1.本发明涉及医疗器械的技术领域,特别涉及一种膜丝组件及其制作方法和膜肺。
背景技术:
2.体外膜肺氧合(ecmo)系统是一种为患者提供持续的体外呼吸与循环以在特殊情况下维持患者生命的系统,它的核心部分是膜肺(人工肺)和血泵头(人工心脏)。膜肺(人工肺)的作用是将输入的血液进行氧合,输出氧合后的动脉血。血泵头(人工心脏)的作用是提供血液在管道中流动的驱动力,目前的ecmo系统在运行过程中,将膜肺和血泵通过管路连接入患者的循环系统中,形成一个回路,将血泵头装在驱动系统上,驱动血泵头中的血液流动,使血液从患者体内抽出,流入膜肺进行氧合,氧合后的血液被重新注入患者体内。
3.目前膜肺主要分为圆形膜肺和方形膜肺,不管哪种形式的膜肺,其最基本的结构都是由pmp中空纤维膜(也称为膜丝)组成,膜丝是由pmp(一种高分子塑料)材料注塑形成的极细的管子,外径约400微米,内径约200微米。膜肺内部就是将很多根中空纤维膜丝固定在一起,让管子内部通过氧气,管子外部流过血液,从而实现血氧交换,达到临时代替人肺的功能。
4.一根膜丝显然不足以达到为一个人实现血氧交换的数量,通常是将一定长度的膜丝并排放置,然后通过细线将一根根膜丝编织在一起形成片状,就像将一根根竹签编织成凉席,或者古时候将竹片编织成竹简。然后再将片状膜丝横竖叠加在一起,两边封胶避免血液和氧气的直接接触,将氧气从膜丝管子内部通过,血液通过膜丝外部,从而实现高效率血氧交换。
5.膜丝需要编织的另一个原因是,膜丝外部需要血液流过,因此膜丝与膜丝之间需要保持一定的间隙,血液从间隙通过。
6.由于膜丝极细,而且软,将膜丝编织成片状并不容易,需要特殊的编制机和苛刻的编织工艺,编织丝需要以非常准确的力度捆住膜丝,力度过大会将膜丝压扁甚至压断,力度过小达不到固定效果,因此编织合格率极低,导致制作成本居高不下。
7.对膜丝进行编织导致的另外一个很大的问题是血栓的发生。在ecmo治疗系统中,出现最常见且最影响ecmo系统使用寿命的问题是血栓的发生。实践中我们发现在膜肺中血栓的产生大部分是附着在编织丝附近,因为编织丝一般是棉质的细线,血液沉积在棉线纤维之间无法自由流走,血栓就很容易以棉线为核心开始扩展形成。
技术实现要素:
8.本发明的目的是提供一种膜丝组件及其制作方法和膜肺,通过胶层将多根膜丝固定成片状的膜丝组件,可降低制作成本和大幅提高制作效率,并可提高膜丝组件的制作合格率;另外采用胶层固定膜丝,减少了血栓的发生,因此可提高ecmo系统的使用寿命。
9.本发明的第一方面提供了一种膜丝组件,包括:多根膜丝,所述膜丝按预设间隙并排依次布置;胶层,其与相邻的两根所述膜丝连接,以使相邻的两根所述膜丝的位置相对固
定。
10.可选的,所述胶层的材料包括uv紫外胶水,所述uv紫外胶水的粘度为100-300厘帕秒。
11.可选的,所述胶层包括第一胶层和第二胶层,所述第一胶层包裹所述膜丝的外表面,所述第二胶层的两端与相邻的两个所述第一胶层连接。
12.可选的,所述第二胶层的横截面的外轮廓设为圆弧形。
13.可选的,所述胶层沿所述膜丝的长度方向间隔设置,所述胶层间隔的距离为15-25mm。
14.本发明的第二方面提供了一种膜丝组件制作方法,包括:将多根膜丝按预设间隙并排依次布置;将胶水形成于所述膜丝的外表面上和填充于部分所述预设间隙;所述形成于所述膜丝的外表面上和填充于部分所述预设间隙的胶水凝固后形成胶层;其中,所述胶层用于将相邻的两根所述膜丝连接,以使相邻的两根所述膜丝的位置相对固定。
15.可选的,所述将多根膜丝按预设间隙并排依次布置之后,包括:向水平方向移动按预设间隙并排依次布置后的多根膜丝。
16.可选的,所述形成于所述膜丝的外表面上和填充于部分所述预设间隙的胶水凝固后形成胶层,包括:采用紫外灯固化所述形成于所述膜丝的外表面上和填充于部分所述预设间隙的胶水,调节固化温度至80-100℃;其中,所述紫外灯发射紫外线的波长包括365nm至405nm。
17.可选的,所述将胶水形成于所述膜丝的外表面上和填充于部分所述预设间隙,包括:所述向水平方向移动的移动速度包括3mm/s至20mm/s;挤出胶水的注胶针头与所述膜丝的上表面距离设为1mm-15mm;所述注胶针头孔径设为0.2mm-0.8mm。
18.本发明的第三方面提供了一种膜肺,包括所述的膜丝组件。
19.本发明的上述技术方案至少具有如下有益的技术效果:
20.1、本发明实施例通过胶层将多根膜丝固定成片状的膜丝组件,无需特殊的编制机和苛刻的编织工艺采用编织丝固定住膜丝,因此可降低制作成本,可大幅提高制作效率,并可提高膜丝组件的制作合格率;另外,在使用时将氧气从膜丝管子内部通过,血液通过膜丝外部,从而实现高效率血氧交换,由于没有使用编织的棉线纤维来固定膜丝,而是采用胶层固定膜丝,减少了血栓的发生,因此可提高ecmo系统的使用寿命。
21.2、本发明实施例提供的膜丝组件制作方法易于实施,制作工艺简单可控,采用的工装设备成本低。
附图说明
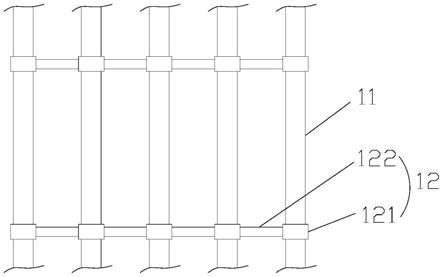
22.图1是根据本发明第一实施方式的膜丝组件的结构示意图;
23.图2是根据本发明第二实施方式的膜丝组件制作方法的流程图;
24.图3是根据本发明第三实施方式的膜丝组件制作过程的示意图。
具体实施方式
25.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本发
明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的概念。
26.本发明的第一方面提供了一种膜丝组件,如图1所示,包括:多根膜丝11,所述膜丝11按预设间隙并排依次布置;胶层12,其与相邻的两根所述膜丝11连接,以使相邻的两根所述膜丝11的位置相对固定。胶层12可以粘接在膜丝11的外表面上,并且胶层可以形成于相邻的两根膜丝11之间的间隙,形成一定宽度的胶层12,这样通过胶层将多根膜丝固定成片状的膜丝组件,无需特殊的编制机和苛刻的编织工艺采用编织丝固定住膜丝,因此可降低制作成本,可大幅提高制作效率,并可提高膜丝组件的制作合格率;另外,在使用时将氧气从膜丝管子内部通过,血液通过膜丝外部,从而实现高效率血氧交换,由于没有使用编织的棉线纤维来固定膜丝,而是采用胶层固定膜丝,减少了血栓的发生,因此可提高ecmo系统的使用寿命。
27.一些实施例中,所述胶层的材料包括uv紫外胶水,所述uv紫外胶水的粘度为100-300厘帕秒。例如,可以使用粘度为100至300厘帕秒的dymax1180-m系列胶水,uv紫外胶水已经大量应用到了医疗器械,因此使用安全性可得到很好保障,本发明实施例中,采用uv紫外胶水不仅可以将膜丝粘接固定,而且在血液通过时,不易形成血栓,因此可提高ecmo系统的使用寿命。
28.一些实施例中,为了将膜丝粘接固定牢靠,优选的方案为所述胶层12包括第一胶层121和第二胶层122,所述第一胶层121包裹所述膜丝11的外表面,所述第二胶层122的两端与相邻的两个所述第一胶层121连接。在形成第一胶层121和第二胶层122时,其端面可设为圆弧面,在血液通过时,不易形成血栓。
29.一些实施例中,在血液通过时,不易形成血栓,优选的方案为所述第二胶层122的横截面的外轮廓设为圆弧形。第二胶层122的横截面的圆弧直径可设为0.5-0.8mm,第一胶层121的宽度可略大于第二胶层122的圆弧直径,第一胶层121的厚度可设为0.2-0.5mm。
30.一些实施例中,所述胶层12沿所述膜丝11的长度方向间隔设置,所述胶层间隔的距离为15-25mm。例如膜丝11的长度为120mm,可将胶层12的间隔距离设为20mm。
31.下面将结合附图对本发明实施例提供的膜丝组件制作方法进行详细的阐述。
32.本发明的第二方面提供了一种膜丝组件制作方法,如图2所示,包括以下步骤:
33.步骤s10,将多根膜丝11按预设间隙并排依次布置。将裁切好的一定长度的膜丝11以固定的间隙排列成一排,布置于工装上,可以用固态的工装,例如在平板上开设以固定距离间隔的凹槽,然后将膜丝放置在凹槽内;可以采用柔性链条或者同步带输送,以实现连续生产;并且工装上可设置挡板,使得膜丝的两端对齐。
34.步骤s30,将胶水形成于所述膜丝11的外表面上和填充于部分所述预设间隙。为了防止胶水固化后,膜丝和工装粘在一起导致膜丝无法取下来,可以选用与胶水不粘接的材料制作工装,例如聚四氟乙烯;或者对工装镂空,胶水会从镂空处流走,在工装的底部可安装小刷子或者刮片,因此在胶水固化前可通过小刷子或者刮片刮除多余的胶水。胶水可流到膜丝的外表面上,以及流到膜丝之间的间隙,以形成一定宽度的胶层。
35.步骤s50,所述形成于所述膜丝11的外表面上和填充于部分所述预设间隙的胶水凝固后形成胶层12。其中,所述胶层用于将相邻的两根所述膜丝连接,以使相邻的两根所述膜丝的位置相对固定。包裹膜丝的外表面上的胶水固化后可形成第一胶层121,填充于部分
预设间隙的胶水固化后可形成第二胶层122,第二胶层122的两端与相邻的两个第一胶层121连接,从而将多根膜丝11固定。
36.胶层12可以粘接在膜丝的外表面上,并且胶层可以形成于相邻的两根膜丝之间的间隙,形成一定宽度的胶层,这样通过胶层将多根膜丝固定成片状的膜丝组件,无需特殊的编制机和苛刻的编织工艺采用编织丝固定住膜丝,因此可降低制作成本,可大幅提高制作效率,并可提高膜丝组件的制作合格率;另外,在使用时将氧气从膜丝管子内部通过,血液通过膜丝外部,从而实现高效率血氧交换,由于没有使用编织的棉线纤维来固定膜丝,而是采用胶层固定膜丝,减少了血栓的发生,因此可提高ecmo系统的使用寿命。
37.一些实施例中,步骤s10将多根膜丝按预设间隙并排依次布置于工装上之后,如图3所示,包括:步骤s20,向水平方向移动按预设间隙并排依次布置后的多根膜丝;例如,向水平方向移动的前方依次设置有注胶区域和紫外灯区域30。注胶区域的上方可设置注胶装置20,注胶装置20可包括胶桶,胶桶内可盛放uv紫外胶水,向水平方向移动工装的同时,以均匀的速度挤出uv紫外胶水,这样uv紫外胶水可流到膜丝的外表面上,以及流到膜丝之间的间隙。向水平方向移动工装可以通过步进电机、无刷电机或者伺服电机带动柔性链条或者同步带输送实现。
38.一些实施例中,步骤s30,所述将胶水形成于所述膜丝的外表面上和填充于所述预设间隙,包括:将所述工装移动至所述注胶区域;其中,所述向水平方向移动工装的移动速度包括3mm/s至20mm/s;注胶区域设有注胶装置20,注胶装置可安装于工装的上方,注胶装置包括注胶针头,所述注胶针头与所述膜丝的上表面距离设为1mm-15mm;所述注胶针头孔径设为0.2mm-0.8mm。注胶装置20可包括胶桶、挤胶机构和注胶针头等,注胶针头安装于胶桶上,挤胶机构对胶桶进行挤压,以使胶水可均匀流出;注胶区域可间隔设置多个注胶装置20,将放置有膜丝11的工装缓慢向前移动的同时,工装上方的注胶装置20可设为固定,将胶水从注胶针头里均匀挤出,胶水依次流在每根膜丝的外表面上和填充于膜丝之间的间隙,以形成一定宽度的胶层;待所有膜丝移动经过注胶区域。例如,注胶针头与膜丝的上表面距离可设为3mm,如果该距离太近,注胶针头易与膜丝直接粘接固定,如果该距离太远,挤出的胶水还没到达膜丝的上表面出现凝固现象,易出现拔丝现象,不利于膜丝的粘接固定;图3中的箭头方向为放置有膜丝11的工装移动方向。
39.一些实施例中,步骤s50,所述形成于所述膜丝11的外表面上和填充于所述预设间隙的胶水凝固后形成胶层,包括:采用紫外灯固化所述形成于所述膜丝的外表面上和填充于部分所述预设间隙的胶水,调节固化温度至80-100℃;其中,所述紫外灯发射紫外线的波长包括365nm至405nm。紫外灯区域30可以制作成长宽高为300mm
×
500mm
×
600mm的方盒,可在紫外灯区域30设置一个罩子,紫外灯区域30和注胶区域需要一定的光线屏蔽,避免注胶的胶水还没有流到合适的位置就被紫外光照射凝固。在紫外灯区域30可以采用加热管辅助加热,以方便调节固化温度;当调节至高温(比如80℃)时可以提高紫外uv胶水的凝固效率,可选用365nm至405nm的紫外线波长,以提高胶水的凝固效率。
40.一些实施例中,胶水选用uv紫外胶水,uv紫外胶水的粘度为100-300厘帕秒。例如,可以使用粘度为100至300厘帕秒的dymax 1180-m系列胶水,uv紫外胶水已经大量应用到了医疗器械,因此使用安全性可得到很好保障,本发明实施例中,采用uv紫外胶水不仅可以将膜丝粘接固定,而且在血液通过时,不易形成血栓,因此可提高ecmo系统的使用寿命。
41.本发明的第三方面提供了一种膜肺,包括所述的膜丝组件。膜丝组件可通过上述实施例制备得到,胶层12可以形成在膜丝11的外表面上,并且胶层可以形成于相邻的两根膜丝11之间的间隙,形成一定宽度的胶层12,这样通过胶层将多根膜丝固定成片状的膜丝组件,无需特殊的编制机和苛刻的编织工艺采用编织丝固定住膜丝,因此可降低制作成本,可大幅提高制作效率,并可提高膜丝组件的制作合格率。将制成片状的膜丝组件横竖叠在一起可制作成膜肺,在使用时将氧气从膜丝管子内部通过,血液通过膜丝外部,从而实现高效率血氧交换,由于没有使用编织的棉线纤维来固定膜丝,而是采用胶层固定膜丝,减少了血栓的发生,因此可提高ecmo系统的使用寿命。
42.应当理解的是,本发明的上述具体实施方式仅仅用于示例性说明或解释本发明的原理,而不构成对本发明的限制。因此,在不偏离本发明的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。此外,本发明所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。