1.本实用新型涉及截止阀技术领域,尤其是指一种不锈钢截止阀。
背景技术:
2.截止阀主要由阀杆、阀座和阀芯组成,传统的阀杆、阀座和阀芯均由铜材质制成,其生产成本高,使用时间长了易生铜锈,而且铜质品所含的铅含量还会对水质产生二次污染,从而影响人体身体健康;另外铜质品在熔炼铸造生产过程中,需要较高的电能耗,并容易产生大量的有毒气体排放,对环境造成巨大的污染;因此,市场上逐步趋向不锈钢截止阀,而其中的阀座依旧是按照以往的一体式结构生产,需要经过多套模具逐步冲压成型,越到后面每多增加一道冲压工序,其难度系数越大,产生不良率概率越大,导致制作成本高;或是采用一体铸造之后再进行车、削和钻孔等工序加工成型,其工序复杂,制造成本也相对比较高,而且铸造容易产生毛坯缺陷,如气孔、缩孔凹陷、裂纹等,不利于生产。
技术实现要素:
3.(一)要解决的技术问题
4.本实用新型目的在于提供一种不锈钢截止阀,将阀座分体设计,有利于分体结构单独冲压成型,有效降低了加工难度和提升了良品率,从而降低制造成本。为实现上述之目的,本实用新型采取如下技术方案:
5.(二)技术方案
6.一种不锈钢截止阀,包括阀杆、阀座和阀芯,所述阀座包括分体设计的上阀座和下阀座,所述上阀座下端设有旋转部,所述上阀座内部设有卡孔,所述下阀座上端设有挡环部,所述挡环部与所述旋转部居中对焊连接,所述下阀座下端设有螺旋部,所述下阀座内部设有正多边形孔,所述正多边形孔连通所述卡孔。
7.进一步,所述正多边形孔的内圆直径设计为14.5-17mm。
8.进一步,所述正多边形孔为正六边形孔或正十二边形孔。
9.进一步,所述挡环部中心设有定位圆槽,所述旋转部下方设有与定位圆槽相配合设置的定位圆台。
10.进一步,所述阀芯包括包括阀芯空体、底板和橡胶,所述底板通过冲压方式连接在阀芯空体下端,所述橡胶通过注塑包裹着所述底板和阀芯空体下端。
11.(三)有益效果
12.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,本实用新型通过将阀座分为上阀座和下阀座,将上阀座和下阀座单独冲压成型加工再对焊到一起,有效降低了加工难度和提升了良品率,从而降低制造成本。
附图说明
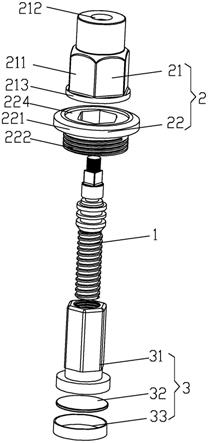
13.图1是本实用新型的爆炸图;
14.图2是本实用新型中下阀座的示意图;
15.图3是本实用新型的安装效果图。
16.附图标号说明:
17.1、阀杆
ꢀꢀꢀꢀꢀꢀ
2、阀座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
21、上阀座
ꢀꢀꢀꢀ
211、旋转部
18.212、卡孔
ꢀꢀꢀꢀ
213、定位圆台
ꢀꢀꢀꢀ
22、下阀座
ꢀꢀꢀꢀ
221、挡环部
19.222、螺旋部
ꢀꢀ
223、正多边形孔
ꢀꢀ
224、定位圆槽 3、阀芯
20.31、阀芯空体 32、底板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀ
33、橡胶
具体实施方式
21.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。
22.请参阅图1至图3所示,一种不锈钢截止阀,包括阀杆1、阀座2和阀芯3,所述阀座2包括分体设计的上阀座21和下阀座22,所述上阀座21下端设有旋转部211,所述上阀座21内部设有卡孔212,上阀座21可以通过冲压加工一体成型,加工工序也简单,所述下阀座22上端设有挡环部221,所述挡环部221与所述旋转部222居中对焊连接,所述下阀座22下端设有螺旋部222,所述下阀座22内部设有正多边形孔223,所述正多边形孔223连通所述卡孔212,下阀座22也可以直接通过冲压加工一体成型,加工也比较简单,冲压成型之后在对螺纹部222进行车螺纹,通过将传统阀座2一体式复杂的结构分成上阀座21和下阀座22两个简单的结构单独进行加工,从而有利于改变加工方式,大大降低了加工难度。
23.为便于降低材料成本或降低加工难度,所述正多边形孔223的内圆直径设计为14.5-17mm,如果正多边形孔223的内圆直径低于14.5mm,加工冲头受力面积小,压力就会变大,这样就加工难度就会增大,操作不当加工冲头很容易断裂,同时降低了加工效率;如果正多边形孔223的内圆直径高于17mm,直接冲孔是变得更加简单,但因螺旋部的壁厚有规定范围,这样材料成本就会增加。
24.为便于适应常规的加工和应用,所述正多边形孔223为正六边形孔或正十二边形孔。
25.为使上阀座21和下阀座22便于定位焊接,所述挡环部221中心设有定位圆槽224,所述旋转部211下方设有与定位圆槽224相配合设置的定位圆台213。
26.为降低阀芯3加工难度,所述阀芯3包括包括阀芯空体31、底板32和橡胶33,阀芯空体31内部直接通过冲压成空心的,接着将底板32通过冲压方式连接在阀芯空体31下端进行封口,最后将橡胶33通过注塑包裹着所述底板32和阀芯空体31下端。
27.本实用新型通过将阀座分为上阀座和下阀座,将上阀座和下阀座单独冲压成型加工再对焊到一起,有效降低了加工难度和提升了良品率,从而降低制造成本。
28.以上所述,仅是本实用新型较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
技术特征:
1.一种不锈钢截止阀,包括阀杆、阀座和阀芯,其特征在于:所述阀座包括分体设计的上阀座和下阀座,所述上阀座下端设有旋转部,所述上阀座内部设有卡孔,所述下阀座上端设有挡环部,所述挡环部与所述旋转部居中对焊连接,所述下阀座下端设有螺旋部,所述下阀座内部设有正多边形孔,所述正多边形孔连通所述卡孔。2.根据权利要求1所述一种不锈钢截止阀,其特征在于:所述正多边形孔的内圆直径设计为14.5-17mm。3.根据权利要求1或2所述一种不锈钢截止阀,其特征在于:所述正多边形孔为正六边形孔或正十二边形孔。4.根据权利要求1所述一种不锈钢截止阀,其特征在于:所述挡环部中心设有定位圆槽,所述旋转部下方设有与定位圆槽相配合设置的定位圆台。5.根据权利要求1所述一种不锈钢截止阀,其特征在于:所述阀芯包括阀芯空体、底板和橡胶,所述底板通过冲压方式连接在阀芯空体下端,所述橡胶通过注塑包裹着所述底板和阀芯空体下端。
技术总结
本实用新型提供了一种不锈钢截止阀,包括阀杆、阀座和阀芯,所述阀座包括分体设计的上阀座和下阀座,所述上阀座下端设有旋转部,所述上阀座内部设有卡孔,所述下阀座上端设有挡环部,所述挡环部与所述旋转部居中对焊连接,所述下阀座下端设有螺旋部,所述下阀座内部设有正多边形孔,所述正多边形孔连通所述卡孔,本实用新型将阀座分体设计,有利于分体结构单独冲压成型,有效降低了加工难度和提升了良品率,从而降低制造成本。从而降低制造成本。从而降低制造成本。
技术研发人员:汪三红
受保护的技术使用者:汪三红
技术研发日:2021.09.09
技术公布日:2022/4/1
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。