1.本技术涉及尾纤的技术领域,尤其是涉及一种双芯尾纤及其辅助胶粘工装。
背景技术:
2.尾纤是光通信系统的重要组成,主要用于实现设备间光口互联和设备与光缆纤芯互联两项功能。尾纤的一端安装有光纤连接器,另一端为光纤或光缆的光连接线。
3.在相关技术中,尾纤包括连接器和两根光纤,两根光纤的一端均穿入连接器中并与连接器胶粘在一起。对尾纤进行生产时,先将两根光纤的一端穿入连接器中,然后再向连接器管注胶;待胶凝固后,光纤与连接器固定连接在一起。
4.针对上述中的相关技术,发明人认为向连接器中注胶时,若注胶头触碰到连接器就会造成连接器与光纤发生相对运动,从而需要工作人员重新对光纤和连接器的相对位置进行调整,进而存在有工厂对尾纤进行生产时生产效率较低缺陷。
技术实现要素:
5.为了提高工厂对尾纤进行生产时的生产效率,本技术的第一目的是提供一种双芯尾纤。
6.本技术提供的一种双芯尾纤采用如下的技术方案:一种双芯尾纤,包括连接器和两根光纤,所述连接器上设置有预紧组件,每根所述光纤的一端均插入所述连接器中,所述预紧组件用于对所述光纤进行预紧,所述光纤与所述连接器通过胶水固定。
7.通过采用上述技术方案,对双芯尾纤进行生产时,先将两根光纤的一端插入连接器中,然后在对预紧组件进行操作,继而使得预紧组件对光纤插入连接器中的一端进行预紧,然后再向连接器中注胶,若注胶过程中触碰到连接器,光纤在预紧组件的作用下会跟随连接器一块运动,从而减少了需要工作人员再次对光纤和连接器的相对位置进行调整的情况发生,进而达到提高工厂对双芯尾纤生产效率的效果。
8.可选的,所述预紧组件包括预紧片,所述连接器上开设有冲击孔,所述预紧片的一端与所述冲击孔的孔壁固定连接,所述预紧片的另一端与所述光纤抵触。
9.通过采用上述技术方案,将光纤的一端插入到连接器中后,对预紧片施加朝向连接器内部的压力,继而使得预紧片朝向连接器内部运动并发生变形,最终使得预紧片抵触在光纤上,即实现对光纤的预紧,减少向连接器中注胶时,连接器与光纤发生相对运动的情况发生,进而提高工厂对双芯尾纤生产时的工作效率。
10.可选的,所述连接器上开设有注胶孔,所述注胶孔与所述冲击孔相对设置。
11.通过采用上述技术方案,预紧片与光纤抵触后,将外部供胶用的胶嘴通过注胶孔插入连接器中,然后向连接器中注胶,继而使得胶水将连接器和光纤固定连接在一起,进而达到便于向连接器中注胶的效果。
12.可选的,所述连接器相对的两个周侧面平行设置,所述注胶孔和所述冲击孔均位
于两个平行设置的周侧面之间。
13.通过采用上述技术方案,对双芯尾纤进行生产时,可以通过观察连接器上互相平行的两个周侧面对连接器进行定位,从而使得注胶孔对准注胶的装置,进而达到便于对连接器进行定位的效果。
14.为了提高工厂对双芯尾纤的生产效率,本技术的第二目的是提供一种用于对双芯尾纤的辅助胶粘工装。
15.本技术提供的一种用于对双芯尾纤的辅助胶粘工装采用如下技术方案:一种用于对双芯尾纤的辅助胶粘工装,包括工作台和设置在所述工作台上用于对连接器进行夹持的夹持管,所述夹持管上设置有用于对预紧片冲击的冲击组件,所述夹持管上设置有用于对连接器注胶的注胶组件。
16.通过采用上述技术方案,生产双芯尾纤时,将连接器放置进夹持管中,然后将两根光纤的一端插入连接器中,再启动冲击组件,冲击组件对预紧片进行冲击,继而使得预紧片变形并抵触在光纤上,即实现对光纤的预紧,然后启动注胶组件,注胶组件通过注胶孔向连接器中注胶,最终使得光纤和连接器通过胶水固定连接在一起,此过程中减少了工作人员对双芯尾纤生产的直接参与,进而提高了工厂对双芯尾纤的生产效率。
17.可选的,所述夹持管与所述工作台呈夹角设置,所述夹持管的底部开设有进线口和出线口,所述进线口和所述出线口相对设置。
18.通过采用上述技术方案,对双芯尾纤进行生产时,将多个连接器放置到夹持管中,继而使得连接器沿着连接器运动,并且多个连接器中最底部的连接器运动至夹持管的底部,然后将光纤的一端通过进线口插入夹持管并插入连接器中,再将启动冲击组件,冲击组件对预紧片进行冲击,预紧片弯曲变形并抵触在光纤上,再启动注胶组件,注胶组件向连接器中注胶,最后将固定在一起的连接器和光纤通过出线口运动出夹持管,下一个连接器运动至夹持管的底部,进而达到提高工厂对双芯尾纤生产效率的效果。
19.可选的,所述冲击组件包括设置在所述出线口顶部的第一气缸和固定连接在所述第一气缸活塞杆上的冲击杆,所述第一气缸用于驱动所述冲击杆对预紧片进行冲击。
20.通过采用上述技术方案,将光纤插入到连接器中后,第一气缸启动,第一气缸对冲击杆进行驱动,冲击杆朝向靠近连接器的方向运动过,继而使得冲击杆对预紧片进行冲击,预紧片发生变形并抵触在光纤上,从而实现对预紧片的自动冲击,进而提高工厂对双芯尾纤的生产效率。
21.可选的,所述注胶组件包括设置在所述出线口底部的注胶管、滑动连接在所述注胶管上并与所述注胶管连通的注胶嘴和连通在所述注胶管上的供胶机,所述注胶管与夹持管固定连接,所述注胶机与所述工作台固定连接,所述注胶嘴用于插入注胶孔中并向连接器中注胶。
22.通过采用上述技术方案,预紧片抵触在光纤上之后,启动供胶机,供胶机通过注胶管向注胶嘴中供胶,注胶嘴朝向靠近连接器的方向滑动并给插入连接器中,从而使得注胶嘴中的胶水进入连接器中,即实现向连接器中注胶的效果。
23.可选的,所述夹持管上设置有推动组件,所述推动组件用于推动所述连接器朝向靠近出线口的方向运动。
24.通过采用上述技术方案,连接器运动至夹持管的底部后,启动推动组件,推动组件
对连接器进行推动,继而使得连接器运动至夹持管的出线口处,此时光纤运动至连接器中,然后再对启动冲击组件和注胶组件,即完成对双芯尾纤的生产,从而减少需要工作人员对连接器进行手动推动的情况发生,一方面减少工作人员的工作量,另一方面进一步提高工厂对双芯尾纤的生产效率。
25.可选的,所述推动组件包括推动盘、与推动盘传动连接的驱动电机和固定连接在所述推动盘边侧的推动杆,所述推动盘转动连接在夹持管内,所述推动盘位于夹持管靠近进线口的一侧,所述推动盘的转动轴线垂直于所述进线口朝向出线口的方向,所述驱动电机与所述夹持管固定连接。
26.通过采用上述技术方案,连接器运动至夹持管的底部时,启动驱动电机,驱动电机驱动推动盘转动,推动盘带动推动杆转动,推动杆抵触在连接器上并对连接器进行驱动,即实现连接器朝向出线口的方向运动。
27.综上所述,本技术包括以下至少一种有益技术效果:通过设置连接器、光纤和预紧组件,光纤的一端插入连接器中,预紧组件用于对光纤插入连接器中的一端进行预紧,从而减少向连接器中注胶时,连接器与光纤发生相对运动的情况发生,进而提高工厂对尾纤生产时的工作效率;通过在连接器上开设冲击孔,冲击孔中固定连接有预紧片,光纤插入连接器中后,通过对预紧片进行冲击,继而使得预紧片发生变形并抵触在光纤上,即实现对光纤的预固定;通过在连接器上开设注胶孔,预紧片抵触在光纤上之后,将注胶的胶嘴通过注胶孔插入连接器中,继而使得胶水通过注胶嘴进入连接器中,进而达到便于向连接器中注胶的效果。
附图说明
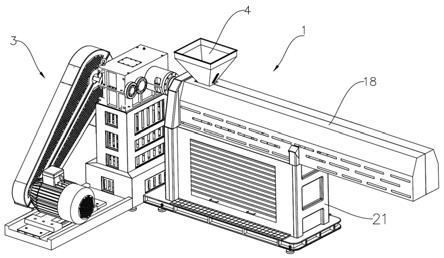
28.图1是本技术实施例双芯尾纤的结构示意图;图2是本技术实施例双芯尾纤的另一视角结构示意图,主要示出预紧片与光纤的连接关系;图3是本技术实施例辅助胶粘工装的结构示意图;图4是本技术实施例辅助胶粘工装的部分结构示意图,主要示出冲击组件;图5是本技术实施例辅助胶粘工装的部分结构示意图,主要示出注胶组件;图6是本技术实施例辅助胶粘工装的俯视图,主要示出导向组件。
29.附图标记说明:100、连接器;110、冲击孔;120、预紧片;130、注胶孔;200、光纤;300、工作台;400、夹持管;410、分离槽;420、进线口;430、出线口;440、l型块;441、容纳腔;500、冲击组件;510、第一气缸;520、冲击杆;600、注胶组件;610、注胶管;620、注胶嘴;621、第二气缸;630、供胶机;700、推动组件;710、驱动电机;720、推动盘;721、转动轴;730、推动杆;800、导向组件;810、总导管;820、分导管。
具体实施方式
30.以下结合附图1-6对本技术作进一步详细说明。
31.本技术实施例公开一种双芯尾纤。
32.参照图1,一种双芯尾纤包括连接器100和两根光纤200,其中连接器100自身具有中心孔,连接器100上设置有预紧组件。两根光纤200的一端插入连接器100上的中心孔中,预紧组件用于对光纤200插入连接器100中的一端进行预固定,连接器100和光纤200通过向中心孔中注胶固定连接在一起。通过使用预紧组件对光纤200进行预固定,可以减少向连接器100中注胶时,连接器100与光纤200发生相对运动的情况发生,从而减少需要工作人员对连接器100和光纤200的相对位置进行重新调整的情况发生,进而达到提高工厂对双芯尾纤生产效率的效果。
33.参照图1和图2,预紧组件包括预紧片120,连接器100上对应预紧片120开设有容纳预紧片120的冲击孔110,预紧片120的一端与冲击孔110的孔壁固定连接。光纤200的一端插入到连接器100中后,对预紧片120施加朝向连接器100内部的压力,继而使得预紧片120朝向连接器100中运动,预紧片120发生变形并抵触在光纤200上,从而使得光纤200与连接器100的内壁抵紧,即实现对光纤200的预固定,减少光纤200与连接器100发生相对运动的情况发生。
34.为了便于向连接器100中注胶,连接器100的周侧面上开设有注胶孔130,注胶孔130与连接器100上的中心孔连通。预紧片120抵触在光纤200上之后,通过注胶孔130向连接器100中注胶,继而使得胶水将连接器100和光纤200固定在一起,此过程减少了从连接器100的一端口向连接器100中注胶的情况发生,进而达到便于向连接器100中注胶的效果。
35.将光纤200的一端插入连接器100中前,需要先对冲击孔110和注胶孔130所在的位置进行定位,继而减少将光纤200插入连接器100中再次对连接器100进行调整的情况发生。
36.参照图1和图2,为了方便工作人员对注胶孔130和冲击孔110进行定位,连接器100相对的两个周侧面平行设置,并且冲击孔110和注胶孔130均位于互相平行的两个周侧面之间。对冲击孔110和注胶孔130所在的位置进行定位时,工作人员只需查看相互平行的两个周侧面所在的位置即可实现对冲击孔110和注胶孔130所在位置的确定,进而达到便于工作人员对冲击孔110和注胶孔130进行定位的效果。
37.本技术实施例一种双芯尾纤的实施原理为:对双芯尾纤进行生产时,先对连接器100上的冲击孔110和注胶孔130进行定位,继而使得冲击孔110和注胶孔130位于便于工作人员或装置对其作业的位置。然后将两根光纤200的一端插入连接器100中,再对预紧片120施加朝向连接器100内部的力,从而使得预紧片120发生变形并抵触在光纤200上,光纤200与连接器100的内壁抵触,即实现对光纤200插入连接器100中一端的预固定。最后再通过注胶孔130向连接器100中注胶,最终使得连接器100与光纤200通过胶水固定连接在一起。此过程中减少了向连接器100中注胶时,连接器100与光纤200发生相对运动的情况发生,即减少需要工作人员对连接器100和光纤200之间的相对位置进行重新调整的情况发生,增加工厂对双芯尾纤的生产效率。
38.本技术实施例还公开了一种用于对双芯尾纤的辅助胶粘工装。
39.参照图3,一种用于对双芯尾纤的辅助胶粘工装包括工作台300、夹持管400、冲击组件500和注胶组件600,其中夹持管400设置在工作台300上,冲击组件500和注胶组件600相对设置,冲击组件500和注胶组件600均设置在夹持管400上。对双芯尾纤进行生产时,将连接器100放置到夹持管400中,然后外部其他的装置将光纤200传送至夹持管400,并使得光纤200穿入连接器100中,然后启动冲击组件500,冲击组件500对预紧片120进行冲击,继
而使得预紧片120发生变形并抵触在光纤200上,再启动注胶组件600,注胶组件600插入注胶孔130中并向连接器100中注胶,最终使得连接器100和光纤200通过胶水固定连接在一起。
40.夹持管400上的中心孔垂直于夹持管400长度方向上的截面为长方形并与连接器100相适配,夹持管400的周侧面上开设有分离槽410,分离槽410与夹持管400上的中心孔连通,夹持管400的底部开设有进线口420和出线口430,进线口420和出线口430相对设置。夹持管400与工作台300呈夹角设置,夹持管400与工作台300呈90度夹角设置,并且夹持管400的底部与工作台300固定连接。冲击组件500和注胶组件600均设置在夹持管400的出线口430处。
41.为了减少便于对双芯尾纤进行生产,对双芯尾纤进行生产时,可以将多个连接器100放置到夹持管400中,继而使得连接器100上相互平行的两个周侧面分别与夹持管400中相对的两个内壁抵触,多个连接器100中相对水平面位置最低的一个位于夹持管400的进线口420和出线口430处。外部其他的装置将光纤200的一端通过进线口420插入连接器100中后,冲击组件500对预紧片120进行冲击,然后注胶组件600向连接器100中注胶,然后外部其他的装置继续对光纤200进行传送,光纤200带动着连接器100经出线口430运动出夹持管400,然后夹持管400中剩余的其他连接器100在重力的作用下朝向靠近工作台300的方向运动,相对位置最低的一个运动至进线口420和出线口430所在的位置,外部其他的装置再次对光纤200进行传送,此过程中减少了工作人员直接对连接器100和光纤200进行直接操作的情况发生,进而达到便于对双芯尾纤进行生产的效果。
42.若连接器100沿着夹持管400滑动的过程中,连接器100在夹持管400中出现卡滞,此时工作人员可以使用额外的辅助工具通过分离槽410插入夹持管400,并对夹持管400中的连接器100进行调整,进而使得连接器100在夹持管400正常运动。
43.参照图4和图5,夹持管400通过l型块440与工作台300固定连接,l型块440的一端固定连接在夹持管400的底部l型块440的另一端固定连接在夹持管400的出线口430处,夹持管400上的出线口430朝向l型块440延伸设置并将l型块440贯穿,l型块440的底部与工作台300固定连接。l型块440上开设有两个容纳腔441,一个容纳腔441位于出线口430的顶部,另一个容纳腔441位于出线口430的底部,并且两个容纳腔441均与出线口430连通。冲击组件500设置在位于出线口430顶部的容纳腔441中,注胶组件600设置在位于出线口430底部的容纳腔441中。
44.参照图4,冲击组件500包括第一气缸510和冲击杆520,冲击杆520与第一气缸510的活塞杆同轴固定连接,第一气缸510的活塞杆与对应容纳腔441的腔底固定连接,第一气缸510的活塞杆运动时,带动冲击杆520朝向靠近或远离注胶组件600的方向运动,继而使得冲击杆520对连接器100上的预紧片120进行冲击。
45.参照图3和图5,注胶组件600包括注胶管610、注胶嘴620和供胶机630,其中注胶嘴620的内部通道朝向进线口420设置,注胶嘴620滑动连接在注胶管610的一端上并与注胶管610连通设置,注胶管610的另一端与供胶机630连通设置。注胶嘴620设置在位于出线口430底部的容纳腔441中,注胶管610与注胶嘴620连接的一端穿入对应的容纳腔441中,供胶机630固定连接在工作台300的底部。位于出线口430底部的容纳腔441中设置有两个第二气缸621,两个第二气缸621相对设置并分别位于注胶嘴620的两侧。每个第二气缸621的缸体均
与对应容纳腔441的腔底固定连接,每个第二气缸621的活塞杆均与注胶嘴620固定连接。将注胶嘴620插入注胶孔130中时,启动第二气缸621,第二气缸621对注胶嘴620进行驱动,注胶嘴620与注胶管610发生相对滑动,并且注胶嘴620朝向靠近冲击杆520的方向运动,进而使得注胶嘴620插入注胶孔130中。
46.注胶嘴620向连接器100中注胶时,由于注胶嘴620的内部通道为朝向进线口420的方向设置,所以可以使得注胶嘴620中的胶水沿着注胶嘴620内部通道的方向进入连接器100中,从而减少胶水在连接器100中溢出的情况发生。
47.在光纤200插入连接器100中后,需要对连接器100进行推动,继而使得连接器100运动至出线口430处,此时外部其他的装置继续对光纤200进行传送,从而使得光纤200跟随连接器100运动至出线口430处,并且连接器100上的冲击孔110对准冲击孔110,连接器100上的注胶孔130对准注胶嘴620。
48.参照图3和图4,为了实现连接器100自动朝向出线口430所在的方向运动,夹持管400上设置有推动组件700,推动组件700用于对连接器100进行推动,继而使得连接器100朝向靠近出线口430的方向运动,即实现连接器100自动朝向出线口430所在的方向运动。
49.推动组件700包括驱动电机710、两个推动盘720和两个推动杆730,推动杆730与推动盘720一一对应设置,两个推动盘720同轴间隔设置,每个推动杆730均固定连接在对应推动盘720朝向另一推动盘720端面的边侧。两个推动盘720之间同轴固定连接有转动轴721,驱动电机710的输出轴与其中一个推动盘720同轴固定连接。两个推动盘720均转动连接在夹持管400和l型块440中,传动轴垂直于进线口420朝向出线口430的方向设置,驱动电机710与夹持管400固定连接。对连接器100进行推动时,启动驱动电机710,驱动电机710带动推动盘720转动,推动盘720带动推动杆730转动,推动杆730与连接器100抵触并对连接器100朝向靠近出线口430的方向推动,继而使得连接器100运动至出线口430处,然后冲击组件500和注胶组件600再工作。
50.参照图3和图6,为了增加光纤200插入连接器100中的准确性,工作台300上设置有导向组件800,导向组件800用于对光纤200的运动方向进行导向,从而使得光纤200准确的插入连接器100中,进而增加光纤200插入连接器100中的准确性。
51.导向组件800包括一个总导管810和两个分导管820,总导管810和分导管820均呈喇叭状,总导管810和两个分导管820的中心轴线均水平设置并三者共面设置,总导管810和分导管820直径较小的一端靠近夹持管400设置,两个分导管820均位于总导管810背离夹持管400的一侧,总导管810位于夹持管400的进线口420处。两个分导管820关于总导管810的中心轴线对称设置,两个分导管820的中心轴线均总导管810的中心轴线交点位于总导管810靠近夹持管400的一侧,分导管820和总导管810均与工作台300固定连接。外部其他的装置对光纤200进行传送时,使得一根光纤200的一端穿过一个分导管820,然后再使得两根光纤200在总导管810中汇集后经进线口420进入夹持管400中并穿入连接器100中,进而增加光纤200穿入连接器100中的准确性。
52.本技术实施例一种用于对双芯尾纤的辅助胶粘工装的实施远离为:对双芯尾纤进行生产时,先将多个连接器100放置到夹持管400中,使得连接器100上相互平行的两个周侧面分别与夹持管400中相对的两个内壁抵触,连接管沿着夹持管400的长度方向滑动。然后使用外部其他的装置对光纤200进行传送,继而使得一根光纤200插入一个分导管820中,另
一根光纤200插入另一个分导管820中,外部其他的装置继续对光纤200进行传送,两根光纤200在总导管810中汇集后经进线口420插入连接器100中。此时启动驱动电机710,驱动电机710带动推动盘720转动,推动盘720带动推动杆730运动,推动杆730与连接器100抵触,推动杆730对连接器100朝向出线口430的方向推动,在推动杆730对连接器100进行推动的过程中外部其他的装置继续对光纤200进行传送,使得光纤200跟随连接器100一同运动。最终使得连接器100运动至出线口430处,冲击孔110对准冲击杆520,注胶孔130对准注胶嘴620。
53.然后启动第一气缸510,第一气缸510对冲击杆520进行驱动,冲击杆520对预紧片120进行冲击,预紧片120发生变形并抵触在光纤200上,再启动第二气缸621,第二气缸621对注胶嘴620进行驱动,注胶嘴620插入注胶孔130中,然后启动供胶机630,供胶机630向供胶管中提供胶水,供胶管中的胶水经注胶嘴620进入连接器100中,连接器100和光纤200通过胶水固定连接在一起,即完成对双芯尾纤的生产。
54.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。