1.本发明属于节能环保技术领域,具体的说是一种建筑垃圾快速制砖方法。
背景技术:
2.建筑垃圾是指在工程中由于人为或者自然等原因产生的建筑废料,包括废渣土、弃土、淤泥以及弃料等;这些材料对于建筑本身而言是没有任何帮助的,但却是在建筑的过程中产生的物质,需要进行相应的处理,这样才能够达到理想的工程项目建设,正因为是一个整体的过程,所以其环节的考虑是更重要的,常用的处理手段包括:1、利用废弃建筑混凝土和废弃砖石生产粗细骨料,可用于生产相应强度等级的混凝土、砂浆或制备诸如砌块、墙板、地砖等建材制品,粗细骨料添加固化类材料后,也可用于公路路面基层;2、利用废砖瓦生产骨料,可用于生产再生砖、砌块、墙板、地砖等建材制品;3、渣土可用于筑路施工、桩基填料、地基基础等。
3.通常对于建筑垃圾的处理都是采用粉碎的形式处理后,再将粉碎后的建筑垃圾与其他材料进行混合后制成砖块等建筑材料,通常在粉碎的过程中,需要将建筑垃圾粉碎到较小的颗粒,因此需要经过多次破碎处理,进而造成垃圾处理的效率低,其次也造成建筑垃圾处理工艺的复杂,进而造成建筑垃圾的回收利用的难度和成本增加,再者在经过破碎后的建筑垃圾依旧要进行粘接制成块状的建筑材料,进而破碎的较小也会造成破碎工作的无效性增加,即往往不需要破碎的很小即可满足制造的需求,进而达到建筑的重复利用的效果,进而导致破碎的很小的工作变得没有意义。
技术实现要素:
4.为了弥补现有技术的不足,本发明提出的一种建筑垃圾快速制砖方法。本发明主要用于解决现有的建筑垃圾在处理过程中需要过度破碎后再使用,进而造成的建筑垃圾回收利用困难和回收利用成本高的问题。
5.本发明解决其技术问题所采用的技术方案是:一种建筑垃圾快速制砖方法,包括以下步骤;
6.s1:将建筑垃圾通过破碎设备进行破碎制成骨料;
7.s2:将骨料装填进模具内,修整模具内骨料,保持骨料平整;
8.s3:安装模具盖板,进而使得模具保持密闭,随后将模具与充注设备连通;
9.s4:从下至上向模具内部注入粘结剂,直至模具最高点的排气孔排出带有纤维的粘结剂;
10.s5:在出现s4步骤中的现象后,即可封堵排气孔,并保持充注压力10-20min;
11.s6:在保持s5步骤中的充注压力期间,对模具表面进行保温处理;
12.s7:打开模具盖板,取出成型砖块;
13.其中,所述骨料直径在所述砖块厚度的40%-90%之间;所述模具安装后形成密闭的腔体。
14.工作时,通常对于建筑垃圾的处理都是采用粉碎的形式处理后,再将粉碎后的建筑垃圾与其他材料进行混合后制成砖块等建筑材料,通常在粉碎的过程中,需要将建筑垃圾粉碎到较小的颗粒,因此需要经过多次破碎处理,进而造成垃圾处理的效率低,其次也造成建筑垃圾处理工艺的复杂,进而造成建筑垃圾的回收利用的难度和成本增加,再者在经过破碎后的建筑垃圾依旧要进行粘接制成块状的建筑材料,进而破碎的较小也会造成破碎工作的无效性增加(往往不需要破碎的很小即可满足制造的需求,进而达到建筑的重复利用的效果,进而导致破碎的很小的工作变得没有意义);因此在本方案中提出,在进行建筑垃圾的粉碎时,仅仅将建筑垃圾进行初步的粉碎即可,保证粉碎后的颗粒的大小不大于所要制备的建筑材料的最小尺寸即可,进而能够大大的减少建筑垃圾粉碎过程中的步骤,进而能够提高建筑垃圾的回收利用的效率;同时能够减少建筑垃圾在粉碎过程中所做的无用功,进而能够减少建筑垃圾回收利用的成本,进而使得建筑垃圾回收的难度降低;但是在建筑垃圾粉碎的少时,较大的颗粒之间的在进行制备砖块的过程中会引起砖块本身的结构强度较低的问题;因此在本方案中,在将破碎处理后的建筑垃圾放置进密闭的模具内部,随后通过向模具内部注入粘接剂(粘接剂可以为水泥浆类或者高分子聚合物类),通过浇筑的形式使得破碎后的建筑垃圾之间互相粘接,相比与压制的形式,在制备的过程中,粘接剂能够充满破碎后建筑垃圾之间的缝隙,进而使得砖块内部连接的更紧密,进而使得制备的砖块的强度更高;同时由于建筑垃圾在破碎时仅仅经过初步的破碎,进而在破碎后的建筑垃圾表面会相对较为不圆润,进而会存在较多的毛刺凸起,因此在本方案中通过自粘接剂内部加入纤维(例如聚酯纤维、玻璃纤维、土工织物纤维、聚氯乙烯纤维等),进而在注浆的过程中,纤维会跟随粘接剂在模具内部流动,进而会与破碎后的建筑垃圾表面的毛刺凸起挂接在一起,进一步的增加了砖块内部的碎块之间的连接,进一步的使得砖块内部的结构更稳定,进而使得砖块的强度更高,同时由于为了提高生产的效率,进而在粘接剂内部添加快凝剂,用于加快粘接剂的凝固硬化。
15.优选的,所述骨料的制备过程包括一下步骤;
16.s1:通过破碎机将建筑垃圾进行初步的破碎,破碎后的垃圾直径可大于所述砖块的厚度;
17.s2:将经过s1步骤破碎后的建筑垃圾进行二次挤压,经过压选后的建筑垃圾的直径小于所述砖块的厚度;
18.s3:随后将经过s2步骤压选的建筑垃圾浸泡进粘接剂内部,搅拌使得建筑垃圾表面被粘接剂完全覆盖;
19.s4:在表面有粘接剂的建筑垃圾内撒布金属纤维,将金属纤维均匀的粘接在建筑垃圾表面。
20.工作时,在进行骨料的制备时,先通过破碎机将大块的建筑垃圾进行破碎,进而去除建筑垃圾中的大块的建筑垃圾,随后在将破碎后的建筑垃圾放入到压选的设备内部,通过压选设备挤压(在进行挤压时,最终挤压到挤压设备内部的空间刚好能够容纳单个需要制备的建筑材料的所需要的空间,进而使得内部空间的尺寸与所要制备的建筑材料的尺寸相同,进而在内部有材料的颗粒大于所要制备材料的尺寸时,则要被压碎,进而完成压选),进而使得破碎后的建筑垃圾的颗粒不大于所要制得建筑材料的最小尺寸,随后再将经过压选的颗粒放入到粘接剂内部浸泡,进而使得经过压选的颗粒的表面附着有粘接剂,随后在
附着有粘接剂的颗粒表面撒布金属纤维,由于颗粒的表面附着有粘接剂,进而在与金属纤维接触时,使得金属纤维与颗粒粘接,进而使得颗粒的表面产生更多的毛刺,进而在进行制砖的过程中,能够使得颗粒的表面与更多的纤维粘接,进而使得砖块内部的连接更紧密,进一步的使得砖块的强度更高。
21.优选的,所述骨料的制备还包括以下步骤
22.s1:在建筑垃圾表面粘接有金属纤维后,将对建筑垃圾表面粘接的金属纤维进行挤捏;
23.s2:待金属纤维挤捏弯曲变形后,进而形成制砖骨料。
24.工作时,由于金属纤维多数为竖直状的结构,进而在形成的骨料上,会形成长的毛刺,进而在骨料堆积在一起时会因为金属纤维卡接在一起,进而不方便骨料的入模;因此在本方案中,在颗粒上粘接有金属纤维后,通过对颗粒进行挤捏,进而使得颗粒表面的金属纤维被挤压弯曲,进而在颗粒的表面形成弯曲的毛刺凸起,进而使得颗粒表面的金属纤维不容易卡接在一起。进而使得颗粒能够较容易的分散开,进而使得颗粒能够更方便入模;同时在金属纤维弯曲后,在注入粘接剂时,粘接剂内部的纤维能够更容易与不同颗粒上的金属纤维挂接,进而使得粘接剂中的纤维能够更好的连接不同的颗粒,进而使得制备的成砖内部的结构连接的更紧密,进而使得砖块的结构强度更好。
25.优选的,所述骨料制备所用设备包括一号液压缸、一号料仓、固定架、压块、转板和二号液压缸;所述固定架的一侧设置有一号料仓;所述一号料仓与所述固定架固定连接;所述固定架的另一侧设置有压选仓;所述压选仓与所述固定架固定连接;所述压选仓的上部设置有所述压块;所述压块与所述压选仓的侧壁滑动连接;所述压块的上部设置有所述一号液压缸;所述一号液压缸的一端与所述固定架固定连接;所述压块与所述一号液压缸的活塞杆一端固定连接;所述压选仓的下部设置有所述转板,所述转板的一端与所述压选仓的侧壁铰接;所述转板的下部设置有二号液压缸;所述二号液压缸的一端与所述固定架铰接;所述二号液压缸的活塞杆一端与所述转板一侧铰接。
26.工作时,将建筑垃圾输送到一号料斗内部,随后建筑垃圾从一号料斗的出料口进入到压选仓内部,在压选仓内部进入一定量的建筑垃圾后,通过一号液压缸上活塞杆的伸出,进而使得压块向下移动,进而使得压块挤压压选仓内部的建筑垃圾,直至压块向下移动到距离转板只有一块砖块的厚度后,此时停止继续向下移动,由于在进行挤压时,最终挤压到挤压设备内部的空间刚好能够容纳单个需要制备的建筑材料的所需要的空间,进而使得内部空间的尺寸与所要制备的建筑材料的尺寸相同,进而在内部有材料的颗粒大于所要制备材料的尺寸时,则要被压碎,进而完成压选,进而使得破碎后的建筑垃圾的颗粒不大于所要制得建筑材料的最小尺寸,进而保证压选后的颗粒的大小能够更好满足制备砖块的使用需求,同时也不足以与进行过度的破碎,进而能够节省建筑垃圾处理过程中破碎的工作量,进而能够提高建筑垃圾破碎制砖的效率;随后在压选破碎后,通过二号液压缸的工作,进而使得转动转动,进而使得破碎后的材料向下移动,进而进入到下一道的浸泡工序中;其中在转板打开时,保持压块处于挤压状态(压块的厚度大于一号料斗出料口的高度),进而能够防止一号料斗内的材料向下移动,也能够防止压选后材料互相嵌挤造成的下料困难的情况出现。
27.优选的,所述压块的下部均匀间隔设置有凹槽,所述凹槽内部设置有缓冲弹簧;所
述缓冲弹簧的一端与所述压块固定连接;所述缓冲弹簧的另一端设置有压头;所述压头一端与所述缓冲弹簧的端部固定连接,所述压头与所述凹槽的侧壁滑动连接。
28.工作时,在建筑垃圾中有较大块时,由于压头为刚性的,且大块的建筑垃圾自身的轻度也较高,进而往往在进按压时,会有将压块压坏的情况出现,因此在本方案中,通过在压块的下部均匀间隔设置有压头,进而减小了压块在压选材料时与建筑垃圾的接触面积,进而增加了接触时的局部的压强,进而能够更好的对大块的建筑垃圾进行破碎,进而使得压选更顺畅的进行,同时也增加了压块的使用寿命;同时在压块与压头之间设置有缓冲弹簧,进而在遇到较为坚硬的建筑垃圾时,能够防止压头直接与建筑压力机硬碰硬,进而防止压头被挤压变形,同时由于建筑垃圾的表面不是平整的,进而挤压的过程中会出现滑移,进而因此通过设置的缓冲弹簧,进而在压头相对建筑垃圾出现滑移时,缓冲弹簧的弹力会使得压头向外冲出,进而对建筑垃圾产生锤击的效果,进而能够更好的对建筑大块的建筑垃圾进行破碎,进而提高了建筑垃圾的处理效率。
29.优选的,所述骨料制备所用设备还包括浸泡仓、一号电机、拨爪、二号料仓和粘接仓;所述固定架一侧设置有所述浸泡仓;所述浸泡仓与所述固定架固定连接;所述浸泡仓位于所述压选仓的下部;所述浸泡仓内部充有所述粘接剂;所述浸泡仓内部设置有所述拨爪;所述拨爪与所述浸泡仓转动连接;所述浸泡仓的一侧设置有所述一号电机;所述一号电机与所述浸泡仓固定连接;所述一号电机的输出轴与所述拨爪的一端固定连接;所述浸泡仓的一侧设置有粘接仓;所述粘接仓与所述固定架固定连接;所述粘接仓倾斜设置;所述粘接仓较高一端与所述浸泡层连接;所述粘接仓的上部设置有所述二号料仓;所述二号料仓位于所述粘接仓较高一端;所述二号料仓内部充有所述金属纤维。
30.工作时,将压选后的颗粒材料输送到浸泡仓内部,在浸泡仓内部充有粘接剂,进而在材料进入到浸泡仓内部后颗粒的表面粘接有粘接剂,随后在一号电机的运动下,进而使得拨爪转动,进而将材料全部浸染在粘接也内部,随后将粘接有粘接液的颗粒输送到粘接仓内部,在二号料仓内部装有金属纤维,进而在粘接有粘接剂的颗粒经过二号料仓的下部时,二号料仓内部的金属纤维洒落在颗粒上,同时由于粘接仓倾斜设置,进而在金属纤维与粘接有粘接剂的颗粒同时滚落的过程中,金属纤维与颗粒的表面粘接,进而使得颗粒的表面产生更多的毛刺,进而在进行制砖的过程中,能够使得颗粒的表面与更多的纤维粘接,进而使得砖块内部的连接更紧密,进一步的使得砖块的强度更高。
31.优选的,所述粘接仓的底面均匀间隔设置有通孔;所述粘接仓下部对称设置有转动辊;所述转动辊之间通过输送带传动;其中一个所述输送辊一端设置有二号电机;所述二号电机与所述固定架固定连接;所述二号电机的输出端与所述输送辊固定连接;所述粘接仓的底面开设有回料口;所述回料口的一侧设置有突出部;所述突出部的一侧与所述输送带表面接触。
32.工作时,由于金属纤维在下落的过程中不一定能够全部与颗粒粘接,进而会造成金属纤维的浪费,进而造成制砖成本的增加,因此在本方案中,通过将粘接仓的底部设置通孔,进而在金属纤维向下移动的过程中,没有与颗粒粘接的部分通过通孔下落,最后落入到输送带上,再通过二号电机的工作,进而使得输送带向上移动,进而带动金属纤维向上移动,在达到回料口的位置时,由于突出部的设置,进而使得金属纤维无法更随输送带继续向上移动,进而使得金属纤维性回料口进入到粘接仓内部,进而使得金属纤维能够重复利用,
进而避免了金属纤维的浪费,进而减小了制砖的成本。
33.优选的,所述骨料制备所用设备还包括挤捏仓、三号液压缸、活动架、挤捏爪和复位弹簧;所述固定架的上部设置有所述挤捏仓;所述挤捏仓与所述固定架固定连接;所述挤捏仓的一侧与所述粘接仓连接;所述挤捏仓的上部设置有所述三号液压缸;所述三号液压缸与所述固定架固定连接;所述三号液压缸的下部设置有所述活动架;所述活动架与所述三号液压缸的活塞杆一端固定连接;所述活动架的下部均匀间隔设置有所述挤捏爪;所述挤捏爪与所述活动架铰接;所述挤捏爪的下端与所述挤捏仓内壁接触;所述活动架的下部均与间隔设置有复位弹簧;所述复位弹簧的一端与所述挤捏爪的一端固定连接;所述复位弹簧的另一端与所述活动架的固定连接。
34.工作时,在颗粒粘接上金属丝后,将颗粒材料依次输送到挤捏仓内部,随后通过三号液压缸的运动,进而使得活动架向下移动,进而带动挤捏爪向下移动,由于挤捏爪与挤捏仓的内壁接触,进而使得挤捏爪向内靠拢,进而使得挤捏爪对颗粒依次进行挤捏,进而使得颗粒上的金属纤维弯曲,进而在颗粒的表面形成弯曲的毛刺凸起,进而使得颗粒表面的金属纤维不容易卡接在一起。进而使得颗粒能够较容易的分散开,进而使得颗粒能够更方便入模;同时在金属纤维弯曲后,在注入粘接剂时,粘接剂内部的纤维能够更容易与不同颗粒上的金属纤维挂接,进而使得粘接剂中的纤维能够更好的连接不同的颗粒,进而使得制备的成砖内部的结构连接的更紧密,进而使得砖块的结构强度更好。
35.本发明的有益效果如下:
36.1.本发明中在进行建筑垃圾的粉碎时,仅仅将建筑垃圾进行初步的粉碎即可,保证粉碎后的颗粒的大小不大于所要制备的建筑材料的最小尺寸即可,进而能够大大的减少建筑垃圾粉碎过程中的步骤,进而能够提高建筑垃圾的回收利用的效率;同时能够减少建筑垃圾在粉碎过程中所做的无用功,进而能够减少建筑垃圾回收利用的成本,进而使得建筑垃圾回收的难度降低;但是在建筑垃圾粉碎的少时,较大的颗粒之间的在进行制备砖块的过程中会引起砖块本身的结构强度较低的问题;因此在本方案中,在将破碎处理后的建筑垃圾放置进密闭的模具内部,随后通过向模具内部注入粘接剂(粘接剂可以为水泥浆类或者高分子聚合物类),通过浇筑的形式使得破碎后的建筑垃圾之间互相粘接,相比与压制的形式,在制备的过程中,粘接剂能够充满破碎后建筑垃圾之间的缝隙,进而使得砖块内部连接的更紧密,进而使得制备的砖块的强度更高;同时由于建筑垃圾在破碎时仅仅经过初步的破碎,进而在破碎后的建筑垃圾表面会相对较为不圆润,进而会存在较多的毛刺凸起,因此在本方案中通过自粘接剂内部加入纤维(例如聚酯纤维、玻璃纤维、土工织物纤维、聚氯乙烯纤维等),进而在注浆的过程中,纤维会跟随粘接剂在模具内部流动,进而会与破碎后的建筑垃圾表面的毛刺凸起挂接在一起,进一步的增加了砖块内部的碎块之间的连接,进一步的使得砖块内部的结构更稳定,进而使得砖块的强度更高,同时由于为了提高生产的效率,进而在粘接剂内部添加快凝剂,用于加快粘接剂的凝固硬化。
37.2.本发明中在进行骨料的制备时,先通过破碎机将大块的建筑垃圾进行破碎,进而去除建筑垃圾中的大块的建筑垃圾,随后在将破碎后的建筑垃圾放入到压选的设备内部,通过压选设备挤压,进而使得破碎后的建筑垃圾的颗粒不大于所要制得建筑材料的最小尺寸,随后再将经过压选的颗粒放入到粘接剂内部浸泡,进而使得经过压选的颗粒的表面附着有粘接剂,随后在附着有粘接剂的颗粒表面撒布金属纤维,由于颗粒的表面附着有
粘接剂,进而在与金属纤维接触时,使得金属纤维与颗粒粘接,进而使得颗粒的表面产生更多的毛刺,进而在进行制砖的过程中,能够使得颗粒的表面与更多的纤维粘接,进而使得砖块内部的连接更紧密,进一步的使得砖块的强度更高。
38.3.本发明中由于金属纤维多数为竖直状的结构,进而在形成的骨料上,会形成长的毛刺,进而在骨料堆积在一起时会因为金属纤维卡接在一起,进而不方便骨料的入模;因此在本方案中,在颗粒上粘接有金属纤维后,通过对颗粒进行挤捏,进而使得颗粒表面的金属纤维被挤压弯曲,进而在颗粒的表面形成弯曲的毛刺凸起,进而使得颗粒表面的金属纤维不容易卡接在一起。进而使得颗粒能够较容易的分散开,进而使得颗粒能够更方便入模;同时在金属纤维弯曲后,在注入粘接剂时,粘接剂内部的纤维能够更容易与不同颗粒上的金属纤维挂接,进而使得粘接剂中的纤维能够更好的连接不同的颗粒,进而使得制备的成砖内部的结构连接的更紧密,进而使得砖块的结构强度更好。
39.4.本发明中将建筑垃圾输送到一号料斗内部,随后建筑垃圾从一号料斗的出料口进入到压选仓内部,在压选仓内部进入一定量的建筑垃圾后,通过一号液压缸上活塞杆的伸出,进而使得压块向下移动,进而使得压块挤压压选仓内部的建筑垃圾,直至压块向下移动到距离转板只有一块砖块的厚度后,此时停止继续向下移动,由于在进行挤压时,最终挤压到挤压设备内部的空间刚好能够容纳单个需要制备的建筑材料的所需要的空间,进而使得内部空间的尺寸与所要制备的建筑材料的尺寸相同,进而在内部有材料的颗粒大于所要制备材料的尺寸时,则要被压碎,进而完成压选,进而使得破碎后的建筑垃圾的颗粒不大于所要制得建筑材料的最小尺寸,进而保证压选后的颗粒的大小能够更好满足制备砖块的使用需求,同时也不足以与进行过度的破碎,进而能够节省建筑垃圾处理过程中破碎的工作量,进而能够提高建筑垃圾破碎制砖的效率;随后在压选破碎后,通过二号液压缸的工作,进而使得转动转动,进而使得破碎后的材料向下移动,进而进入到下一道的浸泡工序中;其中在转板打开时,保持压块处于挤压状态(压块的厚度大于一号料斗出料口的高度),进而能够防止一号料斗内的材料向下移动,也能够防止压选后材料互相嵌挤造成的下料困难的情况出现。
40.5.本发明中在建筑垃圾中有较大块时,由于压头为刚性的,且大块的建筑垃圾自身的轻度也较高,进而往往在进按压时,会有将压块压坏的情况出现,因此在本方案中,通过在压块的下部均匀间隔设置有压头,进而减小了压块在压选材料时与建筑垃圾的接触面积,进而增加了接触时的局部的压强,进而能够更好的对大块的建筑垃圾进行破碎,进而使得压选更顺畅的进行,同时也增加了压块的使用寿命;同时在压块与压头之间设置有缓冲弹簧,进而在遇到较为坚硬的建筑垃圾时,能够防止压头直接与建筑压力机硬碰硬,进而防止压头被挤压变形,同时由于建筑垃圾的表面不是平整的,进而挤压的过程中会出现滑移,进而因此通过设置的缓冲弹簧,进而在压头相对建筑垃圾出现滑移时,缓冲弹簧的弹力会使得压头向外冲出,进而对建筑垃圾产生锤击的效果,进而能够更好的对建筑大块的建筑垃圾进行破碎,进而提高了建筑垃圾的处理效率。
附图说明
41.下面结合附图对本发明作进一步说明。
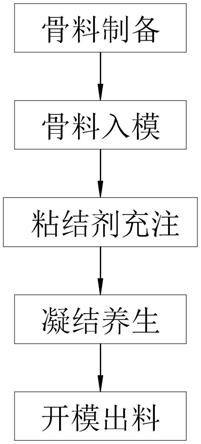
42.图1是本发明中建筑垃圾制砖的工艺流程图;
43.图2是本发明中骨料制备的工艺流程图;
44.图3是本发明中骨料制备设备的整体结构示意图;
45.图4是本发明中压选部分的结构示意图;
46.图5是本发明中压头和缓冲弹簧的安装示意图;
47.图6是本发明中浸泡部分和粘接部分的机构示意图;
48.图7是本发明中粘接部分的机构示意图;
49.图8是本发明中挤捏部分的结构示意图;
50.图9是本发明中挤捏部分的内部结构示意图;
51.图中:一号液压缸1、一号料仓2、固定架3、压块4、转板5、二号液压缸6、压选仓7、缓冲弹簧8、压头9、浸泡仓10、拨爪11、二号料仓12、粘接仓13、转动辊14、输送带15、回料口16、突出部17、挤捏仓18、三号液压缸19、活动架20、挤捏爪21、复位弹簧22。
具体实施方式
52.为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
53.如图1所示,一种建筑垃圾快速制砖方法,包括以下步骤;
54.s1:将建筑垃圾通过破碎设备进行破碎制成骨料;
55.s2:将骨料装填进模具内,修整模具内骨料,保持骨料平整;
56.s3:安装模具盖板,进而使得模具保持密闭,随后将模具与充注设备连通;
57.s4:从下至上向模具内部注入粘结剂,直至模具最高点的排气孔排出带有纤维的粘结剂;
58.s5:在出现s4步骤中的现象后,即可封堵排气孔,并保持充注压力10-20min;
59.s6:在保持s5步骤中的充注压力期间,对模具表面进行保温处理;
60.s7:打开模具盖板,取出成型砖块;
61.其中,所述骨料直径在所述砖块厚度的40%-90%之间;所述模具安装后形成密闭的腔体。
62.工作时,通常对于建筑垃圾的处理都是采用粉碎的形式处理后,再将粉碎后的建筑垃圾与其他材料进行混合后制成砖块等建筑材料,通常在粉碎的过程中,需要将建筑垃圾粉碎到较小的颗粒,因此需要经过多次破碎处理,进而造成垃圾处理的效率低,其次也造成建筑垃圾处理工艺的复杂,进而造成建筑垃圾的回收利用的难度和成本增加,再者在经过破碎后的建筑垃圾依旧要进行粘接制成块状的建筑材料,进而破碎的较小也会造成破碎工作的无效性增加(往往不需要破碎的很小即可满足制造的需求,进而达到建筑的重复利用的效果,进而导致破碎的很小的工作变得没有意义);因此在本方案中提出,在进行建筑垃圾的粉碎时,仅仅将建筑垃圾进行初步的粉碎即可,保证粉碎后的颗粒的大小不大于所要制备的建筑材料的最小尺寸即可,进而能够大大的减少建筑垃圾粉碎过程中的步骤,进而能够提高建筑垃圾的回收利用的效率;同时能够减少建筑垃圾在粉碎过程中所做的无用功,进而能够减少建筑垃圾回收利用的成本,进而使得建筑垃圾回收的难度降低;但是在建筑垃圾粉碎的少时,较大的颗粒之间的在进行制备砖块的过程中会引起砖块本身的结构强度较低的问题;因此在本方案中,在将破碎处理后的建筑垃圾放置进密闭的模具内部,随后
通过向模具内部注入粘接剂(粘接剂可以为水泥浆类或者高分子聚合物类),通过浇筑的形式使得破碎后的建筑垃圾之间互相粘接,相比与压制的形式,在制备的过程中,粘接剂能够充满破碎后建筑垃圾之间的缝隙,进而使得砖块内部连接的更紧密,进而使得制备的砖块的强度更高;同时由于建筑垃圾在破碎时仅仅经过初步的破碎,进而在破碎后的建筑垃圾表面会相对较为不圆润,进而会存在较多的毛刺凸起,因此在本方案中通过自粘接剂内部加入纤维(例如聚酯纤维、玻璃纤维、土工织物纤维、聚氯乙烯纤维等),进而在注浆的过程中,纤维会跟随粘接剂在模具内部流动,进而会与破碎后的建筑垃圾表面的毛刺凸起挂接在一起,进一步的增加了砖块内部的碎块之间的连接,进一步的使得砖块内部的结构更稳定,进而使得砖块的强度更高,同时由于为了提高生产的效率,进而在粘接剂内部添加快凝剂,用于加快粘接剂的凝固硬化。
63.如图2所示,所述骨料的制备过程包括一下步骤;
64.s1:通过破碎机将建筑垃圾进行初步的破碎,破碎后的垃圾直径可大于所述砖块的厚度;
65.s2:将经过s1步骤破碎后的建筑垃圾进行二次挤压,经过压选后的建筑垃圾的直径小于所述砖块的厚度;
66.s3:随后将经过s2步骤压选的建筑垃圾浸泡进粘接剂内部,搅拌使得建筑垃圾表面被粘接剂完全覆盖;
67.s4:在表面有粘接剂的建筑垃圾内撒布金属纤维,将金属纤维均匀的粘接在建筑垃圾表面。
68.工作时,在进行骨料的制备时,先通过破碎机将大块的建筑垃圾进行破碎,进而去除建筑垃圾中的大块的建筑垃圾,随后在将破碎后的建筑垃圾放入到压选的设备内部,通过压选设备挤压(在进行挤压时,最终挤压到挤压设备内部的空间刚好能够容纳单个需要制备的建筑材料的所需要的空间,进而使得内部空间的尺寸与所要制备的建筑材料的尺寸相同,进而在内部有材料的颗粒大于所要制备材料的尺寸时,则要被压碎,进而完成压选),进而使得破碎后的建筑垃圾的颗粒不大于所要制得建筑材料的最小尺寸,随后再将经过压选的颗粒放入到粘接剂内部浸泡,进而使得经过压选的颗粒的表面附着有粘接剂,随后在附着有粘接剂的颗粒表面撒布金属纤维,由于颗粒的表面附着有粘接剂,进而在与金属纤维接触时,使得金属纤维与颗粒粘接,进而使得颗粒的表面产生更多的毛刺,进而在进行制砖的过程中,能够使得颗粒的表面与更多的纤维粘接,进而使得砖块内部的连接更紧密,进一步的使得砖块的强度更高。
69.如图2所示,所述骨料的制备还包括以下步骤
70.s1:在建筑垃圾表面粘接有金属纤维后,将对建筑垃圾表面粘接的金属纤维进行挤捏;
71.s2:待金属纤维挤捏弯曲变形后,进而形成制砖骨料。
72.工作时,由于金属纤维多数为竖直状的结构,进而在形成的骨料上,会形成长的毛刺,进而在骨料堆积在一起时会因为金属纤维卡接在一起,进而不方便骨料的入模;因此在本方案中,在颗粒上粘接有金属纤维后,通过对颗粒进行挤捏,进而使得颗粒表面的金属纤维被挤压弯曲,进而在颗粒的表面形成弯曲的毛刺凸起,进而使得颗粒表面的金属纤维不容易卡接在一起。进而使得颗粒能够较容易的分散开,进而使得颗粒能够更方便入模;同时
在金属纤维弯曲后,在注入粘接剂时,粘接剂内部的纤维能够更容易与不同颗粒上的金属纤维挂接,进而使得粘接剂中的纤维能够更好的连接不同的颗粒,进而使得制备的成砖内部的结构连接的更紧密,进而使得砖块的结构强度更好。
73.如图3至图5所示,所述骨料制备所用设备包括一号液压缸1、一号料仓2、固定架3、压块4、转板5和二号液压缸6;所述固定架3的一侧设置有一号料仓2;所述一号料仓2与所述固定架3固定连接;所述固定架3的另一侧设置有压选仓7;所述压选仓7与所述固定架3固定连接;所述压选仓7的上部设置有所述压块4;所述压块4与所述压选仓7的侧壁滑动连接;所述压块4的上部设置有所述一号液压缸1;所述一号液压缸1的一端与所述固定架3固定连接;所述压块4与所述一号液压缸1的活塞杆一端固定连接;所述压选仓7的下部设置有所述转板5,所述转板5的一端与所述压选仓7的侧壁铰接;所述转板5的下部设置有二号液压缸6;所述二号液压缸6的一端与所述固定架3铰接;所述二号液压缸6的活塞杆一端与所述转板5一侧铰接。
74.工作时,将建筑垃圾输送到一号料斗内部,随后建筑垃圾从一号料斗的出料口进入到压选仓7内部,在压选仓7内部进入一定量的建筑垃圾后,通过一号液压缸1上活塞杆的伸出,进而使得压块4向下移动,进而使得压块4挤压压选仓7内部的建筑垃圾,直至压块4向下移动到距离转板5只有一块砖块的厚度后,此时停止继续向下移动,由于在进行挤压时,最终挤压到挤压设备内部的空间刚好能够容纳单个需要制备的建筑材料的所需要的空间,进而使得内部空间的尺寸与所要制备的建筑材料的尺寸相同,进而在内部有材料的颗粒大于所要制备材料的尺寸时,则要被压碎,进而完成压选,进而使得破碎后的建筑垃圾的颗粒不大于所要制得建筑材料的最小尺寸,进而保证压选后的颗粒的大小能够更好满足制备砖块的使用需求,同时也不足以与进行过度的破碎,进而能够节省建筑垃圾处理过程中破碎的工作量,进而能够提高建筑垃圾破碎制砖的效率;随后在压选破碎后,通过二号液压缸6的工作,进而使得转动转动,进而使得破碎后的材料向下移动,进而进入到下一道的浸泡工序中;其中在转板5打开时,保持压块4处于挤压状态(压块4的厚度大于一号料斗出料口的高度),进而能够防止一号料斗内的材料向下移动,也能够防止压选后材料互相嵌挤造成的下料困难的情况出现。
75.如图3至图5所示,所述压块4的下部均匀间隔设置有凹槽,所述凹槽内部设置有缓冲弹簧8;所述缓冲弹簧8的一端与所述压块4固定连接;所述缓冲弹簧8的另一端设置有压头9;所述压头9一端与所述缓冲弹簧8的端部固定连接,所述压头9与所述凹槽的侧壁滑动连接。
76.工作时,在建筑垃圾中有较大块时,由于压头9为刚性的,且大块的建筑垃圾自身的轻度也较高,进而往往在进按压时,会有将压块4压坏的情况出现,因此在本方案中,通过在压块4的下部均匀间隔设置有压头9,进而减小了压块4在压选材料时与建筑垃圾的接触面积,进而增加了接触时的局部的压强,进而能够更好的对大块的建筑垃圾进行破碎,进而使得压选更顺畅的进行,同时也增加了压块4的使用寿命;同时在压块4与压头9之间设置有缓冲弹簧8,进而在遇到较为坚硬的建筑垃圾时,能够防止压头9直接与建筑压力机硬碰硬,进而防止压头9被挤压变形,同时由于建筑垃圾的表面不是平整的,进而挤压的过程中会出现滑移,进而因此通过设置的缓冲弹簧8,进而在压头9相对建筑垃圾出现滑移时,缓冲弹簧8的弹力会使得压头9向外冲出,进而对建筑垃圾产生锤击的效果,进而能够更好的对建筑
大块的建筑垃圾进行破碎,进而提高了建筑垃圾的处理效率。
77.如图3、图6和图7所示,所述骨料制备所用设备还包括浸泡仓10、一号电机、拨爪11、二号料仓12和粘接仓13;所述固定架3一侧设置有所述浸泡仓10;所述浸泡仓10与所述固定架3固定连接;所述浸泡仓10位于所述压选仓7的下部;所述浸泡仓10内部充有所述粘接剂;所述浸泡仓10内部设置有所述拨爪11;所述拨爪11与所述浸泡仓10转动连接;所述浸泡仓10的一侧设置有所述一号电机;所述一号电机与所述浸泡仓10固定连接;所述一号电机的输出轴与所述拨爪11的一端固定连接;所述浸泡仓10的一侧设置有粘接仓13;所述粘接仓13与所述固定架3固定连接;所述粘接仓13倾斜设置;所述粘接仓13较高一端与所述浸泡层连接;所述粘接仓13的上部设置有所述二号料仓12;所述二号料仓12位于所述粘接仓13较高一端;所述二号料仓12内部充有所述金属纤维。
78.工作时,将压选后的颗粒材料输送到浸泡仓10内部,在浸泡仓10内部充有粘接剂,进而在材料进入到浸泡仓10内部后颗粒的表面粘接有粘接剂,随后在一号电机的运动下,进而使得拨爪11转动,进而将材料全部浸染在粘接也内部,随后将粘接有粘接液的颗粒输送到粘接仓13内部,在二号料仓12内部装有金属纤维,进而在粘接有粘接剂的颗粒经过二号料仓12的下部时,二号料仓12内部的金属纤维洒落在颗粒上,同时由于粘接仓13倾斜设置,进而在金属纤维与粘接有粘接剂的颗粒同时滚落的过程中,金属纤维与颗粒的表面粘接,进而使得颗粒的表面产生更多的毛刺,进而在进行制砖的过程中,能够使得颗粒的表面与更多的纤维粘接,进而使得砖块内部的连接更紧密,进一步的使得砖块的强度更高。
79.如图3、图6和图7所示,所述粘接仓13的底面均匀间隔设置有通孔;所述粘接仓13下部对称设置有转动辊14;所述转动辊14之间通过输送带15传动;其中一个所述输送辊一端设置有二号电机;所述二号电机与所述固定架3固定连接;所述二号电机的输出端与所述输送辊固定连接;所述粘接仓13的底面开设有回料口16;所述回料口16的一侧设置有突出部17;所述突出部17的一侧与所述输送带15表面接触。
80.工作时,由于金属纤维在下落的过程中不一定能够全部与颗粒粘接,进而会造成金属纤维的浪费,进而造成制砖成本的增加,因此在本方案中,通过将粘接仓13的底部设置通孔,进而在金属纤维向下移动的过程中,没有与颗粒粘接的部分通过通孔下落,最后落入到输送带15上,再通过二号电机的工作,进而使得输送带15向上移动,进而带动金属纤维向上移动,在达到回料口16的位置时,由于突出部17的设置,进而使得金属纤维无法更随输送带15继续向上移动,进而使得金属纤维性回料口16进入到粘接仓13内部,进而使得金属纤维能够重复利用,进而避免了金属纤维的浪费,进而减小了制砖的成本。
81.如图3、图8和图9所示,所述骨料制备所用设备还包括挤捏仓18、三号液压缸19、活动架20、挤捏爪21和复位弹簧22;所述固定架3的上部设置有所述挤捏仓18;所述挤捏仓18与所述固定架3固定连接;所述挤捏仓18的一侧与所述粘接仓13连接;所述挤捏仓18的上部设置有所述三号液压缸19;所述三号液压缸19与所述固定架3固定连接;所述三号液压缸19的下部设置有所述活动架20;所述活动架20与所述三号液压缸19的活塞杆一端固定连接;所述活动架20的下部均匀间隔设置有所述挤捏爪21;所述挤捏爪21与所述活动架20铰接;所述挤捏爪21的下端与所述挤捏仓18内壁接触;所述活动架20的下部均与间隔设置有复位弹簧22;所述复位弹簧22的一端与所述挤捏爪21的一端固定连接;所述复位弹簧22的另一端与所述活动架20的固定连接。
82.工作时,在颗粒粘接上金属丝后,将颗粒材料依次输送到挤捏仓18内部,随后通过三号液压缸19的运动,进而使得活动架20向下移动,进而带动挤捏爪21向下移动,由于挤捏爪21与挤捏仓18的内壁接触,进而使得挤捏爪21向内靠拢,进而使得挤捏爪21对颗粒依次进行挤捏,进而使得颗粒上的金属纤维弯曲,进而在颗粒的表面形成弯曲的毛刺凸起,进而使得颗粒表面的金属纤维不容易卡接在一起。进而使得颗粒能够较容易的分散开,进而使得颗粒能够更方便入模;同时在金属纤维弯曲后,在注入粘接剂时,粘接剂内部的纤维能够更容易与不同颗粒上的金属纤维挂接,进而使得粘接剂中的纤维能够更好的连接不同的颗粒,进而使得制备的成砖内部的结构连接的更紧密,进而使得砖块的结构强度更好。
83.工作时,在进行建筑垃圾的粉碎时,仅仅将建筑垃圾进行初步的粉碎即可,保证粉碎后的颗粒的大小不大于所要制备的建筑材料的最小尺寸即可,进而能够大大的减少建筑垃圾粉碎过程中的步骤,进而能够提高建筑垃圾的回收利用的效率;同时能够减少建筑垃圾在粉碎过程中所做的无用功,进而能够减少建筑垃圾回收利用的成本,进而使得建筑垃圾回收的难度降低;但是在建筑垃圾粉碎的少时,较大的颗粒之间的在进行制备砖块的过程中会引起砖块本身的结构强度较低的问题;因此在本方案中,在将破碎处理后的建筑垃圾放置进密闭的模具内部,随后通过向模具内部注入粘接剂(粘接剂可以为水泥浆类或者高分子聚合物类),通过浇筑的形式使得破碎后的建筑垃圾之间互相粘接,相比与压制的形式,在制备的过程中,粘接剂能够充满破碎后建筑垃圾之间的缝隙,进而使得砖块内部连接的更紧密,进而使得制备的砖块的强度更高;同时由于建筑垃圾在破碎时仅仅经过初步的破碎,进而在破碎后的建筑垃圾表面会相对较为不圆润,进而会存在较多的毛刺凸起,因此在本方案中通过自粘接剂内部加入纤维(例如聚酯纤维、玻璃纤维、土工织物纤维、聚氯乙烯纤维等),进而在注浆的过程中,纤维会跟随粘接剂在模具内部流动,进而会与破碎后的建筑垃圾表面的毛刺凸起挂接在一起,进一步的增加了砖块内部的碎块之间的连接,进一步的使得砖块内部的结构更稳定,进而使得砖块的强度更高,同时由于为了提高生产的效率,进而在粘接剂内部添加快凝剂,用于加快粘接剂的凝固硬化;在进行骨料的制备时,先通过破碎机将大块的建筑垃圾进行破碎,进而去除建筑垃圾中的大块的建筑垃圾,随后在将破碎后的建筑垃圾放入到压选的设备内部,通过压选设备挤压(在进行挤压时,最终挤压到挤压设备内部的空间刚好能够容纳单个需要制备的建筑材料的所需要的空间,进而使得内部空间的尺寸与所要制备的建筑材料的尺寸相同,进而在内部有材料的颗粒大于所要制备材料的尺寸时,则要被压碎,进而完成压选),进而使得破碎后的建筑垃圾的颗粒不大于所要制得建筑材料的最小尺寸,随后再将经过压选的颗粒放入到粘接剂内部浸泡,进而使得经过压选的颗粒的表面附着有粘接剂,随后在附着有粘接剂的颗粒表面撒布金属纤维,由于颗粒的表面附着有粘接剂,进而在与金属纤维接触时,使得金属纤维与颗粒粘接,进而使得颗粒的表面产生更多的毛刺,进而在进行制砖的过程中,能够使得颗粒的表面与更多的纤维粘接,进而使得砖块内部的连接更紧密,进一步的使得砖块的强度更高;由于金属纤维多数为竖直状的结构,进而在形成的骨料上,会形成长的毛刺,进而在骨料堆积在一起时会因为金属纤维卡接在一起,进而不方便骨料的入模;因此在本方案中,在颗粒上粘接有金属纤维后,通过对颗粒进行挤捏,进而使得颗粒表面的金属纤维被挤压弯曲,进而在颗粒的表面形成弯曲的毛刺凸起,进而使得颗粒表面的金属纤维不容易卡接在一起。进而使得颗粒能够较容易的分散开,进而使得颗粒能够更方便入模;同时在金属纤维弯曲后,在注入粘
接剂时,粘接剂内部的纤维能够更容易与不同颗粒上的金属纤维挂接,进而使得粘接剂中的纤维能够更好的连接不同的颗粒,进而使得制备的成砖内部的结构连接的更紧密,进而使得砖块的结构强度更好。
84.上面结合附图对本发明的实施例进行了描述,但是本发明并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本发明的启示下,在不脱离本发明宗旨和权利要求所保护的范围情况下,还可做出很多形式,这些均属于本发明的保护之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。
