一种用于打磨环氧地坪的pcd金刚石磨轮
技术领域
1.本实用新型涉及打磨工具技术领域,具体涉及一种用于打磨环氧地坪的pcd金刚石磨轮。
背景技术:
2.环氧地坪是通过环氧封闭底涂施工,使环氧渗进并封闭混凝土的毛细孔,增进与基础混凝土的粘结力同,固化后的底涂材料封闭了混凝土毛细孔;然后采用环氧腻子层施工,主要是对底涂施工后未能填平的坑孔起到补平作用。
3.在现今工业快速发展的大环境下,环氧地坪路面越来越多,重复修缮都需要用到磨轮进行打磨,一般采用金刚石磨轮进行混凝土的打磨。但由于环氧地坪表面为环氧层,而金刚石刀头由于颗粒小,打磨时容易堵塞,又需要一定的研磨性材料才能使金刚石头保持锋利性功能不丧失,因此对于环氧树脂的打磨,金刚石刀头打磨效率低,是不合适的。
4.另外,工人在高效打磨作业时,在很多情况下无法提供冷却水的条件,而目前市场中大部分打磨产品都需要依靠冷却水而进行打磨作业。
技术实现要素:
5.为了解决现有技术中存在的采用金刚石磨轮打磨环氧地坪时容易堵塞和散热性差的不足之处,本实用新型的目的在于提供一种用于打磨环氧地坪的pcd金刚石磨轮,该磨轮打磨环氧地坪时pcd磨块先打磨环氧树脂不会堵塞;待pcd磨削后可以继续使用箭头型金刚石刀头打磨混凝土表层,打磨过程中散热优异。
6.为实现上述目的,本实用新型所采用的技术方案如下:
7.一种用于打磨环氧地坪的pcd金刚石磨轮,包括盘状基体和基体下端面上设置的多个刀头,所述刀头包括pcd磨块和金刚石刀头;所述金刚石刀头为3个,均布于所述盘状基体的下端面上,每两个相邻金刚石刀头之间排布1-2个pcd磨块。
8.所述磨轮基体为30crmo钢。
9.所述磨轮的盘状基体的上端面为平面,上端面中心设有安装孔;盘状基体的下端面为环形平面,所述盘状基体的上端面与下端面之间的区域上设置多个均布的排屑孔;所述排屑孔的数量为5-10个。
10.所述金刚石刀头为箭齿状结构,箭尖的方向与打磨时磨轮旋转方向相同,金刚石刀头的沿磨轮基体径向方向的长度与基体下端面的圆环宽度相等;所述pcd磨块由圆柱结构和圆柱一个表面上的圆锥结构组成,圆柱结构和圆锥结构的轴向平行于磨轮基体下端面,且圆柱结构的圆形端面垂直于磨轮基体下端面。
11.所述盘状基体下端面的厚度为6-8mm;所述pcd磨块的圆柱结构有一部分嵌入基体下端面中;所述pcd磨块露出盘状基体的部分的高度比金刚石刀头高出1mm-1.5mm。
12.所述pcd磨块中,圆锥结构的尖端朝向与打磨时磨轮旋转方向相同;所述pcd磨块为聚晶金刚石材料。
13.本实用新型的优点和有益效果如下:
14.1、本实用新型磨轮的刀头包括pcd磨块和金刚石刀头,其中pcd磨块略高出金刚石刀头1mm-1.5mm。在打磨环氧路面时,金刚石刀头由于颗粒小,又需要一定的研磨性材料才能使金刚石刀头保持锋利性功能不丧失,因此对于环氧树脂的打磨,金刚石刀头是不合适的;而本实用新型pcd磨块略高,因此打磨时磨轮上pcd磨块先打磨环氧地坪层表面的环氧树脂,pcd颗粒大,在打磨环氧树脂时不会被堵塞;待pcd磨削完毕可以继续使用箭头型金刚石刀头打磨混凝土表层,为广大使用者摆脱重复换装金刚石磨轮的烦恼。
15.2、本实用新型将磨轮基体的下端面加厚,厚度大于6mm,在下端面开设凹槽用于嵌入焊接pcd磨块,本实用新型中pcd磨块不为规则的螺钉形状,容易从基体上脱落,通过凹槽嵌入和焊接后,能够牢固地与基体结合,且pcd磨块的圆柱端面垂直于磨轮下端面,这种设计方向使pcd磨块与基体的结合更为稳定,能更好的支撑pcd刀头,使打磨面平整提高,这样打磨后的地坪路面平整度更好。
16.3、现有技术为增加磨块、刀头与基体的结合力,采用造价更高的设备进行激光焊接等方式;而本实用新型采用相对常规成本低的高频焊接方式,基于pcd磨块的嵌入式设计,pcd磨块与基体仍能获得良好的结合力;而为增加金刚石刀头与基体的结合力,本实用新型将箭齿型金刚石刀头的宽度设计为与基体下端面圆环宽度相等,从而增大二者结合力。
17.4、本实用新型将金刚石刀头制作成箭头齿形状,pcd磨块设计为钉形结构,当打磨混凝土路面时这两种结构可以更好的形成风流动,提高冷却速率,使刀头不会由于温度局部升高而导致刀头发热变软,无法打磨。
附图说明
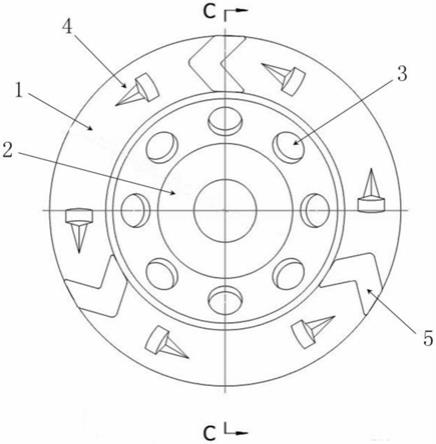
18.图1为本实用新型pcd金刚石磨轮结构示意图。
19.图2为本实用新型pcd金刚石磨轮结构示意图(图1的c-c向视图)。
20.图中:1-下端面;2-上端面;3-排屑孔;4-pcd磨块;5-金刚石刀头。
具体实施方式
21.为了进一步理解本实用新型,以下结合实例对本实用新型进行描述,但实例仅为对本实用新型的特点和优点做进一步阐述,而不是对本实用新型权利要求的限制。
22.本实用新型提供一种pcd金刚石磨轮,如图1-2所示,该磨轮包括盘状基体和基体下端面上设置的多个刀头,所述刀头包括pcd磨块4和金刚石刀头5;其中:所述盘状基体的上端面2为平面,上端面中心设有安装孔;盘状基体的下端面1为环形平面,所述盘状基体的上端面2与下端面1之间的区域上设置多个均布的排屑孔3。所述金刚石刀头为3个,均布于所述盘状基体的下端面1上,每两个相邻金刚石刀头5之间排布1-2个pcd磨块,所述排屑孔的数量为5-10个。
23.所述金刚石刀头5为箭齿状结构,箭尖的方向与打磨时磨轮旋转方向相同,金刚石刀头的沿磨轮基体径向方向的长度与基体下端面的圆环宽度相等;所述pcd磨块由圆柱结构和圆柱一个表面上的圆锥结构组成,圆柱结构和圆锥结构的轴向平行于磨轮基体下端面,且圆柱结构的圆形端面垂直于磨轮基体下端面。
24.所述盘状基体下端面的厚度为6-8mm;所述pcd磨块的圆柱结构有一部分(圆形端面的1/3~1/2)嵌入基体下端面中;所述pcd磨块露出盘状基体的部分的高度比金刚石刀头高出1mm-1.5mm,在打磨环氧地坪时,pcd磨块先打磨表面环氧,然后再打磨混凝土部分,避免了环氧堵塞。
25.所述pcd磨块为聚晶金刚石材料,所述磨轮基体为30crmo钢,硬度34~38hrc。所述pcd磨块的圆锥结构的尖端朝向与打磨时磨轮旋转方向相同。
26.所述多功能pcd金刚石磨轮的制备方法,包括如下步骤:
27.(1)准备盘状基体,并在基体上对应于pcd磨块的位置开设用于使pcd磨块部分嵌入的凹槽;
28.(2)准备pcd磨块和金刚石刀头;
29.(3)将pcd磨块利用银焊片高频焊接于盘状基体的凹槽内;金刚石刀头利用银焊片高频焊接于基体上。
30.实施例1:
31.本实施例金刚石刀头的原材料按重量份数计的组成如下:
32.铜30份,铁39份,镍10份,钴14.5份,锡10份,磷或碳1.5份,液体石蜡1.1份,金刚石1.4份;金刚石粒度40/45,抗压强度25kg。
33.本实施例多功能pcd金刚石磨轮制造工序如下:
34.1、基体加工
35.根据图纸要求,车加工,切割所需基体,并在基体上对应于pcd磨块的位置开设用于使pcd磨块部分嵌入的凹槽;
36.2、金刚石刀头片制烧结成型:
37.将配经将铜、铁、镍、钴、锡、磷或碳、液体石蜡和金刚石,混匀后通过冷压成型,热压烧结,砂轮砂带打磨制备金刚石刀头,其热压烧结温度为750℃,压力275kg/cm2,保温时间3分钟。
38.3、高频焊接
39.将金刚石刀头、pcd磨块与银焊片一起放在按图纸要求相应的基体位置上,调整好焊接位置加热融化银焊片,使刀头和基体焊接在一起,然后以600n/mm2强度标准对每个金刚石刀头进行焊接强度检测,。
40.4、打磨、喷漆、检验
41.将焊接后多功能pcd金刚石磨轮用喷砂机去除焊接造成的基体表面氧化皮,然后用专用砂轮打磨金刚石刀头的工作面,并使金刚石暴露出来,然后进行表面喷漆,烘干,以防止表面生锈,最后以600n/mm2强度标准对每个金刚石刀头进行焊接强度检测,合格,随后印刷包装入库。
42.实施例2:
43.本实施例金刚石刀头的原材料按重量份数计的组成如下:
44.铜32份,铁35份,镍8份,钴16份,锡9份,磷或碳1.5份,液体石蜡1.1份,金刚石1.2份;金刚石粒度40/45,抗压强度25kg。
45.本实施例多功能pcd金刚石磨轮制造工序如下:
46.1、基体加工
47.根据图纸要求,车加工,切割所需基体,并在基体上对应于pcd磨块的位置开设用于使pcd磨块部分嵌入的凹槽;
48.2、金刚石刀头片制烧结成型:
49.将配经将铜、铁、镍、钴、锡、磷或碳、液体石蜡和金刚石,混匀后通过冷压成型,热压烧结,砂轮砂带打磨制备金刚石刀头,其热压烧结温度为720℃,压力260kg/cm2,保温时间5分钟。
50.3、高频焊接
51.将金刚石刀头、pcd磨块与银焊片一起放在按图纸要求相应的基体位置上,调整好焊接位置加热融化银焊片,使刀头和基体焊接在一起,然后以600n/mm2强度标准对每个金刚石刀头进行焊接强度检测,。
52.4、打磨、喷漆、检验
53.将焊接后多功能pcd金刚石磨轮用喷砂机去除焊接造成的基体表面氧化皮,然后用专用砂轮打磨金刚石刀头的工作面,并使金刚石暴露出来,然后进行表面喷漆,烘干,以防止表面生锈,最后以600n/mm2强度标准对每个金刚石刀头进行焊接强度检测,合格,随后印刷包装入库。
54.实施例3:
55.本实施例金刚石刀头的原材料按重量份数计的组成如下:
56.铜30份,铁36份,镍7份,钴15份,锡9份,磷或碳1.8份,液体石蜡1.1份,金刚石1.2份;金刚石粒度40/45,抗压强度25kg。
57.本实施例多功能pcd金刚石磨轮制造工序如下:
58.1、基体加工
59.根据图纸要求,车加工,切割所需基体,并在基体上对应于pcd磨块的位置开设用于使pcd磨块部分嵌入的凹槽;
60.2、金刚石刀头片制烧结成型:
61.将配经将铜、铁、镍、钴、锡、磷或碳、液体石蜡和金刚石,混匀后通过冷压成型,热压烧结,砂轮砂带打磨制备金刚石刀头,其热压烧结温度为725℃,压力245kg/cm2,保温时间5分钟。
62.3、高频焊接
63.将金刚石刀头、pcd磨块与银焊片一起放在按图纸要求相应的基体位置上,调整好焊接位置加热融化银焊片,使刀头和基体焊接在一起,然后以600n/mm2强度标准对每个金刚石刀头进行焊接强度检测,。
64.4、打磨、喷漆、检验
65.将焊接后多功能pcd金刚石磨轮用喷砂机去除焊接造成的基体表面氧化皮,然后用专用砂轮打磨金刚石刀头的工作面,并使金刚石暴露出来,然后进行表面喷漆,烘干,以防止表面生锈,最后以600n/mm2强度标准对每个金刚石刀头进行焊接强度检测,合格,随后印刷包装入库。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。