有用于卡放同步器齿套的环槽,所述中心通孔内有三爪卡盘,且三爪卡盘不随着定位盘一起转动,所述同步器齿套卡放在环槽中,且套在三爪卡盘外,所述三爪卡盘的每个卡爪上均设置有用于检测同步器齿套上下沉台阶和缺齿的第一检测块,所述三爪卡盘其中一个卡爪上还设置有用于检测同步器齿套上倒锥、锁止角和滑块槽的第二检测块,所述第二检测块与第一检测块一起动作,所述定位检测总成上设置有用于显示控制柜内的plc控制器与同步器齿套生产输送线是否连接的信号指示灯。
7.作为上述方案中的优选,所述第一检测块与同步器齿套内壁相对的壁面为弧形面,所述第一检测块与同步器齿套内壁相对的壁面的中部设置有供同步器齿套上内花键齿卡入的第一检测槽,所述第一检测槽的下端设置有用于检测下沉台阶的检测凸起,所述第
一检测块的侧面到第一检测槽相应侧的内壁的弧长与两个内花键齿距减去一个内花键齿宽的值相匹配。
8.进一步优选,所述第二检测块与同步器齿套内壁相对的壁面设置有第二检测槽,所述第二检测槽的上内壁面设置为与锁止角相匹配的斜面,所述第二检测槽的两侧壁面上均设置有与倒锥相匹配的倒锥凸起,所述第二检测槽的内壁上设置有与滑块槽相匹配的滑块槽凸起。
9.进一步优选,所述定位检测总成包括罩在安装板上的定位壳体,所述定位壳体内设置有凸轮分割器,所述定位盘设置在凸轮分割器的上方,所述定位盘的上端伸出定位壳体,所述信号指示灯设置在定位壳体的顶面上。
10.进一步优选,所述定位壳体顶面上设置有用于控制凸轮分割器旋转角度的控制旋钮,所述定位壳体顶面上还设置有用于指示同步器齿套是否合格的合格指示灯。
11.进一步优选,所述控制柜的侧面设置有散热器。
12.进一步优选,所述工作台通过成矩形分布的四个支腿支撑在控制柜上方,所述安装板的底面设置有支撑在控制柜上且呈矩形分布的四个支脚,所述支脚位于在工作台的前后两侧。
13.本发明还提供了一种同步器齿套防错、漏加工自动连线检测方法,基于上述的同步器齿套防错、漏加工自动连线检测方法,包括如下步骤,
14.s1:设备确认,检查设备的连接正常,保证信号指示灯处于常亮状态;
15.s2:来料或上料,通过机械手或者人工将同步器齿套放置在环槽内;
16.s3:检测,通过三爪卡盘控制第一检测块和第二检测块向靠近同步器齿套内圈的方向伸出,同时对同步器齿套进行检测,检测完成后,三爪卡盘控制第一检测块和第二检测块回位;
17.s4:下料,当检测合格后,通过机械手或者人工将同步器齿套取走,并放回生产输送线正常流转,当检测不合格时,通过机械手或者人工将同步器齿套取走,放入不合格品料道。
18.进一步优选,在s3中,当第一检测块和第二检测块伸出对同步器齿套进行第一次检测,其结果不合格时,第一检测块和第二检测块回位,然后定位盘带动同步器齿套转动一定角度,重复检测。
19.进一步优选,每次旋转的角度为360
°
/内花键齿数,重复检测的次数最多为内花键齿数/3。
20.本发明的有益效果:
21.1)检测时,通过机械手或人工将同步器齿套对准定位盘的中心,然后内侧的第一检测块与第二检测块同步向外伸出对同步器齿套进行检测,检测完成后,通过机械手或人工将其取出,进行流转,整个过程可以不需要人工参与,其工作效率高,减少人工成本;
22.2)在本装置上设置有合格指示灯和控制旋钮,使本装置也能通过人工上下料,然后完成合格品与不合格品的分拣;
23.3)由于第一检测块设置在三爪卡盘上,使其在检测时,能实现自动定心并检测,使机械手或人工下放置同步器齿套时,允许同步器齿套的中心与定位盘的中心出现误差;
24.4)由于定位盘能转动,检测时,定位盘能带着同步器齿套转动,使得工件在放置时
允许同步器齿套的缺槽未对准检测块放入。
附图说明
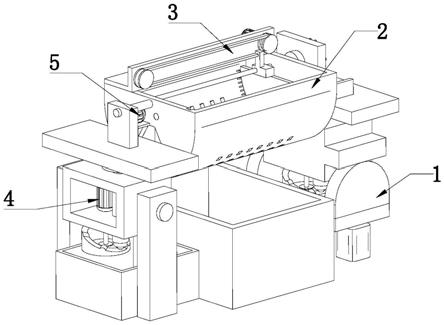
25.图1为本发明的结构示意图一。
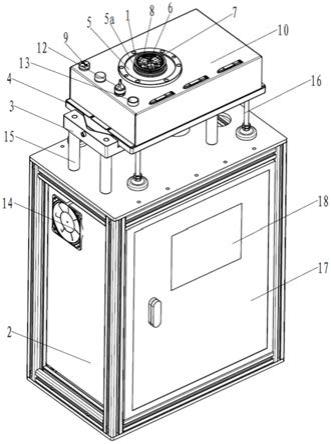
26.图2为本发明的结构示意图二。
27.图3为本发明的结构示意图三。
28.图4为本发明的结构示意图四(无定位壳体后的俯视图)。
29.图5为图2中m的放大图。
30.图6为本发明中第二检测模块的示意图。
具体实施方式
31.下面通过实施例并结合附图,对本发明作进一步说明:
32.如图1-6所示,一种同步器齿套防错、漏加工自动连线检测设备,主要由控制柜2、工作台3、安装板4和定位检测总成组成,其中包括控制柜2用于放置plc控制器,在控制柜2的上方设置有工作台3,在工作台3的上方设置有安装板4,在安装板4上设置有与控制柜2电连接的定位检测总成。
33.定位检测总成包括能转动的定位盘5,在定位盘5内设置中心通孔,在定位盘5上侧围绕中心通孔设置有用于卡放同步器齿套的环槽5a,在中心通孔内有三爪卡盘6,且三爪卡盘6不随着定位盘5一起转动,安装时,同步器齿套1卡放在环槽5a中,且套在三爪卡盘6外。在三爪卡盘6的卡爪上均设置有用于检测同步器齿套1上下沉台阶和缺齿的第一检测块7,在三爪卡盘6上其中一个卡爪上还设置有用于检测同步器齿套1上倒锥、锁止角和滑块槽的第二检测块8,且第二检测块8与第一检测块7一起动作。
34.为方便确定整个检测设备即控制柜2内plc控制器与同步器齿套生产输送线是否连接,在定位检测总成上设置有信号指示灯9,当信号指示灯9显示为绿色时,则表示连接成功,否则未连接。为方便检测控制柜内的电路,在控制柜上的侧面上设置有柜门17,且柜门17上设置有带锁的把手。为方便对控制柜内信息输出和输入,在柜门上设置有交互屏18。为方便控制柜的散热,在控制柜2的侧面设置有散热器14,且散热器14设置有两个,两个散热器14设置在对应侧面上,且一上一下地设置,其散热效果最好。
35.第一检测块7的具体结构如下:第一检测块7与同步器齿套内壁相对的壁面为弧形面,第一检测块7与同步器齿套内壁相对的壁面的中部设置有供同步器齿套上内花键齿卡入的第一检测槽7a,即第一检测槽7a的宽度与同步器齿套的内花键齿宽相匹配,第一检测槽7a的下端设置有用于检测下沉台阶的检测凸起7b,第一检测块7的侧面到第一检测槽7a相应侧的内壁的弧长与两个内花键齿距减去一个内花键齿宽的值相匹配。
36.第二检测块8的具体结构如下:第二检测块8与同步器齿套内壁相对的壁面设置有供同步器齿套上内花键齿卡入的第二检测槽8a,第二检测槽8a的上内壁面设置为与锁止角相匹配的斜面8b,第二检测槽8a的两侧壁面上均设置有与倒锥相匹配的倒锥凸起8c,第二检测槽8a的内壁上设置有与滑块槽相匹配的滑块槽凸起8d。
37.定位检测总成包括罩在安装板4上的定位壳体10,定位壳体10内设置有用于驱动定位盘5转动的凸轮分割器11,且凸轮分割器11能保证定位盘旋转的角度。定位盘5设置在
凸轮分割器11的上方,定位盘5的上端穿过定位壳体10,信号指示灯9设置在定位壳体10的顶面上。在定位壳体10内设置有用于驱动三爪卡盘上卡爪移动的伸缩缸20。
38.为方便整个装置由自动化与手动的切换,在定位壳体10设置有切换按钮。为方便工人控制凸轮分割器11转动的角度,在定位壳体10顶面上设置有控制旋钮12。为方便直接确认产品是否合格,在定位壳体10顶面上还设置有合格指示灯13,当合格指示灯13显示为绿色时,则产品合格,如显示为红灯,则不合格。
39.其中工作台3通过成矩形分布的四个支腿15支撑在控制柜2上方,安装板4的底面设置有支撑在控制柜2上且呈矩形分布的四个支脚16,支脚16位于在工作台3的前后两侧。
40.基于上述中的同步器齿套防错、漏加工自动连线检测设备,一种同步器齿套防错、漏加工自动连线检测方法,其包括如下步骤,
41.步骤1:设备确认,检查设备的连接正常,保证信号指示灯9处于常亮状态;
42.步骤2:来料或上料,通过机械手或者人工将同步器齿套放置在环槽5a内;
43.步骤3:检测,通过三爪卡盘控制第一检测块7和第二检测块8向靠近同步器齿套内圈的方向伸出,同时对同步器齿套进行检测,检测完成后,三爪卡盘控制第一检测块7和第二检测块8回位,如其结果不合格时,定位盘带动同步器齿套转动一定角度,重复检测,其中定位盘每次旋转的角度为360
°
/内花键齿数,在重复检测中,如出现合格时,则产品合格,如所有次数产品不合格,则产品不合格;
44.步骤4:下料,当检测合格后,通过机械手或者人工将同步器齿套取走,并放回生产输送线正常流转,当检测不合格时,通过机械手或者人工将同步器齿套取走,放入不合格品料道。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。