1.本发明涉及玻璃工艺技术领域,具体为一种基于发卡水包控制的流液道温度控制系统和方法。
背景技术:
2.玻璃生产主要径由熔化、锡槽、退火窑和冷端这四个工段。其中熔化工段位于整个玻璃生产线的最前端,它的作用是把各个原材料进行高温熔化发生化学反应,从而形成玻璃液。整个熔化工段熔窑又可以细分为三个部分,从前往后依次为:熔化部、澄清部、冷却部和流液道,同时每个部分的温度要求也各不相同。流液道是熔化工段最末端的出口、锡槽工段的进口,在以往的生产线中,流液道温度都是与熔化的稀释风机相关联,通过控制风机的风量从而控制熔化工段冷却部和流液道的温度。这种方式的缺陷在于风机的风量不容易计算,生产人员只能通过大量的生产经验得出风机需要开多大功率,由于冷却风口在熔窑冷却部的外部,无法伸入到其内部,故冷却速度缓慢且存在大滞后的现象,然后是温控的必然超调现象,温控极不稳定。进而影响了流液道口玻璃液的各种参数和特性,使得后面的成品不够理想。尤其是超薄玻璃产品不良影响更加的明显。随着光伏玻璃的兴起,生产超薄玻璃已越发重要,故更为快速和精确的控制冷却部和流液道的温度也更为重要。
3.公开号为cn103412586a的中国发明专利申请公开了一种超薄浮法玻璃退火窑温度控制系统,该申请采用profibus-dp组成工业网络,dcs作为控制中枢,提高了系统的控制精度、可靠性和兼容性,从而实现对退火窑的温度控制。该专利未涉及在流液道处的温度控制。
技术实现要素:
4.本发明所要解决的技术问题在于:提供一种更加快速和精确的、没有温度超调的基于发卡水包控制的流液道温度控制系统和方法。
5.为解决上述技术问题,本发明提供如下技术方案:
6.一种基于发卡水包控制的流液道温度控制系统,包括流液道温度反馈机构、发卡水包装置和控制系统;
7.所述流液道温度反馈机构设置在流液道处用于检测流液道的温度;
8.所述发卡水包装置分别设置在冷却部两侧,包括机架、电机、传动链轮、支撑件、水包、主动轴和从动轴。
9.机架安装在冷却部一侧,机架上开设滑轨,支撑件包括滑动安装部和安装在滑动安装部下方的夹持部,滑动安装部滑动安装在滑轨上,夹持部的底部安装有水包;
10.传动链轮绕装在主动轴和从动轴上,主动轴和从动轴平行安装在机架上,主动轴与电机的传动轴连接;传动链轮的上端链条位于滑轨上,且与滑动安装部固定连接;
11.所述控制系统与流液道温度反馈机构和电机连接。
12.优点:本发明基于发卡水包装置,通过控制水包在冷却部的长度来对玻璃生产线
的流液道的温度进行控制,解决了之前的风冷控制方式的缓慢、滞后和超调的温控不稳定的缺陷,快速且精确稳定了流液道口的温度。提高了玻璃液参数的稳定性与合格性,进而保证了玻璃液稳定度的流动性。为后续设备的易操作和稳定性提供了非常有利的基础,使的后续工段生产的稳定性大大提高,最终让玻璃产品的成品率和良品率大大提高,尤其是超薄玻璃生产线。
13.优选地,所述流液道温度反馈机构采用s型铂铑-铂热电偶。
14.优选地,流液道的温度范围在1100~1150℃内。
15.优选地,所述支撑件设置两个。
16.优选地,所述控制系统包括ai板卡、微机系统和ao板卡;
17.所述ai板卡与流液道温度反馈机构连接用于接收其反馈的信号并转换成温度值;
18.所述微机系统内具有pid控制块,所述pid控制块与ai板卡连接用于接收转换的温度值并计算出水包的调节量;
19.所述ao板卡与pid控制块连接用于接收调节量并将其转换成调节信号;同时所述ao板卡与电机连接。
20.优选地,所述微机系统还具有人机界面供生产人员输入。
21.本发明还公开了一种基于发卡水包控制的流液道温度控制系统的控制方法,包括如下步骤:
22.s1、流液道温度反馈机构测量流液道处的温度并给控制系统发送毫伏信号;
23.s2、控制系统基于步骤s1的毫伏信号,计算并输出调节信号给发卡水包装置的电机;
24.s3、电机基于步骤s2的调节信号,控制水包在冷却部内的长度以调节冷却部和流液道的温度。
25.优选地,步骤s2的具体操作步骤如下:
26.s21、所述ai板卡接收流液道温度反馈机构反馈的信号并转换成温度值,随后传递给微机系统;
27.s22、所述微机系统内的pid控制块基于步骤s21的温度值,计算出水包的调节量并发送给ao板卡;
28.s23、所述ao板卡接收步骤s221的调节量并将其转换成控制信号;随后ao板卡通过调节信号控制电机动作。
29.优选地,生产人员能够通过微机系统的人机界面自行输入水包的距离值进行控制。
30.与现有技术相比,本发明的有益效果是:本发明基于发卡水包装置,通过控制水包在冷却部的长度来对玻璃生产线的流液道的温度进行控制,解决了之前的风冷控制方式的缓慢、滞后和超调的温控不稳定的缺陷,快速且精确稳定了流液道口的温度。提高了玻璃液参数的稳定性与合格性,进而保证了玻璃液稳定度的流动性。为后续设备的易操作和稳定性提供了非常有利的基础,使的后续工段生产的稳定性大大提高,最终让玻璃产品的成品率和良品率大大提高,尤其是超薄玻璃生产线。
附图说明
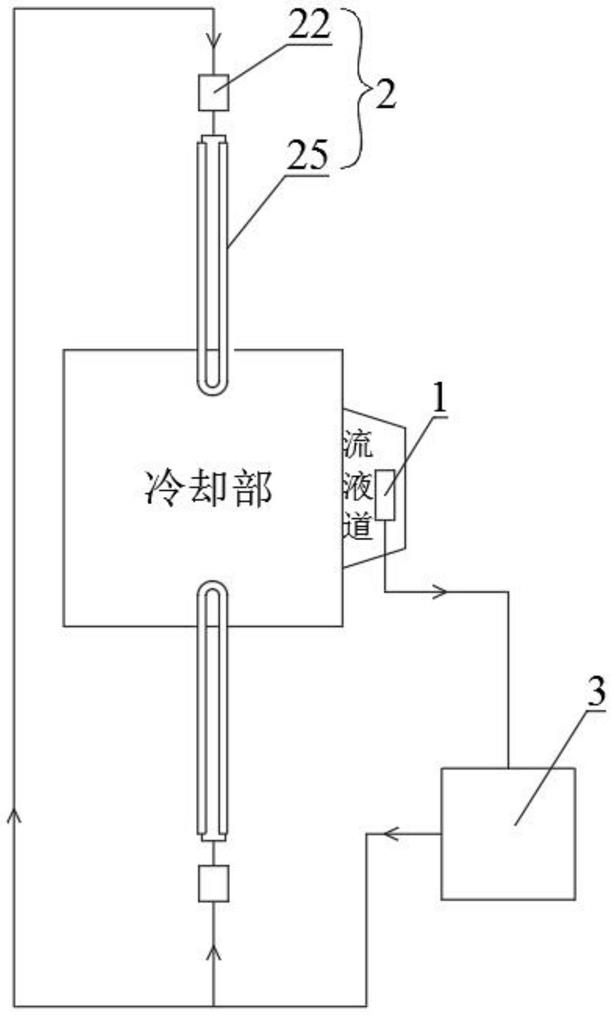
31.图1为本发明的实施例的整体结构示意图;
32.图2为本发明的实施例的发卡水包装置的主视图;
33.图3为本发明的实施例的流程示意图。
具体实施方式
34.为便于本领域技术人员理解本发明技术方案,现结合说明书附图对本发明技术方案做进一步的说明。
35.术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本技术的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
36.参阅图1,本实施例公开了一种基于发卡水包控制的流液道温度控制系统3,包括流液道温度反馈机构1、发卡水包装置2和控制系统3。
37.流液道温度反馈机构1设置在流液道处用于检测流液道的温度;温度控制的关键一环是温度的实时检测反馈机构,没有准确的温度检测反馈,温度的控制就无法实现闭环。流液道是熔化工段末端的出口,同时也是锡槽工段的入口,生产人员可以在此观察玻璃液的质量是否能达到生产超薄玻璃的条件。流液道温度一般要控制在1100~1150℃内,本控制系统3流液道热电偶选择s型铂铑10-铂热电偶。s型铂铑10-铂热电偶具有准确度最高,稳定性最好,测温温区宽,使用寿命长等优点,且其物理、化学性能良好,热电势稳定性及在高温下抗氧化性能好,适用于氧化性和惰性气体中。同时s型铂铑10-铂热电偶在800~1300℃范围内的准确度最高,正好符合生产中对流液道温度的要求。
38.参阅图2,发卡水包装置2分别设置在冷却部两侧,包括机架21、电机22、传动链轮23、支撑件24和水包25。
39.机架21安装在冷却部一侧,机架21上开设滑轨,滑轨与冷却部玻璃流动方向水平垂直,支撑件24包括滑动安装部241和安装在滑动安装部241下方的夹持部242,滑动安装部241滑动安装在滑轨上,夹持部242的底部安装有水包25。
40.传动链轮23绕装在主动轴26和从动轴27上,主动轴26和从动轴27平行安装在机架21上,使传动链轮23呈水平拉长的“o”型,主动轴26与电机22的传动轴连接;传动链轮23的上端链条位于滑轨上,且与滑动安装部241固定连接,具体地,传动链轮23的链条在经过滑动安装部241时,将对应的链条拆除,然后将滑动安装部241接在缺失的链条处从而实现支撑件24与传动链轮23的固定连接。
41.其中,支撑件24能够设置多个,用于保证水包25的可靠连接,本实施例中,设置两个支撑件24来夹持水包25。
42.当需要水包25伸入冷却部时,控制电机22启动,电机22的传动轴带动主动轴26转动,主动轴26转动带动传动链轮23进行转动,因此传动链轮23在滑轨上进行滑动,从而带动支撑件24向着冷却部的方向移动,进而带动支撑件24下方的水包25伸入冷却部。
43.同理若要水包25缩回,则只需控制电机22反转。因此只需控制电机,便能控制水包25伸入冷却部的长度。
44.通过控制电机22能够控制水包25伸进熔化工段冷却部的长度,进而使冷却部达到所需要的温度。玻璃液在达到冷却部后,玻璃液的粘稠度、质量等必须要达到成形的条件才行;不然在后续的生产环节中会产生大量的废板,造成玻璃板质量大幅下降或者成品率大大降低。所以更精确的控制冷却部温度是极其重要的。
45.参阅图3,控制系统3包括ai(模拟量输入)板卡31、微机系统32和ao(模拟量输出)板卡33。
46.ai板卡31与流液道温度反馈机构1连接用于接收其反馈的信号,ao板卡33与电机22连接用于控制电机22动作,微机系统32内具有pid控制块,微机系统32与ai板卡31连接用于接收ai板卡31转换的温度值,pid控制块根据生产人员设定的温度与ai板卡31提供的实际温度值计算出水包25的调节量;控制系统32与ao板卡33连接用于将调节量发送给ao板卡33,随后ao板卡33将调节量转换成电信号对电机22进行控制。
47.其中微机系统还具有人机界面,生产人员能够通过人机界面对水包25的距离进行调节。
48.需要说明的是,控制系统3控制电机22的过程是:控制系统3先与电机执行机构(图未示出)连接,随后电机执行机构控制电机22的运动状态。电机执行机构能够将收到的4~20ma的电信号线性转换为水包25的行程(起点和终点)从而通过控制电机22的转动来控制水包25的运动轨迹。
49.控制系统3的ai板卡31接入流液道温度反馈机构1接收反馈的毫伏信号,随后控制系统3将其转化成实时的温度值发送给微机系统32中,微机系统32中的pid控制块结合实时温度值和生产人员设定的温度运算得出水包25的调节量,然后发送给ao板卡33将调节量转换成4~20ma信号输出给电机22。最后电机22根据接收的信号控制水包25在冷却部内的长度。同时微机系统32内还设有算法块用于使对电机22的控制更加准确,并提供人机界面,当生产人员想要自己控制水包25移动时,其可以在人机界面内输入自己想要的距离值,然后通过ao板卡33来控制电机动作实现对水包25的控制,因此生产人员能够在全自动控制状态下,进一步调整发卡水包的位置来使冷却部和流液道达到生产所需的最佳温度。
50.控制系统3以微处理器为基础,具有控制功能分散、显示操作集中、兼顾分而自治和综合协调的特点。生产人员可以位于中央控制室,通过上位机设定最理想状态下的流液道热电偶的温度,然后控制系统3就会自动控制电机22,进而操控水包25伸入熔化工段冷却部的长度;最后生产人员再通过上位机观察流液道热电偶所显示的实际温度是否达到设定温度。这样生产人员根本不需要前往现场,只需在控制系统3输入设定温度,即可使现场实际温度与设定温度相吻合,从而使玻璃液更快达到成形所需要的各种条件。
51.本实施例能够更精确地控制玻璃生产线熔化工段冷却部与流液道的温度,从而以最快速度提高玻璃液各指标到达成形的条件,进而提高超薄玻璃的成品率和良品率,降低了超薄玻璃大规模生产的成本以及为光伏玻璃等各种新型玻璃的生产做好了准备。
52.本实施例还公开了一种基于发卡水包控制的流液道温度控制方法,包括如下步骤:
53.s1、流液道温度反馈机构1测量流液道处的温度并给控制系统3发送毫伏信号;
54.s2、控制系统3基于步骤s1的毫伏信号,计算并输出调节信号给发卡水包装置2的电机22;
55.s3、电机22基于步骤s2的调节信号,控制水包25在冷却部内的长度以调节冷却部和流液道的温度。
56.步骤s2的具体操作步骤如下:
57.s21、所述ai板卡31接收流液道温度反馈机构1反馈的信号并转换成温度值,随后传递给微机系统32;
58.s22、所述微机系统32内的pid控制块基于步骤s21的温度值,计算出水包25的调节量并发送给ao板卡;
59.s23、所述ao板卡33接收步骤s221的调节量并将其转换成控制信号;随后ao板卡33通过调节信号控制电机22动作。
60.其中,生产人员能够通过微机系统32的人机界面自行输入水包25的距离值进行控制。
61.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
62.以上所述实施例仅表示发明的实施方式,本发明的保护范围不仅局限于上述实施例,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。